









Гильотина гидравлическая с маятниковой балкой OVTO NGS-2525 с ЧПУ
Гидравлические гильотинные ножницы NGS-2525 с ЧПУ — профессиональное оборудование для резки листового металла. Особенность конструкции — маятниковый принцип реза, снижающий нагрузку на элементы машины и увеличивающий её ресурс. Наличие системы ЧПУ обеспечивает максимальный контроль над процессом резки, автоматизацию параметров, быструю переналадку и минимизацию человеческого фактора.
Особенности и преимущества:
- Прочная сварная станина, с полной вибро- и термообработкой, обеспечивающие долговечность;
- Продвинутая система управления с ЧПУ на базе контроллера ESTUN 21 с поддержкой программируемых параметров резки и автоматического позиционирования;
- Маятниковый рез с возвратом через азотный аккумулятор — быстрый и плавный ход балки;
- Бесступенчатая настройка зазора ножей — подходит для резки металла различной толщины;
- Автоматический задний упор — позиционирование по заданным параметрам без вмешательства оператора;
- Пневматический вертикальный зажим — обеспечивает надёжную фиксацию заготовки.
Гидравлическая гильотина с ЧПУ NGS2025 отлично подходит для использования в различных отраслях, требующих надежное и производительное оборудование для обработки металла.
| Толщина разрезаемого листа, мм | 25 |
| Ширина разрезаемого листа, мм | 2500 |
| Частота ходов ножа в мин | 6 |
| Длина листа отрезаемого по заднему упору, мм | от 20 до 1000 ±3 |
| Угол наклона ножей, град. | 3° |
| ЧПУ | ESTUN 21 |
| Мощность двигателя главного привода, кВт | 30 |
Стандартная комплектация:
- Ножницы гидравлические NGS-2525 в сборе
- Выносная педаль управления
На ножницах установлено:
- Электрошкаф управления
- Cистема ЧПУ на базе контроллера ESTUN 21
- Пульт управления
- Главный двигатель
- Прижимные опора листа
- Сервопривод заднего упора
- Преобразователь высокоточный заднего упора (точность ±0,1 мм)
- Комплект ножей
- Масляный насос
Комплект ЗИП:
- Запасной комплект ножей - 1 к-т
- Комплект уплотнений РТИ - 1 к-т
- Анкерные болты - 4 шт.
- Масленка - 1 шт.
- Шприц рычажно-плунжерный - 1 шт.
- Ключ от электрошкафа - 2 шт.
- Манометр - 1 шт.
- Шланг РВД - 1 шт.
Документация:
- Руководство по эксплуатации
- Паспорт
- Декларация о соответствии ТР ТС
Дополнительные опции:
- Комплексная автоматизированная линия по производству резки
- Стол подающий
- Стол приемный
- Рольганг
- Тележка откатная
Стандартная комплектация:
- Ножницы гидравлические NGS-2525 в сборе
- Выносная педаль управления
На ножницах установлено:
- Электрошкаф управления
- Cистема ЧПУ на базе контроллера ESTUN 21
- Пульт управления
- Главный двигатель
- Прижимные опора листа
- Сервопривод заднего упора
- Преобразователь высокоточный заднего упора (точность ±0,1 мм)
- Комплект ножей
- Масляный насос
Комплект ЗИП:
- Запасной комплект ножей - 1 к-т
- Комплект уплотнений РТИ - 1 к-т
- Анкерные болты - 4 шт.
- Масленка - 1 шт.
- Шприц рычажно-плунжерный - 1 шт.
- Ключ от электрошкафа - 2 шт.
- Манометр - 1 шт.
- Шланг РВД - 1 шт.
Документация:
- Руководство по эксплуатации
- Паспорт
- Декларация о соответствии ТР ТС
Дополнительные опции:
- Комплексная автоматизированная линия по производству резки
- Стол подающий
- Стол приемный
- Рольганг
- Тележка откатная
СОСТАВ СТАНКА
Общий вид с обозначением составных частей ножниц NGS-2525:
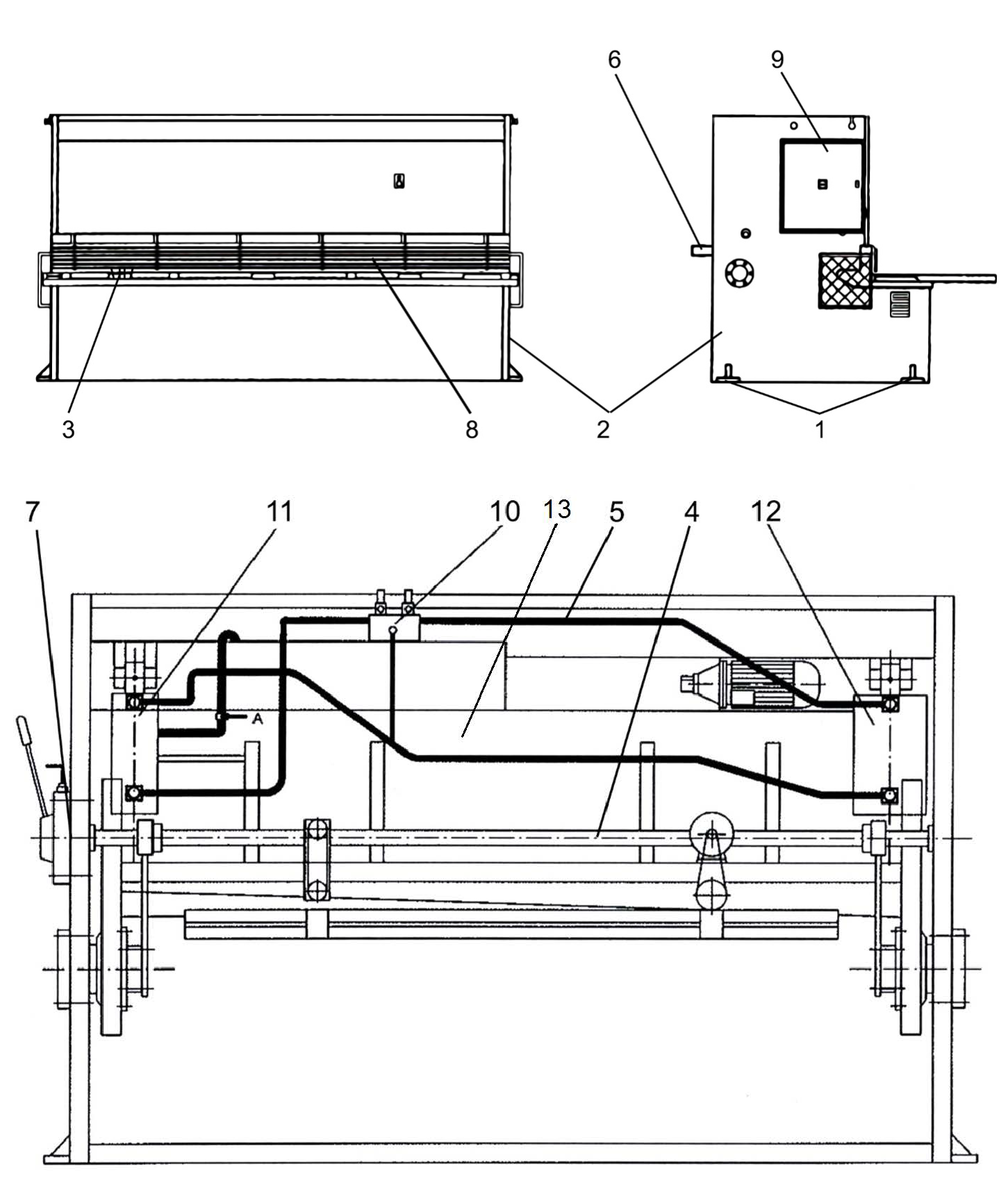
Рис. Общий вид NGS-2525
Перечень составных частей:
1 Крепления станины к фундаменту
2 Станина
3 Гидравлические прижимы
4 Привод регулировки зазора между ножами
5 Трубопровод гидравлической системы
6 Упор задний
7 Механизм регулироки зазора между ножами
8 Ограждение зоны реза
9 Электрооборудование
10 Станция гидропривода
11 Правый гидроцилиндр
12 Левый гидроцилиндр
Станина
Станина является основным узлом ножниц, на котором крепятся остальные части машины.
