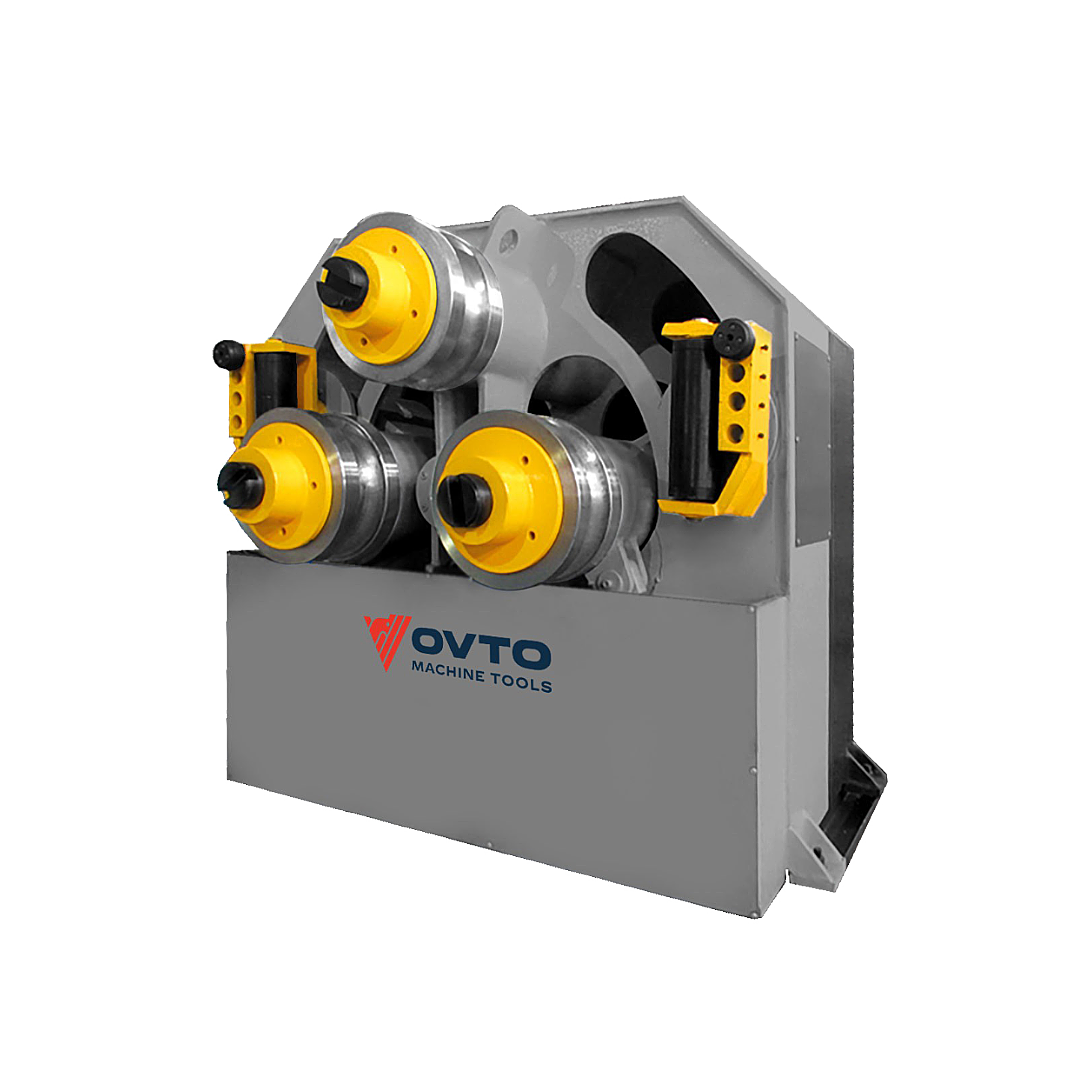
Машина листогибочная трехвалковая асимметричная OVTO SBM2114.01
Электромеханические трехвалковые вальцы SBM2114.01 предназначены для холодной гибки цилиндрических и конических заготовок из листового металла толщиной до 2 мм и длиной 1000 мм с пределом текучести не более 245 Н/мм2. Станок оснащен асимметричными шлифованными валками с шестеренчатым приводом и цифровой индикацией положения, что обеспечивает стабильную форму готовых изделий при сохранении точности по всей длине прокатки. Верхний валок откидной конструкции упрощает съём обечаек, а встроенное устройство аварийной остановки тросового типа обеспечивает дополнительную безопасность при работе.
Сферы применения SBM2114.01
Модель SBM2114.01 эффективна в заготовительных и производственных цехах, при изготовлении обечаек, корпусов, труб и других изделий в котельной промышленности, судостроении, вентиляции и машиностроении. Благодаря возможности гибки конических деталей и высокой повторяемости станок отлично подходит как для единичного, так и для серийного производства.
