










Четырехвалковые гидравлические вальцы GBM-2429M-02 представляет собой специализированное оборудование, разработанное для гибки листового металла.. Благодаря функции предварительной гибки кромки листа, они позволяют за одну установку формировать цилиндрические обечайки без повторной прокатки.
Особенности:
- Функция предварительной гибки позволяет формировать цилиндрическую обечайку в заданную форму за один цикл.
- Основной приводной валок – верхний, а движение нижнего и боковых валков вверх-вниз контролируется гидравлическим приводом.
- Автоматическое выравнивание валков обеспечивает равномерное давление и точность гибки.
- Высокая точность синхронизации (± 0,2 мм) для стабильного результата.
- Гидравлический привод откидной опоры облегчает обработку крупных заготовок.
- Балансировочное оборудование на верхнем конце валка улучшает захват прокатываемых цилиндров.
- Подвижный независимый операционный стол для удобства управления и перемещения.
- Система отображения параметров на экране обеспечивает точный контроль всех этапов гибки.
Четырехвалковая гидравлическая машина GBM2429M-02 — это сочетание высокой точности, автоматизированного управления и удобства эксплуатации, что делает их оптимальным выбором для профессиональной обработки листового металла.
| Наибольшая толщина изгибаемого листа, мм | 90 |
| Наибольшая толщина изгибаемого листа при подгибке, мм | 75 |
| Макс. ширина изгибаемого листа, мм | 3000 |
| Предел текучести материала, Н/мм² | 245 |
| Диаметр верхнего валка, мм | 820 |
| Скорость работы, м/мин | 4 |
| Мощность двигателя главного привода, кВт | 90 |
| Габариты (ДxШxВ), мм | 7600x3600x3800 |
Стандартная комплектация
- Машина листогибочная четырехвалковая гидравлическая GBM-2429M-02 в сборе
На машине установлено:
- Электрошкаф управления
Упаковано отдельно:
- Выносной пульт управления
- Гидроагрегат
- Комплект ЗИП
Документация:
- Паспорт
- Руководство по эксплуатации
- Комплект документации на приобретенное оборудование
Дополнительные опции:
- Приемный стол
- Подающий стол
- Система управления на базе ПЛК и пульт управления с сенсорным экраном
Стандартная комплектация
- Машина листогибочная четырехвалковая гидравлическая GBM-2429M-02 в сборе
На машине установлено:
- Электрошкаф управления
Упаковано отдельно:
- Выносной пульт управления
- Гидроагрегат
- Комплект ЗИП
Документация:
- Паспорт
- Руководство по эксплуатации
- Комплект документации на приобретенное оборудование
Дополнительные опции:
- Приемный стол
- Подающий стол
- Система управления на базе ПЛК и пульт управления с сенсорным экраном
СОСТАВ МАШИНЫ
Четырехвалковая листогибочная машина GBM-2429M-02 разработана и произведена по передовой немецкой технологии.
Основная конструкция четырехвалковой машины состоит из станины, рабочих валков (один верхний, один нижний и два боковых валка), гидравлической станции.
Машина в целом имеет прочную и жесткую конструкцию: основные силовые соединения выполнены из шпонок и штифтов. Благодаря такому соединению ее легко установить и отремонтировать.
Станина и основание
Станина вальцов разделена на две части, каждая из которых состоит из высокой и низкой стоек. Основание изготовлено из швеллерной стали. Станина и основание имеют сварную конструкцию и подвергаются отжигу для устранения внутренних напряжений и поверхностных повреждений. Конструкция обладает достаточной прочностью и жесткостью для обеспечения нормальной работы при полной нагрузке.
В средней части станины с обеих сторон установлено посадочное место для роликоподшипников, а посадочное место для боковых роликоподшипников интегрировано с боковым роликовым цилиндром. Стойки вместе с масляными цилиндрами, рабочими валками и остальным оборудование устанавливается на общее сварочное основание.
Процесс обработки станины: дробеструйная обработка стальных пластин → резка с ЧПУ → обработка деталей фаской → сварка → общий отжиг → расточная обработка с ЧПУ.
Верхний валок
Верхний валок является активным и приводится в движение внутренним пятизвездочным гидравлическим двигателем шатунного типа через планетарный редуктор, который обеспечивает его вращение во время работы. Верхний валок имеет точное позиционирование при гибке и подгибке заготовок.
Боковые и нижний валки
Подъем нижнего валка и движение боковых валков осуществляется масляными цилиндрами, подшипники на обоих концах валков опираются на сферические роликоподшипники. Датчик перемещения контролирует синхронизацию подъема и управляется с компьютера.