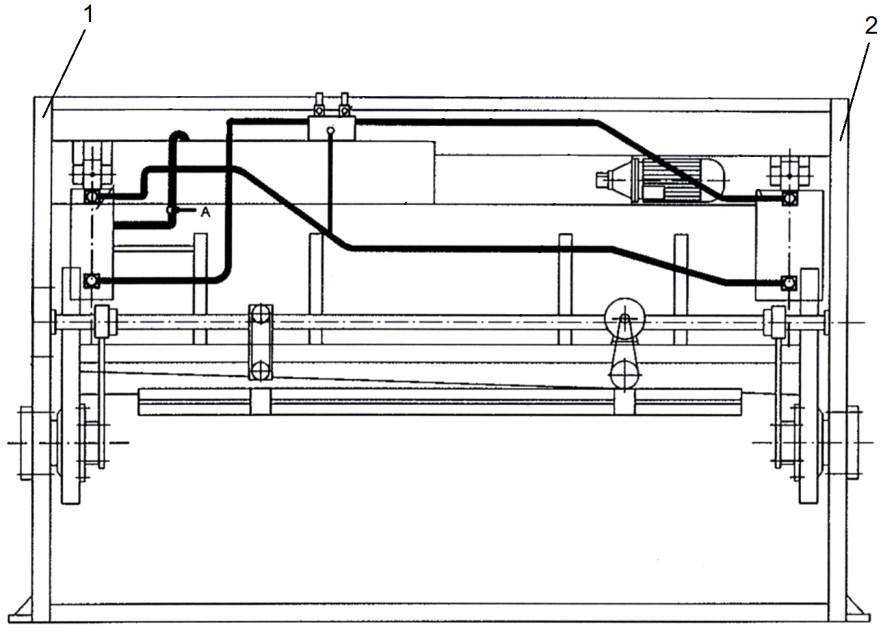
Рис.2 Станина NGS-2525 - вид сзади
Станина – сборно-сварная состоит из левой 1 и правой 2 стоек, стола 3, прижимной балки 4.
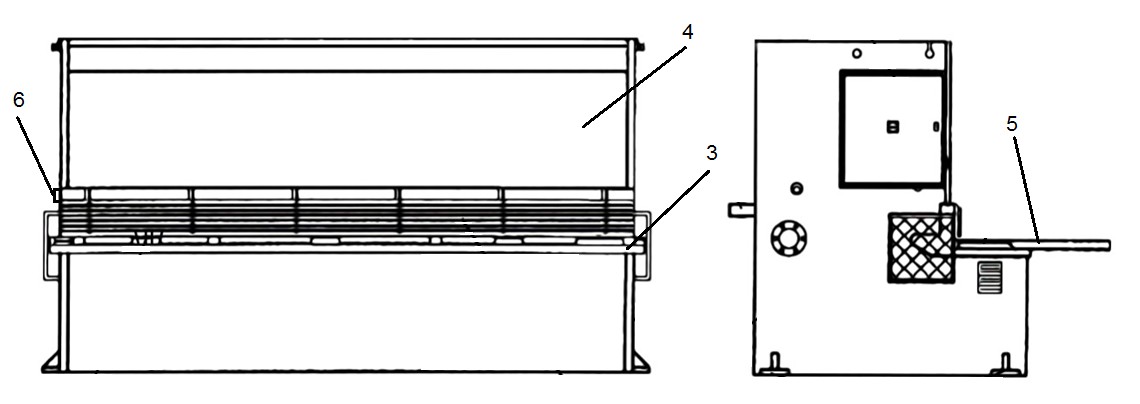
Рис.3 Станина NGS-2525 - вид спереди и сбоку
На столе 3 расположены направляющие 5, служащие для удобства подачи листа, с роликовыми опорами, для облегчения работы оператора. Для выпуска воздуха из балки прижимной 4 имеется воздухоспускной клапан 6.
На столе крепятся три ножа 2 винтами 5 и компенсаторы 4.
Балка ножевая
Балка ножевая представляет собой жесткую сварную конструкцию 1.
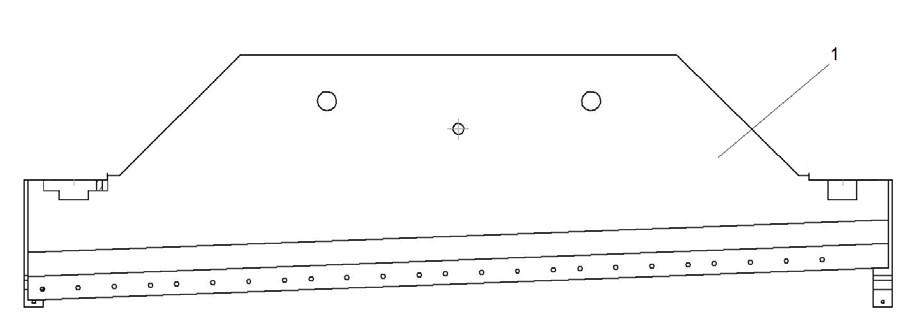
Рис.4 Балка ножевая NGS-2525
К ней винтами 6 (рис.5) крепятся верхние ножи 1 (рис.5). Футорки 7(рис.5) с контрогайками 8(рис.5) служат для наиболее точной установки верхних ножей по все опорной плоскости ножевой балки.
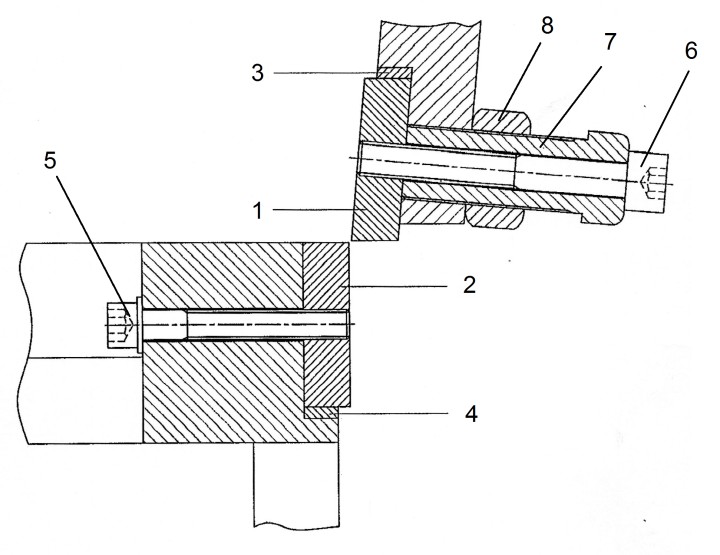
Рис.5 Установка ножей на NGS-2525
Гидравлический прижим
Гидравлический прижим служит для фиксации листа на столе ножниц во время операции реза.
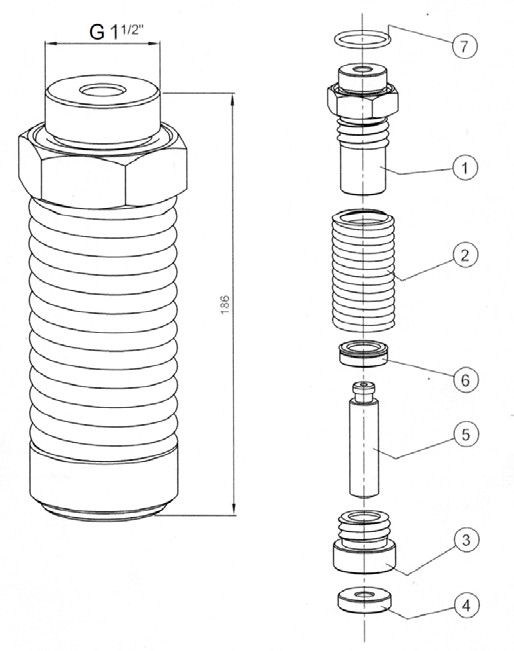
Рис.6 Гидравлический прижим NGS-2525
Состоит из корпуса 1 с установленным уплотнительным кольцом 7, штока 5 с установленной манжетой 6, который толкает пяту 3. Пружина 2 возвращает шток вверх при обратном ходе ножевой балки. Полиуретановый демпфер 4 служит для бережного прижима заготовки, не оставляя следов.
