






Полуавтоматическое абразивно-отрезное оборудование предназначено для разрезки абразивным кругом черных металлов различных профилей в автоматическом режиме, как под прямым углом, так и под любым другим углом до 450 к оси заготовки путем поворота шпиндельной головки в горизонтальной плоскости. Разрезка под прямым углом производится по упору, под углом, отличным от 900 - по разметке без упора.
Станок найдет применение в заготовительных цехах и участках заводов, связанных с обработкой металла, а также ремонтных мастерских.
Разрезка материалов различной твердости абразивными и алмазными кругами является наиболее экономичной из всех существующих способов.
Абразивная разрезка стальных нержавеющих труб в 3..6 раз дешевле разрезки другими методами.
Отрезка прутка диаметром Ø 60 мм из стали 45 абразивным кругом осуществляется за 6 с, а дисковой пилой за 2 мин.
Производительность разрезки заготовок абразивными кругами:
- из углеродистых и конструкционных сталей — 4 см²/с
- быстрорежущих сталей — 2 см²/с
- нержавеющей стали — 0,5 см²/с
При этом методе разрезки обеспечивается поверхность, не нуждающаяся в последующей обработке.
Отклонение от перпендикулярности плоскости среза обычно не превышает 0,05 мм, а высота микронеровностей при оптимальной зернистости круга и режиме отрезки составляет 0,002 мм.
Ширина реза при данном методе разрезки является минимальной и не превышает 4—5 мм.
Данный метод особенно эффективно применять для разрезки труднообрабатываемых материалов: стекла, керамики, твердого сплава, полупроводников, фарфора, огнеупорного кирпича, мрамора, гранита, кварца, вольфрама и других материалов.
| Максимальный диаметр абразивного круга, мм | до 400 |
| Максимальный диаметр заготовки, мм | 100 |
| Максимальные размеры разрезаемого прутка под углом 90°, мм | 60 |
| Максимальные размеры разрезаемого квадрат под углом 90°, мм | 60x60 |
| Максимальные размеры разрезаемой трубы под углом 90°, мм | 100 |
| Максимальные размеры разрезаемого уголка под углом 90°, мм | 90x90x9 |
| Максимальные размеры разрезаемого швеллера под углом 90°, мм | №10 |
| Максимальные размеры разрезаемого прутка под углом 45°, мм | 40 |
| Максимальные размеры разрезаемого квадрата под углом 45°, мм | 40x40 |
| Максимальные размеры разрезаемой трубы под углом 45°, мм | 60 |
| Максимальные размеры разрезаемого уголка под углом 45°, мм | 63x63x6 |
| Максимальные размеры разрезаемого швеллера под углом 45°, мм | №6, №5 |
| Наименьшая длиназаготовки, отрезаемой по заднему упору, мм | 25 |
| Максимальная длина заготовки, отрезаемой по заднему упору, мм | 500 |
| Наибольшая длина устанавливаемой заготовки, мм | 6000 |
| Минимальный крутящий момент на шпинделе, Нм | 22 |
| Начальная скорость резания, м/с | 50, 63, 80, 100 |
| Частота вращения шпинделя при скорости резания 50м/с | 2389 |
| Частота вращения шпинделя при скорости резания 63м/с | 3010 |
| Частота вращения шпинделя при скорости резания 80м/с | 3822 |
| Частота вращения шпинделя при скорости резания 100м/с | 4777 |
| Наибольшая скорость подачи отрезного круга, мм/мин | 2600 |
| Скорость отвода отрезного круга в исходное положение, мм/мин | 3000 |
| Наименьшая скорость подачи отрезного круга, мм/мин | 50 |
| Тип регулирования скорости рабочей подачи отрезного круга | бесступенчатый |
| Управление подачей | гидравлическое |
| Емкость бака гидростанции, л | 40 |