Преимущества SBM2114.01:
Прокатка листов шириной до 1200 мм и толщиной до 2 мм.
Цифровая система контроля положения боковых валков.
Гибка обечаек малого радиуса — от Ø250 мм.
Возможность гибки конических изделий.
Надёжный редукторный привод и усиленные направляющие.
Удобный пульт управления с ножным управлением.
Простая настройка и техническое обслуживание.
Высокая производительность — до 6 метров гибки в минуту делает SBM2114.01 универсальным решением для всех предприятий, где важны точность, скорость и безопасность гибки.
| Макс. толщина изгибаемого листа, мм | 2 |
| Макс. ширина изгибаемого листа, мм | 1200 |
| Предел текучести материала, Н/мм² | 245 |
| Скорость валка, м/мин | 6.1 |
| Минимальный диаметр гибки, мм | 250 |
| Мощность двигателя главного привода, кВт | 2.2 |
| Диаметр верхнего валка, мм | 120 |
| Диаметр нижнего валка, мм | 120 |
| Габариты (ДxШxВ), мм | 1950x600x1000 |
| Масса, кг | 800 |
Стандартная комплектация:
- Вальцы трехвалковые электромеханические SBM2114.01 в сборе
- Пульт управления с цифровой индикацией положения боковых валков - 1 шт.
Упаковано в ЗИП:
- Болт M16x500 - 4 шт.
- Гайки M16 - 4 шт.
- Ключ от электрического шкафа - 1 шт.
Документация:
- Руководство по эксплуатации
- Паспорт станка
- Комплект паспортов на покупные изделия
Дополнительные опции:
- Приемный стол
- Подающий стол
Стандартная комплектация:
- Вальцы трехвалковые электромеханические SBM2114.01 в сборе
- Пульт управления с цифровой индикацией положения боковых валков - 1 шт.
Упаковано в ЗИП:
- Болт M16x500 - 4 шт.
- Гайки M16 - 4 шт.
- Ключ от электрического шкафа - 1 шт.
Документация:
- Руководство по эксплуатации
- Паспорт станка
- Комплект паспортов на покупные изделия
Дополнительные опции:
- Приемный стол
- Подающий стол
СОСТАВ МАШИНЫ
Машина трёхвалковая листогибочная механическая асимметричная SBM2114.01 - предназначена для гибки листового металла методом холодного проката. Конструкцией машины предусмотрено выполнение операции предварительной гибки.
Машина состоит из станины, ограждений, верхнего нерегулируемого валка, регулируемых бокового и нижнего валка, привода машины, механизма регулировки валков, электрошкафа и выносного пульта управления с цифровой индикацией положения валков.
ОРГАНЫ УПРАВЛЕНИЯ
К органом управления относятся рукоятки, маховики регулировки валков и пульт управления.
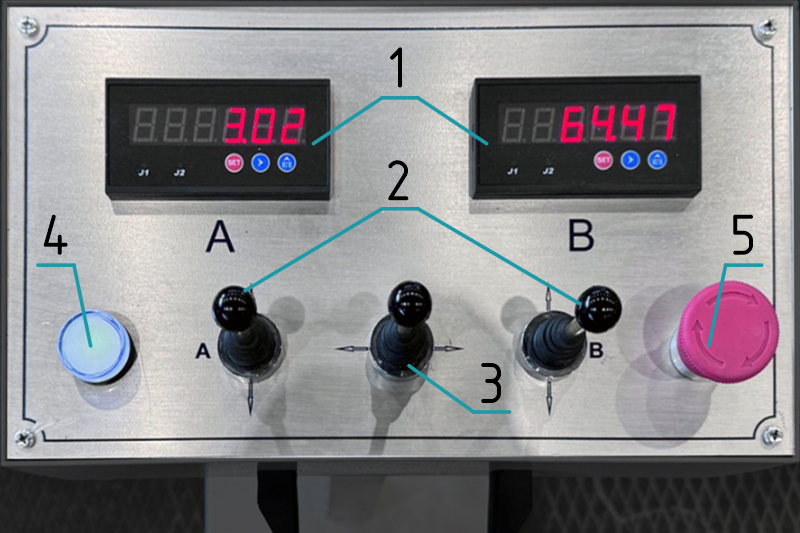
Рис. Пульт управления
1. Цифровые индикаторы положения валков
2. Тумблеры перемещения валков
3. Тумблер управления вращением
4. Индикатор питания
5. Кнопка "Общий стоп"
КИНЕМАТИЧЕСКАЯ СХЕМА
Верхний и нижний валки приводятся в движение двигателем через редуктор, цепь и шестерни. Положение верхнего валка не регулируется. Нижний валок перемещается вертикально. Боковой валок регулируется и перемещается вверх и вниз под углом, удерживая лист, приводится в движение вручную и/или при помощи двигателя.
