






Станок ножовочно-отрезной OVTO HCM-250
Станок предназначен для отрезки круглого и профильного материала из стали, чугуна и цветных металлов машинным ножовочным полотном для металла. Разрезка производится в плоскости перпендикулярной к оси заготовки, а также под углом до 45°, при установке комбинированных тисков.
Широко применяется в металлообработке и других отраслях промышленности. Ножовочный станок может быть использован для резки материала по прямой линии, а также для выполнения закруглений и сложных контуров.
| Максимальный размер заготовки квадратного сечения (90°), мм | 250x250 |
| Максимальный диаметр заготовки круглого сечения (90°), мм | 250 |
| Максимальный размер заготовки прямоугольного сечения (45°), мм | 140x250 |
| Максимальный диаметр заготовки круглого сечения (45°), мм | 140 |
| Наибольшая длина устанавливаемой заготовки, мм | 500 |
| Размер ножовочного полотна, мм | 450x40x2 |
| Ширина пропила, мм | 2 |
| Емкость гидравлической системы, л | 2.8 |
| Объем бака СОЖ, л | 30 |
| Мощность двигателя главного привода, кВт | 2.2 |
| Габариты (ДxШxВ), мм | 1690х700х900 |
| Масса, кг | 700 |
Стандартная комплектация:
- Станок ножовочный HCM-250 в сборе
В том числе:
- Полотно ножовочное для металла
- Тиски
- Ремень клиновой
Документация:
- Руководство по эксплуатации
- Паспорт станка
- Паспорт на электродвигатель
Доп. опции:
- Тиски комбинированные*
- Рольганг неприводной
* предназначены для резки материала под углом 45°
СОСТАВ СТАНКА

- Станина
- Пильная рама
- Привод
- Ограждение
- Тиски / Поворотные тиски
- Охлаждение
- Гидропривод
- Электрооборудование
Станина
Станина имеет коробчатую форму, на ней монтируются основные узлы станка.
Нижняя часть станины служит резервуаром для охлаждающей жидкости. Здесь же устанавливается электронасос охлаждения.
Заодно со станиной отлит масляный резервуар для гидропривода.
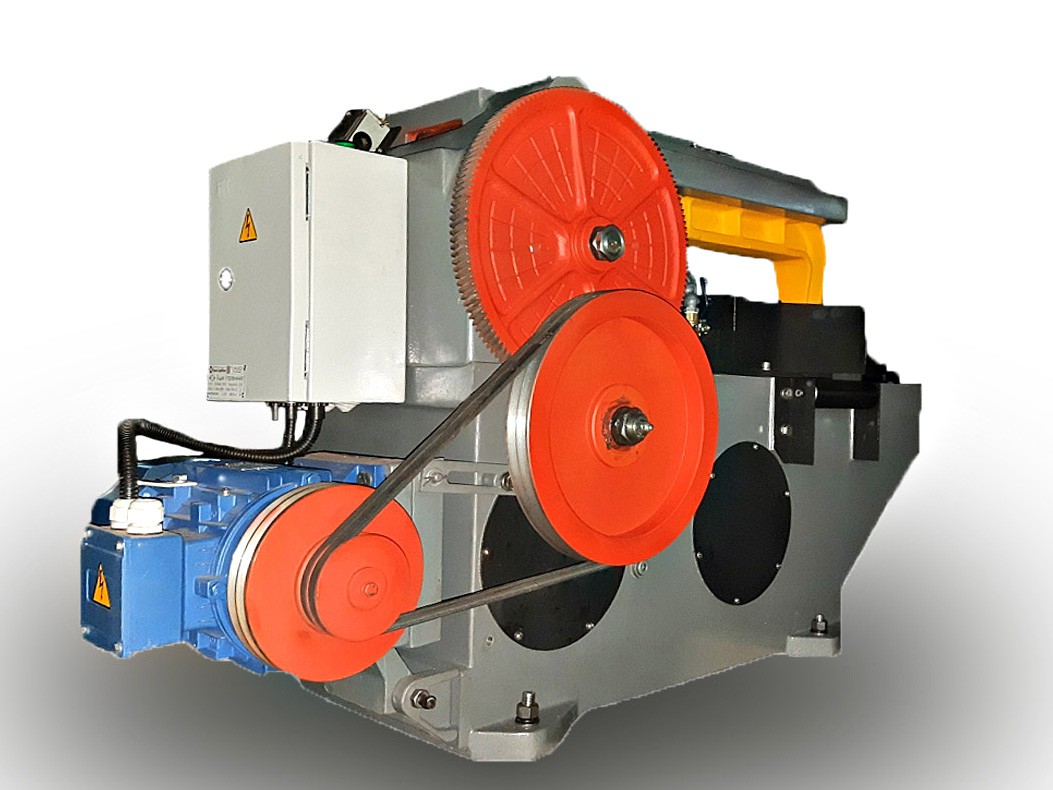
Привод
Привод состоит из следующих основных деталей:
- стойки
- рукава
- пильной рамы.