Задний упор
Упор задний служит для установки длины разрезаемого листа.
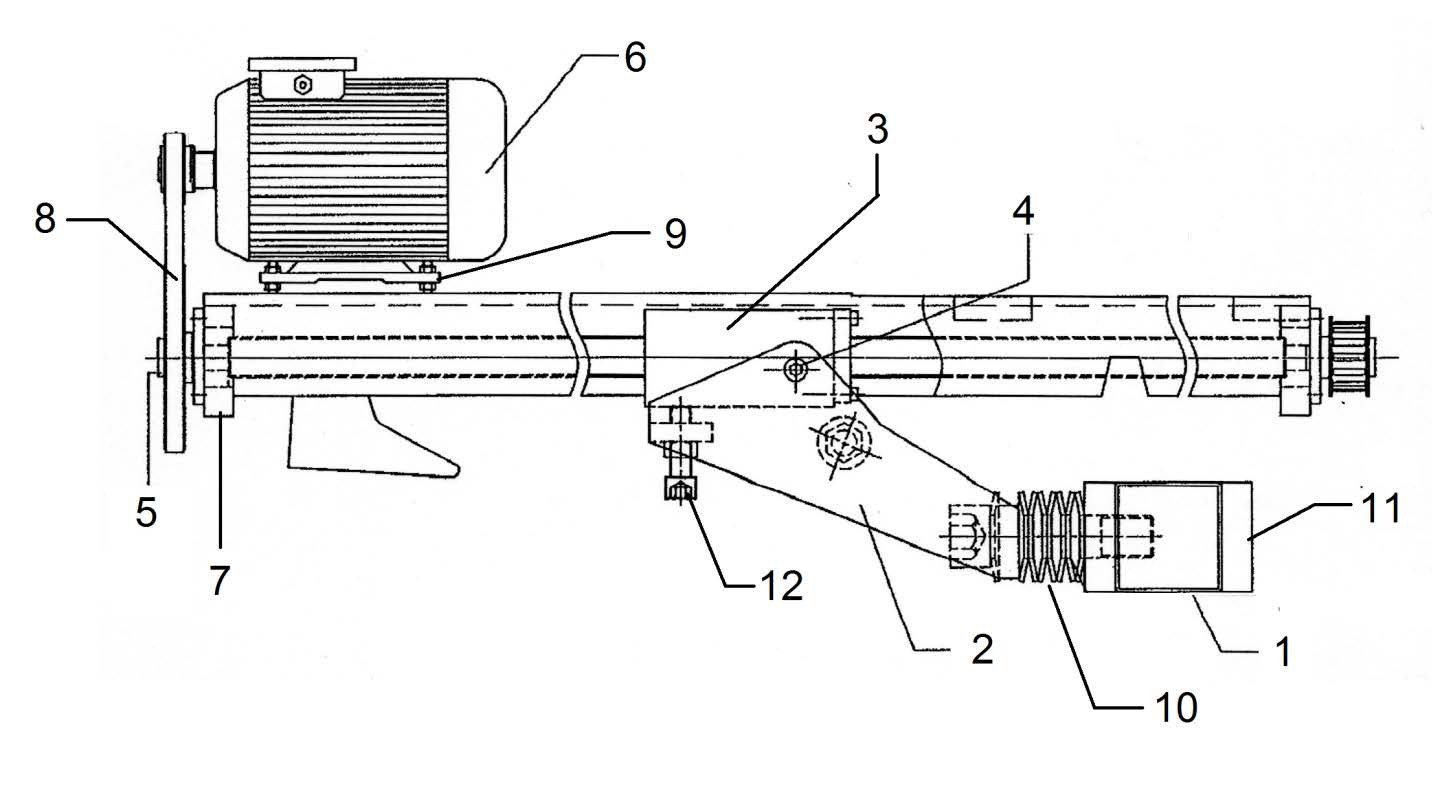
Рис.7 Задний упор NGS-2525
Состоит из упорной балки 1, которая через кронштейны 2 крепится на каретках 3. Кронштейны соединены с каретками с помощью осей 4. Каретки перемещаются на ходовых винтах 5, установленных в корпусах 7. Корпуса болтами закреплены на ножевой балке.
Натяжение ременной передачи между эл.двигателем 6 и ходовым винтом осуществляется регулировкой подмоторной плиты 9. Плоскостность упорной поверхности балки обеспечивается винтами 12 и точной регулировкой упорной полосы 11 с помощью потайных винтов. Тарельчатые пружины 10 служат демпфером для смягчения ударной нагрузки от подаваемой заготовки относительно механизма заднего упора.
Механизм регулировки зазора
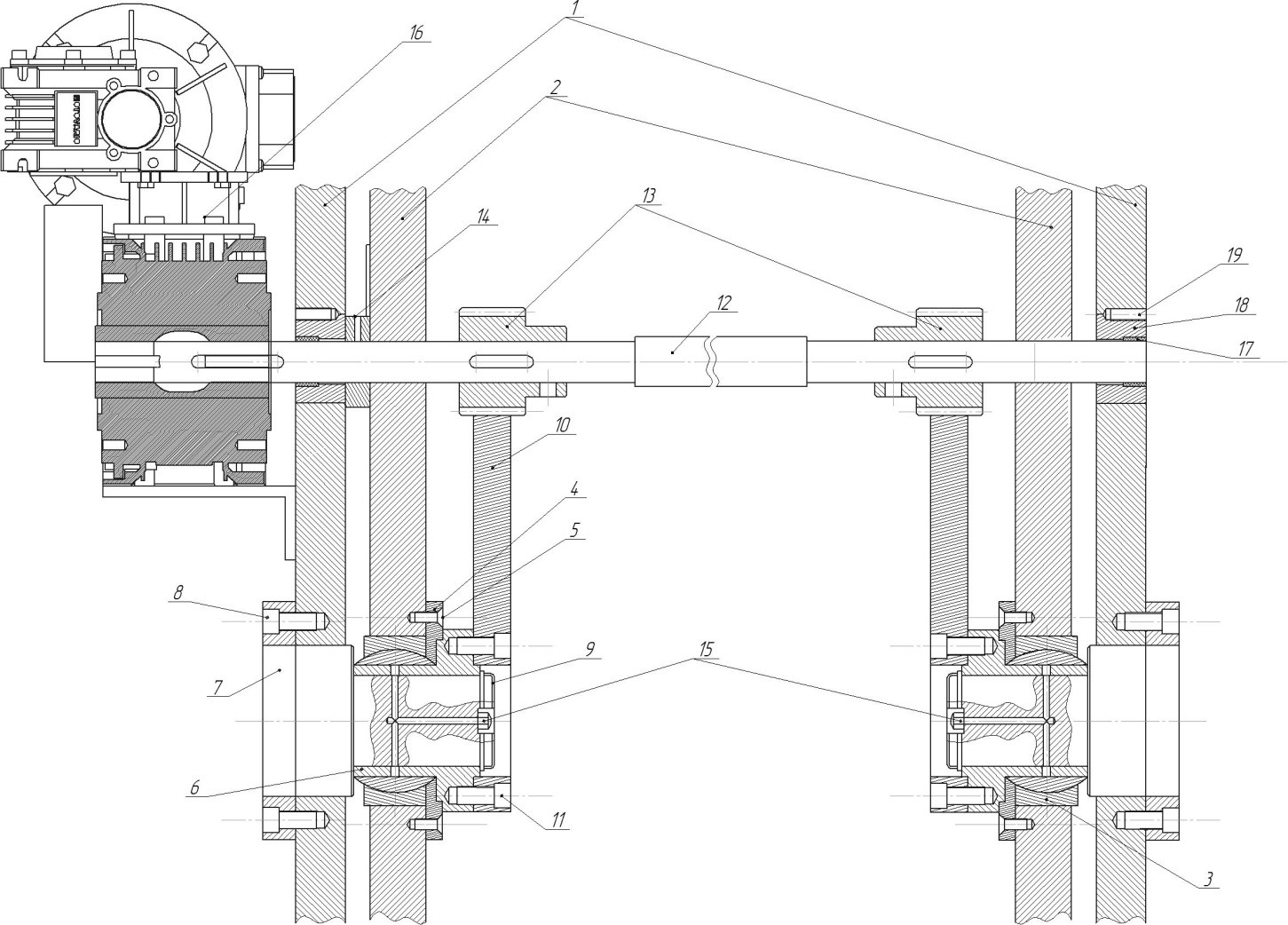
Рис.8 Механизм регулировки зазора NGS-2525
1 Боковые стенки станины — 2 шт.