ПОРЯДОК УСТАНОВКИ
Транспортирование:
Транспортирование машины к месту установки осуществляется при помощи крана либо вилочного погрузчика.
Стальной трос крана должен быть способен поднимать вес более 1050 кг и быть расположен правильно в соответствии с центром тяжести, отмеченным на заводской упаковке/ящике.
Установка:
Точность работы машины зависит от правильности ее установки. Машину следует установить на фундамент и выверить в двух плоскостях при помощи уровней, установленных на поверхности в левой и правой его частях. Отклонение не должно превышать ±0,5/1000 мм.
Расконсервация:
Используйте жидкие растворители, такие как керосин или уайт-спирит, чтобы удалить защитное покрытие и грязь с окрашенной поверхности машины. Не разбирайте подвижные части, пока не очистите всю поверхность.
Подключение к электросети:
Перед подключением машины к трёхфазному источнику переменного тока рекомендуется убедиться, совпадают ли напряжение и фаза с требуемыми для машины.
Подключите источник переменного тока к машине с помощью кабеля питания (3 провода под напряжением и 1 провод - заземляющий). Заземляющий провод должен быть правильно подключён к заземлению. После подключения источника переменного тока вы можете проверить направление вращения двигателя по стрелке на двигателе. При неправильном направлении вращения немедленно остановите двигатель, чтобы избежать его повреждения, исправьте подключение к источнику питания переменного тока, пока направление вращения двигателя не станет правильным.
НАЛАДКА СТАНКА
1. Регулировка нижнего (прижимного) и бокового валка:
- На машине установлен маховик, предназначенный для регулировки нижнего валка для плотного прилегания к материалу.
- Оператор может задать положение бокового валка, как с пульта, так и вручную. Регулировка бокового валка осуществляется при помощи электропривода, активируется с пульта управления, нажатием на соответствующие тумблеры. Также на станине расположен маховик для ручной регулировки.
- Контроль за положением валков осуществляется по цифровым индикаторам, расположенным на пульте управления.
2. Для съема обечайки необходимо выполнить следующее:
- поднять ручку зажима
- сдвинуть ручку опорного рычага вправо, снять готовое изделие с валка.
ПОРЯДОК РАБОТЫ
Перед началом работ необходимо убедиться:
- в правильном подключении машины к сети, заземление должно быть подведено;
- в надлежащей смазке всех требуемых узлов (см. пункт Смазка станка).
- Длина листа - длина является первым фактором, определяющим форму обечайки заданного диаметра. Чтобы рассчитать максимальную длину необходимого материала, используйте формулу “C=π x ID” (C это окружность; π=3.1416; ID внутренний диаметр обечайки). Пример: внутренний диаметр обечайки ID = 200 мм, оператору необходимо подготовить материал длиной около 628,32 мм.
- Отрежьте несколько кусков металлического листа нужной длины для тестирования методом прокатки. В зависимости от результатов тестирования лист может потребоваться удлинить или укоротить.
- Опустите нижний валок, отрегулировав его с помощью маховика, чтобы между верхним и нижним валками образовалось достаточно места для заготовки, подаваемой оператором. Затем поднимите нижний валок с помощью маховика, чтобы он прижал лист с нужным усилием.
- Установите боковой валок на ту же высоту, что и нижний, чтобы лист мог пройти.
- Включите питание, чтобы сдвинуть лист вперед и обеспечить его прохождение через верхний валок.
- Убедитесь, что между верхним и нижним валками нет листов.
- Подайте первый лист, чтобы согнуть край листа в соответствии с заданным углом/дугой, чтобы завершить предварительное сгибание первого листа. Запомните/запишите текущее положение валков.
Примечание: По собственному опыту рекомендуется подготовить шаблон с желаемой круглой дугой, вырезанный из бумаги или картона, для проверки дуги перед сгибанием. - Снимите Лист, который был предварительно согнут, и подайте его на верхний и нижний валки, поворачивая их вокруг переднего конца листа, предварительно согнутого.
- Предварительно согните передний край листа, повторив операции с 3 по 7. Такой же цели легко достичь, используя то же положение верхнего валка.
- Опустите боковой валок сразу после предварительной гибки переднего края. И дважды проверьте, соответствует ли предварительная гибка желаемому результату.
- Шаг за шагом поднимайте боковой валок, когда верхний и нижний валки формируют круг из материала между передним и задним краями.