Стойка, укрепленная на верхней плоскости станины, с правой стороны, служит опорой рукава и приводного вала.
Рукав с нижней части имеет направляющие типа «ласточкин хвост», по которым двигается пильная рама. Посредством тяги и двух шарниров рукав соединен со штоком поршня рабочего цилиндра гидропривода, управляющего его движением. При подъеме рукава в верхнее положение упор нажимает на конечный выключатель и электродвигатель автоматически выключается.
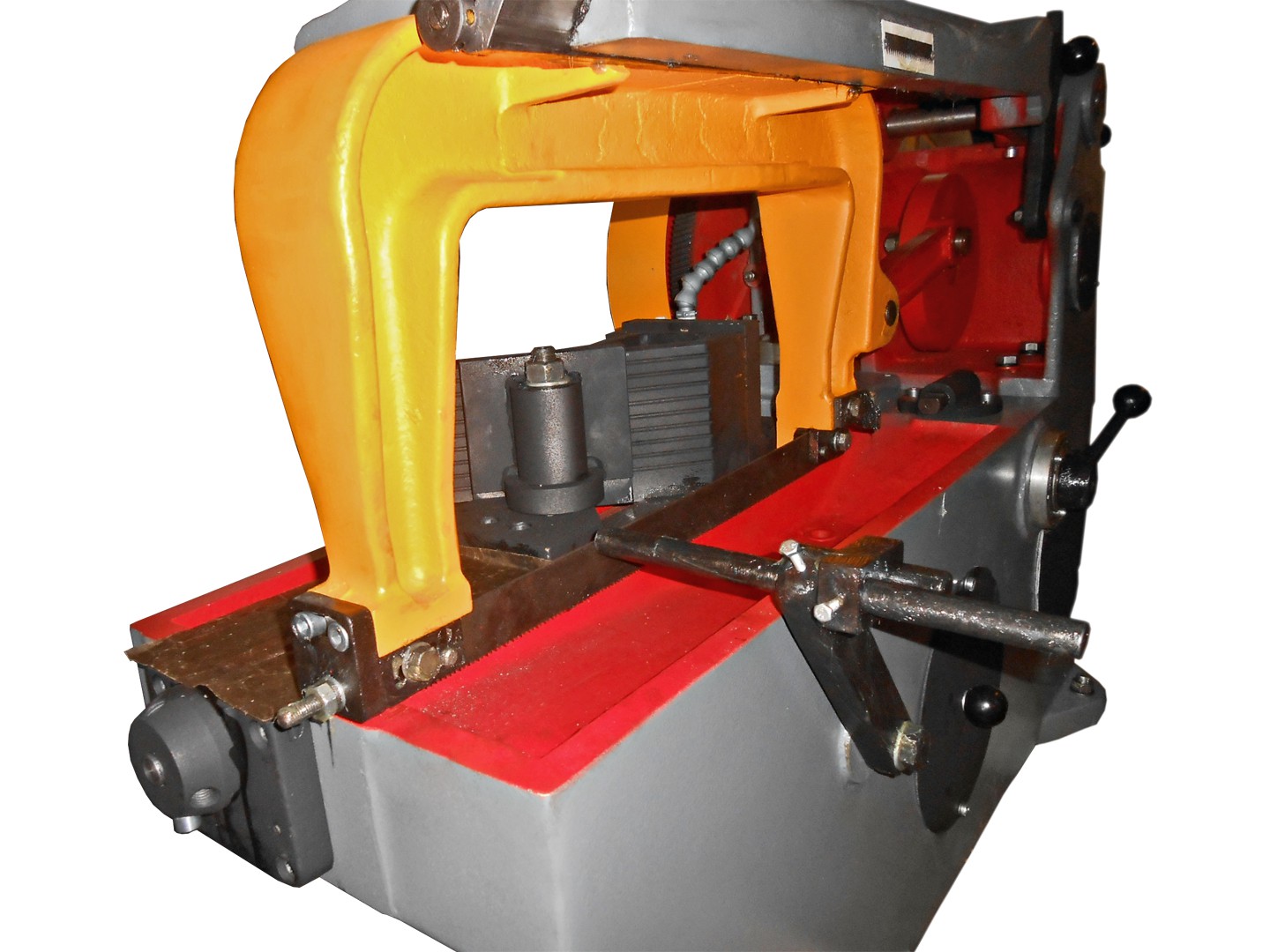
Пильная рама осуществляет возвратно-поступательное движение от кривошипного диска, с которым она соединена с шатуном.