2 Ножевая балка — 1 шт.
3 Подшипник — 2 шт.
4 Крышка подшипника — 2 шт.
5 Болт — 16 шт.
6 Эксцентрик — 2 шт.
7 Заглушка — 2 шт.
8 Болт — 12 шт.
9 Ось — 2 шт.
10 Зубчатый сегмент — 2 шт.
11 Болт — 8 шт.
12 Вал — 1 шт.
13 Ведущая шестерня — 2 шт.
14 Стопорная втулка — 2 шт.
15 Масляный канал — 2 шт.
16 Мотор-редуктор — 1 шт.
17 Подшипник — 2 шт.
18 Эксцентриковая втулка — 2 шт.
19 Гужон — 2 шт.
Механизм регулировки зазора между ножами осуществляется путем смемещения опорных подшипников 3 ножевой балки 2 с помощью проворота эксцентриков 6. К эксцентрикам закреплены зубчатые сегменты 10, которые приводятся в движение ведущими шестернями 13, установленными на валу 12 мотор-редуктора 16.
Гидравлическая система
Гидравлическая система машины имеет продуманную конструкцию и усовершенствованную структуру. Она выполняет функции главного привода и регулировки угла наклона ножевой балки.
Схема гидравлическая принципиальная гидравлических ножниц приведена в Руководстве по эксплуатации.
Электрооборудование
Питание электрооборудования гидравлических ножниц осуществляется через вводной автоматический выключатель от цеховой сети, установленный на боковой стенке электрошкафа. Через отверстия в днище электрошкафа подводится питание ~380В трехфазного переменного тока.
Насос гидросистемы ножниц приводится во вращение асинхронным трехфазным двигателем с короткозамкнутым ротором.
Двигатель маслостанции включается магнитным пускателем через автоматический выключатель.
Управление гидроаппаратами осуществляется электромагнитными клапанами. Рабочее напряжение катушек электромагнитов – 24В постоянного тока. Ограничение движения суппорта ножа осуществляется конечными выключателями.
Расположение пускорегулирующей и управляющей аппаратуры и схема электрическая принципиальная гидравлических ножниц NGS-2525 приведена в "Руководстве по эксплуатации".
Краткая характеристика:
- Род тока – переменный, 3-х фазный.
- Напряжение – 380В; 50 Гц.
- Напряжение цепей управления постоянного тока – 24В.
- Напряжение цепей сигнализации постоянного тока – 24В.
- Напряжение цепей освещения реза постоянного тока – 24В.
Органы управления
Система управления построена на базе контроллера ESTUN 21.
Управление ножницами осуществляется с пульта и педали управления. На панели пульта располагаются панель оператора, кнопки управления, переключатели и индикация. Педаль управления оснащена кнопкой "Аварийной остановки".
Подробное описание назначения кнопок, переключателей и прочих элементов системы управления представлено в "Руководстве по эксплуатации".
СИСТЕМА СМАЗКИ
Смазка ножниц обеспечивается периодически жидкой смазкой (Масло моторное), осуществляемой вручную ~1 раз в месяц
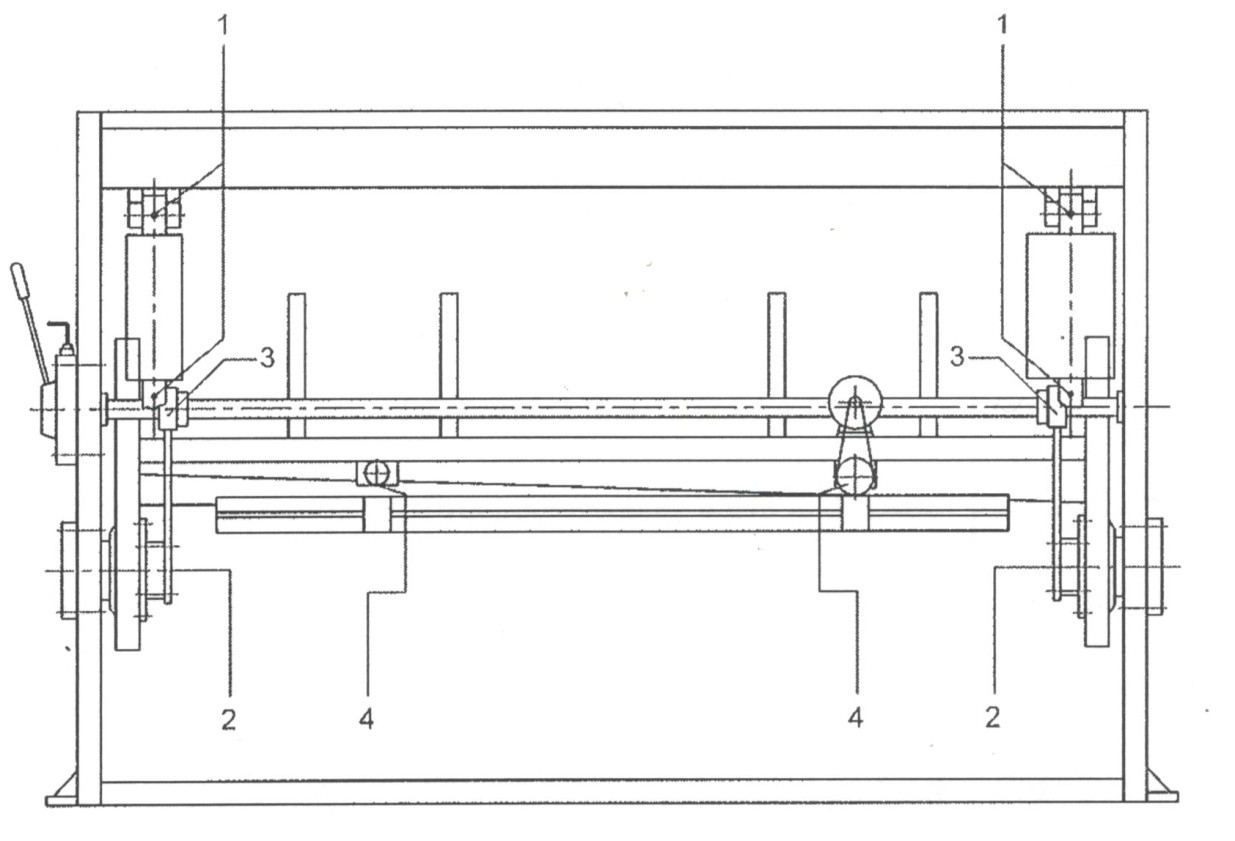
Рис.10 Схема смазки NGS-2525
1 Подшипники гидроцилиндров
2 Подшипники ножевой балки
3 Шестерни регулировки зазора между ножами
4 Винты заднего упора и направляющие
ПОРЯДОК УСТАНОВКИ
Распаковка
При распаковке надо следить за тем, чтобы не повредить станок распаковочным инструментом. Вскройте упаковку и осмотрите ножницы.
ВНИМАНИЕ! Если при распаковке обнаружены повреждения, произошедшие при транспортировке, немедленно сообщите об этом поставщику. При обнаружении повреждений ножницы не допускаются вводу в эксплуатацию.
Принадлежности и инструмент находятся в отдельном ящике. Проверьте комплектность поставки.
ВНИМАНИЕ! При выявлении несоответствия комплектности немедленно сообщите об этом поставщику.