- Если пробный образец имеет недостаточную длину или неподходящий диаметр после обработки, то необходимо изготовить дополнительные образцы. Тысячи идентичных деталей могут быть точно воспроизведены после правильной настройки вальцев.
- После пробного запуска нескольких изделий внесите необходимые изменения и выполните формовку, чтобы зафиксировать результаты для серийного производства.
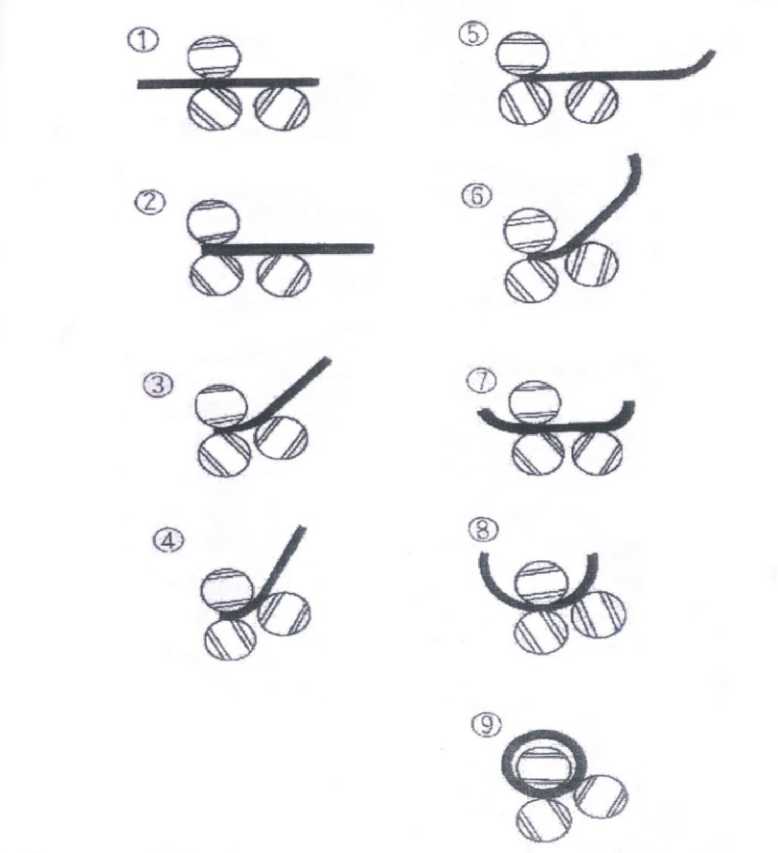
Рис. Этапы технологического процесса
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
- Индикатор питания активен, машина не запускается/не реагирует на нажатие на пусковую педаль.
В этом случае отключите аварийный выключатель на пульте управления. - Индикатор питания не активен.
В этом случае проверьте, включен ли главный выключатель, если да - следует заменить автоматический выключатель в электрошкафу управления, предварительно обесточив машину. - Индикаторы горят, шпиндель вращается, но двигатель не работает.
Ослаб контакт, либо повреждён соединительный провод. Обесточте машину и проверьте.
СМАЗКА СТАНКА
Смазка оборудования производится следующим образом:
- Направляющие скольжения кистью, тип смазки ЦИАТИМ-203, смазка производится один раз в смену.
- Подшипники опор валков, шприцевание тонкой иглой жидкой смазкой, тип смазки И-40А, смазка производится один раз в смену.
- Шприцевание редукторов производится через тавотницы, тип смазки ЦИАТИМ-203, производится каждые 3 месяца со снятием защитных ограждений.
- Винты перемещения кистью, тип смазки ЦИАТИМ-203, смазка производится каждые 3 месяца со снятием защитных ограждений.
- Шестерни и цепь привода кистью, тип смазки ЦИАТИМ-203, смазка производится каждые 3 месяца со снятием защитных ограждений.
Отсутствие смазочного материала в узлах оборудования, указанных в карте смазки, является грубым нарушением правил эксплуатации, что в свою очередь является основанием для прекращения гарантийных обязательств.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Система технического обслуживания определяет порядок, содержание и периодичность осмотра и обслуживания оборудования в процессе эксплуатации.
К проведению ТО допускаются только следующие сотрудники:
- прошедшие обучение эксплуатации оборудования;
- прошедшие инструктаж по технике безопасности.