Ножовочное полотно устанавливается одним отверстием на штифт неподвижно укрепленной планки, а другие – на штифт подвижной планки и прижимается специальными планками. Перед зажатием ножовочного полотна в пазы подвижных планок вставляется болт с гайкой для натяжения ножовочного полотна.
Диапазон скоростей предусматривает резку заготовок в зависимости от структуры разрезаемого материала.
Ограждение
Все вращающиеся элементы привода станка ограждены кожухом, закрепленным на станине.
Охлаждение
Для охлаждения ножовочного полотна станок имеет систему охлаждения, состоящую из резервуара охлаждающей жидкости, электронасоса, шланга и специальной насадки, по которым охлаждающая жидкость подается в зону резания.
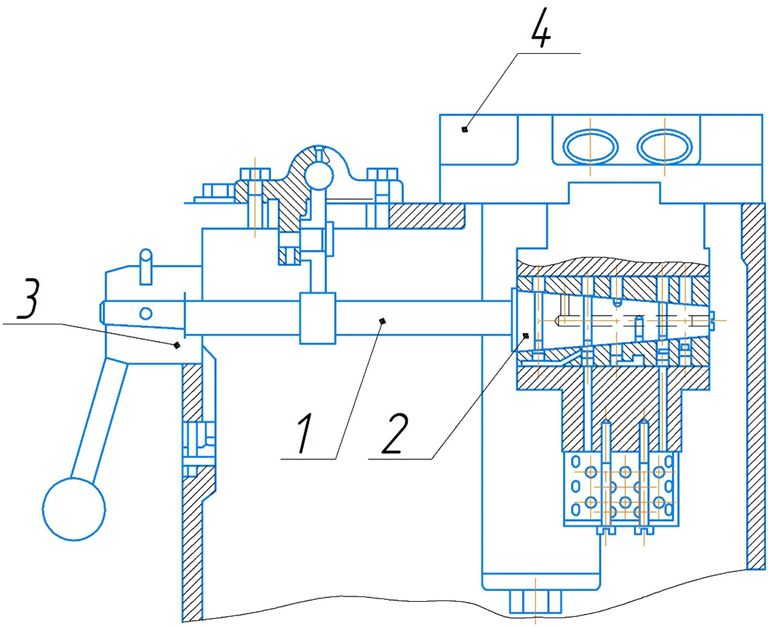
Тиски
Тиски состоят из подвижной 1 и неподвижной 2 губок.

Правая губка 1 закреплена неподвижно на станине станка. Зажим заготовок производится перемещением левой губки 2, вращением штурвала 5 через гайку 3 и винт 4.
Посредством рукоятки 5, винта 3 и гайки 4 губка 1 перемещается в направлении губки 2, зажимая заготовку. Тиски позволяют зажимать заготовки ø25…250мм.
Тиски комбинированные.*
По особому заказу, за отдельную плату поставляются тиски комбинированные, предназначены для резки материала под углом 45°. В тисках можно зажимать заготовки от 25 до 140 мм. Минимальная длина устанавливаемой заготовки при резке под углом 45° – 400 мм.