Транспортирование
Транспортирование ножниц следует производить только за цапфы согласно схемы:
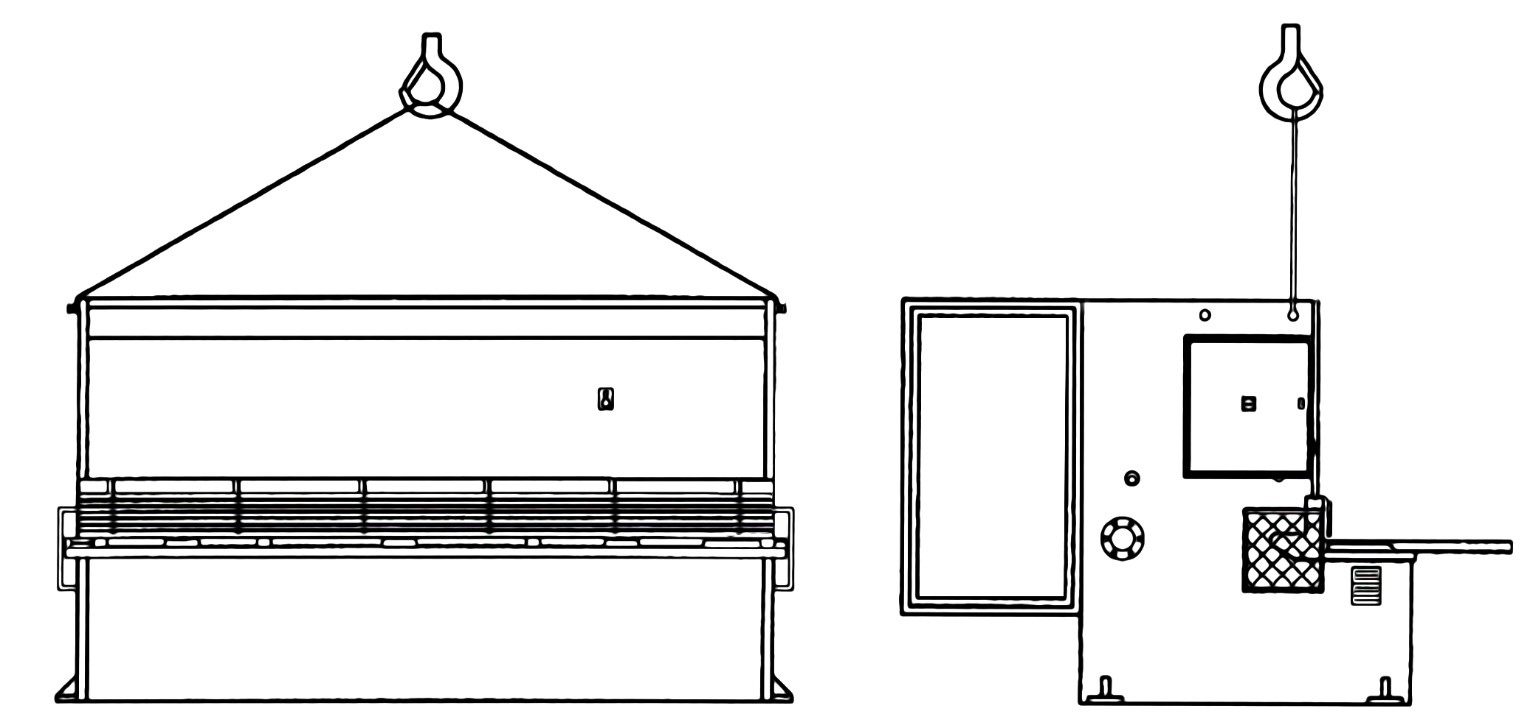
Рис.11 Схема транспортировки NGS-2525
При захвате тросом необходимо следить за тем, чтобы не повредить лакокрасочные покрытия ножниц. После установки на фундаменте цапфы и предохранительные накладки снять.
Монтаж
Ножницы устанавливаются на фундамент. При этом глубина заложения фундамента определяется в зависимости от состояния грунта, но не менее 800 мм.
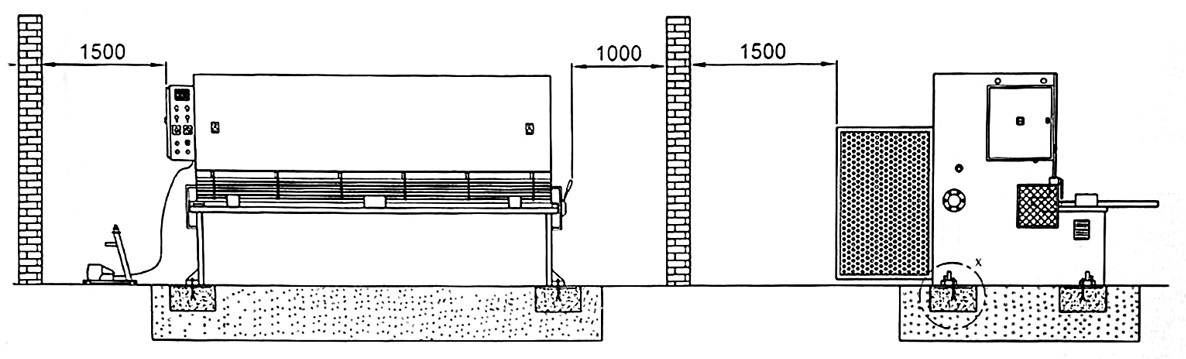
Рис.12 Схема установки NGS-2525
Точность установки ножниц в поперечном и продольном направлениях должна быть выдержана в пределах до 0,2 мм на длине 1000 мм.
Горизонтальность стола ножниц необходимо периодически проверять (но не реже одного раза в шесть месяцев).
Расконсервация
Ножницы необходимо тщательно очистить от антикоррозионных покрытий. Наружные поверхности станка покрыты антикоррозионной смазкой. Для удаления смазки нужно воспользоваться деревянной лопаточкой и салфетками, смоченными бензином или уайт-спиритом. Во избежание коррозии очищенные поверхности нужно покрыть тонким слоем масла И-З0А ГОСТ 20799—75 или масла, заменяющего его.
ПОРЯДОК РАБОТЫ
Подготовка к первоначальному пуску
Перед пуском ножниц необходимо предварительно выполнить следующие требования:
- Ножницы очистите от антикоррозийной смазки.
- Убедиться в правильности монтажа и надежности крепления всех соединений.
- Выполнить требования, изложенные разделе «Система смазки»
- До включения вводного выключателя необходимо проверить внешним осмотром качество монтажа электрооборудования и электроразводки в электрошкафу, на станине ножниц, и убедиться в отсутствии внешних дефектов. В электрошкафу проверить все точки подключения проводов относительно корпуса. Замыканий на корпус не должно быть.
- Заземлить ножницы подключением к общей цеховой системе заземления. При осмотре необходимо особое внимание обратить на правильность выполнения защитного заземления.
- Кроме внешнего осмотра защитных цепей, необходимо измерить величину сопротивления между любой металлической частью пресса и устройством заземления, находящемся на вводе. Оно не должно превышать 0,1Ом.
- Подключить ножницы к электросети, проверив соответствие напряжения сети и электрооборудования ножниц.
- Ознакомиться с обозначением и назначением кнопок и переключателей на пульте управления.
- Установить переключатель режимов работы в положение «НАЛАДКА» и с помощью кнопок на пульте управления убедиться в правильности работы машины и выполнении всех команд, четкости срабатывания путевых выключателей и блокировок.
ВНИМАНИЕ! Перемещение ножевой балки в режиме «НАЛАДКА» производить очень аккуратно во избежание набегания верхнего ножа на нижний. При необходимости произвести выставку зазора между ножами. - Установить переключатель режимов работы в положение «Одиночный ход».
- С помощью педали произвести обкатку ножниц в течение одного часа.
- На всех режимах необходимо проверить четкость работы и герметичность гидросистемы, взаимодействие частей и деталей, отсутствие интенсивного нагрева трущихся пар и рабочей жидкости. До устранения обнаруженных неисправностей ножницы не включать.
Первоначальный пуск
Первоначальное включение гидравлических ножниц после монтажа должно осуществляться опытным и достаточно квалифицированным персоналом, имеющим допуск к производству пуско-наладочных работ и предварительно ознакомленным с принципиальной электросхемой гидравлических ножниц и руководством по эксплуатации.
На пульте управления перевести ножницы в режим «Наладка». Включением вводного автомата подключить электрооборудование к цеховой сети. Включить в силовом шкафу все автоматические выключатели кроме QF2.
Выключателем цепей управления SA1 включить цепи управления. На пульте управления должен засветиться индикатор «Сеть». При отключенном автоматическом выключателе QF2 с помощью кнопок включении/отключения двигателя М1 на пульте проверяется четкость срабатывания контактора. После проверки электрооборудования и устранения недостатков, включить в силовом шкафу QF2, закрыть электрошкаф на ключ. Кратковременным нажатием на кнопки включения / отключения электродвигателя проверить правильность вращения двигателя.
