






Машина трубогибочная гидравлическая OVTO PBH-50
Гидравлический трубогибочный станок модели PBH-50 предназначен для многоколенной плоской и пространственной гибки труб из стали и цветных металлов в холодном наматывании диаметром до 50,8 мм. Оснащён современной системой управления и надёжными рабочими механизмами. Основная отличительная черта подобных устройств - это наличие гидроцилиндра. Имеет в своём составе специальные опорные элементы - башмаки, чьё предназначение - надёжная фиксация заготовок в процессе гибки.
Особенности и преимущества:
- Управление на базе ПЛК с удобной сенсорной панелью;
- Плавный гидравлический привод обеспечивает стабильную обработку без рывков;
- Память на 100 программ, каждая с возможностью задания до 20 углов изгиба и поворота;
- Автоматическая система диагностики ошибок облегчает обслуживание;
- Медленный возврат оправки для чистого гиба без деформации;
- Инструмент из закалённой стали с твёрдостью не ниже HRC50 — устойчив к износу и образованию складок.
Трубогиб PBH50 обеспечивает высокое качество гиба, минимизируя отходы и повышая производительность. Подходит как для серийного, так и для мелкосерийного производства.
| Диаметр изгибаемой трубы, мм | 50,8 |
| Максимальная толщина стенки изгибаемой трубы, мм | 2,0 |
| Допустимая длина по оправке, мм | 2250 |
| Радиус гибки, мм | 200 |
| Угол изгиба, град. | 185° |
| Точность угла гиба, град | ±1,0° |
| Максимальное давление в гидравлической системе, МПа | 15 |
| Мощность главного двигателя, кВт | 5,5 |
| Габариты (ДxШxВ), мм | 3000x800x1300 |
| Масса, кг | 800 |
Стандартная комплектация:
- Машина трубогибочная гидравлическая PBH-50 в сборе
- Выносная педаль управления
На машине установлено:
- Пульт управления с сенсорной панелью оператора
Комплект ЗИП:
- Комплект оснастки для работы с трубой 50,8мм
- Шприц рычажно-плунжерный
Документация:
- Руководство по эксплуатации
- Паспорт
- Декларация о соответствии ТР ТС
Дополнительные опции:
- Дополнительный комплект оснастки для работы с трубами другого диаметра
Стандартная комплектация:
- Машина трубогибочная гидравлическая PBH-50 в сборе
- Выносная педаль управления
На машине установлено:
- Пульт управления с сенсорной панелью оператора
Комплект ЗИП:
- Комплект оснастки для работы с трубой 50,8мм
- Шприц рычажно-плунжерный
Документация:
- Руководство по эксплуатации
- Паспорт
- Декларация о соответствии ТР ТС
Дополнительные опции:
- Дополнительный комплект оснастки для работы с трубами другого диаметра
СОСТАВ МАШИНЫ
Общий вид:
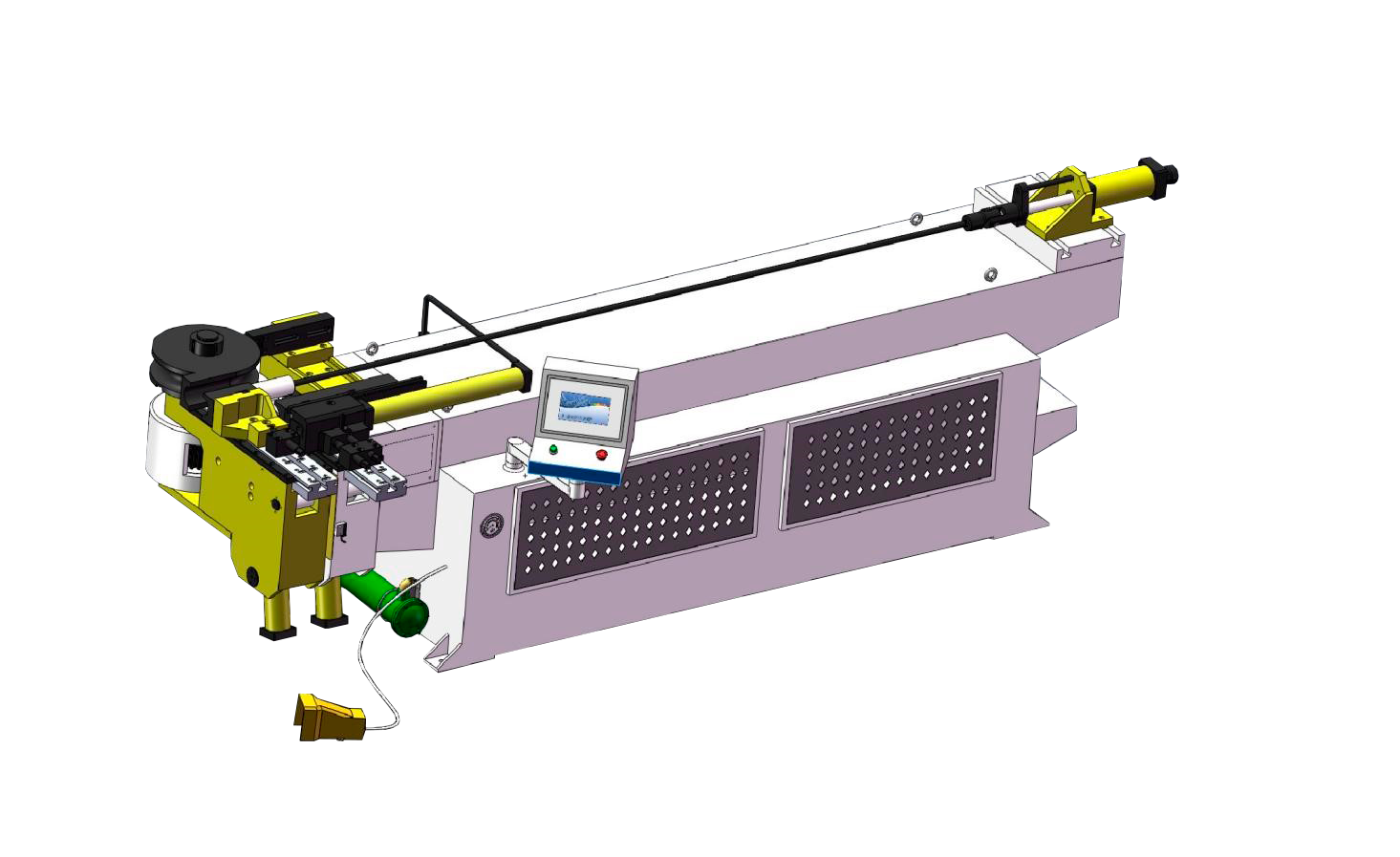
Рис.1 Общий вид гидравлической трубогибочной машины PBH-50
Перечень составных частей машины:
- Рама
- Редуктор
- Механизм выдергивания дорна
- Механизм зажима
- Гибочный рычаг
- Ролик
- Органы управления
- Электрооборудование
- Гидравлическая система
- Защитные ограждения
Органы управления
К органам управления машины относятся Пульт управления с сенсорной панелью оператора и выносная педаль управления.