Предусматриваются следующие виды технического обслуживания:
ТО-1 – ежедневное;
ТО-2 – ежемесячное;
ТО-3 – ежегодное;
Работы, предусмотренные ТО-1 – ТО-3 охватывают проверку и обслуживание основных механизмов, определяющих надежность работы оборудования, выполнять в соответствие с ГОСТ 18322-76. СТРОГОЕ ВЫПОЛНЕНИЕ ЭТИХ РАБОТ ЯВЛЯЕТСЯ ОБЯЗАТЕЛЬНЫМ:
ТО-1 (проводится ежедневно):
Перед началом работы проверить и убедиться в исправности всех узлов оборудования и правильности из взаимодействия:
- Провести проверку всех узлов, требующих смазки на предмет наличия смазочного материала в нужном количестве (в случае необходимости произвести смазку узла).
- Произвести смазку всех точек оборудования в соответствии с указанной периодичностью.
- Проверить сигнальную арматуру и прочие элементы электрошкафа и пульта управления (при их наличии).
- Проверить надежность и сохранность заземления оборудования.
- Провести проверку затяжки болтовых и гаечных соединений, при необходимости произвести подтяжку.
- Визуальный осмотр всех узлов оборудования.
В случае выявления неисправностей эксплуатация оборудования запрещена до выявления причины и полного устранения неисправности.
По окончанию работ необходимо провести тщательную уборку рабочего места в радиусе 1 метра и очистить все рабочие узлы оборудования.
ТО-2 (проводится один раз в месяц):
- Проверить и при необходимости подтянуть крепления всех узлов оборудования, защитных кожухов, а также гайки фундаментных болтов.
- Проверить натяжение клиновых ремней. Стрела прогиба ремня под нагрузкой 80 Н не должна превышать 10 мм. При выходе из строя одного ремня необходимо менять весь комплект. Комплектовать новые ремни с бывшими в употреблении недопустимо.
- Проверить характеристики оборудования.
- Проверить пульт управления, его крепление, крепление кнопок, переключателей, и сигнальной арматуры на панелях пультов.
- Отключить питание оборудования, протянуть все детали электрошкафа.
ТО-3 (проводится один раз в год):
- Проверить характеристики оборудования на точность согласно ГОСТ, при необходимости - отрегулировать.
- Продуть сжатым воздухом электродвигатель, пульт управления, электрошкаф.
- Проверить крепление всех аппаратов в электрошкафу и состояние их контактов. При необходимости промыть и зачистить контактные поверхности.
В процессе эксплуатации оборудования, начиная с его пуска в эксплуатацию, необходимо вести журнал, в котором должно быть зафиксировано каждое техническое обслуживание с указанием: даты обслуживания, ответственного, проверенных механизмов, выявленных отклонений, работ по устранению отклонений, проверенных регулировок, а также замены деталей, материалов (масла) и т.п.
При загрузке оборудования более чем в одну смену, сократить межинтервальные периоды обслуживания в части смазки кратно рабочим сменам за сутки за соответствующий период ТО, за исключением узлов, которые смазываются ежесменно и смазка которых производится в режиме цикла.
Работы, предусмотренные ТО-1 и ТО-3, не исключают проведения плановых ремонтных работ, обусловленных «Единой системой ППР».
При проведении различных ТО строго соблюдать указания по мерам безопасности, изложенные в предыдущих разделах.
МЕРЫ БЕЗОПАСНОСТИ
ПРЕДУПРЕЖДЕНИЕ: НЕСОБЛЮДЕНИЕ ЭТИХ ПРАВИЛ МОЖЕТ ПРИВЕСТИ К СЕРЬЕЗНЫМ ТРАВМАМ.
Существуют определенные опасности, связанные с эксплуатацией и использованием машины.
Эта машина была спроектирована и изготовлена для обработки металлических листов. Использование данной машины не по назначению, применение инструмента и оснастки не рассчитанных на работу с данной машиной может привести к серьезным травмам.
- Подробно изучите руководство по эксплуатации, поставляемое с машиной.
- Используйте средства индивидуальной защиты. Запрещена работа в одежде или украшениях, которые могут зацепиться за движущиеся части.
- Рекомендуется использовать перчатки и обувь на резиновой подошве.
- Следите за тем, чтобы во время работы защитные ограждения всегда были установлены.
- Не используйте машину в сырых местах и помещениях с повышенной влажностью.
- Никогда не оставляйте машину включенной без присмотра. Машина должна быть обязательно выключена, когда она не работает, либо при отсутствии оператора на рабочем месте.
- При проведениии планового ТО, замене принадлежностей и ремонте машину обязательно следует обесточить.
- Машина должна быть прочно смонтирована согласно требованиям, изложенным в руководстве по эксплуатации.
- Для обеспечения безопасности до начала работ необходимо убедиться в правильной настройке машины и надлежайшей смазке всех узлов.
- Будьте бдительны. Следите за тем, что вы делаете. Держите руки в поле зрения и подальше от всех движущихся частей машины.