Наладка и работа ножниц
Режим «Наладка» предназначен для регулировки работы ножниц, проверки правильности срабатывания механизмов, конечных выключателей.
Поэтапный процесс регулировки зазора между ножами, установки заднего упора на нужную длину и описание режимов работы представлены в "Руководстве по эксплуатации NGS-2525. Раздел Электрооборудование"
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
В ножницах могут возникнуть различного рода неисправности. Многие из-за несоблюдения инструкций по уходу и обслуживанию.
В любом случае, прежде чем приступить к устранению неисправности, нужно ознакомиться с перечнем основных возможных неисправностей и воспользоваться предлагаемыми методами их устранения.
В случае, если характер неисправности не совпадает с перечисленными и ее устранение вызывает затруднения, обращайтесь на завод изготовитель.
Перечень возможных неисправностей и методов их устранения:
Плохое качество реза:
- Неправильная установка зазора — Отрегулируйте зазор
- Тупой нож — Заточите нож
Ножевая балка движется с трудом или не движется совсем:
- Насос неисправен — Почините или поменяйте насос
- Очистной фильтр заблокирован — Очистите фильтр
- Предохранительный клапан давления заблокирован — Очистите клапан
- Предохранительный клапан давления неисправен — Поменяйте клапан
- Управляющий клапан заблокирован — Очистите клапан
- Катушка управляющего клапана вышла из строя — Поменяйте катушку управляющего клапана
- Утечка в трубопроводе гидросистемы и цилиндре — Найдите и устраните утечку
Утечка масла под цилиндром:
- Уплотнения цилиндра износились — Замените уплотнения
Утечка масла в местах подключения элементов гидравлической системы:
- Ослабление в соединениях — Затяните их
В верхней точке ножевой балки один из гидроцилиндров не доходит до исходного состояния:
- Цилиндры не сбалансированы — Отбалансируйте цилиндры
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Система технического обслуживания ножниц определяет порядок, содержание и периодичность осмотра и обслуживания ножниц в процессе эксплуатации.
Предусматриваются следующие виды технического обслуживания:
ТО-1 — ежедневное;
ТО-2 — каждые три месяца;
ТО-3 — ежегодное.
Работы, предусмотренные ТО-1 — ТО-3 охватывают проверку и обслуживание основных механизмов, определяющих надежность работы ножниц.
СТРОГОЕ ВЫПОЛНЕНИЕ ЭТИХ РАБОТ ЯВЛЯЕТСЯ ОБЯЗАТЕЛЬНЫМ
ТО-1 (проводится ежедневно)
Перед началом работы проверить и убедиться в исправности всех узлов ножниц и правильности из взаимодействия:
- Произвести смазку всех точек ножниц согласно схеме смазки.
- Проверить сигнальные лампы «Напряжение подано» и «Привод включен».
- Очистить оборудования от грязи и других отходов производства.
- Проверить соединения трубопроводной арматуры, при наличии подтеканий подтянуть.
ТО-2 (проводится один раз в три месяца)
- Проверить и при необходимости подтянуть крепления всех узлов ножниц, защитных кожухов и защитной решетки, а также гайки фундаментных болтов.
- Проверить надежность и сохранность заземления ножниц.
- Проверить педаль и пульт управления, его крепление, крепление кнопок, переключателей, и сигнальной арматуры на панелях пультов.
- Проверить сохранность сигнальных ламп местного освещения.
- Разобрать и промыть бензином маслопроводящие канавки, маслопроводные отверстия, масленки; после чего продуть сжатым воздухом и вновь заполнить смазкой.
ТО-3 (проводится один раз в год)
- Проверить величину зазоров в направляющих ножевой балки, при необходимости заменить планки.
- Продуть сжатым воздухом электродвигатель, педаль, пульт управления, электрошкаф.
- Проверить крепление всех аппаратов в электрошкафу и состояние их контактов. При необходимости промыть и зачистить контактные поверхности.
В процессе эксплуатации ножниц, начиная с ввода в эксплуатацию, необходимо вести журнал, в котором должно быть зафиксировано каждое техническое обслуживание (кроме ТО - 1) с указанием: даты обслуживания, проверенных механизмов, выявленных отклонений, работ по устранению отклонений, проверенных регулировок, а также замены деталей, материалов (масла) и т.п.
Отсутствие эксплуатационного журнала, а также невыполнение требований, относящихся к порядку, содержанию и периодичности технического обслуживания, является грубым нарушением, правил эксплуатации и освобождает завод – изготовитель от гарантийных обязательств.
Работы, предусмотренные ТО–1 — ТО–3, не исключают проведения плановых ремонтных работ, обусловленных «Единой системой ППР».
При проведении различных ТО, строго соблюдать указания по мерам безопасности.
МЕРЫ БЕЗОПАСНОСТИ
Эксплуатация ножниц разрешается только после ознакомления с их устрой ством и руководством по эксплуатации.
Работающему на ножницах необходимо знать и строго соблюдать правила по технике безопасности, изложенные в соответствующих разделах руководств и инструкции.
Подход к зоне обслуживания ножниц должен быть свободным.
Перед началом работы необходимо:
- произвести внешний осмотр ножниц, устранить неисправности;
- произвести заземление электрооборудования ножниц, пульта управления к цеховому контуру заземления;
- проверить работу ножниц;
- проверить работу блокирующих устройств;
- проверить наличие контрольно-регулирующей аппаратуры, сигнализации, защитных устройств;
- проверить оснащенность гидросистемы предохранительными клапанами;
Устранение неисправностей производите только при выключенном вводном выключателе. Выключать и включать вводной выключатель под нагрузкой запрещается.
При ремонте и устранении неисправностей обязательно зафиксировать ножевую балку с обоих сторон фиксирующими винтами в верней мертвой точке.
ВНИМАНИЕ! Запрещается работать со снятым ограждением зоны прижимов и реза. Не допускается при работе ножниц вносить руки в зону прижимов и реза.
ВНИМАНИЕ! После каждой смены ножей и регулировки зазора между ножами необходимо во избежание аварий первый ход ножевой балки осуществлять вхолостую в режиме «Наладка», следя при этом, чтобы не произошло набегание верхнего ножа на нижний.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ:
- допускать и работать на ножницах рабочих, не прошедших инструктаж по их эксплуатации и обслуживанию;
- эксплуатация неисправных ножниц;
- производить работу при нарушенном заземлении или его отсутствии;
- производить ремонт, устранение неисправностей на ходу при включенном вводном выключателе электросети;
- работать при наличии течи в гидроприводе;
- вести наладку, регулировку, чистку;
- производить шприцем смазку ножниц;
- находиться в зоне выгрузки отрезанных заготовок;
- резать материал, не соответствующий технической характеристике ножниц.
СОСТАВ СТАНКА
Общий вид с обозначением составных частей ножниц NGS-2525:
Рис. Общий вид NGS-2525
Перечень составных частей:
1 Крепления станины к фундаменту
2 Станина
3 Гидравлические прижимы
4 Привод регулировки зазора между ножами
5 Трубопровод гидравлической системы
6 Упор задний
7 Механизм регулироки зазора между ножами
8 Ограждение зоны реза
9 Электрооборудование
10 Станция гидропривода
11 Правый гидроцилиндр
12 Левый гидроцилиндр
Станина
Станина является основным узлом ножниц, на котором крепятся остальные части машины.
Рис.2 Станина NGS-2525 - вид сзади
Станина – сборно-сварная состоит из левой 1 и правой 2 стоек, стола 3, прижимной балки 4.
Рис.3 Станина NGS-2525 - вид спереди и сбоку
На столе 3 расположены направляющие 5, служащие для удобства подачи листа, с роликовыми опорами, для облегчения работы оператора. Для выпуска воздуха из балки прижимной 4 имеется воздухоспускной клапан 6.
На столе крепятся три ножа 2 винтами 5 и компенсаторы 4.
Балка ножевая
Балка ножевая представляет собой жесткую сварную конструкцию 1.
Рис.4 Балка ножевая NGS-2525
К ней винтами 6 (рис.5) крепятся верхние ножи 1 (рис.5). Футорки 7(рис.5) с контрогайками 8(рис.5) служат для наиболее точной установки верхних ножей по все опорной плоскости ножевой балки.
