








Машина трубогибочная электромеханическая OVTO PB-76M
Машина трубогибочная электромеханическая с ручным зажимом трубы, предназначена для холодной гибки труб с оправкой и без оправки методом наматывания трубы на инструмент.
Может использоваться в котлостроительной и судостроительной промышленности, на заводах монтажных заготовок, при монтаже водопроводов и газопроводов, а также на строительных и монтажных площадках промышленного и гражданского строительства.
| Диаметр изгибаемой трубы, мм | 25-76 |
| Максимальная толщина стенки изгибаемой трубы, мм | 5 |
| Наибольший внутренний радиус гибочного инструмента, мм | 320 |
| Наименьший внутренний радиус гибочного инструмента, мм | 1.5D / 2D |
| Наибольший угол поворота гибочного инструмента, град. | 210 |
| Частота вращения гибочного инструмента, об/мин | 2.5 |
| Расстояние от оси центра гибочного инструмента до места крепления конца оправки, мм | 3000 (6000*) |
| Высота оси гиба над уровнем пола, мм | 900 |
| Мощность двигателя главного привода, кВт | 7.5 |
| Габариты (ДxШxВ), мм | 3720x1260x1150 |
| Масса, кг | 1200 |
| Наименование | Кол-во |
| Машина трубогибочная с механическим приводом | 1 шт. |
| Документация | |
| Руководство по эксплуатации. | 1 шт. |
| Паспорт | 1 шт. |
| Инструмент | |
| Комплект оснастки для трубы Ø3/4х3 R=55 | 1 к-т. |
| Принадлежности | |
| Шкив электродвигателя Ø105 мм | 1 шт. |
УСТРОЙСТВО МАШИНЫ ТРУБОГИБОЧНОЙ PB-76M С МЕХАНИЧЕСКИМ ПРИВОДОМ.
Состав машины
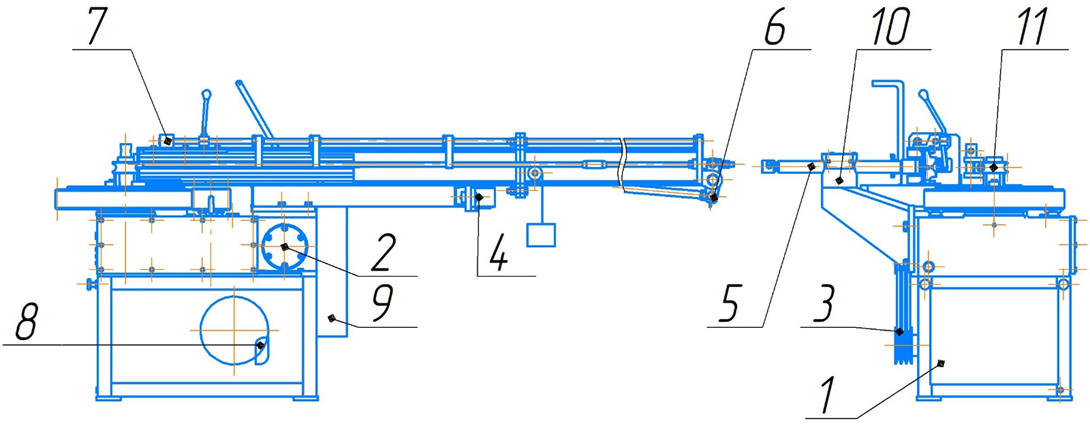
Перечень основных составных частей машины:
| Поз. | Наименование | Обозначение |
| 1. | Станина | PB-76M-11-001 |
| 2. | Редуктор | PB-76M-21-001 |
| 3. | Привод | PB-76M-22-001 |
| 4. | Балка | PB-76M-31-001 |
| 5. | Механизм поджима | PB-76M-32-001 |
| 6. | Механизм выдергивания дорна | PB-76M-33-001 |
| 7. | Штанга разметочная | PB-76M-51-001 |
| 8. | Электрооборудование | PB-76M-91-001 |
| 9. | Шкаф управления | PB-76M-92-001 |
| 10. | Пульт управления | PB-76M-93-001 |
| 11 | Инструмент | PB-76M-65-001 |
Принцип работы машины
Гибка труб на машине производится методом наматывания изгибаемой трубы на гибочный ролик. Труба помещается в ручей гибочного ролика и закрепляется в нем с помощью эксцентрика. Призматической колодкой труба в процессе гибки прижимается к гибочному ролику. Приводимый во вращательное движение гибочный ролик увлекает за собой трубу, которая, находясь в ручье между гибочным роликом и колодкой, стаскивается с дорна и изгибается. Дорн применяется для предотвращения образования овальности и гофров. Можно производить гибку без дорна, если не предъявляется высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки к ее диаметру составляет более 0,1.