Общий вид пульта управления:
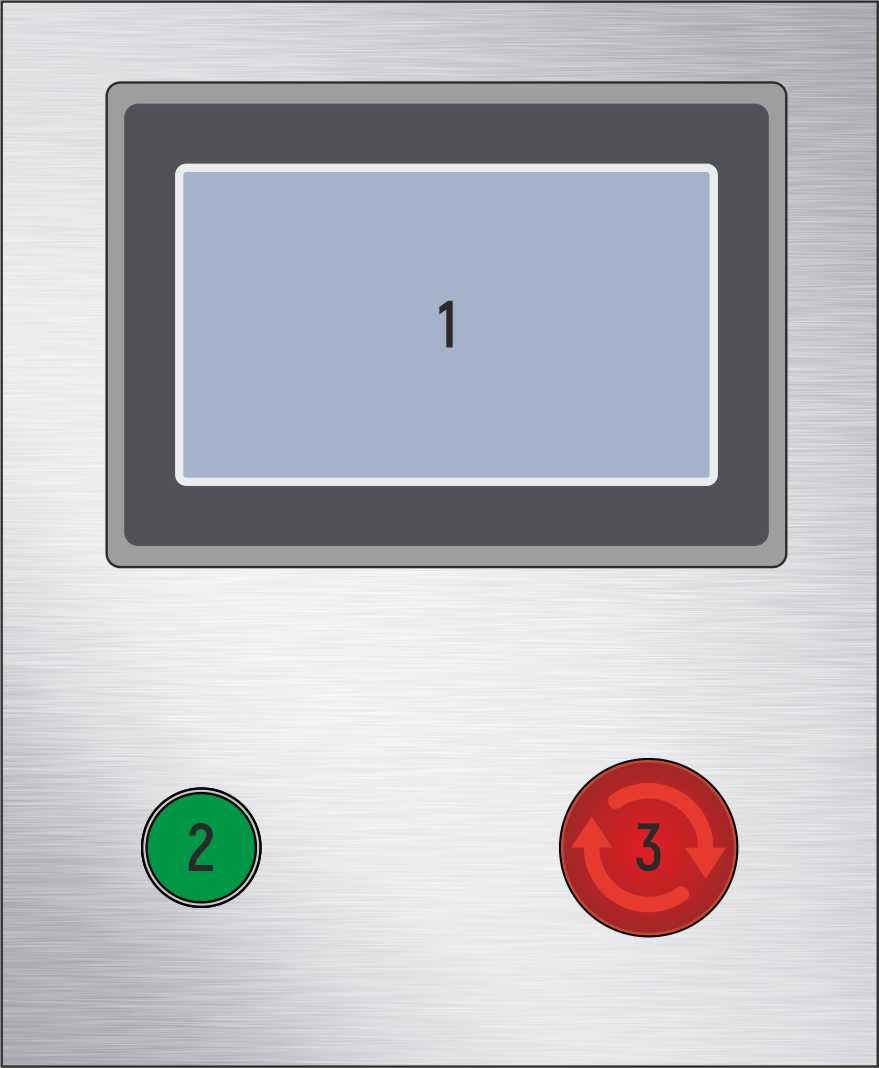
Рис.2 Пульт управления гидравлической трубогибочной машины PBH-50
- Сенсорная панель оператора
- Кнопка «Включить»
- Кнопка «Стоп»
Электрооборудование
Краткая характеристика:
- Род тока: Переменный
- Рабочее напряжение: 380 В
- Частота: 50 Гц
- Напряжение цепи управления: 220, 18 В
Описание состава, устройства, схемы и работы электрооборудования приведено в руководстве по эксплуатации.
Гидравлическая система
Описание состава, устройства, схемы и работы гидросистемы приведено в руководстве по эксплуатации.
СИСТЕМА СМАЗКИ
Смазка механизмов машины индивидуальная ручная, периодическая, контроль визуальный.
Смазка осуществляется смазкой ЦИАТИМ-203 ГОСТ 8773-73.
Смазку машины производить согласно схемы смазки:
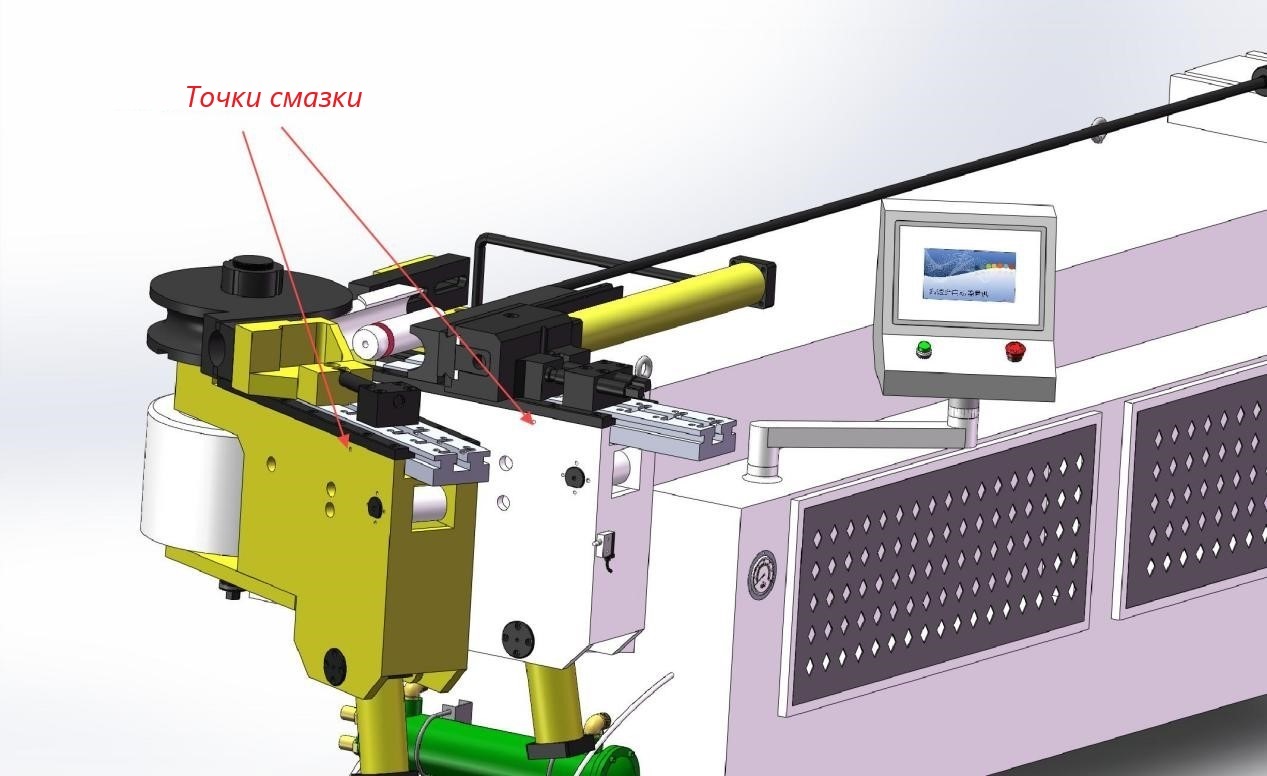
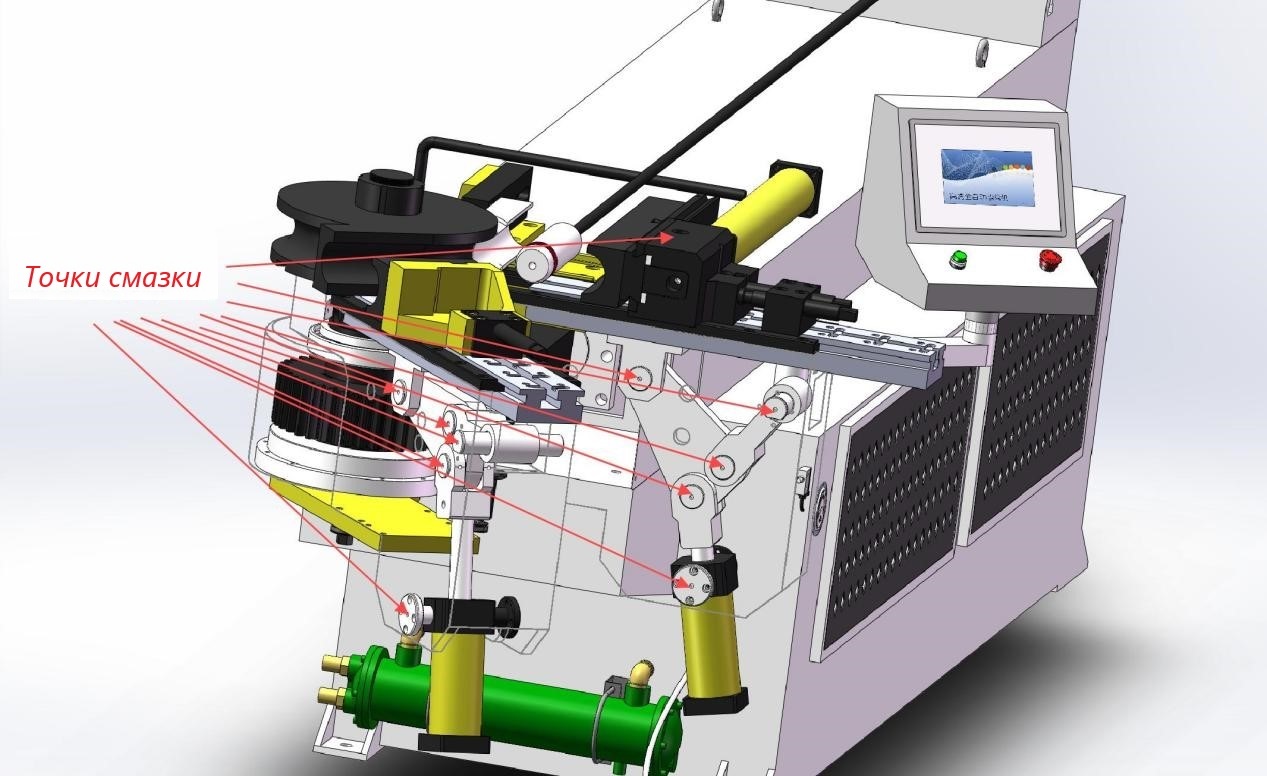
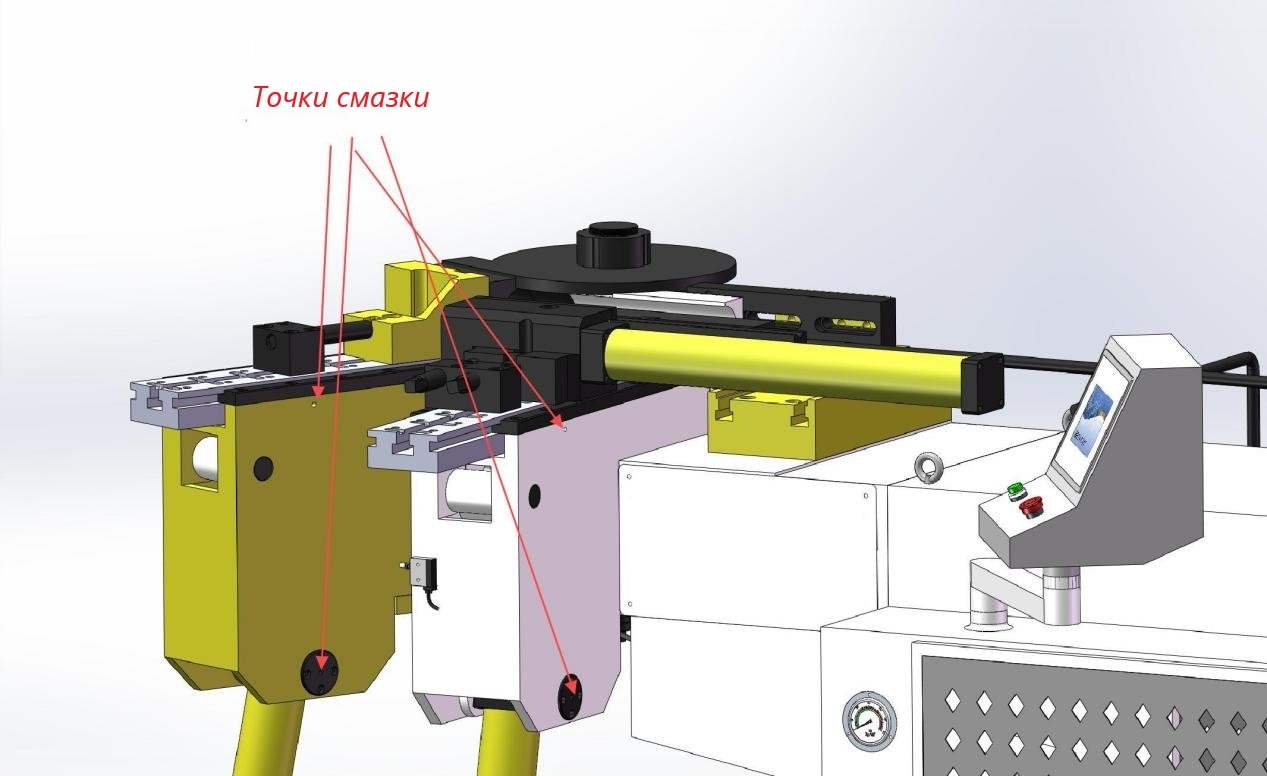
Рис.3 Точки смазки гидравлической трубогибочной машины PBH-50
ПОРЯДОК УСТАНОВКИ
Распаковка
При распаковке необходимо следить за тем, чтобы не повредить машину инструментом.
Транспортирование
Перед установкой машину тщательно очистить от антикоррозийных покрытий, нанесенных на открытых, а также закрытые кожухами обработанные поверхности деталей и во избежание коррозии покрыть их тонким слоем масла «Индустриальное-30» по ГОСТ 20799-88
Зачаливание производить за транспортировочные рым-болты.
Монтаж
Машина устанавливается на фундамент или бетонной подушке. Глубина залегания фундамента зависит от грунта, но должна быть не менее 600мм. Машина крепится к фундаменту четырьмя болтами.
При установке на фундамент машина выверяется в обоих плоскостях при помощи уровня. Отклонение не должно превышать 0,5/1000 в обоих плоскостях.