Рис.5 Установка ножей на NGS-2525
Гидравлический прижим
Гидравлический прижим служит для фиксации листа на столе ножниц во время операции реза.
Рис.6 Гидравлический прижим NGS-2525
Состоит из корпуса 1 с установленным уплотнительным кольцом 7, штока 5 с установленной манжетой 6, который толкает пяту 3. Пружина 2 возвращает шток вверх при обратном ходе ножевой балки. Полиуретановый демпфер 4 служит для бережного прижима заготовки, не оставляя следов.
Задний упор
Упор задний служит для установки длины разрезаемого листа.
Рис.7 Задний упор NGS-2525
Состоит из упорной балки 1, которая через кронштейны 2 крепится на каретках 3. Кронштейны соединены с каретками с помощью осей 4. Каретки перемещаются на ходовых винтах 5, установленных в корпусах 7. Корпуса болтами закреплены на ножевой балке.
Натяжение ременной передачи между эл.двигателем 6 и ходовым винтом осуществляется регулировкой подмоторной плиты 9. Плоскостность упорной поверхности балки обеспечивается винтами 12 и точной регулировкой упорной полосы 11 с помощью потайных винтов. Тарельчатые пружины 10 служат демпфером для смягчения ударной нагрузки от подаваемой заготовки относительно механизма заднего упора.
Механизм регулировки зазора
Рис.8 Механизм регулировки зазора NGS-2525
1 Боковые стенки станины — 2 шт.
2 Ножевая балка — 1 шт.
3 Подшипник — 2 шт.
4 Крышка подшипника — 2 шт.
5 Болт — 16 шт.
6 Эксцентрик — 2 шт.
7 Заглушка — 2 шт.
8 Болт — 12 шт.
9 Ось — 2 шт.
10 Зубчатый сегмент — 2 шт.
11 Болт — 8 шт.
12 Вал — 1 шт.
13 Ведущая шестерня — 2 шт.
14 Стопорная втулка — 2 шт.
15 Масляный канал — 2 шт.
16 Мотор-редуктор — 1 шт.
17 Подшипник — 2 шт.
18 Эксцентриковая втулка — 2 шт.
19 Гужон — 2 шт.
Механизм регулировки зазора между ножами осуществляется путем смемещения опорных подшипников 3 ножевой балки 2 с помощью проворота эксцентриков 6. К эксцентрикам закреплены зубчатые сегменты 10, которые приводятся в движение ведущими шестернями 13, установленными на валу 12 мотор-редуктора 16.
Гидравлическая система
Гидравлическая система машины имеет продуманную конструкцию и усовершенствованную структуру. Она выполняет функции главного привода и регулировки угла наклона ножевой балки.
Схема гидравлическая принципиальная гидравлических ножниц приведена в Руководстве по эксплуатации.
Электрооборудование
Питание электрооборудования гидравлических ножниц осуществляется через вводной автоматический выключатель от цеховой сети, установленный на боковой стенке электрошкафа. Через отверстия в днище электрошкафа подводится питание ~380В трехфазного переменного тока.
Насос гидросистемы ножниц приводится во вращение асинхронным трехфазным двигателем с короткозамкнутым ротором.
Двигатель маслостанции включается магнитным пускателем через автоматический выключатель.
Управление гидроаппаратами осуществляется электромагнитными клапанами. Рабочее напряжение катушек электромагнитов – 24В постоянного тока. Ограничение движения суппорта ножа осуществляется конечными выключателями.
Расположение пускорегулирующей и управляющей аппаратуры и схема электрическая принципиальная гидравлических ножниц NGS-2525 приведена в "Руководстве по эксплуатации".
Краткая характеристика:
- Род тока – переменный, 3-х фазный.
- Напряжение – 380В; 50 Гц.
- Напряжение цепей управления постоянного тока – 24В.
- Напряжение цепей сигнализации постоянного тока – 24В.
- Напряжение цепей освещения реза постоянного тока – 24В.
Органы управления
Система управления построена на базе контроллера ESTUN 21.
Управление ножницами осуществляется с пульта и педали управления. На панели пульта располагаются панель оператора, кнопки управления, переключатели и индикация. Педаль управления оснащена кнопкой "Аварийной остановки".
Подробное описание назначения кнопок, переключателей и прочих элементов системы управления представлено в "Руководстве по эксплуатации".
СИСТЕМА СМАЗКИ
Смазка ножниц обеспечивается периодически жидкой смазкой (Масло моторное), осуществляемой вручную ~1 раз в месяц
Рис.10 Схема смазки NGS-2525
1 Подшипники гидроцилиндров
2 Подшипники ножевой балки
3 Шестерни регулировки зазора между ножами
4 Винты заднего упора и направляющие
ПОРЯДОК УСТАНОВКИ
Распаковка
При распаковке надо следить за тем, чтобы не повредить станок распаковочным инструментом. Вскройте упаковку и осмотрите ножницы.
ВНИМАНИЕ! Если при распаковке обнаружены повреждения, произошедшие при транспортировке, немедленно сообщите об этом поставщику. При обнаружении повреждений ножницы не допускаются вводу в эксплуатацию.
Принадлежности и инструмент находятся в отдельном ящике. Проверьте комплектность поставки.
ВНИМАНИЕ! При выявлении несоответствия комплектности немедленно сообщите об этом поставщику.
Транспортирование
Транспортирование ножниц следует производить только за цапфы согласно схемы:
Рис.11 Схема транспортировки NGS-2525
При захвате тросом необходимо следить за тем, чтобы не повредить лакокрасочные покрытия ножниц. После установки на фундаменте цапфы и предохранительные накладки снять.
Монтаж
Ножницы устанавливаются на фундамент. При этом глубина заложения фундамента определяется в зависимости от состояния грунта, но не менее 800 мм.
Рис.12 Схема установки NGS-2525
Точность установки ножниц в поперечном и продольном направлениях должна быть выдержана в пределах до 0,2 мм на длине 1000 мм.
Горизонтальность стола ножниц необходимо периодически проверять (но не реже одного раза в шесть месяцев).
Расконсервация
Ножницы необходимо тщательно очистить от антикоррозионных покрытий. Наружные поверхности станка покрыты антикоррозионной смазкой. Для удаления смазки нужно воспользоваться деревянной лопаточкой и салфетками, смоченными бензином или уайт-спиритом. Во избежание коррозии очищенные поверхности нужно покрыть тонким слоем масла И-З0А ГОСТ 20799—75 или масла, заменяющего его.
ПОРЯДОК РАБОТЫ
Подготовка к первоначальному пуску
Перед пуском ножниц необходимо предварительно выполнить следующие требования:
- Ножницы очистите от антикоррозийной смазки.
- Убедиться в правильности монтажа и надежности крепления всех соединений.
- Выполнить требования, изложенные разделе «Система смазки»
- До включения вводного выключателя необходимо проверить внешним осмотром качество монтажа электрооборудования и электроразводки в электрошкафу, на станине ножниц, и убедиться в отсутствии внешних дефектов. В электрошкафу проверить все точки подключения проводов относительно корпуса. Замыканий на корпус не должно быть.
- Заземлить ножницы подключением к общей цеховой системе заземления. При осмотре необходимо особое внимание обратить на правильность выполнения защитного заземления.
- Кроме внешнего осмотра защитных цепей, необходимо измерить величину сопротивления между любой металлической частью пресса и устройством заземления, находящемся на вводе. Оно не должно превышать 0,1Ом.
- Подключить ножницы к электросети, проверив соответствие напряжения сети и электрооборудования ножниц.
- Ознакомиться с обозначением и назначением кнопок и переключателей на пульте управления.
- Установить переключатель режимов работы в положение «НАЛАДКА» и с помощью кнопок на пульте управления убедиться в правильности работы машины и выполнении всех команд, четкости срабатывания путевых выключателей и блокировок.
ВНИМАНИЕ! Перемещение ножевой балки в режиме «НАЛАДКА» производить очень аккуратно во избежание набегания верхнего ножа на нижний. При необходимости произвести выставку зазора между ножами. - Установить переключатель режимов работы в положение «Одиночный ход».
- С помощью педали произвести обкатку ножниц в течение одного часа.