Органы управления
Общий вид пульта с обозначением органов управления: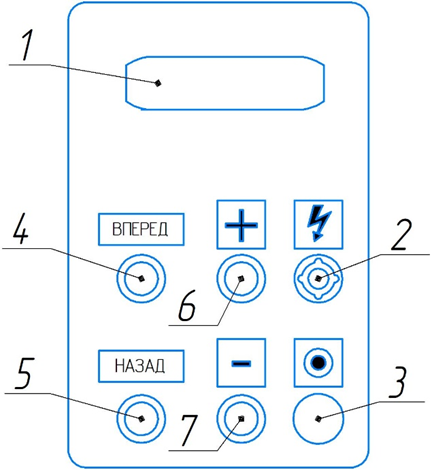
| Поз. | Пульт управления |
| 1. | 4-х строчный индикатор |
| 2. | Арматура сигнальная – сигнализирующая о включении в сеть |
| 3. | Кнопка «Стоп привода» |
| 4. | Кнопка «Вперед» |
| 5. | Кнопка «Назад» |
| 6. | Кнопка «+» |
| 7. | Кнопка «-» |
Схема кинематическая
Крутящий момент от электродвигателя 1 с помощью клиноременной передачи через шкивы 2, 3, червячную пару 5, 7 и цилиндрическую зубчатую открытую передачу 21, 20 передается на гибочный ролик 18, жестко связанный с шестерней 20.
Перемещением ползушки 12 балка настраивается на требуемый радиус гибки. Винтом 13 призматическая колодка 14 прижимается к трубе. Рукояткой 15 поднимаются и опускаются передвижные упоры 16 разметочной штанги. Рычагом 22 через тягу 24, серьгу 25, тягу 23 выдергивается из зоны защемления в трубе дорн 17. Рычаг 22 необходимо включать до упора после каждой гибки.
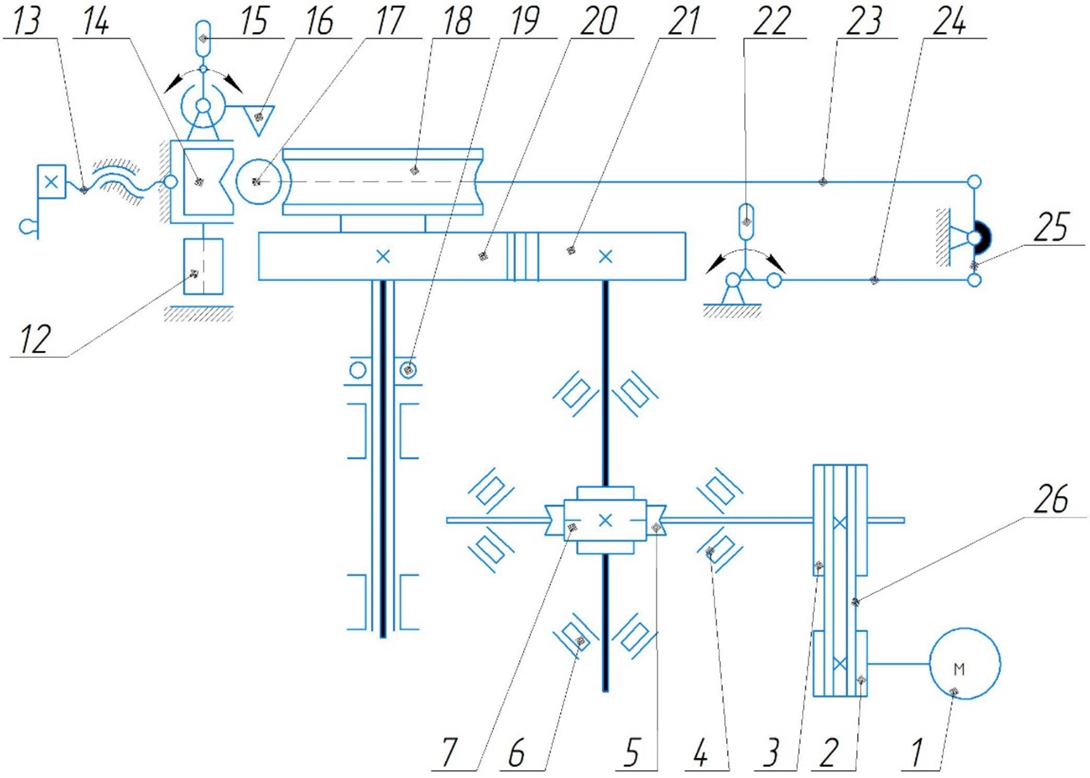