Схема фундамента приведена в руководстве по эксплуатации.
ПОДГОТОВКА К ПУСКУ
Указания по монтажу и эксплуатации электрооборудования машины
Подключение машины к заводской электросети должен осуществлять квалифицированный электрик. Электрооборудование машины должно быть надежно заземлено в соответствии с действующими "Правилами устройства электроустановок" путем присоединения станины и электрошкафа к цеховому контуру заземления.
Обслуживание электрооборудования должно производиться в соответствии с действующими "Правилами технической эксплуатации электроустановок потребителей и правилами техники безопасности при эксплуатации электроустановок потребителей".
Указания эксплуатации гидрооборудования машины
Перед пуском убедится в наличии масла в гидросистеме: Откройте замок двери машины, откройте верхнюю крышку резервуара для хранения гидравлического масла чтобы убедиться, что масло чистое и не содержит влаги.
Рекомендуемое к использованию масло - И-20.
Заполните масляный бак через фильтр до верхней части указателя уровня масла. Уровень масла упадет при первом использовании машины. После первой эксплуатации долейте масло до стандарта, указанного указателем уровня масла.
ВНИМАНИЕ! Когда машина запускается в первый раз, в трубопроводе все еще остается воздух, что приводит к блокировке гидравлического масла. Только после выполнения 20–30 циклов изгиба труб захваченный воздух будет выпущен из гидравлической системы.
Регулярно проверяйте уровень масла (не ниже 2/3) по смотровому стеклу в нижней передней части машины. В случае если уровень низкий - дальнейшая работа недопустима, необходимо долить масло.