Рабочие валки является ключевой рабочей частью листогибочной машины. Они изготовлены из стали 42CrMo, которая закаляется после черновой обработки, ее твердость составляет HB270~300. Процесс обработки валков следующий: ковка → термообработка → черновое точение → закалка и отпуск → тонкое точение → обработка поверхности закалкой → тонкое шлифование.
Механизм поддержки обечайки
Предназначен для поддержки заготовки с внутренней стороны на этапе раскатывания.
Верхний кронштейн - подвижный. Размер кронштейна может быть определен в зависимости от потребностей производства. Может подниматься и опускаться с целью поддержки внутренней стороны цилиндра на этапе раскатывания. Верхний кронштейн приводится в движение гидравлическим цилиндром и регулируется системой управления.
Перед использованием вальцов механизм поддержки обечайки должен быть зафиксирован крепежным устройством к основанию машины.
Левая и правая боковые опорные системы
Боковые опоры используется для поддержки обеих сторон обечайки большого диаметра, чтобы предотвратить провисание стального листа под действием собственного веса в процессе гибки. Снабжены гидравлическим приводом. С обеих сторон гидравлической опоры расположено несколько рядов роликов, и каждая сторона может быть использована в два этапа для лучшей поддержки цилиндрической заготовки. Для использования на дорожках качения гидравлическая опора со стороны подачи снабжена осевым гидравлическим толкателем.
Откидная опора
Предназначена для опрокидывания и извлечения заготовки, ее работа обеспечивается одним гидравлическим цилиндром.
Гидравлическая система
Гидравлическая система включает гидроагрегат, семь масляных цилиндров (четыре цилиндра перемещения боковых валков, два цилиндра подъема нижнего валка и один цилиндр откидной опоры).
Гидроагрегат - приводит в действие рабочие валки, откидную опору, механизм поддержки обечайки и боковые опорные системы.
Электрооборудование
К электрооборудованию относятся электродвигатели, выносной пульт управления и электрошкаф управления. Электрошкаф - основной элемент электротехнического оборудования, используемый для управления и защиты электрических систем. В нем сосредоточены различные коммутационные, регулирующие и защитные элементы, необходимые для надежного и безопасного функционирования машины.
Органы управления
К органам управления относятся выносной пульт и педаль управления.
Управление машиной простое и интуитивно понятное.
Система управления с ЧПУ (опция)
Опционально в систему управления могут быть включены цветной сенсорный дисплей Siemens с диагональю 7 дюймов и интеллектуальный ПЛК Siemens intelligent PLC, обладающий высокой производительностью, длительным сроком службы, сейсмостойкостью и стабильностью. Наличие ПЛК позволяет не только управлять машиной, но и использовать системы автоматической регулировки и защиты, а так же объединить оборудование в автоматизированную производственную линию с манипулятором.
Новое программное обеспечение Siemens control system содержит программу автоматического процесса гибки, которая позволяет сохранять, вызывать и запускать данные одним нажатием кнопки. В автоматическом режиме может осуществлять гибку цилиндрических заготовок и заготовок специальной формы, таких как квадрат, овал, треугольник и другие. Позволяет использовать машину для массового производства и автоматических линий.
Система управления оснащена высокоточным датчиком абсолютного перемещения, обеспечивающим точность позиционирования и осуществляющим контроль положения каждого валка даже в случае отключения питания. Использует технологию автоматического электронного выравнивания EPS для автоматической регулировки положения валков. Обеспечивает идеальную параллельность рабочих роликов при любой рабочей нагрузке. Минимальная погрешность выравнивания составляет ±0,2 мм.
ПОРЯДОК РАБОТЫ
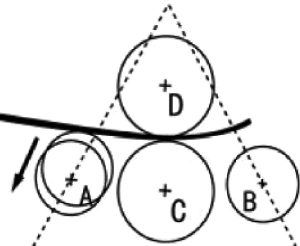
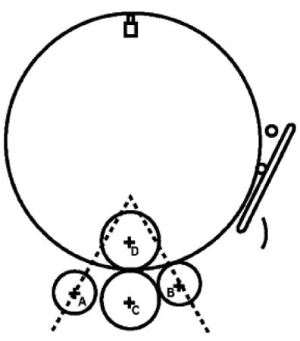
Технологический процесс гибки с четырьмя валками:
A = Валок для подгибки (левый валок), B = правый валок, C = нижний валок, D = верхний валок
Шаг 1:
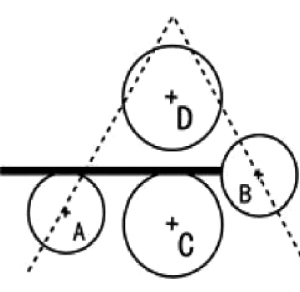
Боковой валок В поднимается, и верхняя часть листа выравнивается.
