










Машина листогибочная трехвалковая гидравлическая OVTO GBM-2230-02
Трехвалковые гидравлические вальцы GBM-2230-02 предназначены для точной гибки листового металла и обеспечивают высокое качество получаемых изделий. Оснащены современными системами управления с ЧПУ на базе ПЛК Siemens и автоматической компенсацией прогиба, что делает их идеальным решением для производственных задач.
Особенности:
- Превосходная точность гибки, обеспечивающая качественный результат.
- Высокоточная предварительная гибка торца для минимизации деформаций.
- Цифровое управление процессом гибки, повышающее точность и удобство работы.
- Диалоговый интерфейс для интуитивного и быстрого ввода параметров.
- Автоматическая компенсация прогиба, обеспечивающая равномерное давление на всю поверхность заготовки.
- Гибкость в формировании изделий — поддерживается гибка 0-образного и U-образного типа.
- Гидропривод верхнего валка с механизмом самовыравнивания повышает надежность и равномерность гибки.
Гидравлическая листогибочная машина GBM2230-02 сочетает точность, удобство управления и широкий функционал, что делает её оптимальным выбором для гибки листового металла.
| Макс. толщина изгибаемого листа, мм | 100 |
| Макс. ширина изгибаемого листа, мм | 3000 |
| Диаметр верхнего валка, мм | 860 |
| Диаметр нижнего валка, мм | 480 |
| Номинальное усилие, кН | 13500 |
| Расстояние между осями, мм | 920 |
| Мощность двигателя главного привода, кВт | 110 |
| Мощность двигателя гидравлической системы, кВт | 45 |
| Мощность двигателя перемещения, кВт | 22 |
Стандартная комплектация:
- Машина листогибочная гидравлическая GBM-2230-02 в сборе
Упаковано отдельно:
- Пульт управления с панелью оператора
- Гидроагрегат
- Комплект ЗиП
Документация:
- Паспорт
- Руководство по эксплуатации
- Комплект документации на приобретенное оборудование
Дополнительные опции:
- инструмент для гибки конусных заготовок
- приемный стол
- подающий стол
СОСТАВ МАШИНЫ
Основная конструкция состоит из верхнего и нижних валков и устройства горизонтального перемещения, главного привода и откидной опоры, левой и правой боковых стоек, основания, гидроагрегата и пульта управления.
Верхний валок
Верхний валок может перемещаться вертикально и горизонтально. Вертикальное перемещение верхнего валка осуществляется с помощью гидравлической передачи, а горизонтальное перемещение — механически.
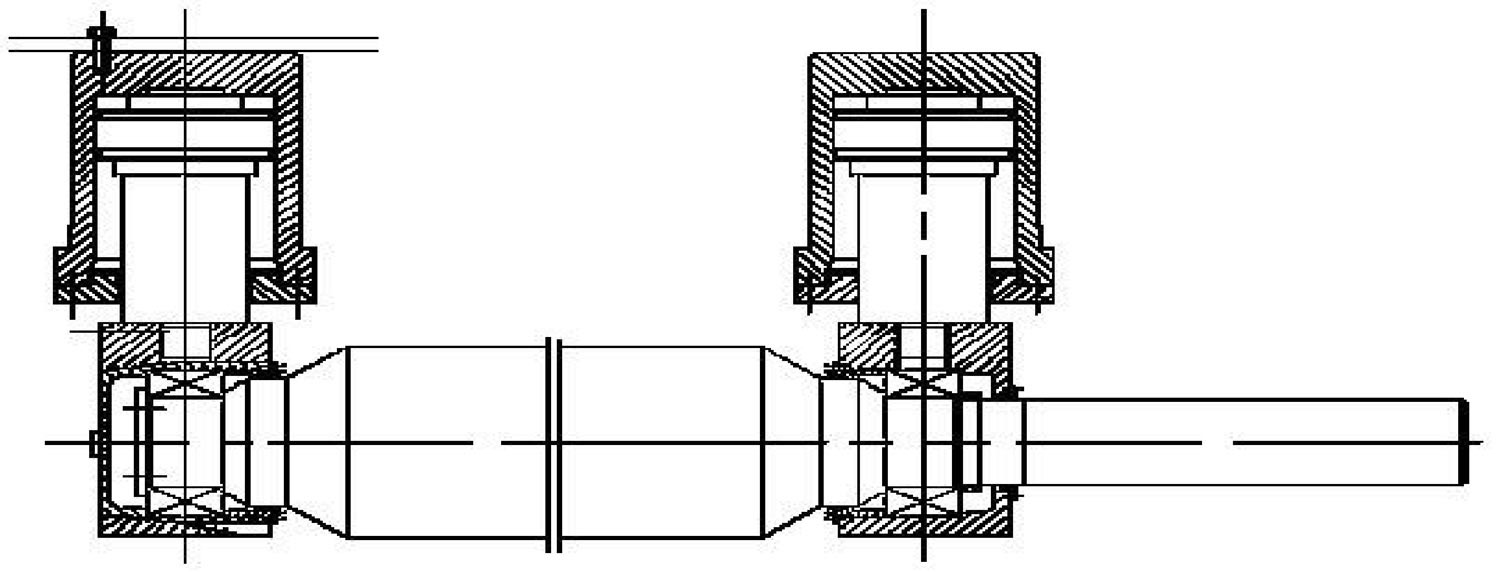
Рис. Верхний валок
Два главных цилиндра обеспечивают давление, необходимое для гибки листа.
Верхний валок имеет форму барабана, коэффициент нагрузки при максимальном давлении верхнего валка составляет 0,7. Нагрузка равномерно распределяется для компенсации деформации и прогиба верхнего ролика.
Верхний валок закален после черновой обработки, твердость составляет HB 260 ~ 300, в соответствии со стандартом прокатной стали, жесткость соответствует (1/700 ~ 1/1000) L
(L - означает расстояние между осевыми линиями стоек с обеих сторон.)
Нижние валки
При работе листогибочной машины два нижних валка приводятся в движение двигателем и редуктором.
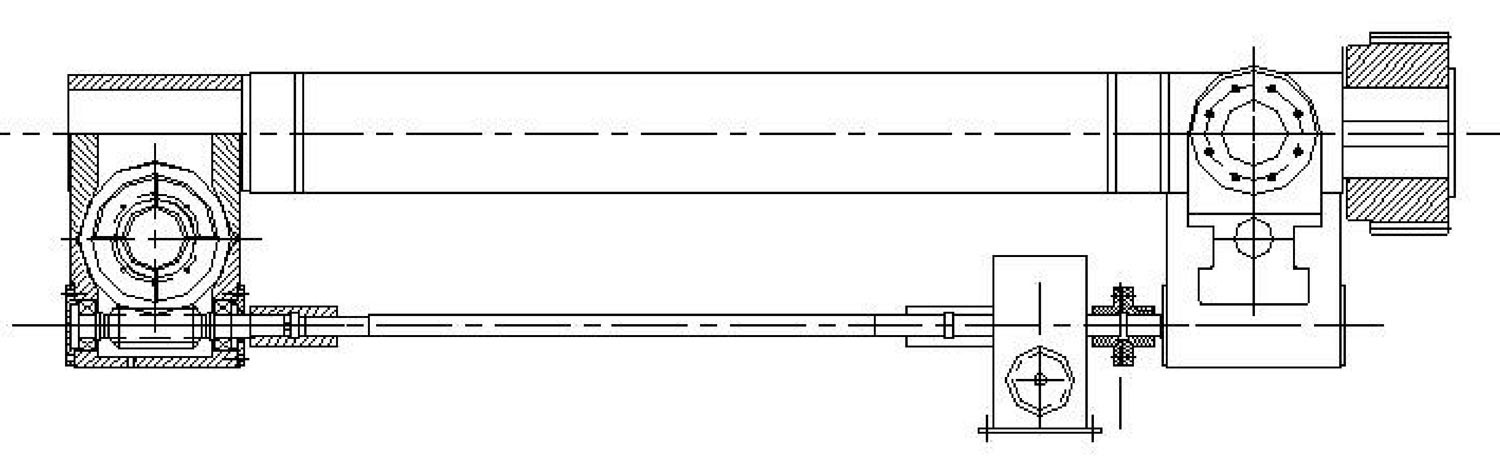
Рис. Нижние валки
Роликовый подшипник скольжения нижних валков изготовлен из самосмазывающегося композитного материала.