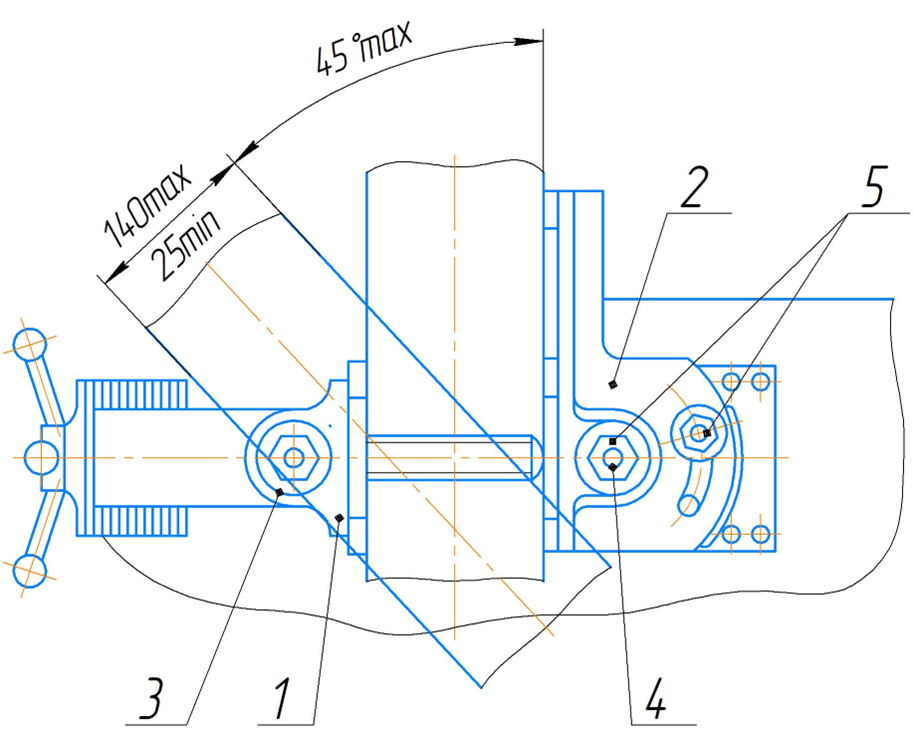
Для резки материала под углом до 45° необходимо: ослабить 3 и 5, развернуть на требуемый угол губку 2, затем зафиксировать угол поворота губки 2 винтом 4 и закрепить ее гайками 3 и 5. Заготовка зажимается в тисках при помощи винта, перемещающего гайку направляющую, на которой закреплена губка 1. В зависимости от требуемого размера заготовки губка 2 устанавливается в одно из трех отверстий, расположенных на станине.
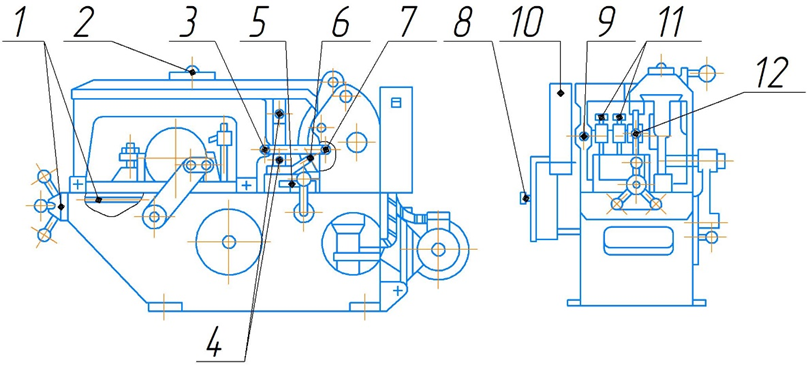
Схема кинематическая
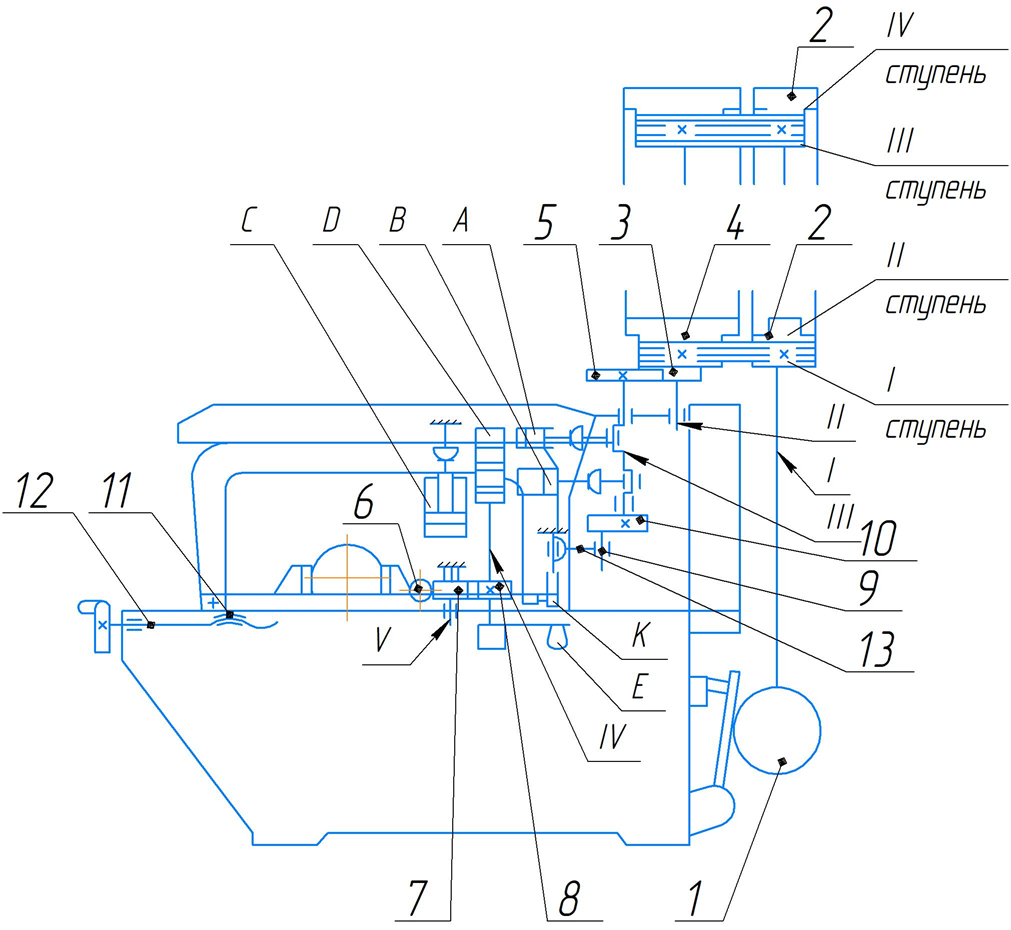
Движение от электродвигателя 1 передается посредством клиноременной передачи и двух ступенчатых шкивов на приводной вал II, шкив 4, свободно вращающий на валу II, сблокирован с шестерней 3. Через зубчатую пару 3 и 5 движение передается валу III на другом конце которого закреплен кривошипный диск 10 с пальцем 9.
От кривошипного диска посредством шатуна 13 получает возвратно-поступательное движение пильная рама. Ее частота движения в минуту 120 (Iступень) и 48 (II ступень). Для получения частоты движения пильной рамы 62 (III ступень) и 94 (IV ступень) необходимо ведущий шкив 2 переустановить разворотом на 180°.