- Запрещено нахождение посторонних, в т.ч. детей в рабочей зоне. Не позволяйте им прикасаться к машине, инструменту или кабелям подключения.
Общие меры предосторожности по электрооборудованию:
- Машина должна быть подключена в соответствии с нормами и указаниями, представленными в руководстве по эксплуатации.
- Машина должна быть заземлена, чтобы защитить пользователя от поражения электрическим током.
- Работу по подключению должен выполнять квалифицированный электрик.
СОСТАВ МАШИНЫ
Машина трёхвалковая листогибочная механическая асимметричная SBM2114.01 - предназначена для гибки листового металла методом холодного проката. Конструкцией машины предусмотрено выполнение операции предварительной гибки.
Машина состоит из станины, ограждений, верхнего нерегулируемого валка, регулируемых бокового и нижнего валка, привода машины, механизма регулировки валков, электрошкафа и выносного пульта управления с цифровой индикацией положения валков.
ОРГАНЫ УПРАВЛЕНИЯ
К органом управления относятся рукоятки, маховики регулировки валков и пульт управления.
Рис. Пульт управления
1. Цифровые индикаторы положения валков
2. Тумблеры перемещения валков
3. Тумблер управления вращением
4. Индикатор питания
5. Кнопка "Общий стоп"
КИНЕМАТИЧЕСКАЯ СХЕМА
Верхний и нижний валки приводятся в движение двигателем через редуктор, цепь и шестерни. Положение верхнего валка не регулируется. Нижний валок перемещается вертикально. Боковой валок регулируется и перемещается вверх и вниз под углом, удерживая лист, приводится в движение вручную и/или при помощи двигателя.
ПОРЯДОК УСТАНОВКИ
Транспортирование:
Транспортирование машины к месту установки осуществляется при помощи крана либо вилочного погрузчика.
Стальной трос крана должен быть способен поднимать вес более 1050 кг и быть расположен правильно в соответствии с центром тяжести, отмеченным на заводской упаковке/ящике.
Установка:
Точность работы машины зависит от правильности ее установки. Машину следует установить на фундамент и выверить в двух плоскостях при помощи уровней, установленных на поверхности в левой и правой его частях. Отклонение не должно превышать ±0,5/1000 мм.
Расконсервация:
Используйте жидкие растворители, такие как керосин или уайт-спирит, чтобы удалить защитное покрытие и грязь с окрашенной поверхности машины. Не разбирайте подвижные части, пока не очистите всю поверхность.
Подключение к электросети:
Перед подключением машины к трёхфазному источнику переменного тока рекомендуется убедиться, совпадают ли напряжение и фаза с требуемыми для машины.
Подключите источник переменного тока к машине с помощью кабеля питания (3 провода под напряжением и 1 провод - заземляющий). Заземляющий провод должен быть правильно подключён к заземлению. После подключения источника переменного тока вы можете проверить направление вращения двигателя по стрелке на двигателе. При неправильном направлении вращения немедленно остановите двигатель, чтобы избежать его повреждения, исправьте подключение к источнику питания переменного тока, пока направление вращения двигателя не станет правильным.
НАЛАДКА СТАНКА
1. Регулировка нижнего (прижимного) и бокового валка:
- На машине установлен маховик, предназначенный для регулировки нижнего валка для плотного прилегания к материалу.
- Оператор может задать положение бокового валка, как с пульта, так и вручную. Регулировка бокового валка осуществляется при помощи электропривода, активируется с пульта управления, нажатием на соответствующие тумблеры. Также на станине расположен маховик для ручной регулировки.
- Контроль за положением валков осуществляется по цифровым индикаторам, расположенным на пульте управления.
2. Для съема обечайки необходимо выполнить следующее:
- поднять ручку зажима
- сдвинуть ручку опорного рычага вправо, снять готовое изделие с валка.
ПОРЯДОК РАБОТЫ
Перед началом работ необходимо убедиться:
- в правильном подключении машины к сети, заземление должно быть подведено;
- в надлежащей смазке всех требуемых узлов (см. пункт Смазка станка).
- Длина листа - длина является первым фактором, определяющим форму обечайки заданного диаметра. Чтобы рассчитать максимальную длину необходимого материала, используйте формулу “C=π x ID” (C это окружность; π=3.1416; ID внутренний диаметр обечайки). Пример: внутренний диаметр обечайки ID = 200 мм, оператору необходимо подготовить материал длиной около 628,32 мм.
- Отрежьте несколько кусков металлического листа нужной длины для тестирования методом прокатки. В зависимости от результатов тестирования лист может потребоваться удлинить или укоротить.
- Опустите нижний валок, отрегулировав его с помощью маховика, чтобы между верхним и нижним валками образовалось достаточно места для заготовки, подаваемой оператором. Затем поднимите нижний валок с помощью маховика, чтобы он прижал лист с нужным усилием.