Устройство горизонтального перемещения
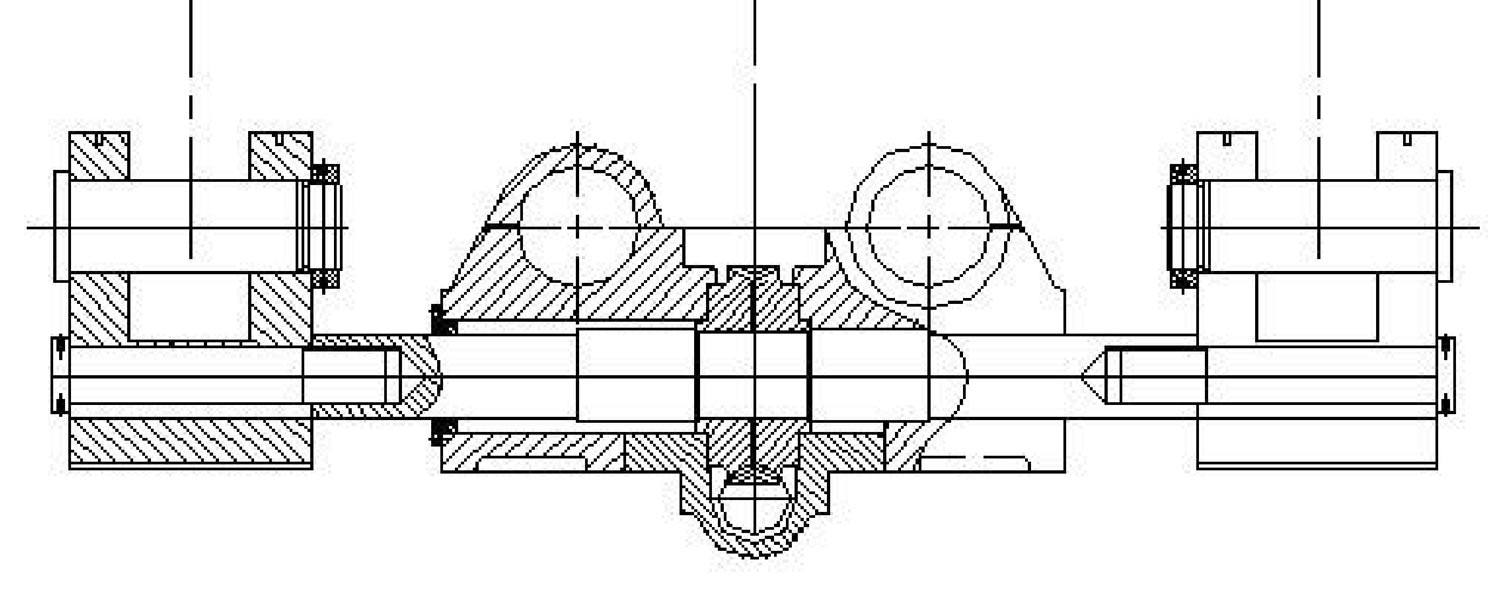
Рис. Устройство горизонтального перемещения
Устройство горизонтального перемещения приводится в действие двигателем, а верхний валок от него через червячную передачу, червячную шестерню и винтовой приводной механизм. Горизонтальное перемещение верхнего валка обеспечивает асимметричную гибку листа.
Откидная опора
Откидная опора состоит из толкателя, опрокидывающего цилиндра и т.д. Служит для облегчения удаления продукта вдоль осевого направления ролика.