На валу III между двумя опорами имеются эксцентриковые шейки, от которых движение посредством шатунных тяг передается поршнями А и В гидронасоса. Поршни нагнетают масло в распределительный клапан Д, откуда он поступает на рабочий цилиндр С. Поршень этого цилиндра при помощи шарнирных тяг соединен с рукавом. Таким образом, подъем и пускание пильной рамы, а также рабочая подача при резании осуществляется от гидропривода.
Управление гидроприводом производится рукояткой Е, которая может быть зафиксирована в положении:
I - «Бездействие»
II - «Опускание»
III - «Подъем»
IV - «Резание» (медленное и быстрое).
По окончании резки заготовки в крайнем нижнем положении пильной рамы планка к закрепленная на пильной раме, ударяет по рейке 6 и перемещает ее. Рейка через промежуточную шестерню 7 передает движение шестерне 8, жестко соединенный с валом распределительного крана. При этом кран устанавливается в положении подъема пильной рамы. Пильная рама поднимается до тех пор, пока не нажмет на конечный выключатель. При этом размыкается электрическая цепь, выключающая электродвигатель главного движения.
ГИДРООБОРУДОВАНИЕ
Общие сведения
Гидропривод предназначен для подъема и опускание рукава с пильной рамой и осуществляется рабочей подачей ножовочного полотна в процессе резания. Величина подачи регулируется распределительным гидравлическим краном, управляемым вручную.