1 – электродвигатель; 2 – шкив ∅135мм; 3 – шкив ∅195мм; 4 –подшипник 7311 ГОСТ 333-79; 5 – колесо червячное, z=90, m=8; 6 – подшипник 7217 ГОСТ 333-79; 7 – червяк, z=1, m=8; 12 – ползушки; 13 – винт; 14 – колодка призматическая; 15 – рукоятка штанги разметочной; 16 – упор; 17 – дорн; 18 – ролик гибочный; 19 – подшипник 8224 ГОСТ 6874-75; 20 – шестерня, z=64, m=8, 21 – шестерня, z=16, m=8; 22 – рычаг выдергивания дорна; 23 – тяга дорна; 24 – тяга; 25 – серьга; 26 – ремень клиновой Б-1400 ГОСТ 1284.1-89
Внимание: для изменения скорости гибочного инструмента нужно поменять шкив электродвигателя, установив шкив.
Конструктивные особенности
Редуктор (см. рис. ниже), состоящий из червячной пары 14, 1 и цилиндрической зубчатой пары 7, 4, установлен на станине, представляющей собой сварную раму, закрытую с боков съёмным крышками. На поворотном диске 6, жёстко связанном шестернёй 4, закреплены 2 шпонки 5, через которые передаётся крутящий момент гибочному ролику.
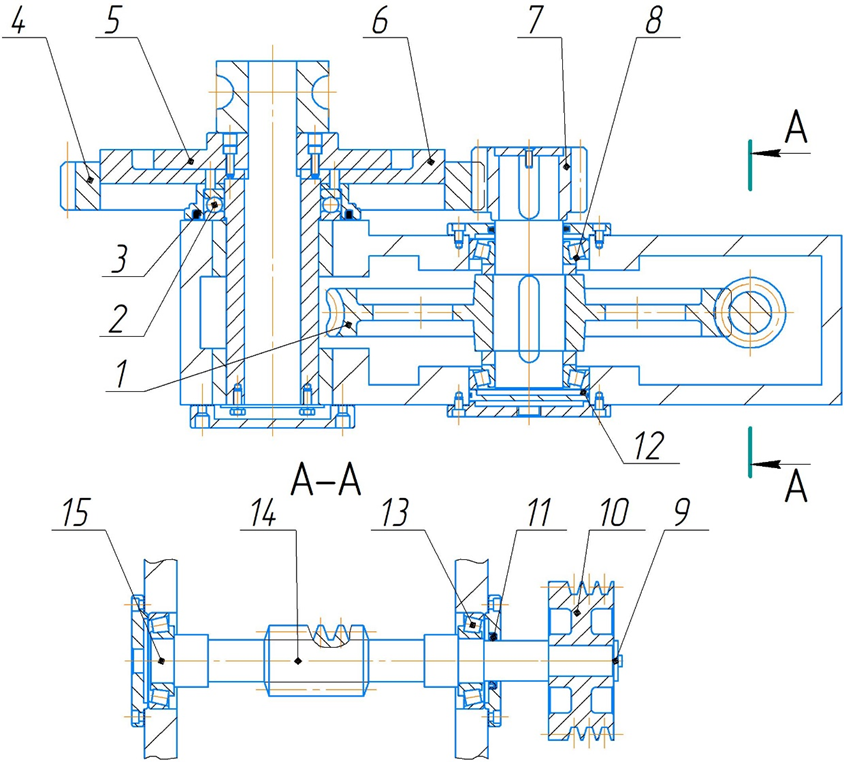
1 – колесо червячное; 2 – подшипник 8224 ГОСТ 6874-75; 3 – уплотнение; 4 – шестерня; 5 – шпонка; 6 – диск поворотный; 7 – шестерня; 8 – подшипник 7217 ГОСТ 333-79; 9 – планка; 10 – шкив; 11 – манжета 1.1.50х70-3 ГОСТ 8752-79; 12 – кольцо 140х150х46х2х2 ГОСТ 9833-73; 13 – подшипник 7311 ГОСТ 333-79; 14 – червяк; 15 – флажок.