НАЛАДКА И РЕГУЛИРОВКА
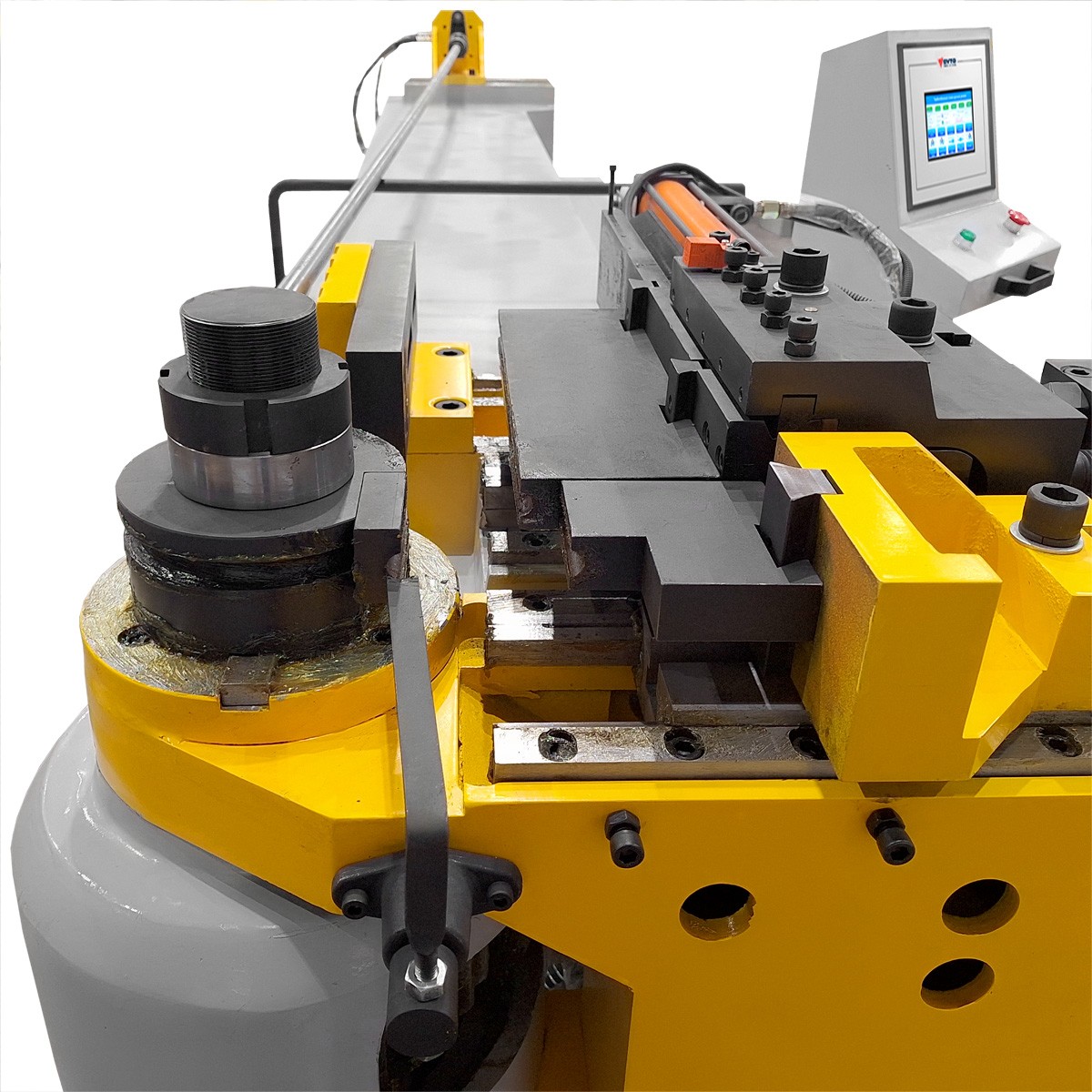
Установка пресс формы (ролика)
- Нажмите кнопку сгиба трубы и согните гибочный рычаг (17) более чем на 90°. Как показано на рисунке 4.
- Нажмите кнопку зажима основного и вспомогательного приспособлений и переместите ползунок основного приспособления (15) и ползунок вспомогательного приспособления (14) вперед в соответствующее положение.
- Вставьте пресс-форму (2) в ось сердечника формы (7), одновременно зафиксировав гайку (1) и тяговый стержень (18).
- Установите основное приспособление (4) на кронштейн (9) и затяните его, чтобы обеспечить соостность основного приспособления (4) с круглой матрицей (2).
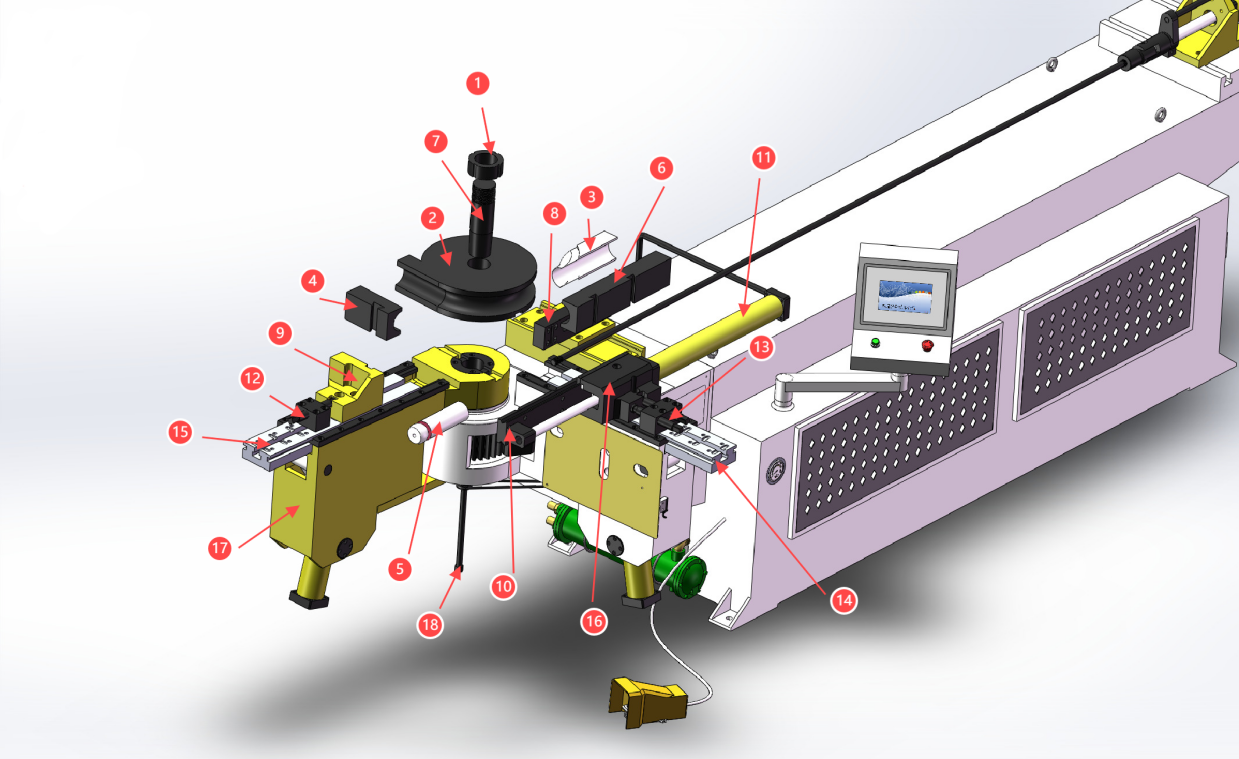
Рис.4 Схема монтажа пресс-формы (ролика) на PBH-50
- Гайка оси сердечника пресс-формы
- Пресс-форма (Ролик)
- Противоскладчатая пресс-форма
- Основное приспособление
- Дорн
- Вспомогательное приспособление
- Ось сердечника пресс-формы
- Основа пресс-формы, предотвращающая образование складок
- Кронштейн основного приспособления
- Вспомогательная толкающая рейка
- Вспомогательный толкающий гидравлический цилиндр
- Регулировочный винт основного крепления
- Регулировочный винт вспомогательного приспособления
- Ползунок вспомогательного приспособления
- Ползунок основного приспособления
- Вспомогательный толкатель
- Гибочный рычаг
- Основной осевой тяговый стержень
Установка вспомогательных приспособлений
- Установите вспомогательное приспособление (6) на толкатель (16) и зафиксируйте его, чтобы обеспечить соосность основного приспособления (6) с круглой матрицей (2).
- Отрегулируйте регулировочный винт основного приспособления (12) и регулировочный винт вспомогательного приспособления (13), чтобы выровнять основное приспособление (4) и вспомогательное приспособление (6) с пресс-формой (2).
- Нажмите кнопку отвода основного приспособления и кнопку отвода вспомогательного приспособления соответственно, отведите основное приспособление и вспомогательное приспособление на определенное расстояние, затем отрегулируйте регулировочный винт основного приспособления (12) и регулировочный винт вспомогательного приспособления (13), поверните по часовой стрелке на 1/4–1/2 оборота.
- Последовательно нажимайте следующие кнопки: отвод основного приспособления, отвод вспомогательного приспособления, отвод вспомогательного толчка и кнопка возврата изогнутой трубы.
- Предварительно зафиксируйте противоскладчатую пресс-форму (3) на основании (8), отрегулируйте положение основания (8) спереди и сзади, убедившись, что передний конец формы находится на расстоянии ±1-3 мм от центра пресс-формы (2). Форма (3) должна соответствовать дуге формы (2).