Все гидрооборудование станка смонтировано в корпусе насоса. Поршневые насосы 1 и 2 всасывают масло из масляного резервуара через фильтры 6 и 7, обратные клапаны 9 и10., расположены в корпусе крана управления, и подают масло к распределительному крану по каналам 15 и 16.
Положение – I «Бездействие»
При установке крана в это положение поршневые насосы работают в холостую, масло поп проточкам крана сливается в резервуар по каналу 20. Рукав станка остается неподвижным в любом положение. Пильная рама с ножовочным полотном может иметь только возвратно-поступательное движение по рукаву.
Положение II – «Опускание»
В данном положение поршневые насосы работают также в холостую, но масло из бесштоковой полости цилиндра 3 по каналу 17 и проточкам крана сливаются в резервуар по каналу 20. Рукав и пильная рама плавно опускается вниз.
При работе станка в рабочем цикле предусмотрены два положения: «Подъем» и «Резание».
Положение III – «Подъем»
При установке рукоятки крана в этом положении масло, нагнетаемое поршневыми насосами по каналам 15 и 16, проточкам крана и к каналу 17 подается в нижнюю полость цилиндра 3. Происходит подъем рукава и пильной рамы с ножовочным полотном в верхнее положение.
В крайнем положении пильной рамы нижняя кромка поршня цилтндра3 приоткрывает проточку в цилиндре, через которую сливается излишек масла по каналу 18, проточки крана и канал 20.
Положение IV – «Резание»
В данном положении следует рассматривать 2 стадии работы:
- подача режущего инструмента во время рабочего хода пильной рамы с ножовочным полотном;
- подсечка, то есть подъем режущего инструмента над разрезаемой заготовкой во время холостого хода пильной рамы с ножовочным полотном.
Координация возвратно-поступательного движения пильной рамы и начального движения рукава обеспечивается тем, что кривошипный диск, приводится в движение пильную раму, смонтирован на валу с эксцентриковыми шейками, расположенными под углом 125° друг к другу и передающими движение поршнями 1 и 2. Величина подачи регулируется поворотом рукоятки крана переменного сечения, соединяющего полости поршня 1 и штоковой полости цилиндра 3 со сливом через канал 20.
В зависимости от положения рукоятки регулируется количество масла, поступающего в штоковую полость цилиндра 3. Резание медленное осуществляется при открытом дросселе, что соответствует верхнему положению рукоятки. Большая часть масла сливается через щель дросселя, а остальная – поступает по каналу 18 в штоковую полость цилиндра 3. Резание быстрое осуществляется при повернутой рукоятке крана, закрытом дросселе. В этом случае дроссель полностью закрыт и все масло нагнетается в штоковую полость цилиндра 3, создавая максимальную подачу ножовочному полотну. Избыточное масло сливается через предохранительный клапан 4.
Подъем режущего инструмента над заготовкой при холостом ходе осуществляется при движении поршня 2 вниз. До перекрытия бокового отверстия в цилиндре поршня 2 нагнетаемого масло сливается через него по каналам 19 и 20 в резервуар. После перекрытия поршнем этого отверстия масло по каналам 16 и 17 поступает в бесштоковую полость цилиндра 3 и приподнимают пильную раму с ножовочным полотном.
ЭЛЕКТРООБОРУДОВАНИЕ
Общие сведения
Электрооборудование состоит из:
• асинхронных электродвигателей переменного тока и конечных выключателей, размещенных на станке;
• аппаратуры управления и защиты, размещенных в электрошкафу, установленном на задней стенке стойки;
• органов управления, размещенных на электрошкафу.
Релейные аппараты установлены на панели в шкафу.
Вся разводка провода выполнена жгутами по панели управления и в металлорукавах.
Краткая характеристика
Род тока: Переменный, трехфазный
Характеристика сети: 50 Гц, 380 В
Цепь управления: 24 В
Цепь местного освещения: 24 В
Электродвигатель главного привода: 2,2 кВт 1000 об/мин
Насос охлаждения: 0.09 кВт 25 л/мин
Защита
Электродвигатели станка защищаются:
• от тока короткого замыкания – однополюсным автоматическим выключателем
• от перегрузок-тепловым реле
Цепи управления и освещения защищается от токов короткого замыкания однополюсными автоматическими выключателями.