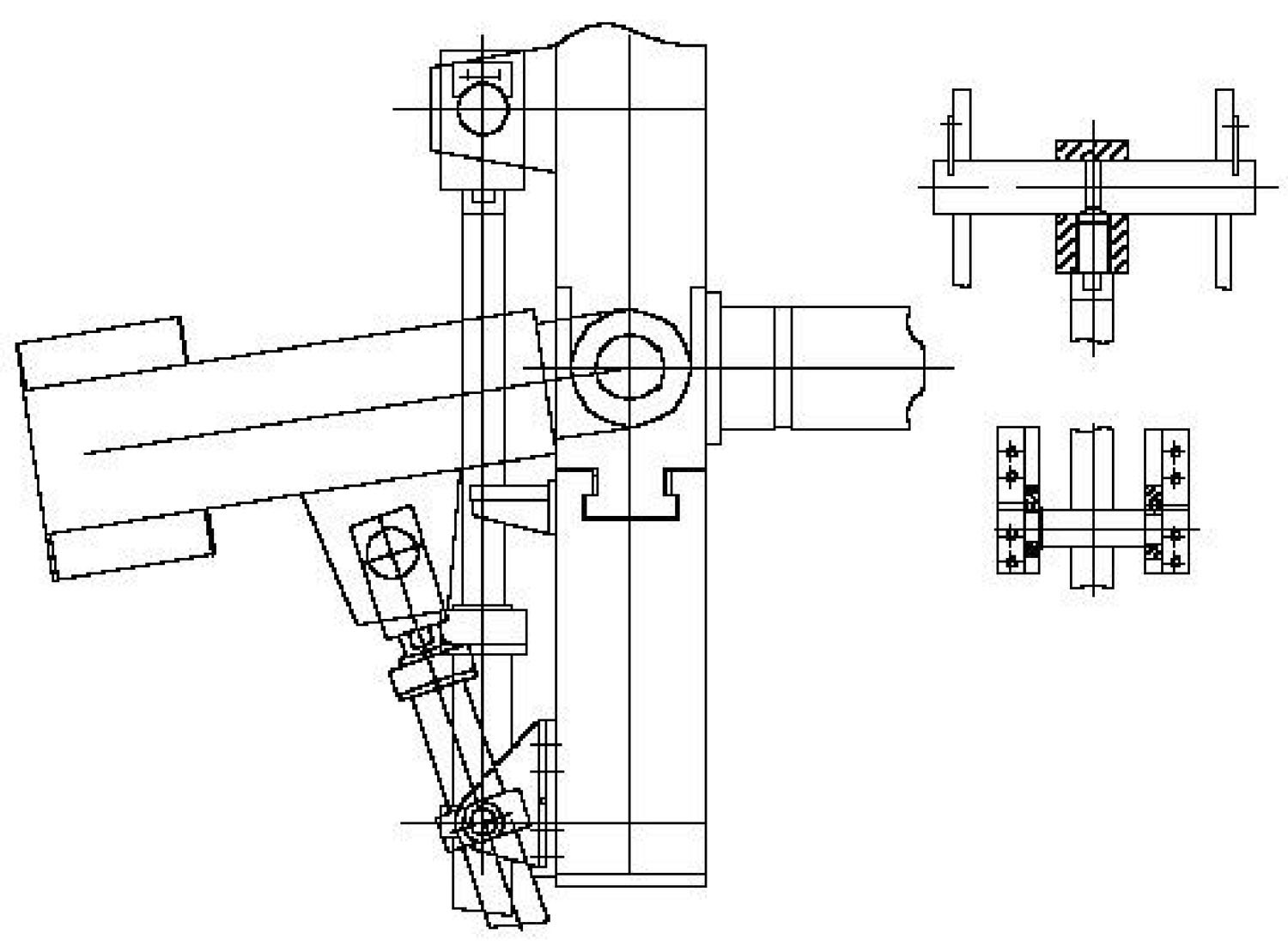
Рис. Откидная Опора
Откидная опора опрокидывается с помощью гидравлического привода.
Главный привод
Главный привод состоит из главного двигателя, треугольного ремня, цилиндрического зубчатого редуктора, электрогидравлического толкающего тормоза и т.д.
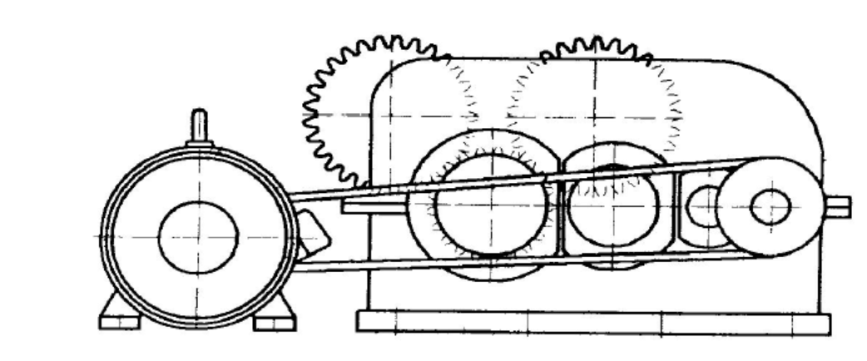
Рис. Главный привод
Главный привод может вращаться как вперед, так и назад, обеспечивая крутящий момент при гибке листа.