| Способ зажима заготовки | гидравлический |
| Наибольший угол поворота шпиндельной головки в горизонтальной плоскости от исходного положения при переналадке станка | 45 |
| Производительность гидронасоса, л/мин | 6 |
| Номинальное рабочее давление, МПа | 1,8 |
| Габариты (ДxШxВ), мм | 1800х1910х1810 |
| Масса, кг | 1230 |
Наименование | Кол-во | Примечание |
Станок ACM-100A в сборе | 1 |
|
| ВХОДЯТ В КОМПЛЕКТ И СТОИМОСТЬ СТАНКА | ||
Сменные части | ||
Призма | 2 | Установлены на станке |
Шкив | 1 | Для круга ф400мм, V=50 м/с, установлен на станке |
Шкив | 1 | Для круга ф400мм, V=80 м/с, |
Шкив | 1 | Установлен на станке |
Инструмент | ||
Круг 400х4х32 14А | 1 | Установлен на станке |
Ключ | 1 | К замку э/шкафа |
Ключ ГОСТ 2839-80 7811-0045 | 1 |
|
Принадлежности | ||
Рукоятка | 1 |
|
Подставка | 1 |
|
Съемник | 1 |
|
Документация | ||
Руководство по эксплуатации | 1 |
|
Комплект паспортов на покупные изделия | 1 |
|
| Может быть поставлено за дополнительную плату | ||
Сменные части | ||
Призма | 2 |
|
Призма | 2 |
|
Призма | 2 |
|
Шкив | 1 | Для круга ф300мм, V=50 м/с |
Шкив | 1 | Для круга ф300мм, V=63 м/с |
Принадлежности | ||
Агрегат пылеотсасывающий | 1 |
|
Хомутик | 1 |
|
Дополнительная комплектация:
Механизм автоматической подачи заготовки
Механизм предназначен для подачи заготовки в зону резания в автоматическом режиме.
Работает от системы управления станка, размер отрезаемой детали задается оператором при настройке.
Механизм оснащен датчиком наличия заготовки, при отсутствии заготовки станок автоматически останавливает работу.
Заготовка устанавливается на механизм с помощью грузо-подъемного механизма (предусмотреть возможность установки накопителя и податчика прутка в механизм подачи).
Зажим заготовки с помощью пневмо-цилиндров. Подача осуществляется с помощью серво-двигателя.
- Точность позиционирования 0,1 мм.
- Обрабатываемый материал: сталь
- Диаметр заготовки: от 10 до 100 мм.
- Длина заготовки: не более 3000 мм
Наименование | Кол-во | Примечание |
Станок ACM-100A в сборе | 1 |
|
| ВХОДЯТ В КОМПЛЕКТ И СТОИМОСТЬ СТАНКА | ||
Сменные части | ||
Призма | 2 | Установлены на станке |
Шкив | 1 | Для круга ф400мм, V=50 м/с, установлен на станке |
Шкив | 1 | Для круга ф400мм, V=80 м/с, |
Шкив | 1 | Установлен на станке |
Инструмент | ||
Круг 400х4х32 14А | 1 | Установлен на станке |
Ключ | 1 | К замку э/шкафа |
Ключ ГОСТ 2839-80 7811-0045 | 1 |
|
Принадлежности | ||
Рукоятка | 1 |
|
Подставка | 1 |
|
Съемник | 1 |
|
Документация | ||
Руководство по эксплуатации | 1 |
|
Комплект паспортов на покупные изделия | 1 |
|
| Может быть поставлено за дополнительную плату | ||
Сменные части | ||
Призма | 2 |
|
Призма | 2 |
|
Призма | 2 |
|
Шкив | 1 | Для круга ф300мм, V=50 м/с |
Шкив | 1 | Для круга ф300мм, V=63 м/с |
Принадлежности | ||
Агрегат пылеотсасывающий | 1 |
|
Хомутик | 1 |
|
Дополнительная комплектация:
Механизм автоматической подачи заготовки
Механизм предназначен для подачи заготовки в зону резания в автоматическом режиме.
Работает от системы управления станка, размер отрезаемой детали задается оператором при настройке.
Механизм оснащен датчиком наличия заготовки, при отсутствии заготовки станок автоматически останавливает работу.
Заготовка устанавливается на механизм с помощью грузо-подъемного механизма (предусмотреть возможность установки накопителя и податчика прутка в механизм подачи).