Нулевая защита схемы осуществляется контактами магнитного пускателя.
Описание работы электросхемы
Пуск электродвигателя главного привода М1 и электродвигателя насоса охлаждения осуществляется нажатием кнопки «Пуск», которая замыкает цепь катушки магнитного пускателя, переводя его самопитание.
Остановка электродвигателя главного привода и электродвигателя насоса охлаждения осуществляется конечным выключателем.
По требованию заказ-наряда устанавливается лампа местного освещения. Ее включение осуществляется включателем.
Защита
Защита от токов замыкания электродвигателя главного привода, электродвигателя насоса охлаждения, цепей управления и местного освещения, осуществляется однополюсным автоматическим выключателем.
Защита электродвигателей от длительных перегрузок осуществляется тепловым реле.
Защита цепей местного освещения от токов короткого замыкания осуществляется однополюсным автоматическим выключателем.
СИСТЕМА СМАЗКИ
Описание работы
Смазка станка осуществляется следующими системами:
- Фитильная система смазки направляющих рукава, состоящих из резервуара для масла 2, расположенного в верхней части рукава, фитилей.
- Периодической системы густой смазки, осуществляемой с помощью пресс-масленок для смазки подшипников шкива 8, главного вала 9,12 и подшипников насоса 11.
- Периодической системы смазки поливом на винт тисков, пальцев шатуна, тяги, пальцев поршня насоса, зубчатой рейки и зубчатого колеса привода, осуществляемой с помощью ручной масленки.
Карта смазки
Масло индустриальное И-20А:
1 - Два раза в смену - Винтовая пара тисков - Тиски
2 - Раз в пять дней - Ванна для фитильной смазки направляющего рукава. - Привод
3 - Два раза в смену - Палец шатуна - Привод
4 - Раз в смену - Пальцы тяги - Привод
5 - Раз в смену - Зубчатая рейка - Гидропривод
6 - Раз в смену - Пальцы поршней насоса - Гидропривод
7 - Два раза в смену - Пальцы шатуна - Привод
10 - Два раза в смену - Зубчатое колесо привода - Привод
Циатим-203:
8 - Два раза в смену - Втулка шкива - Станина
9 - Два раза в смену - Подшипник главного вала - Привод
11 - Два раза в смену - Пальцы поршней насоса - Привод
12 - Два раза в смену - Подшипник главного насоса - Привод
ПОРЯДОК УСТАНОВКИ
Распаковка
Станок поставляется потребителю на транспортировочных брусках упакованный полиэтиленовой пленкой марки Т или в частичной упаковке, по желанию клиента станок может быть упакованный в деревянный ящик.
При распаковке необходимо следить за тем, чтобы не повредить станок распаковочным инструментом.
Транспортирование
Для транспортирования распакованного станка необходимо применить тросы диаметром не менее 10 мм, согласно схеме строповки.
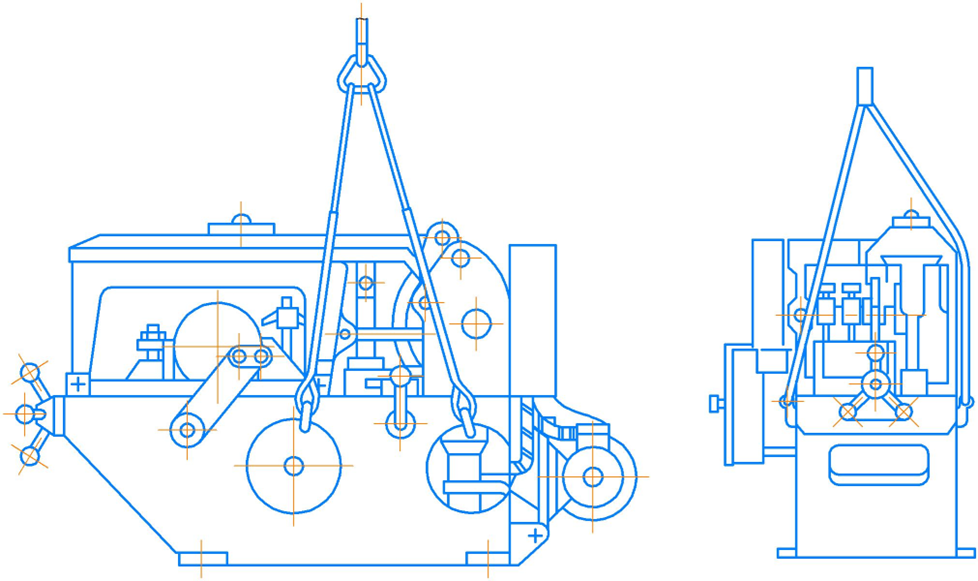
При захвате станка тросом необходимо следить за тем, чтобы не повредить наружную отделку станка, для чего в соответствующих местах надо подкладывать под трос деревянные прокладки. При транспортировке к месту установки необходимо избегать сильного наклона станка, и при спускании на фундамент станок не должен подвергаться сильным толчкам.