Шаг 2:
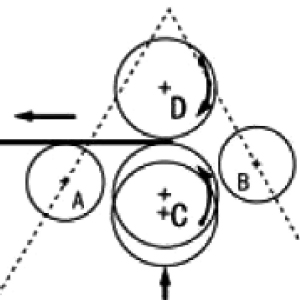
Нижний валок С поднимается и верхний и нижний валки
зажимают лист.
Шаг 3:
Боковой валок A поднимается, а боковой
валок B опускается.
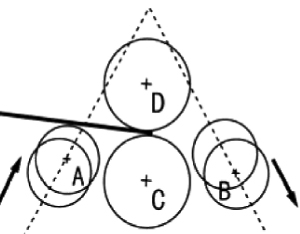
Шаг 4:
Верхний и нижний валки зажимают лист и вращаясь подгибают его, прежде чем продолжить.
Шаг 5:
Боковой валок A опускается.
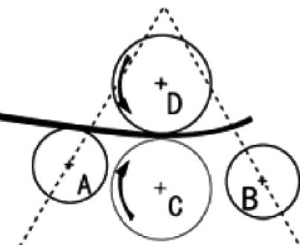
Шаг 6:
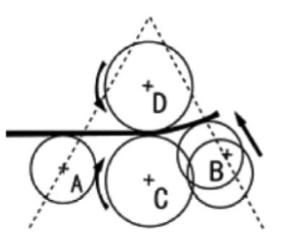
Боковой валок В поднимается, верхний и нижний валки зажимают лист и вращаясь осуществляют его гибку.
Шаг 7:
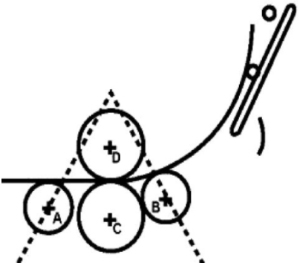
Поднимается боковая опора для поддержки заготовки.
Шаг 8:
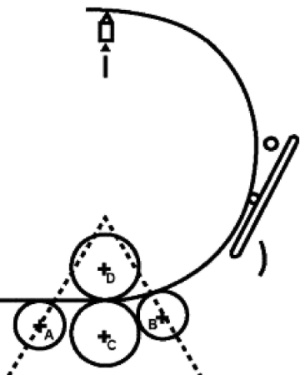
Далее лист поступает на верхний механизм поддержки
обечайки.
Процесс гибки завершен.
СОСТАВ МАШИНЫ
Четырехвалковая листогибочная машина GBM-2429M-02 разработана и произведена по передовой немецкой технологии.
Основная конструкция четырехвалковой машины состоит из станины, рабочих валков (один верхний, один нижний и два боковых валка), гидравлической станции.
Машина в целом имеет прочную и жесткую конструкцию: основные силовые соединения выполнены из шпонок и штифтов. Благодаря такому соединению ее легко установить и отремонтировать.
Станина и основание
Станина вальцов разделена на две части, каждая из которых состоит из высокой и низкой стоек. Основание изготовлено из швеллерной стали. Станина и основание имеют сварную конструкцию и подвергаются отжигу для устранения внутренних напряжений и поверхностных повреждений. Конструкция обладает достаточной прочностью и жесткостью для обеспечения нормальной работы при полной нагрузке.
В средней части станины с обеих сторон установлено посадочное место для роликоподшипников, а посадочное место для боковых роликоподшипников интегрировано с боковым роликовым цилиндром. Стойки вместе с масляными цилиндрами, рабочими валками и остальным оборудование устанавливается на общее сварочное основание.
Процесс обработки станины: дробеструйная обработка стальных пластин → резка с ЧПУ → обработка деталей фаской → сварка → общий отжиг → расточная обработка с ЧПУ.
Верхний валок
Верхний валок является активным и приводится в движение внутренним пятизвездочным гидравлическим двигателем шатунного типа через планетарный редуктор, который обеспечивает его вращение во время работы. Верхний валок имеет точное позиционирование при гибке и подгибке заготовок.
Боковые и нижний валки
Подъем нижнего валка и движение боковых валков осуществляется масляными цилиндрами, подшипники на обоих концах валков опираются на сферические роликоподшипники. Датчик перемещения контролирует синхронизацию подъема и управляется с компьютера.
Рабочие валки является ключевой рабочей частью листогибочной машины. Они изготовлены из стали 42CrMo, которая закаляется после черновой обработки, ее твердость составляет HB270~300. Процесс обработки валков следующий: ковка → термообработка → черновое точение → закалка и отпуск → тонкое точение → обработка поверхности закалкой → тонкое шлифование.