- Установите боковой валок на ту же высоту, что и нижний, чтобы лист мог пройти.
- Включите питание, чтобы сдвинуть лист вперед и обеспечить его прохождение через верхний валок.
- Убедитесь, что между верхним и нижним валками нет листов.
- Подайте первый лист, чтобы согнуть край листа в соответствии с заданным углом/дугой, чтобы завершить предварительное сгибание первого листа. Запомните/запишите текущее положение валков.
Примечание: По собственному опыту рекомендуется подготовить шаблон с желаемой круглой дугой, вырезанный из бумаги или картона, для проверки дуги перед сгибанием. - Снимите Лист, который был предварительно согнут, и подайте его на верхний и нижний валки, поворачивая их вокруг переднего конца листа, предварительно согнутого.
- Предварительно согните передний край листа, повторив операции с 3 по 7. Такой же цели легко достичь, используя то же положение верхнего валка.
- Опустите боковой валок сразу после предварительной гибки переднего края. И дважды проверьте, соответствует ли предварительная гибка желаемому результату.
- Шаг за шагом поднимайте боковой валок, когда верхний и нижний валки формируют круг из материала между передним и задним краями.
- Если пробный образец имеет недостаточную длину или неподходящий диаметр после обработки, то необходимо изготовить дополнительные образцы. Тысячи идентичных деталей могут быть точно воспроизведены после правильной настройки вальцев.
- После пробного запуска нескольких изделий внесите необходимые изменения и выполните формовку, чтобы зафиксировать результаты для серийного производства.
Рис. Этапы технологического процесса
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
- Индикатор питания активен, машина не запускается/не реагирует на нажатие на пусковую педаль.
В этом случае отключите аварийный выключатель на пульте управления. - Индикатор питания не активен.
В этом случае проверьте, включен ли главный выключатель, если да - следует заменить автоматический выключатель в электрошкафу управления, предварительно обесточив машину. - Индикаторы горят, шпиндель вращается, но двигатель не работает.
Ослаб контакт, либо повреждён соединительный провод. Обесточте машину и проверьте.
СМАЗКА СТАНКА
Смазка оборудования производится следующим образом:
- Направляющие скольжения кистью, тип смазки ЦИАТИМ-203, смазка производится один раз в смену.
- Подшипники опор валков, шприцевание тонкой иглой жидкой смазкой, тип смазки И-40А, смазка производится один раз в смену.
- Шприцевание редукторов производится через тавотницы, тип смазки ЦИАТИМ-203, производится каждые 3 месяца со снятием защитных ограждений.
- Винты перемещения кистью, тип смазки ЦИАТИМ-203, смазка производится каждые 3 месяца со снятием защитных ограждений.
- Шестерни и цепь привода кистью, тип смазки ЦИАТИМ-203, смазка производится каждые 3 месяца со снятием защитных ограждений.
Отсутствие смазочного материала в узлах оборудования, указанных в карте смазки, является грубым нарушением правил эксплуатации, что в свою очередь является основанием для прекращения гарантийных обязательств.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Система технического обслуживания определяет порядок, содержание и периодичность осмотра и обслуживания оборудования в процессе эксплуатации.
К проведению ТО допускаются только следующие сотрудники:
- прошедшие обучение эксплуатации оборудования;
- прошедшие инструктаж по технике безопасности.
Предусматриваются следующие виды технического обслуживания:
ТО-1 – ежедневное;
ТО-2 – ежемесячное;
ТО-3 – ежегодное;
Работы, предусмотренные ТО-1 – ТО-3 охватывают проверку и обслуживание основных механизмов, определяющих надежность работы оборудования, выполнять в соответствие с ГОСТ 18322-76. СТРОГОЕ ВЫПОЛНЕНИЕ ЭТИХ РАБОТ ЯВЛЯЕТСЯ ОБЯЗАТЕЛЬНЫМ:
ТО-1 (проводится ежедневно):
Перед началом работы проверить и убедиться в исправности всех узлов оборудования и правильности из взаимодействия:
- Провести проверку всех узлов, требующих смазки на предмет наличия смазочного материала в нужном количестве (в случае необходимости произвести смазку узла).
- Произвести смазку всех точек оборудования в соответствии с указанной периодичностью.
- Проверить сигнальную арматуру и прочие элементы электрошкафа и пульта управления (при их наличии).
- Проверить надежность и сохранность заземления оборудования.
- Провести проверку затяжки болтовых и гаечных соединений, при необходимости произвести подтяжку.
- Визуальный осмотр всех узлов оборудования.
В случае выявления неисправностей эксплуатация оборудования запрещена до выявления причины и полного устранения неисправности.