Боковые стойки и основание
Изготовлены из сварных стальных листов, после сварки проходят дробеструйную обработку для снятия напряжение в конструкции. Используется для размещения двух главных масляных цилиндров и других частей машины.
Органы управления
Управление является простым и интуитивно понятным в эксплуатации, осуществляется программируемым програмно-логистическим контроллером Siemens с сенсорным экраном, на который выводится вся информация.
Наличие ПЛК позволяет управлять машиной, использовать системы автоматической регулировки и защиты, а так же объединить машину в автоматизированную производственную линию с манипулятором.
ПРИНЦИП РАБОТЫ
Трехвалковая листогибочная машина использует заднюю гибку (направление подачи листа противоположно направлению движения верхнего валка), верхний валок прижимается с одной стороны, а нижний валок сгибается с другой.
Машина имеет функцию подгибки листа. При горизонтальном перемещении верхний валок находится в асимметричном положении относительно нижних валков до достижения подгибки края листа.
Лист непрерывно вращается и изгибается, а край листа подгибается и подвергается сжатию, что позволяет избежать образования передних и задних углов изгиба и получить отличную геометрию продукта.
Высокая точность геометрии изделия
На данной валковой машине были приняты следующие меры для уменьшения количества неправильных краев изделия:
- Вальцы оснащены устройством продольной подачи.
- Точность размеров, а также допуски по форме и положению двух нижних роликов между центрами используются в качестве ключевых элементов управления технологическим процессом.
- Верхний валок оснащен системой обратной связи для автоматического выравнивания.
- Благодаря электромагниту клапану и непрерывной обратной связи - точность синхронизации обеспечивается в пределах ±0,20 мм.
Технологический процесс:
1. Поместите изгибаемый лист в листогибочную машину: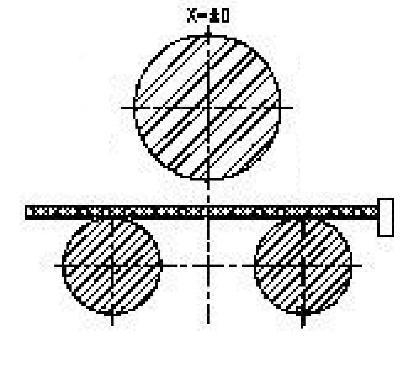
2. Переместите верхний валок горизонтально на -X и опустите на Y1, вращая нижние валки назад, установите лист в положение формования: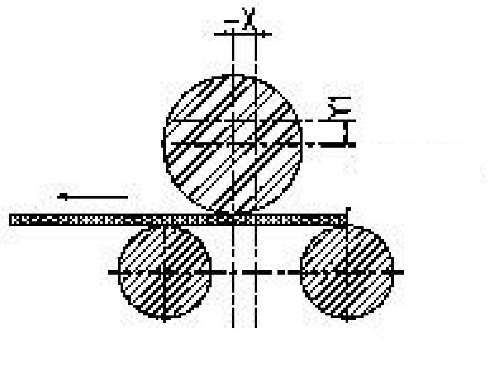