Съёмный шкив 10 клиноременной передачи соединяется с червяком 14 при помощи планки 9, выполняющей роль шпонки и серьёзного предохранителя от перегрузок по крутящему моменту. Установленные на машине шкивы обеспечивают частоту вращения поворотного диска 2,5 min-1 .Для изменения частоты вращения поворотного диска на 5,8 min-1 поменяйте местами ведомый и ведущий шкивы. Балка, установленная в сварном кронштейне, закреплённом на верхней плоскости редуктора, может поворачиваться вокруг цапфы и имеет поперечное перемещение. На балке установлены: имеющая продольное перемещение призматическая колодка поджима трубы, система рычагов и тяг выдёргивания дорна и штанги с откидными упорами. Для удобства транспортирования балка, штанга и тяги выполнены разъёмными. Приводной электродвигатель подвешен на подмоторной плите, шарнирно соединённой с корпусом редуктора. Натяжение клиновых ремней осуществляется при помощи гаек.
СИСТЕМА СМАЗКИ
Смазка редуктора машины картерная разбрызгиванием. В редуктор залейте масло индустриальное И-20А ГОСТ 20799-88 в объёме около 20 дм3. Уровень масла должен быть не ниже середины маслоуказателя, установленного на передней стенке корпуса. Смену масла производите через шесть месяцев, доливайте по степени необходимости.
| Марка смазочного материала | |
| Масло И-20А | ЦИАТИМ-203 |
| ГОСТ 20799-88 | ГОСТ-8773-73 |
В комплект поставки масло не входит.
ЭЛЕКТРООБОРУДОВАНИЕ
Краткая характеристика
| Род тока | переменный |
| Рабочее напряжение | 380 |
| Частота, Hz | 50 |
| Напряжение цепи управления, V | 110 |
| Электродвигатель привода | АИР132М6 |
| Мощность, kW | 7,5 |
| Частота вращения, min-1 | 1000 |
Защита
Защита электрооборудования машины от токов короткого замыкания и перегрузки осуществляется автоматическим выключателем QF1.
Нулевая защита электросхемы осуществляется магнитными пускателями.
Блокировка
При движении гибочного ролика вперёд размыкающий контакт КМ2 исключает возможность движения назад.
При движении гибочного ролика назад (в исходное положение) размыкающий контакт КМ1 исключает возможность движения вперёд.
Указания по технике безопасности обслуживанию электрооборудования
Перед включением машины в работу произведите внешний осмотр всего электрооборудования и заземления.
При осмотре и ремонте электрооборудования водный автомат отключите.