Установка и регулировка дорна
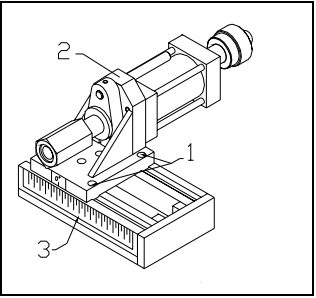
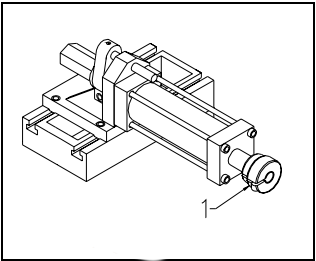
Рис.5 Установка и регулировка дорна на PBH-50
- Нажмите кнопку стержня сердечника вперед и переместите цилиндр тяги сердечника вперед.
- Соедините дорн со штангой и отрегулируйте гайку регулировки тяги дорна. Дорн должен находится находиться на расстоянии 1–3 мм от центра пресс-формы, а расстояние между дорном и центром пресс-формы можно регулировать вперед и назад в зависимости от условий гибки.
Регулировка скорости включения вспомогательного зажима
Если диаметры круглых штампов различаются, необходимо отрегулировать вспомогательную скорость толчка , чтобы предотвратить столкновение оправки с пресс-формой.
Настройка скорости гибки осуществляется так:
Если фитинги для труб имеют разные размеры изгиба и разную толщину стенок, скорость изгиба необходимо регулировать. Чем больше диаметр, тем медленнее скорость, и чем толще стенка, тем медленнее скорость.
По часовой стрелке — замедление, против часовой стрелки — ускорение.
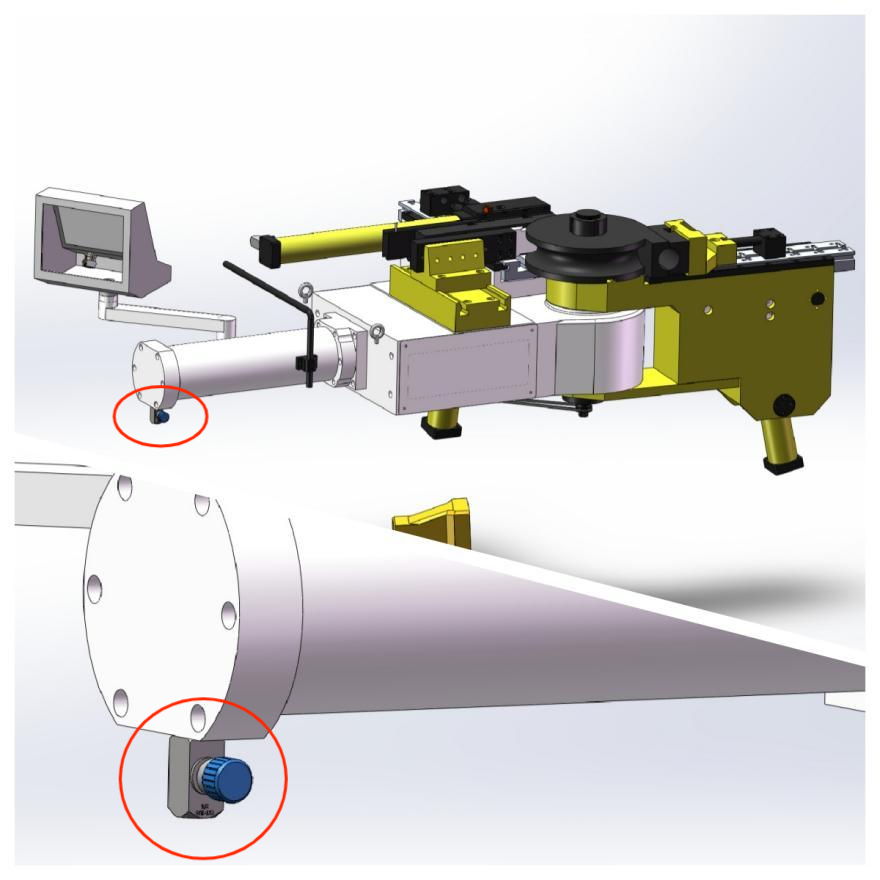
Рис.6 Настройка скорости гибки на PBH-50
ПОРЯДОК РАБОТЫ
Правила эксплуатации
Оборудование должно эксплуатироваться в режиме односменной работы (не более 8 рабочих часов в сутки). Несоблюдение данного правила эксплуатации является причиной преждевременного износа и выхода оборудования из строя.
Содержите бак гидравлического масла в чистоте и не допускайте попадания в него грязи.
Не допускайте трения гидравлической масляной трубы с изогнутыми рычагами.
После длительного периода работы все гидравлическое масло нагревается. Поэтому гидросистем масла должна быть подключена к системе охлаждения и использовать холодную воду для снижения температуры всей системы.
Принцип работы
Гибка труб на машине производится методом, при котором труба фиксируется и изгибается вокруг формы для создания нужного угла. Для предотвращения образования эллипсности трубы внутри ее в зоне гибки помещается оправка (дорн).
Можно производить гибку без оправки, если не предъявляются высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки трубы к ее диаметру составляет более 0,1.
Ручной режим работы
(Настройки -> Дополнительные параметры -> Параметры устройства -> Ручной изгиб под несколькими углами -> Разрешить, в противном случае можно будет согнуть только 1-й угол)
Нажмите соответствующую сенсорную кнопку, и если соответствующие условия выполнены, произойдет вывод.
Нажмите «зажим»: электромагнитный клапан зажима Y1 и предохранительный клапан Y9 работают (ограничение: вспомогательная тяга должна вернуться в исходное положение)
Включите «Втягивающий электромагнитный клапан»: Втягивающий электромагнитный клапан Y2 работает с предохранительным клапаном Y9 (Ограничение: Нет)
Нажмите «Вспомогательная тяга»: работают электромагнитный клапан вспомогательной тяги Y3 и предохранительный клапан Y9 (ограничение: фактический угол тока должен быть больше 90 градусов/опционально)
Нажмите «Вспомогательный толчок»: электромагнитный клапан Y4 и предохранительный клапан Y9 работают (ограничение: вспомогательный толчок останавливается, когда находится на месте)
Нажмите «Ввести сердечник»: Ввод работы электромагнитного клапана сердечника Y5 и предохранительного клапана Y9 (Ограничение: нет)
Нажатие кнопки «RET SPOOL»: работают как золотниковый электромагнитный клапан Y5, так и предохранительный клапан Y9 (без ограничений).
Нажатие кнопки «Bend Tube»: работают электромагнитный клапан изгиба трубки Y7, вспомогательный электромагнитный клапан Y3 и предохранительный клапан Y9 (ограничение: угол меньше установленного угла)
Нажмите «Ret Bend»: электромагнитный клапан Ret Bend Y8 и предохранительный клапан Y9 работают (условие: вторичный двигатель должен находиться в исходном положении).
Полуавтоматический режим работы
Нажмите кнопку «Полуавтомат», чтобы войти в полуавтоматический режим.
Примечание: Перед изменением других функциональных возможностей и параметров системы система должна находиться в остановленном состоянии!
Проверьте, все ли сигналы в норме, и находится ли механизм устройства в исходном состоянии.
В строке состояния устройства отобразится сообщение «Начните с нажатия на педаль».
Начинается автоматический процесс гибки
Зажим - захват - изгиб трубки - достижение заданного угла - втягивание сердечника - отпускание захвата - вспомогательное отталкивание - взятие трубки - повторное нажатие на педаль - втягивание изгиба - ввод сердечника.
Более подробное описание элементов панели управления и режимов работы приведено в руководстве по эксплуатации.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Общие сведения
Система технического обслуживания определяет порядок, содержание и периодичность осмотра и обслуживания машины в процессе эксплуатации.
К проведению ТО допускаются только следующие сотрудники:
- прошедшие обучение эксплуатации оборудования.
- прошедшие инструктаж по технике безопасности.