3. Нижние валки вращайте вперед, верхний валок вращая вперед передвиньте вниз: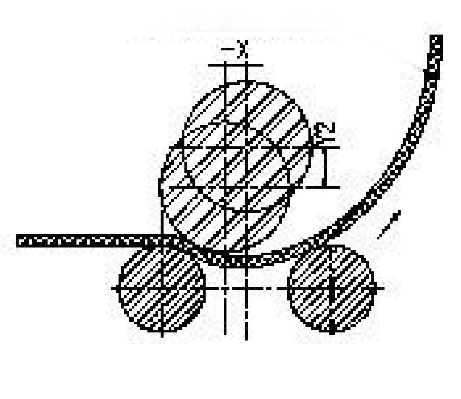
4. Опустите верхний валок в положение Y2 и остановите, нижний валок непрерывно вращайте вперед: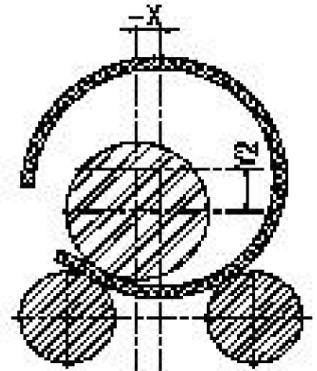
5. Остановитесь на краю изгибаемого листа: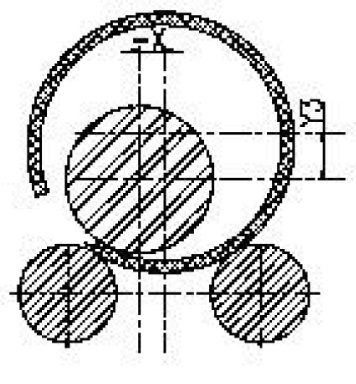
Верхний валок нажимает на край листа, опускается на Y3 до упора. Происходит под давлением гибка листа.
6. Верхний валок в положении Y2 переместите горизонтально в положение +X, вращайте его вперед и нажмите вниз: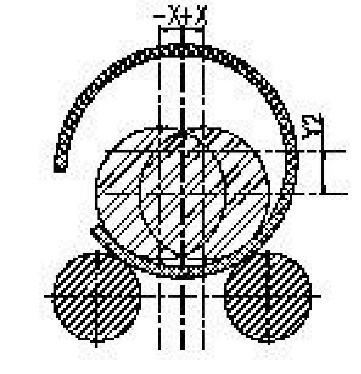
7. Остановитесь на краю листа: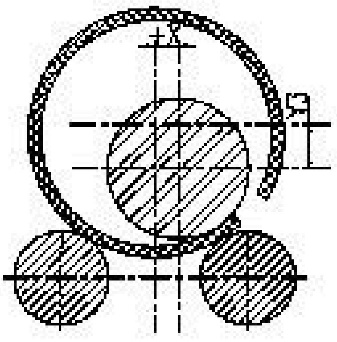
Под давлением верхний валок останавливается в положении Y3, край изгибаемого листа опрессовывается и подгибается.
8. Переместите верхний валок в положение X=0 и нажмите вниз.
В положение Y4 вращайте нижний валок вперед и назад, продолжайте так, компенсируя изгиб: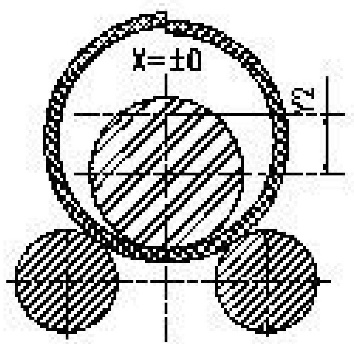
Процесс гибки завершён.
СОСТАВ МАШИНЫ
Основная конструкция состоит из верхнего и нижних валков и устройства горизонтального перемещения, главного привода и откидной опоры, левой и правой боковых стоек, основания, гидроагрегата и пульта управления.
Верхний валок
Верхний валок может перемещаться вертикально и горизонтально. Вертикальное перемещение верхнего валка осуществляется с помощью гидравлической передачи, а горизонтальное перемещение — механически.
Рис. Верхний валок
Два главных цилиндра обеспечивают давление, необходимое для гибки листа.
Верхний валок имеет форму барабана, коэффициент нагрузки при максимальном давлении верхнего валка составляет 0,7. Нагрузка равномерно распределяется для компенсации деформации и прогиба верхнего ролика.
Верхний валок закален после черновой обработки, твердость составляет HB 260 ~ 300, в соответствии со стандартом прокатной стали, жесткость соответствует (1/700 ~ 1/1000) L
(L - означает расстояние между осевыми линиями стоек с обеих сторон.)
Нижние валки
При работе листогибочной машины два нижних валка приводятся в движение двигателем и редуктором.