Обслуживание электрооборудования производите согласно «Правилам технической эксплуатации и безопасности обслуживания электроустановок промышленных предприятий»
Схема электрическая
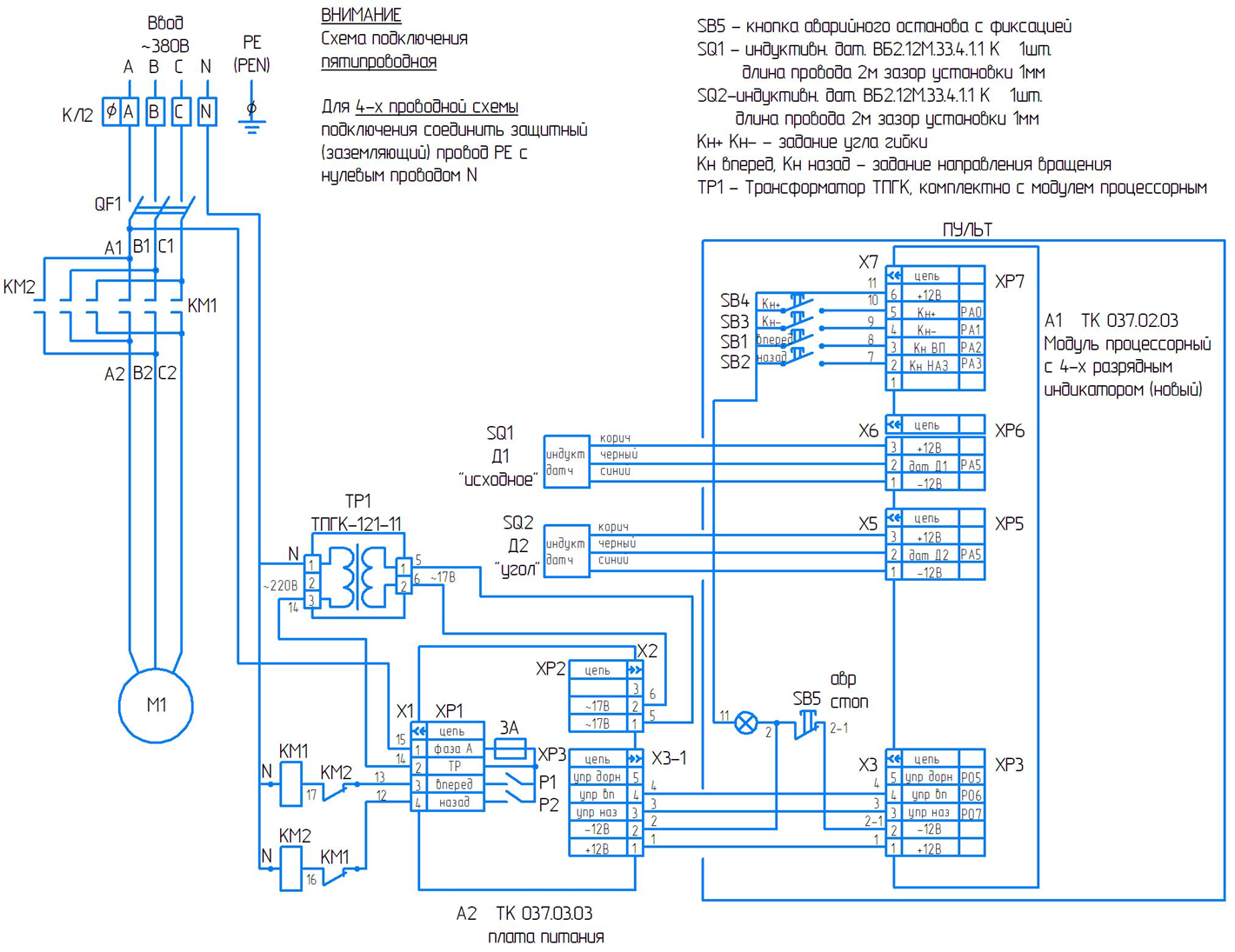
| № | Обозначение на схеме | Модель | Наименование |
| 5 | KM-1, КМ-2 | КМИ 25510-25А | Магнитный пускатель главного двигателя |
| 38 | OF-1 | AE 2046M-100 | Автоматический предохранитель общий |
| 39 | ПУЛЬТ | Версия П23 | Комплект для управления трубогибочным станком ИВ3428/29 |
| 40 | А2 | Плата питания | ТК 037.03.03 |
ТРАНСПОРТИРОВАНИЕ И УСТАНОВКА
Транспортирование
Зачаливайте распакованную машину для подъёма за две цапфы на раме и крюк на кронштейне балки.
Установка
Машину установите на фундамент:

А – место подвода электросети; Н – глубина заложения, не менее 500мм.