Расконсервация
Перед установкой станок необходимо тщательно очистить от антикоррозийных покрытий, нанесенных перед упаковкой станка на механически обработанные поверхности и во избежание коррозии покрыть слоем масла индустриального И-20А.
Монтаж
Станок устанавливается на фундамент или бетонную подушку. Глубина залегания фундамента зависит от грунта, но должно быть не менее 170 мм. Станок крепится к фундаменту четырьмя фундаментными болтами диаметром 20 мм. Фундаментные болты не поставляются заводом.
Станок устанавливается на фундамент и выверяется в обеих плоскостях при помощи уровня, устанавливаемого на станине. Отклонение не должно превышать 0.1/300 мм в обеих плоскостях
ПОДГОТОВКА К ПУСКУ
Заземлить станок подключением к общей цеховой системе заземления.
Подключить станок к электросети, проверив соответствие напряжения сети и электрооборудования станка.
Залить в гидрорезервуар около 10 л масла марки «Индустриальное И-20А».
Залить в резервуар (нижняя часть станины) 20л Охлаждающей жидкости. Хорошей охлаждающей жидкостью является 6-10% раствор «Эмульсола» в воде.
Ознакомившись со значением рукоятки управления, следует проверить от руки работу всех механизмов станка.
Выполнить указания, изложенные в разделах «Гидросистема», «Смазочная система» и «Электрооборудование» руководства по эксплуатации, относящиеся к пуску.
После подключения станка к сети опробовать электродвигатель без включения рабочих органов станка, обратив внимание на соответствии вращения шкива электродвигателя со стрелкой, нанесенном на кожухе.
Для предварительного детального ознакомления со станком рекомендуется его обкатать на холостом ходу, усвоить назначения и действие органов управления.
Убедившись в нормальной работе всех механизмов станка, можно приступить к настройке станка для работы.
Первоначальный пуск гидросистемы
Первоначальный пуск гидросистемы осуществляется следующим образом:
- Проверить наличие масла в резервуаре по уровню маслоуказателя.
- Рукоятку гидравлического крана управления установить в положение «Подъем».
- Убедившись, что пильная рама поднимается, необходимо кран управления установит в положение «Резание».
- При этом положение станок должен работать до тех пор, пока воздух не удалится из гидросистемы через жиклер.
Следует провести промывку гидросистемы рабочей жидкостью в течении не менее 8 часов, установка крана гидропривода в нейтральное положение.
После этого станок можно эксплуатировать.
ПОРЯДОК РАБОТЫ
Органы управления

- Вводный выключатель
- Кнопка управления «Пуск» привода станка
- Рукоятка фиксации пильной рамы в верхнем положении
- Маховик ручного перемещения тисков
- Рукоятка управления гидроприводом
- Упор автоматического выключения станка в верхнем положении пильной рамы
- Кнопка управления «Стоп» привода станка
Наладка станка
Настройка необходимого числа двойных ходов пильной рамы производится в зависимости от сортамента разрезаемого материала. Станок поставляется заказчику настроенным на 120 ходов пильной рамы. Изменение частоты движения пильной рамы осуществляется за счет клиноременной передачи и разворота шкива на валу электродвигателя на 180°.
При отключенном насосе возможно незначительное опускание пильной рамы.
Полотно ножовочное устанавливается с направлением резания от главного привода.
Оно должно быть достаточно натянутым. Слабо натянутое полотно ведет к неправильному резу. Усилие натяжения полотна должно быть 10-12 кН.
При установке материала и закреплении его необходимо следить, чтобы заготовка лежала на опорной поверхности станины.