Механизм поддержки обечайки
Предназначен для поддержки заготовки с внутренней стороны на этапе раскатывания.
Верхний кронштейн - подвижный. Размер кронштейна может быть определен в зависимости от потребностей производства. Может подниматься и опускаться с целью поддержки внутренней стороны цилиндра на этапе раскатывания. Верхний кронштейн приводится в движение гидравлическим цилиндром и регулируется системой управления.
Перед использованием вальцов механизм поддержки обечайки должен быть зафиксирован крепежным устройством к основанию машины.
Левая и правая боковые опорные системы
Боковые опоры используется для поддержки обеих сторон обечайки большого диаметра, чтобы предотвратить провисание стального листа под действием собственного веса в процессе гибки. Снабжены гидравлическим приводом. С обеих сторон гидравлической опоры расположено несколько рядов роликов, и каждая сторона может быть использована в два этапа для лучшей поддержки цилиндрической заготовки. Для использования на дорожках качения гидравлическая опора со стороны подачи снабжена осевым гидравлическим толкателем.
Откидная опора
Предназначена для опрокидывания и извлечения заготовки, ее работа обеспечивается одним гидравлическим цилиндром.
Гидравлическая система
Гидравлическая система включает гидроагрегат, семь масляных цилиндров (четыре цилиндра перемещения боковых валков, два цилиндра подъема нижнего валка и один цилиндр откидной опоры).
Гидроагрегат - приводит в действие рабочие валки, откидную опору, механизм поддержки обечайки и боковые опорные системы.
Электрооборудование
К электрооборудованию относятся электродвигатели, выносной пульт управления и электрошкаф управления. Электрошкаф - основной элемент электротехнического оборудования, используемый для управления и защиты электрических систем. В нем сосредоточены различные коммутационные, регулирующие и защитные элементы, необходимые для надежного и безопасного функционирования машины.
Органы управления
К органам управления относятся выносной пульт и педаль управления.
Управление машиной простое и интуитивно понятное.
Система управления с ЧПУ (опция)
Опционально в систему управления могут быть включены цветной сенсорный дисплей Siemens с диагональю 7 дюймов и интеллектуальный ПЛК Siemens intelligent PLC, обладающий высокой производительностью, длительным сроком службы, сейсмостойкостью и стабильностью. Наличие ПЛК позволяет не только управлять машиной, но и использовать системы автоматической регулировки и защиты, а так же объединить оборудование в автоматизированную производственную линию с манипулятором.
Новое программное обеспечение Siemens control system содержит программу автоматического процесса гибки, которая позволяет сохранять, вызывать и запускать данные одним нажатием кнопки. В автоматическом режиме может осуществлять гибку цилиндрических заготовок и заготовок специальной формы, таких как квадрат, овал, треугольник и другие. Позволяет использовать машину для массового производства и автоматических линий.
Система управления оснащена высокоточным датчиком абсолютного перемещения, обеспечивающим точность позиционирования и осуществляющим контроль положения каждого валка даже в случае отключения питания. Использует технологию автоматического электронного выравнивания EPS для автоматической регулировки положения валков. Обеспечивает идеальную параллельность рабочих роликов при любой рабочей нагрузке. Минимальная погрешность выравнивания составляет ±0,2 мм.
ПОРЯДОК РАБОТЫ
Технологический процесс гибки с четырьмя валками:
A = Валок для подгибки (левый валок), B = правый валок, C = нижний валок, D = верхний валок
Шаг 1:
Боковой валок В поднимается, и верхняя часть листа выравнивается.
Шаг 2:
Нижний валок С поднимается и верхний и нижний валки
зажимают лист.
Шаг 3:
Боковой валок A поднимается, а боковой
валок B опускается.
Шаг 4:
Верхний и нижний валки зажимают лист и вращаясь подгибают его, прежде чем продолжить.
Шаг 5:
Боковой валок A опускается.
Шаг 6:
Боковой валок В поднимается, верхний и нижний валки зажимают лист и вращаясь осуществляют его гибку.
Шаг 7:
Поднимается боковая опора для поддержки заготовки.
Шаг 8:
Далее лист поступает на верхний механизм поддержки
обечайки.
Процесс гибки завершен.
Безналичный расчет — перевод денежных средств на счет.
Стоимость вальцов GBM-2429M-02 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить четырехвалковую гидравлическую листогибочную машину GBM 2429M-02 можно, связавшись с нами на сайте или по телефону +7 (495) 970-76-52.
Безналичный расчет — перевод денежных средств на счет.
Стоимость вальцов GBM-2429M-02 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить четырехвалковую гидравлическую листогибочную машину GBM 2429M-02 можно, связавшись с нами на сайте или по телефону +7 (495) 970-76-52.