- На всех режимах необходимо проверить четкость работы и герметичность гидросистемы, взаимодействие частей и деталей, отсутствие интенсивного нагрева трущихся пар и рабочей жидкости. До устранения обнаруженных неисправностей ножницы не включать.
Первоначальный пуск
Первоначальное включение гидравлических ножниц после монтажа должно осуществляться опытным и достаточно квалифицированным персоналом, имеющим допуск к производству пуско-наладочных работ и предварительно ознакомленным с принципиальной электросхемой гидравлических ножниц и руководством по эксплуатации.
На пульте управления перевести ножницы в режим «Наладка». Включением вводного автомата подключить электрооборудование к цеховой сети. Включить в силовом шкафу все автоматические выключатели кроме QF2.
Выключателем цепей управления SA1 включить цепи управления. На пульте управления должен засветиться индикатор «Сеть». При отключенном автоматическом выключателе QF2 с помощью кнопок включении/отключения двигателя М1 на пульте проверяется четкость срабатывания контактора. После проверки электрооборудования и устранения недостатков, включить в силовом шкафу QF2, закрыть электрошкаф на ключ. Кратковременным нажатием на кнопки включения / отключения электродвигателя проверить правильность вращения двигателя.
Наладка и работа ножниц
Режим «Наладка» предназначен для регулировки работы ножниц, проверки правильности срабатывания механизмов, конечных выключателей.
Поэтапный процесс регулировки зазора между ножами, установки заднего упора на нужную длину и описание режимов работы представлены в "Руководстве по эксплуатации NGS-2525. Раздел Электрооборудование"
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
В ножницах могут возникнуть различного рода неисправности. Многие из-за несоблюдения инструкций по уходу и обслуживанию.
В любом случае, прежде чем приступить к устранению неисправности, нужно ознакомиться с перечнем основных возможных неисправностей и воспользоваться предлагаемыми методами их устранения.
В случае, если характер неисправности не совпадает с перечисленными и ее устранение вызывает затруднения, обращайтесь на завод изготовитель.
Перечень возможных неисправностей и методов их устранения:
Плохое качество реза:
- Неправильная установка зазора — Отрегулируйте зазор
- Тупой нож — Заточите нож
Ножевая балка движется с трудом или не движется совсем:
- Насос неисправен — Почините или поменяйте насос
- Очистной фильтр заблокирован — Очистите фильтр
- Предохранительный клапан давления заблокирован — Очистите клапан
- Предохранительный клапан давления неисправен — Поменяйте клапан
- Управляющий клапан заблокирован — Очистите клапан
- Катушка управляющего клапана вышла из строя — Поменяйте катушку управляющего клапана
- Утечка в трубопроводе гидросистемы и цилиндре — Найдите и устраните утечку
Утечка масла под цилиндром:
- Уплотнения цилиндра износились — Замените уплотнения
Утечка масла в местах подключения элементов гидравлической системы:
- Ослабление в соединениях — Затяните их
В верхней точке ножевой балки один из гидроцилиндров не доходит до исходного состояния:
- Цилиндры не сбалансированы — Отбалансируйте цилиндры
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Система технического обслуживания ножниц определяет порядок, содержание и периодичность осмотра и обслуживания ножниц в процессе эксплуатации.
Предусматриваются следующие виды технического обслуживания:
ТО-1 — ежедневное;
ТО-2 — каждые три месяца;
ТО-3 — ежегодное.
Работы, предусмотренные ТО-1 — ТО-3 охватывают проверку и обслуживание основных механизмов, определяющих надежность работы ножниц.
СТРОГОЕ ВЫПОЛНЕНИЕ ЭТИХ РАБОТ ЯВЛЯЕТСЯ ОБЯЗАТЕЛЬНЫМ
ТО-1 (проводится ежедневно)
Перед началом работы проверить и убедиться в исправности всех узлов ножниц и правильности из взаимодействия:
- Произвести смазку всех точек ножниц согласно схеме смазки.
- Проверить сигнальные лампы «Напряжение подано» и «Привод включен».
- Очистить оборудования от грязи и других отходов производства.
- Проверить соединения трубопроводной арматуры, при наличии подтеканий подтянуть.
ТО-2 (проводится один раз в три месяца)
- Проверить и при необходимости подтянуть крепления всех узлов ножниц, защитных кожухов и защитной решетки, а также гайки фундаментных болтов.
- Проверить надежность и сохранность заземления ножниц.
- Проверить педаль и пульт управления, его крепление, крепление кнопок, переключателей, и сигнальной арматуры на панелях пультов.
- Проверить сохранность сигнальных ламп местного освещения.
- Разобрать и промыть бензином маслопроводящие канавки, маслопроводные отверстия, масленки; после чего продуть сжатым воздухом и вновь заполнить смазкой.
ТО-3 (проводится один раз в год)
- Проверить величину зазоров в направляющих ножевой балки, при необходимости заменить планки.
- Продуть сжатым воздухом электродвигатель, педаль, пульт управления, электрошкаф.
- Проверить крепление всех аппаратов в электрошкафу и состояние их контактов. При необходимости промыть и зачистить контактные поверхности.
В процессе эксплуатации ножниц, начиная с ввода в эксплуатацию, необходимо вести журнал, в котором должно быть зафиксировано каждое техническое обслуживание (кроме ТО - 1) с указанием: даты обслуживания, проверенных механизмов, выявленных отклонений, работ по устранению отклонений, проверенных регулировок, а также замены деталей, материалов (масла) и т.п.
Отсутствие эксплуатационного журнала, а также невыполнение требований, относящихся к порядку, содержанию и периодичности технического обслуживания, является грубым нарушением, правил эксплуатации и освобождает завод – изготовитель от гарантийных обязательств.
Работы, предусмотренные ТО–1 — ТО–3, не исключают проведения плановых ремонтных работ, обусловленных «Единой системой ППР».
При проведении различных ТО, строго соблюдать указания по мерам безопасности.
МЕРЫ БЕЗОПАСНОСТИ
Эксплуатация ножниц разрешается только после ознакомления с их устрой ством и руководством по эксплуатации.
Работающему на ножницах необходимо знать и строго соблюдать правила по технике безопасности, изложенные в соответствующих разделах руководств и инструкции.
Подход к зоне обслуживания ножниц должен быть свободным.
Перед началом работы необходимо:
- произвести внешний осмотр ножниц, устранить неисправности;
- произвести заземление электрооборудования ножниц, пульта управления к цеховому контуру заземления;
- проверить работу ножниц;
- проверить работу блокирующих устройств;
- проверить наличие контрольно-регулирующей аппаратуры, сигнализации, защитных устройств;
- проверить оснащенность гидросистемы предохранительными клапанами;
Устранение неисправностей производите только при выключенном вводном выключателе. Выключать и включать вводной выключатель под нагрузкой запрещается.
При ремонте и устранении неисправностей обязательно зафиксировать ножевую балку с обоих сторон фиксирующими винтами в верней мертвой точке.
ВНИМАНИЕ! Запрещается работать со снятым ограждением зоны прижимов и реза. Не допускается при работе ножниц вносить руки в зону прижимов и реза.
ВНИМАНИЕ! После каждой смены ножей и регулировки зазора между ножами необходимо во избежание аварий первый ход ножевой балки осуществлять вхолостую в режиме «Наладка», следя при этом, чтобы не произошло набегание верхнего ножа на нижний.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ:
- допускать и работать на ножницах рабочих, не прошедших инструктаж по их эксплуатации и обслуживанию;
- эксплуатация неисправных ножниц;
- производить работу при нарушенном заземлении или его отсутствии;
- производить ремонт, устранение неисправностей на ходу при включенном вводном выключателе электросети;
- работать при наличии течи в гидроприводе;
- вести наладку, регулировку, чистку;
- производить шприцем смазку ножниц;
- находиться в зоне выгрузки отрезанных заготовок;
- резать материал, не соответствующий технической характеристике ножниц.
Безналичный расчет — перевод денежных средств на счет.
Стоимость гильотины NGS-2525 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить гидравлические гильотинные ножницы NGS 2525 можно, связавшись с нами на сайте или по телефону:
+7 (495) 970-76-52.
Безналичный расчет — перевод денежных средств на счет.
Стоимость гильотины NGS-2525 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить гидравлические гильотинные ножницы NGS 2525 можно, связавшись с нами на сайте или по телефону:
+7 (495) 970-76-52.