По окончанию работ необходимо провести тщательную уборку рабочего места в радиусе 1 метра и очистить все рабочие узлы оборудования.
ТО-2 (проводится один раз в месяц):
- Проверить и при необходимости подтянуть крепления всех узлов оборудования, защитных кожухов, а также гайки фундаментных болтов.
- Проверить натяжение клиновых ремней. Стрела прогиба ремня под нагрузкой 80 Н не должна превышать 10 мм. При выходе из строя одного ремня необходимо менять весь комплект. Комплектовать новые ремни с бывшими в употреблении недопустимо.
- Проверить характеристики оборудования.
- Проверить пульт управления, его крепление, крепление кнопок, переключателей, и сигнальной арматуры на панелях пультов.
- Отключить питание оборудования, протянуть все детали электрошкафа.
ТО-3 (проводится один раз в год):
- Проверить характеристики оборудования на точность согласно ГОСТ, при необходимости - отрегулировать.
- Продуть сжатым воздухом электродвигатель, пульт управления, электрошкаф.
- Проверить крепление всех аппаратов в электрошкафу и состояние их контактов. При необходимости промыть и зачистить контактные поверхности.
В процессе эксплуатации оборудования, начиная с его пуска в эксплуатацию, необходимо вести журнал, в котором должно быть зафиксировано каждое техническое обслуживание с указанием: даты обслуживания, ответственного, проверенных механизмов, выявленных отклонений, работ по устранению отклонений, проверенных регулировок, а также замены деталей, материалов (масла) и т.п.
При загрузке оборудования более чем в одну смену, сократить межинтервальные периоды обслуживания в части смазки кратно рабочим сменам за сутки за соответствующий период ТО, за исключением узлов, которые смазываются ежесменно и смазка которых производится в режиме цикла.
Работы, предусмотренные ТО-1 и ТО-3, не исключают проведения плановых ремонтных работ, обусловленных «Единой системой ППР».
При проведении различных ТО строго соблюдать указания по мерам безопасности, изложенные в предыдущих разделах.
МЕРЫ БЕЗОПАСНОСТИ
ПРЕДУПРЕЖДЕНИЕ: НЕСОБЛЮДЕНИЕ ЭТИХ ПРАВИЛ МОЖЕТ ПРИВЕСТИ К СЕРЬЕЗНЫМ ТРАВМАМ.
Существуют определенные опасности, связанные с эксплуатацией и использованием машины.
Эта машина была спроектирована и изготовлена для обработки металлических листов. Использование данной машины не по назначению, применение инструмента и оснастки не рассчитанных на работу с данной машиной может привести к серьезным травмам.
- Подробно изучите руководство по эксплуатации, поставляемое с машиной.
- Используйте средства индивидуальной защиты. Запрещена работа в одежде или украшениях, которые могут зацепиться за движущиеся части.
- Рекомендуется использовать перчатки и обувь на резиновой подошве.
- Следите за тем, чтобы во время работы защитные ограждения всегда были установлены.
- Не используйте машину в сырых местах и помещениях с повышенной влажностью.
- Никогда не оставляйте машину включенной без присмотра. Машина должна быть обязательно выключена, когда она не работает, либо при отсутствии оператора на рабочем месте.
- При проведениии планового ТО, замене принадлежностей и ремонте машину обязательно следует обесточить.
- Машина должна быть прочно смонтирована согласно требованиям, изложенным в руководстве по эксплуатации.
- Для обеспечения безопасности до начала работ необходимо убедиться в правильной настройке машины и надлежайшей смазке всех узлов.
- Будьте бдительны. Следите за тем, что вы делаете. Держите руки в поле зрения и подальше от всех движущихся частей машины.
- Запрещено нахождение посторонних, в т.ч. детей в рабочей зоне. Не позволяйте им прикасаться к машине, инструменту или кабелям подключения.
Общие меры предосторожности по электрооборудованию:
- Машина должна быть подключена в соответствии с нормами и указаниями, представленными в руководстве по эксплуатации.
- Машина должна быть заземлена, чтобы защитить пользователя от поражения электрическим током.
- Работу по подключению должен выполнять квалифицированный электрик.
Безналичный расчет — перевод денежных средств на счет.
Стоимость вальцов асимметричных SBM2114.01 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить листогибочную трехвалковую машину SBM2114.01 можно, связавшись с нами на сайте или по телефону +7 (495) 970-76-52.
Безналичный расчет — перевод денежных средств на счет.
Стоимость вальцов асимметричных SBM2114.01 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить листогибочную трехвалковую машину SBM2114.01 можно, связавшись с нами на сайте или по телефону +7 (495) 970-76-52.