Зажим заготовки с помощью пневмо-цилиндров. Подача осуществляется с помощью серво-двигателя.
- Точность позиционирования 0,1 мм.
- Обрабатываемый материал: сталь
- Диаметр заготовки: от 10 до 100 мм.
- Длина заготовки: не более 3000 мм
УСТРОЙСТВО СТАНКА
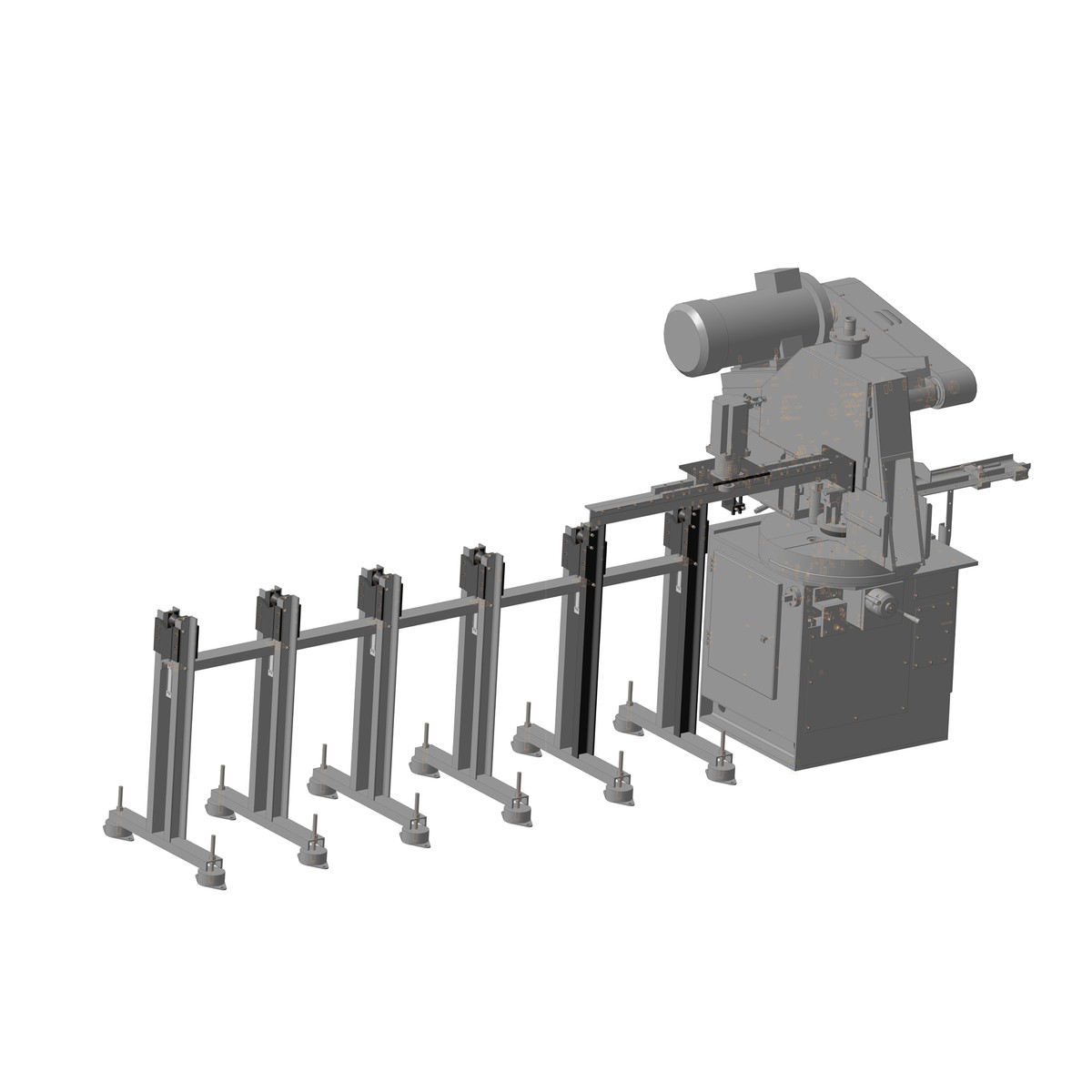
Общий вид с обозначениями составных частей станка приведен на рис.1.