Рис. Нижние валки
Роликовый подшипник скольжения нижних валков изготовлен из самосмазывающегося композитного материала.
Устройство горизонтального перемещения
Рис. Устройство горизонтального перемещения
Устройство горизонтального перемещения приводится в действие двигателем, а верхний валок от него через червячную передачу, червячную шестерню и винтовой приводной механизм. Горизонтальное перемещение верхнего валка обеспечивает асимметричную гибку листа.
Откидная опора
Откидная опора состоит из толкателя, опрокидывающего цилиндра и т.д. Служит для облегчения удаления продукта вдоль осевого направления ролика.
Рис. Откидная Опора
Откидная опора опрокидывается с помощью гидравлического привода.
Главный привод
Главный привод состоит из главного двигателя, треугольного ремня, цилиндрического зубчатого редуктора, электрогидравлического толкающего тормоза и т.д.
Рис. Главный привод
Главный привод может вращаться как вперед, так и назад, обеспечивая крутящий момент при гибке листа.
Боковые стойки и основание
Изготовлены из сварных стальных листов, после сварки проходят дробеструйную обработку для снятия напряжение в конструкции. Используется для размещения двух главных масляных цилиндров и других частей машины.
Органы управления
Управление является простым и интуитивно понятным в эксплуатации, осуществляется программируемым програмно-логистическим контроллером Siemens с сенсорным экраном, на который выводится вся информация.
Наличие ПЛК позволяет управлять машиной, использовать системы автоматической регулировки и защиты, а так же объединить машину в автоматизированную производственную линию с манипулятором.
ПРИНЦИП РАБОТЫ
Трехвалковая листогибочная машина использует заднюю гибку (направление подачи листа противоположно направлению движения верхнего валка), верхний валок прижимается с одной стороны, а нижний валок сгибается с другой.
Машина имеет функцию подгибки листа. При горизонтальном перемещении верхний валок находится в асимметричном положении относительно нижних валков до достижения подгибки края листа.
Лист непрерывно вращается и изгибается, а край листа подгибается и подвергается сжатию, что позволяет избежать образования передних и задних углов изгиба и получить отличную геометрию продукта.
Высокая точность геометрии изделия
На данной валковой машине были приняты следующие меры для уменьшения количества неправильных краев изделия:
- Вальцы оснащены устройством продольной подачи.
- Точность размеров, а также допуски по форме и положению двух нижних роликов между центрами используются в качестве ключевых элементов управления технологическим процессом.
- Верхний валок оснащен системой обратной связи для автоматического выравнивания.
- Благодаря электромагниту клапану и непрерывной обратной связи - точность синхронизации обеспечивается в пределах ±0,20 мм.
Технологический процесс:
1. Поместите изгибаемый лист в листогибочную машину:
2. Переместите верхний валок горизонтально на -X и опустите на Y1, вращая нижние валки назад, установите лист в положение формования:
3. Нижние валки вращайте вперед, верхний валок вращая вперед передвиньте вниз:
4. Опустите верхний валок в положение Y2 и остановите, нижний валок непрерывно вращайте вперед:
5. Остановитесь на краю изгибаемого листа:
Верхний валок нажимает на край листа, опускается на Y3 до упора. Происходит под давлением гибка листа.
6. Верхний валок в положении Y2 переместите горизонтально в положение +X, вращайте его вперед и нажмите вниз:
7. Остановитесь на краю листа:
Под давлением верхний валок останавливается в положении Y3, край изгибаемого листа опрессовывается и подгибается.
8. Переместите верхний валок в положение X=0 и нажмите вниз.
В положение Y4 вращайте нижний валок вперед и назад, продолжайте так, компенсируя изгиб:
Процесс гибки завершён.
Безналичный расчет — перевод денежных средств на счет.
Стоимость вальцов GBM-2230-02 с ЧПУ зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить листогибочную машину с ЧПУ GBM 2230-02 можно, связавшись с нами на сайте или по телефону +7 (495) 970-76-52.
Безналичный расчет — перевод денежных средств на счет.
Стоимость вальцов GBM-2230-02 с ЧПУ зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить листогибочную машину с ЧПУ GBM 2230-02 можно, связавшись с нами на сайте или по телефону +7 (495) 970-76-52.