Предусматриваются следующие виды технического обслуживания:
- ТО-1 – ежедневное;
- ТО-2 – ежемесячное;
- ТО-3 – ежегодное;
Работы, предусмотренные ТО-1 – ТО-3 охватывают проверку и обслуживание основных механизмов, определяющих надежность работы ножниц, выполнять в соответствие с ГОСТ 18322-76
СТРОГОЕ ВЫПОЛНЕНИЕ ЭТИХ РАБОТ ЯВЛЯЕТСЯ ОБЯЗАТЕЛЬНЫМ
В процессе эксплуатации машины, начиная с ее пуска в эксплуатацию, необходимо вести журнал, в котором должно быть зафиксировано каждое техническое обслуживание с указанием: даты обслуживания, ответственного, проверенных механизмов, выявленных отклонений, работ по устранению отклонений, проверенных регулировок, а также замены деталей, материалов (масла) и т.п.
Отсутствие эксплуатационного журнала, отсутствие смазочного материала в узлах оборудования, указанных в карте смазки, а также невыполнение требований, относящихся к порядку, содержанию и периодичности технического обслуживания - является грубым нарушением, правил эксплуатации, что в свою очередь является основанием для прекращения гарантийных обязательств.
При проведении различных ТО необходимо строго соблюдать указания по мерам безопасности, изложенные в предыдущих разделах.
Работы, предусмотренные ТО-1, ТО-2 и ТО-3, не исключают проведения плановых ремонтных работ, обусловленных «Единой системой ППР».
ТО-1 (проводится ежедневно)
Перед началом работы проверить и убедиться в исправности всех узлов машины и правильности из взаимодействия:
- Провести проверку всех узлов, требующих смазки на предмет наличия смазочного материала в нужном количестве (в случае необходимости произвести внеплановую смазку узла)
- Произвести смазку всех точек машины согласно схеме смазки в соответствии с указанной периодичностью.
- При этом следует учесть, что при загрузке машины более чем в одну смену необходимо сократить периоды смазки кратно количеству рабочих смен (две смены - в два раза; три смены - в три раза).
- Проверить работу сигнальных ламп.
- Проверить надежность и сохранность заземления машины.
- Провести проверку затяжки болтовых и гаечных соединений.
- Визуальный осмотр всех узлов станка
ТО-2 (проводится один раз в месяц)
- Проверить и при необходимости подтянуть крепления всех узлов машины, защитных кожухов, а также гайки фундаментных болтов.
- Проверить характеристики машины (на точность по ГОСТ 15961—80).
- Проверить пульт управления, его крепление, крепление кнопок, переключателей, и сигнальной арматуры на панелях пультов.
- Отключить питание станка, протянуть все детали электрошкафа.
ТО-3 (проводится один раз в год)
- Проверить характеристики машины (на точность по ГОСТ 15961—80), при необходимости регулировать.
- Продуть сжатым воздухом электродвигатель, пульт управления, электрошкаф.
- Проверить крепление всех аппаратов в электрошкафу и состояние их контактов. При необходимости промыть и зачистить контактные поверхности.
ВНИМАНИЕ! В случае выявления неисправностей (не затянутые элементы, повреждение механизмов, повреждение внешнего вида, пр.) эксплуатация оборудования запрещена, до выявления причины и полного устранения неисправности.
По окончанию работ, необходимо тщательно убрать все рабочие узлы станка, близлежащую территорию (в радиусе 1 метра).
МЕРЫ БЕЗОПАСНОСТИ
К работе на машине допускается обслуживающий персонал, ознакомленный с настоящим руководством по эксплуатации и инструкцией по технике безопасности обслуживания машины предприятия-потребителя.
При гибке труб не находитесь в зоне прохождения загибаемого конца трубы, а при возврате гибочного механизма в исходное положение – в зоне между механизмами гибки и поджима.
Во избежание заклинивания оправки в трубе во время гибки, не допускайте чрезмерного выдвижения конца оправки (дорна) за линию начала гибки.
При работе на машине соблюдайте общие правила техники безопасности.
В конструкции машины предусмотрены следующие средства защиты:
- ограждение привода механизма поджима;
- ограждение привода механизма выдергивания дорна;
- кожух груза возврата поджимного желоба;
Не допускайте работу на машине со снятыми и неисправными средствами защиты.
Следите за правильностью регулировки конечных выключателей, предохранительной планки, расположенной на корпусе механизма зажима и гибки. Конечные выключатели должны срабатывать при перемещении планки на 5…7мм. Регулировка осуществляется перемещением корпусов конечных выключателей за счет овальных пазов.
Наладку и смену инструмента производить только при выключенном автоматическом выключателе.
Рабочее место у машины должно быть сухим и не захламленным посторонними предметами.
В случае аварии или обнаружении неисправности при работе необходимо немедленно отключить ее, нажатием на кнопку «Общий стоп» на пульте управления или нажатием на планку предохранителя.
Посторонние предметы не должны находиться на машине. Не допускается пребывание около подвижных частей машины.
Перед началом гибки следует убедиться в том, что:
- дорн выдвинут в переднее положение
- механизм зажима с гибочным сектором и желобом находятся в исходном, для гибки, положении.
Убедившись в указанном, можно производить гибку.
При обслуживании и ремонте электрооборудования строго соблюдать общие электротехнические правила по технике безопасности при обслуживании электрооборудования и электроремонтных работах.
Допускать к работе с электроаппаратурой и проводкой только лиц ремонтной бригады электриков.
Не допускать работы на машине при нечетко работающей аппаратуре управления до устранения неполадок.
После каждого ремонта или разборки производить контрольные операции по проверке безопасности работы на машине.
Всякие работы на машине должны производиться только с ведома и под наблюдением лица:
- принявшего машину в эксплуатацию во время эксплуатации;
- принявшего машину в ремонт во время ремонтных работ.
ВНИМАНИЕ! Во время разжима трубы желоб должен отойти назад, до упора, в исходное положение. Если по какой-либо причине желоб остановился, не доходя до упора (не возвратился в исходное положение), необходимо кнопкой «Общий стоп» остановить машину, устранить причину, затем вернуть желоб вручную, после этого, установив ручной режим, нажатием на кнопку «Назад» продолжить возврат механизма зажима в исходное положение. Во всех случаях нарушения правильной последовательности работы механизмов необходимо остановить машину нажатием на кнопку "Стоп" на пульте управления или нажатием на пластину предохранителя.
ВНИМАНИЕ! Во избежание заклинивания трубы на дорне не допускать чрезмерного выдвижения дорна за линию начала гибки.
СОСТАВ МАШИНЫ
Общий вид:
Рис.1 Общий вид гидравлической трубогибочной машины PBH-50
Перечень составных частей машины:
- Рама
- Редуктор
- Механизм выдергивания дорна
- Механизм зажима
- Гибочный рычаг
- Ролик
- Органы управления
- Электрооборудование
- Гидравлическая система
- Защитные ограждения
Органы управления
К органам управления машины относятся Пульт управления с сенсорной панелью оператора и выносная педаль управления.
Общий вид пульта управления:
Рис.2 Пульт управления гидравлической трубогибочной машины PBH-50
- Сенсорная панель оператора
- Кнопка «Включить»
- Кнопка «Стоп»
Электрооборудование
Краткая характеристика:
- Род тока: Переменный
- Рабочее напряжение: 380 В
- Частота: 50 Гц
- Напряжение цепи управления: 220, 18 В
Описание состава, устройства, схемы и работы электрооборудования приведено в руководстве по эксплуатации.
Гидравлическая система
Описание состава, устройства, схемы и работы гидросистемы приведено в руководстве по эксплуатации.
СИСТЕМА СМАЗКИ
Смазка механизмов машины индивидуальная ручная, периодическая, контроль визуальный.
Смазка осуществляется смазкой ЦИАТИМ-203 ГОСТ 8773-73.
Смазку машины производить согласно схемы смазки:
Рис.3 Точки смазки гидравлической трубогибочной машины PBH-50
ПОРЯДОК УСТАНОВКИ
Распаковка
При распаковке необходимо следить за тем, чтобы не повредить машину инструментом.
Транспортирование
Перед установкой машину тщательно очистить от антикоррозийных покрытий, нанесенных на открытых, а также закрытые кожухами обработанные поверхности деталей и во избежание коррозии покрыть их тонким слоем масла «Индустриальное-30» по ГОСТ 20799-88
Зачаливание производить за транспортировочные рым-болты.