Перечень составных частей станка приведен в табл.1

Рис.1.Общий вид станка и его составных частей
Таблица 1
Поз. на рис.1 | Наименование | Обозначение |
1 | Станина | ACM-100.10.000 |
2 | Редуктор поворота | ACM-100.11.000 |
3 | Ограждение | ACM-100.12.000 |
4 | Кожух | ACM-100.13.000 |
5 | Головка шпиндельная | ACM-100.20.000 |
6 | Шпиндель | ACM-100.21.000 |
7 | Цилиндр подачи | ACM-100.52.000 |
8 | Гидросистема | ACM-100.56.000 |
9 | Подставка | ACM-100.70.000 |
10 | Панель управления | ACM-100.86.000 |
11 | Пульт управления | ACM-100.88.000 |
Общий вид станка с обозначением органов управления приведен на рис.2
Перечень органов управления приведен в табл. 2
Таблица 2
Поз. на рис. 2 | Органы управления и их назначение |
1 | Рукоятки регулировки высоты подставки |
2 | Рукоятка поворота шпиндельной головки на рез под углом |
3 | Рукоятка стопорения стола |
4 | Рукоятка настройки упора по длине |
5 | Дроссель настройки величины подачи |

Рис.2.Расположение органов управления на станке
Разрезка заготовок на станке осуществляется подачей вращающегося отрезного круга на заготовку, зажатую в призмах станка.
Работа станка состоит из следующих переходов:
- установка заготовки;
- продвижение заготовки до упора;
- зажим заготовки;
- подача отрезного круга на заготовку;
- возврат отрезного круга в исходное положение;
- разжим заготовки.
В связи с простой кинематической схемы описание ее не приводится.
В табл. 3 приведен перечень элементов к схеме кинематической принципиальной.

Рис.3.Схема кинематическая принципиальная
1 - шпиндель; 2 - шкив; 3 - шкивы сменные; 4 - червяк;
5 - червячное колесо; 6 - ведомая шестерня; 7 - зубчатый сектор.
Перечень элементов к схеме кинематической принципиальной
Таблица 3
Куда входит | Поз.на рис.3 | Диаметр шкивов, мм |
Шпиндель, Шкив | 1, 2 | 112 |
Электродвигатель: для круга ϕ400ммV=50м/c то же V=63м/c " V=80м/c " V=100м/c для круга ϕ300ммV=50м/c то же V=63м/c " V=80м/c " V=100м/c | 3 |
89 115 146 183 119 153 195 243 |
Редуктор поворота: червяк червячное колесо ведомая шестерня |
4 5 6 |
- - - |
Станина: зубчатый сектор |
7 |
- |
Описание конструкции основных узлов станка.
Станина (рис.4)
На неподвижном корпусе гидроцилиндра 5 установлен поворотный корпус 4 с кронштейном для установки шпиндельной головки. Осью поворота корпуса 4 является гидроцилиндр 5, который через коромысло 10. планки 11, тяги 9 связан с зажимными планками 7.