Расконсервация
Антикоррозийные покрытия, нанесённые на открытые, а также закрытые кожухами обработанные поверхности, снимите неметаллическим скребком, затем обтирочным материалом, смоченным жидкостью, растворяющей минеральные масла (бензин, уайт-спирит или другие). Очищенные места во избежание коррозии покройте тонким слоем индустриального масла.
Подготовка к первоначальному пуску
- Проверить и подтянуть все резьбовые соединения.
- Заземлить машину через специальные болты (винты) на станине и корпусе электрошкафа согласно действующим правилам устройства электроустановок.
- Подводку сети к электрошкафу выполнить в металлической трубе проводом сечением не менее 2,5 мм2.
- Залить масло в редуктор в количестве 20дм3 (см. раздел «Смазка»).
- После установки демонтированных на период транспортировки частей опробовать работу машины на холостом ходу.
ПОРЯДОК РАБОТЫ
Настройка машины
Настройку машины производить в следующем порядке:
- Установить гибочный ролик, соответствующий диаметру трубы.
- Перемещением ползушки, установить балку в положение,
- соответствующему радиусу гибки, т.е. в положение, когда труба прижата призматической колодкой к ручью гибочного ролика, а балка располагается параллельно оси машины. Ползушку закрепить болтами.
- Установить соответствующий дорн так, чтобы начало скругления головки дорна совпало с началом гибки трубы.
- Расставить упоры разметочной штанги на требуемые расстояния от оси гибочного ролика.
- Установить на приборе отсчета углов гиба требуемые углы с учетом пружинения трубы.
- Одеть трубу на дорн до упора. Зажать трубу с помощью винта механизма зажима.
- Поджать трубу колодкой при помощи винта, не допуская пережима.
- Включить кнопкой на пульте рабочий ход машины, при достижении заданного угла машина автоматически останавливается.
- Отвести колодку от трубы, выдернуть дорн из зоны зажима.
- Отжать трубу и передвинуть трубу для следующего гиба или снять ее при одном гибе. При гибке труб большого диаметра перед отвертыванием винта механизма зажима трубы рекомендуется кратковременное включение (толчок) обратного хода машины, что снизит усилие необходимое для отвертывания винта механизма зажима.
- Включить обратный ход машины, гибочный ролик остановится в исходное положении.
- После каждого гиба рычаг 22 включать до упора (рис. 3)
- При появлении большой овальности и гофр на изогнутом участке дорн необходимо выдвинуть вперед. При правильной настройке овальность трубы ( ) в изогнутой зоне не должна превышать 15%.
При отклонении по углу гиба произвести корректировку угла на приборе отсчета углов гиба.
Регулирование машины
Регулировка концевых выключателей производить в следующем порядке:
- для регулировки концевых выключателей относительно кулачков необходимо ослабить гайку установить кулачки против роликов концевых выключателей. Момент срабатывания определяется с помощью омметра или на слух «по щелчку».
- для регулировки исходного остановки гибочного ролика в исходном положении при ходе назад необходимо ослабить стопорный винт диска и поворачивая диск против часовой стрелки, установить его так, чтобы кулачок перешел 10-12 мм за положение включения концевого выключателя. Стопорный винт затянуть, включить рабочий ход. Если гибочный ролик не дойдет до исходного положения, то диск необходимо повернуть в обратную сторону на угол, соответствующий неточности останова.
Инструмент
Ввиду большой номенклатуры труб по диаметру и радиусу гибки, машина не комплектуется инструментом для гибки. По особому заказу поставляется инструмент для гибки водогазопроводных труб ГОСТ 3262-75, Ду20, Ду25, Ду32, Ду40, Ду50. Поставляемые гибочные ролики обеспечивают максимальный угол гибки 1800.
При изготовлении инструмента для гибки других размеров:
- диаметр дорна должен быть на 1,0…2,0мм меньше внутреннего диаметра трубы;
- длина цилиндрической части дорна должна быть равной 2,5…4,5 диаметра дорна;
- радиус ручья гибочного ролика и зажимной трубы должен быть больше радиуса трубы на 0,15…0,6мм.