Монтаж
Машина устанавливается на фундамент или бетонной подушке. Глубина залегания фундамента зависит от грунта, но должна быть не менее 600мм. Машина крепится к фундаменту четырьмя болтами.
При установке на фундамент машина выверяется в обоих плоскостях при помощи уровня. Отклонение не должно превышать 0,5/1000 в обоих плоскостях.
Схема фундамента приведена в руководстве по эксплуатации.
ПОДГОТОВКА К ПУСКУ
Указания по монтажу и эксплуатации электрооборудования машины
Подключение машины к заводской электросети должен осуществлять квалифицированный электрик. Электрооборудование машины должно быть надежно заземлено в соответствии с действующими "Правилами устройства электроустановок" путем присоединения станины и электрошкафа к цеховому контуру заземления.
Обслуживание электрооборудования должно производиться в соответствии с действующими "Правилами технической эксплуатации электроустановок потребителей и правилами техники безопасности при эксплуатации электроустановок потребителей".
Указания эксплуатации гидрооборудования машины
Перед пуском убедится в наличии масла в гидросистеме: Откройте замок двери машины, откройте верхнюю крышку резервуара для хранения гидравлического масла чтобы убедиться, что масло чистое и не содержит влаги.
Рекомендуемое к использованию масло - И-20.
Заполните масляный бак через фильтр до верхней части указателя уровня масла. Уровень масла упадет при первом использовании машины. После первой эксплуатации долейте масло до стандарта, указанного указателем уровня масла.
ВНИМАНИЕ! Когда машина запускается в первый раз, в трубопроводе все еще остается воздух, что приводит к блокировке гидравлического масла. Только после выполнения 20–30 циклов изгиба труб захваченный воздух будет выпущен из гидравлической системы.
Регулярно проверяйте уровень масла (не ниже 2/3) по смотровому стеклу в нижней передней части машины. В случае если уровень низкий - дальнейшая работа недопустима, необходимо долить масло.
НАЛАДКА И РЕГУЛИРОВКА
Установка пресс формы (ролика)
- Нажмите кнопку сгиба трубы и согните гибочный рычаг (17) более чем на 90°. Как показано на рисунке 4.
- Нажмите кнопку зажима основного и вспомогательного приспособлений и переместите ползунок основного приспособления (15) и ползунок вспомогательного приспособления (14) вперед в соответствующее положение.
- Вставьте пресс-форму (2) в ось сердечника формы (7), одновременно зафиксировав гайку (1) и тяговый стержень (18).
- Установите основное приспособление (4) на кронштейн (9) и затяните его, чтобы обеспечить соостность основного приспособления (4) с круглой матрицей (2).
Рис.4 Схема монтажа пресс-формы (ролика) на PBH-50
- Гайка оси сердечника пресс-формы
- Пресс-форма (Ролик)
- Противоскладчатая пресс-форма
- Основное приспособление
- Дорн
- Вспомогательное приспособление
- Ось сердечника пресс-формы
- Основа пресс-формы, предотвращающая образование складок
- Кронштейн основного приспособления
- Вспомогательная толкающая рейка
- Вспомогательный толкающий гидравлический цилиндр
- Регулировочный винт основного крепления
- Регулировочный винт вспомогательного приспособления
- Ползунок вспомогательного приспособления
- Ползунок основного приспособления
- Вспомогательный толкатель
- Гибочный рычаг
- Основной осевой тяговый стержень
Установка вспомогательных приспособлений
- Установите вспомогательное приспособление (6) на толкатель (16) и зафиксируйте его, чтобы обеспечить соосность основного приспособления (6) с круглой матрицей (2).
- Отрегулируйте регулировочный винт основного приспособления (12) и регулировочный винт вспомогательного приспособления (13), чтобы выровнять основное приспособление (4) и вспомогательное приспособление (6) с пресс-формой (2).
- Нажмите кнопку отвода основного приспособления и кнопку отвода вспомогательного приспособления соответственно, отведите основное приспособление и вспомогательное приспособление на определенное расстояние, затем отрегулируйте регулировочный винт основного приспособления (12) и регулировочный винт вспомогательного приспособления (13), поверните по часовой стрелке на 1/4–1/2 оборота.
- Последовательно нажимайте следующие кнопки: отвод основного приспособления, отвод вспомогательного приспособления, отвод вспомогательного толчка и кнопка возврата изогнутой трубы.
- Предварительно зафиксируйте противоскладчатую пресс-форму (3) на основании (8), отрегулируйте положение основания (8) спереди и сзади, убедившись, что передний конец формы находится на расстоянии ±1-3 мм от центра пресс-формы (2). Форма (3) должна соответствовать дуге формы (2).
Установка и регулировка дорна
Рис.5 Установка и регулировка дорна на PBH-50
- Нажмите кнопку стержня сердечника вперед и переместите цилиндр тяги сердечника вперед.
- Соедините дорн со штангой и отрегулируйте гайку регулировки тяги дорна. Дорн должен находится находиться на расстоянии 1–3 мм от центра пресс-формы, а расстояние между дорном и центром пресс-формы можно регулировать вперед и назад в зависимости от условий гибки.
Регулировка скорости включения вспомогательного зажима
Если диаметры круглых штампов различаются, необходимо отрегулировать вспомогательную скорость толчка , чтобы предотвратить столкновение оправки с пресс-формой.
Настройка скорости гибки осуществляется так:
Если фитинги для труб имеют разные размеры изгиба и разную толщину стенок, скорость изгиба необходимо регулировать. Чем больше диаметр, тем медленнее скорость, и чем толще стенка, тем медленнее скорость.
По часовой стрелке — замедление, против часовой стрелки — ускорение.
Рис.6 Настройка скорости гибки на PBH-50
ПОРЯДОК РАБОТЫ
Правила эксплуатации
Оборудование должно эксплуатироваться в режиме односменной работы (не более 8 рабочих часов в сутки). Несоблюдение данного правила эксплуатации является причиной преждевременного износа и выхода оборудования из строя.
Содержите бак гидравлического масла в чистоте и не допускайте попадания в него грязи.
Не допускайте трения гидравлической масляной трубы с изогнутыми рычагами.
После длительного периода работы все гидравлическое масло нагревается. Поэтому гидросистем масла должна быть подключена к системе охлаждения и использовать холодную воду для снижения температуры всей системы.
Принцип работы
Гибка труб на машине производится методом, при котором труба фиксируется и изгибается вокруг формы для создания нужного угла. Для предотвращения образования эллипсности трубы внутри ее в зоне гибки помещается оправка (дорн).
Можно производить гибку без оправки, если не предъявляются высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки трубы к ее диаметру составляет более 0,1.
Ручной режим работы
(Настройки -> Дополнительные параметры -> Параметры устройства -> Ручной изгиб под несколькими углами -> Разрешить, в противном случае можно будет согнуть только 1-й угол)
Нажмите соответствующую сенсорную кнопку, и если соответствующие условия выполнены, произойдет вывод.
Нажмите «зажим»: электромагнитный клапан зажима Y1 и предохранительный клапан Y9 работают (ограничение: вспомогательная тяга должна вернуться в исходное положение)
Включите «Втягивающий электромагнитный клапан»: Втягивающий электромагнитный клапан Y2 работает с предохранительным клапаном Y9 (Ограничение: Нет)
Нажмите «Вспомогательная тяга»: работают электромагнитный клапан вспомогательной тяги Y3 и предохранительный клапан Y9 (ограничение: фактический угол тока должен быть больше 90 градусов/опционально)
Нажмите «Вспомогательный толчок»: электромагнитный клапан Y4 и предохранительный клапан Y9 работают (ограничение: вспомогательный толчок останавливается, когда находится на месте)
Нажмите «Ввести сердечник»: Ввод работы электромагнитного клапана сердечника Y5 и предохранительного клапана Y9 (Ограничение: нет)
Нажатие кнопки «RET SPOOL»: работают как золотниковый электромагнитный клапан Y5, так и предохранительный клапан Y9 (без ограничений).
Нажатие кнопки «Bend Tube»: работают электромагнитный клапан изгиба трубки Y7, вспомогательный электромагнитный клапан Y3 и предохранительный клапан Y9 (ограничение: угол меньше установленного угла)
Нажмите «Ret Bend»: электромагнитный клапан Ret Bend Y8 и предохранительный клапан Y9 работают (условие: вторичный двигатель должен находиться в исходном положении).