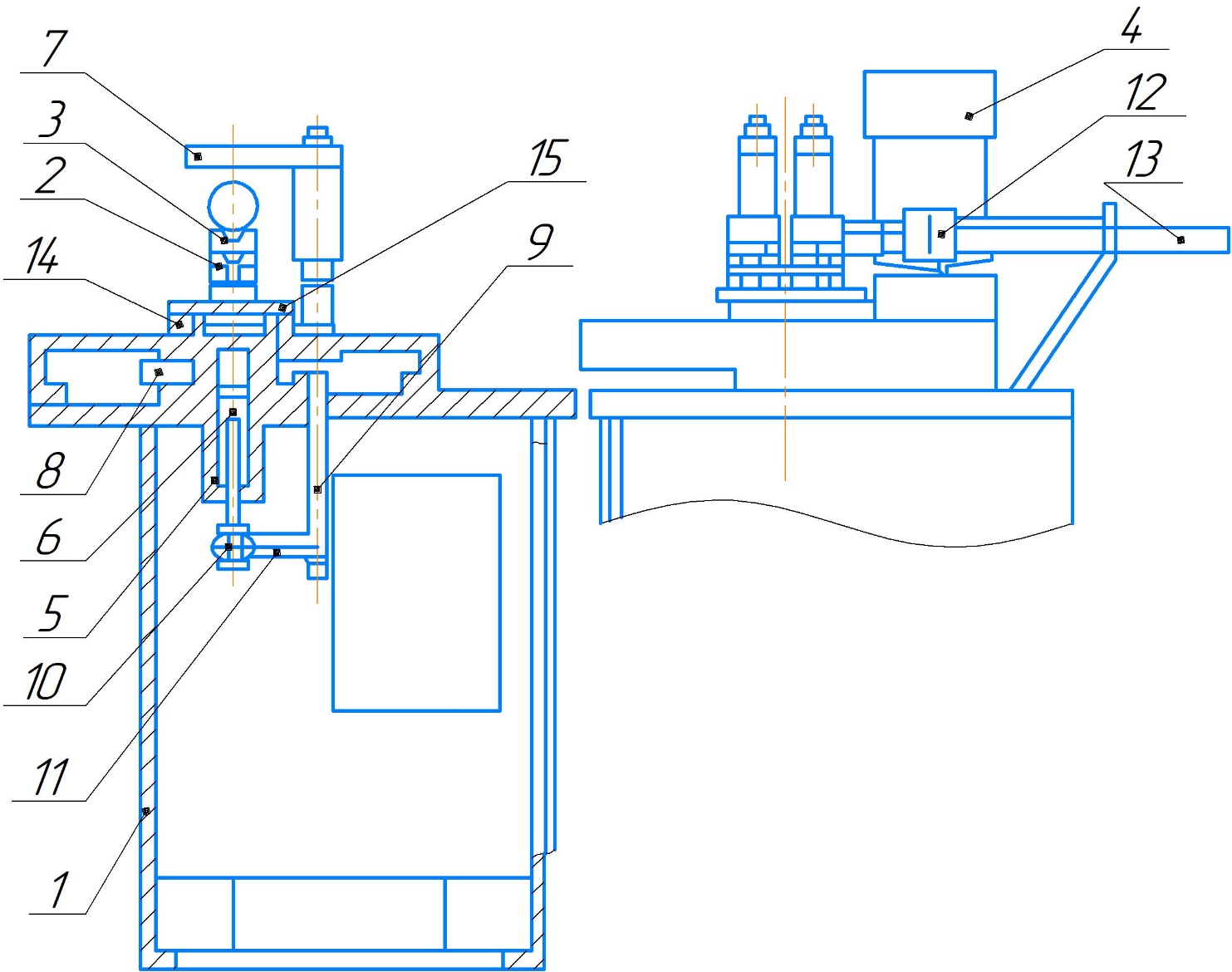
Рис.4. Станина:
1 - станина; 2 - подставка; 3 - призма; 4 - корпус поворотный; 5 - гидроцилиндр; 6 -поршень; 7 - планка зажимная; 8 - сектор зубчатый; 9 - тяга; 10 - коромысло; 11 - планка; 12 - упор; 13 - лоток; 14 - винт; 15 - шайба конусная
Система управления:
Автоматическая система управления от запрограммированного контроллера.
В системе предусмотрено два режима:
- Режим наладки (ручное управление рабочими органами, наладка перемещений)
- Режим работы (работа станка в автоматическом режиме)
Редуктор поворота (рис.5)
Редуктор предназначен для поворота шпиндельной головки на угол резания и представляет собой литой корпус 2, в котором смонтирована червячная передача. На выходном валу червячного колеса 1 установлено зубчатое колесо 3, которое входит в зацепление с зубчатым сектором 8 (см. рис.4), закрепленным на корпусе 4.