Полуавтоматический режим работы
Нажмите кнопку «Полуавтомат», чтобы войти в полуавтоматический режим.
Примечание: Перед изменением других функциональных возможностей и параметров системы система должна находиться в остановленном состоянии!
Проверьте, все ли сигналы в норме, и находится ли механизм устройства в исходном состоянии.
В строке состояния устройства отобразится сообщение «Начните с нажатия на педаль».
Начинается автоматический процесс гибки
Зажим - захват - изгиб трубки - достижение заданного угла - втягивание сердечника - отпускание захвата - вспомогательное отталкивание - взятие трубки - повторное нажатие на педаль - втягивание изгиба - ввод сердечника.
Более подробное описание элементов панели управления и режимов работы приведено в руководстве по эксплуатации.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Общие сведения
Система технического обслуживания определяет порядок, содержание и периодичность осмотра и обслуживания машины в процессе эксплуатации.
К проведению ТО допускаются только следующие сотрудники:
- прошедшие обучение эксплуатации оборудования.
- прошедшие инструктаж по технике безопасности.
Предусматриваются следующие виды технического обслуживания:
- ТО-1 – ежедневное;
- ТО-2 – ежемесячное;
- ТО-3 – ежегодное;
Работы, предусмотренные ТО-1 – ТО-3 охватывают проверку и обслуживание основных механизмов, определяющих надежность работы ножниц, выполнять в соответствие с ГОСТ 18322-76
СТРОГОЕ ВЫПОЛНЕНИЕ ЭТИХ РАБОТ ЯВЛЯЕТСЯ ОБЯЗАТЕЛЬНЫМ
В процессе эксплуатации машины, начиная с ее пуска в эксплуатацию, необходимо вести журнал, в котором должно быть зафиксировано каждое техническое обслуживание с указанием: даты обслуживания, ответственного, проверенных механизмов, выявленных отклонений, работ по устранению отклонений, проверенных регулировок, а также замены деталей, материалов (масла) и т.п.
Отсутствие эксплуатационного журнала, отсутствие смазочного материала в узлах оборудования, указанных в карте смазки, а также невыполнение требований, относящихся к порядку, содержанию и периодичности технического обслуживания - является грубым нарушением, правил эксплуатации, что в свою очередь является основанием для прекращения гарантийных обязательств.
При проведении различных ТО необходимо строго соблюдать указания по мерам безопасности, изложенные в предыдущих разделах.
Работы, предусмотренные ТО-1, ТО-2 и ТО-3, не исключают проведения плановых ремонтных работ, обусловленных «Единой системой ППР».
ТО-1 (проводится ежедневно)
Перед началом работы проверить и убедиться в исправности всех узлов машины и правильности из взаимодействия:
- Провести проверку всех узлов, требующих смазки на предмет наличия смазочного материала в нужном количестве (в случае необходимости произвести внеплановую смазку узла)
- Произвести смазку всех точек машины согласно схеме смазки в соответствии с указанной периодичностью.
- При этом следует учесть, что при загрузке машины более чем в одну смену необходимо сократить периоды смазки кратно количеству рабочих смен (две смены - в два раза; три смены - в три раза).
- Проверить работу сигнальных ламп.
- Проверить надежность и сохранность заземления машины.
- Провести проверку затяжки болтовых и гаечных соединений.
- Визуальный осмотр всех узлов станка
ТО-2 (проводится один раз в месяц)
- Проверить и при необходимости подтянуть крепления всех узлов машины, защитных кожухов, а также гайки фундаментных болтов.
- Проверить характеристики машины (на точность по ГОСТ 15961—80).
- Проверить пульт управления, его крепление, крепление кнопок, переключателей, и сигнальной арматуры на панелях пультов.
- Отключить питание станка, протянуть все детали электрошкафа.
ТО-3 (проводится один раз в год)
- Проверить характеристики машины (на точность по ГОСТ 15961—80), при необходимости регулировать.
- Продуть сжатым воздухом электродвигатель, пульт управления, электрошкаф.
- Проверить крепление всех аппаратов в электрошкафу и состояние их контактов. При необходимости промыть и зачистить контактные поверхности.
ВНИМАНИЕ! В случае выявления неисправностей (не затянутые элементы, повреждение механизмов, повреждение внешнего вида, пр.) эксплуатация оборудования запрещена, до выявления причины и полного устранения неисправности.
По окончанию работ, необходимо тщательно убрать все рабочие узлы станка, близлежащую территорию (в радиусе 1 метра).
МЕРЫ БЕЗОПАСНОСТИ
К работе на машине допускается обслуживающий персонал, ознакомленный с настоящим руководством по эксплуатации и инструкцией по технике безопасности обслуживания машины предприятия-потребителя.
При гибке труб не находитесь в зоне прохождения загибаемого конца трубы, а при возврате гибочного механизма в исходное положение – в зоне между механизмами гибки и поджима.
Во избежание заклинивания оправки в трубе во время гибки, не допускайте чрезмерного выдвижения конца оправки (дорна) за линию начала гибки.
При работе на машине соблюдайте общие правила техники безопасности.
В конструкции машины предусмотрены следующие средства защиты:
- ограждение привода механизма поджима;
- ограждение привода механизма выдергивания дорна;
- кожух груза возврата поджимного желоба;
Не допускайте работу на машине со снятыми и неисправными средствами защиты.
Следите за правильностью регулировки конечных выключателей, предохранительной планки, расположенной на корпусе механизма зажима и гибки. Конечные выключатели должны срабатывать при перемещении планки на 5…7мм. Регулировка осуществляется перемещением корпусов конечных выключателей за счет овальных пазов.
Наладку и смену инструмента производить только при выключенном автоматическом выключателе.
Рабочее место у машины должно быть сухим и не захламленным посторонними предметами.
В случае аварии или обнаружении неисправности при работе необходимо немедленно отключить ее, нажатием на кнопку «Общий стоп» на пульте управления или нажатием на планку предохранителя.
Посторонние предметы не должны находиться на машине. Не допускается пребывание около подвижных частей машины.
Перед началом гибки следует убедиться в том, что:
- дорн выдвинут в переднее положение
- механизм зажима с гибочным сектором и желобом находятся в исходном, для гибки, положении.
Убедившись в указанном, можно производить гибку.
При обслуживании и ремонте электрооборудования строго соблюдать общие электротехнические правила по технике безопасности при обслуживании электрооборудования и электроремонтных работах.
Допускать к работе с электроаппаратурой и проводкой только лиц ремонтной бригады электриков.
Не допускать работы на машине при нечетко работающей аппаратуре управления до устранения неполадок.
После каждого ремонта или разборки производить контрольные операции по проверке безопасности работы на машине.
Всякие работы на машине должны производиться только с ведома и под наблюдением лица:
- принявшего машину в эксплуатацию во время эксплуатации;
- принявшего машину в ремонт во время ремонтных работ.
ВНИМАНИЕ! Во время разжима трубы желоб должен отойти назад, до упора, в исходное положение. Если по какой-либо причине желоб остановился, не доходя до упора (не возвратился в исходное положение), необходимо кнопкой «Общий стоп» остановить машину, устранить причину, затем вернуть желоб вручную, после этого, установив ручной режим, нажатием на кнопку «Назад» продолжить возврат механизма зажима в исходное положение. Во всех случаях нарушения правильной последовательности работы механизмов необходимо остановить машину нажатием на кнопку "Стоп" на пульте управления или нажатием на пластину предохранителя.
ВНИМАНИЕ! Во избежание заклинивания трубы на дорне не допускать чрезмерного выдвижения дорна за линию начала гибки.
Видеобзор на примере PBH-75:
Безналичный расчет — перевод денежных средств на счет.
Стоимость трубогиба PBH-50 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить гидравлическую трубогибочную машину PBH50 можно, связавшись с нами на сайте или по телефону:
+7 (495) 970-76-52.
Безналичный расчет — перевод денежных средств на счет.
Стоимость трубогиба PBH-50 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить гидравлическую трубогибочную машину PBH50 можно, связавшись с нами на сайте или по телефону:
+7 (495) 970-76-52.