Для поворота шпиндельной головки на нужный угол (см. рис.2) расфиксируйте стол поворотом рукоятки 3, и вращением рукоятки 2 установите стол по нониусу. Рукояткой 3 снова зафиксируйте стол. Стол фиксируется перемещением разрезной конусной шайбы 15 (рис.4) по конусной поверхности опоры при стягивании шайбы винтом 14.

Рис. 5. Редуктор поворота:
1 - червячное колесо; 2 - корпус; 3 - зубчатое колесо.
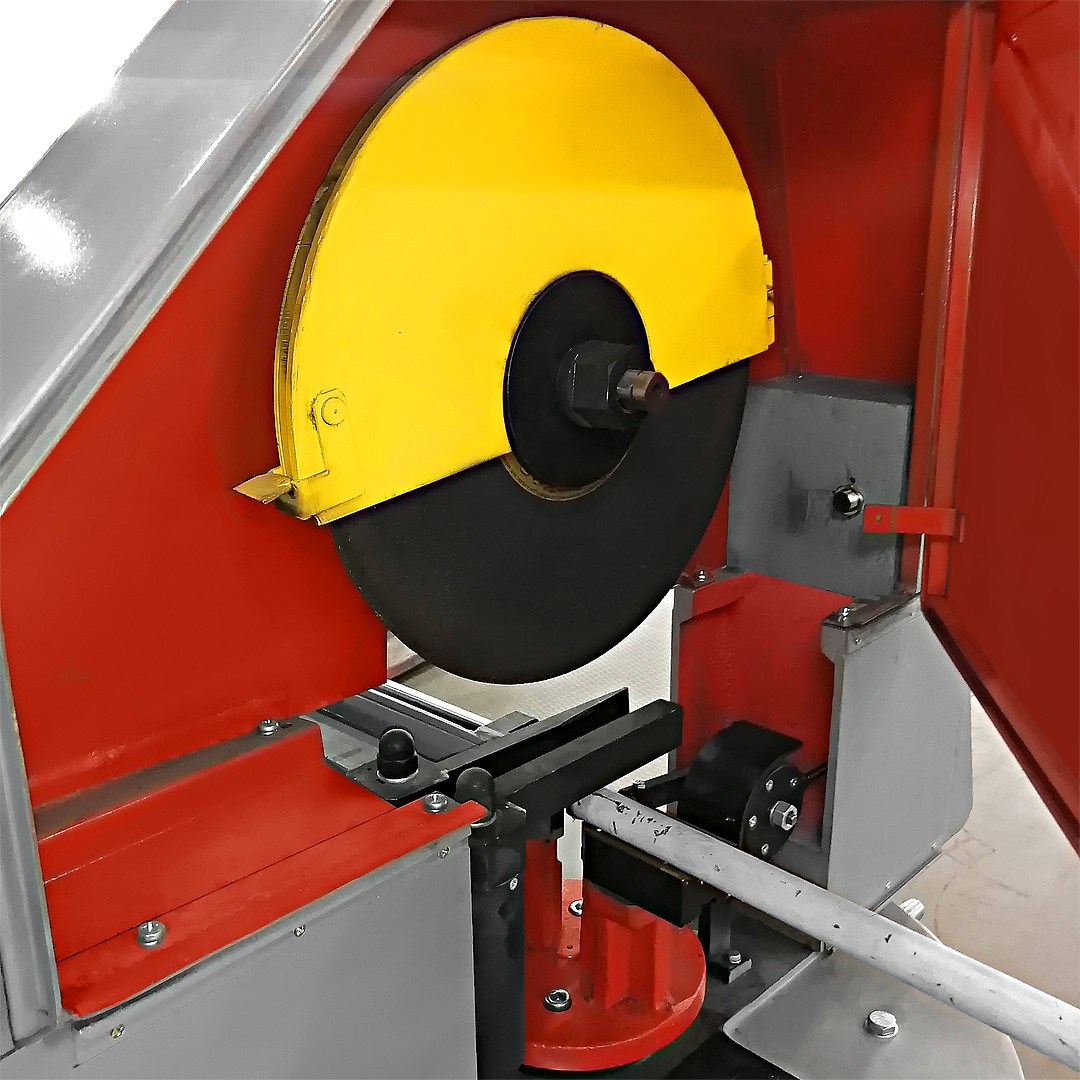
Ограждение (рис.6)
Ограждение предназначено для защиты рабочего от абразивной и металлической пыли, образующейся в процессе резания. Оно состоит из защитного кожуха 9, закрепленного на шпиндельной головке,
ограждения 3, состоящего из переднего литого чугунного корпуса 10, на котором находится пульт управления станком, и заднего литого чугунного корпуса 8, в котором установлен шламосборник 7.
Корпуса 8 и 10 закреплены на поворотном столе станка. На них закреплен сварной корпус ограждения 3, который сверху имеет патрубок 5 для подключения станка к цеховой вентиляции, либо к пылесосу для удаления абразивной и металлической пыли, не попавшей в процессе работы в шламосборник.
Сварной корпус ограждения справа имеет паз, в котором перемещается шпиндель с отрезным кругом в защитном кожухе, слева - дверки 4 для смены круга. На литых корпусах слева и справа установлены в направляющих 2 заслонки 1, 6 и 11, 12, прикрывающие прорези ограждения с целью защиты оператора от искр.
Нижние направляющие заслонок необходимо очищать от шлама по мере из загрязнения, а шламосборник 8 - не реже одного раза в смену.
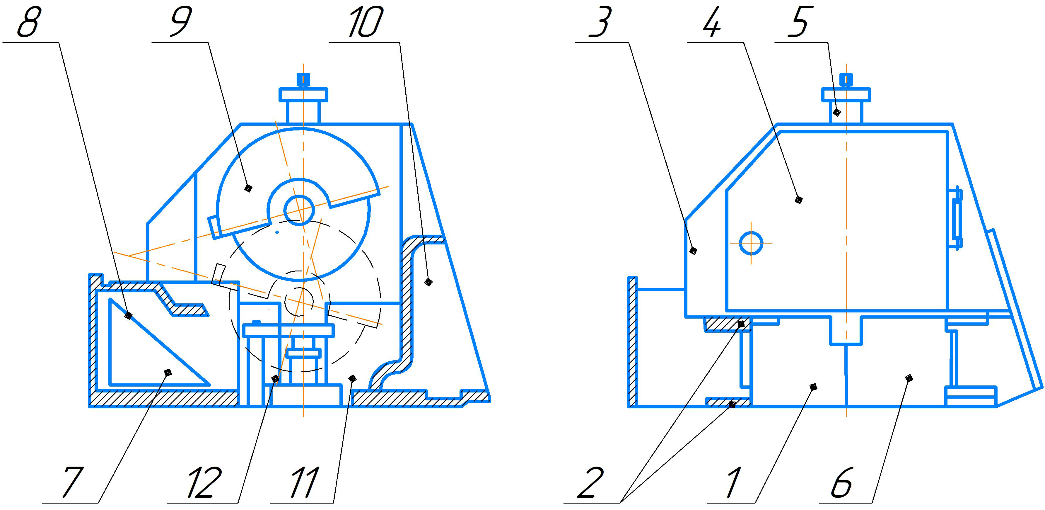
Рис. 6. Ограждение:
1, 6, 11, 12 – заслонки; 2 – направляющие заслонок; 3 – ограждение;
4 – дверка ограждения; 5 – патрубок; 7 – шламосборник;
8 – корпус шламосборника; 9 – кожух;
10 – корпус передний.
Головка шпиндельная (рис. 7)
Головка представляет собой литой корпус 2, в направляющих которого для натяжения ременной передачи винтом 3 перемещается электродвигатель 5 с подмоторной плитой 4.
Корпус 2 с осью 8 закреплен на поворотном столе станка. Передача вращения от электродвигателя на шпиндель осуществляется ременной передачей, размещенной в кожухе 6. На корпусе 2 монтируется шпиндель отрезного круга и гидроцилиндр подачи 1.
Изменение скорости резания осуществляется сменой шкивов на валу электродвигателя. На кожухе ременной передачи имеется табличка с параметрами шкивов для получения необходимых скоростей резания.
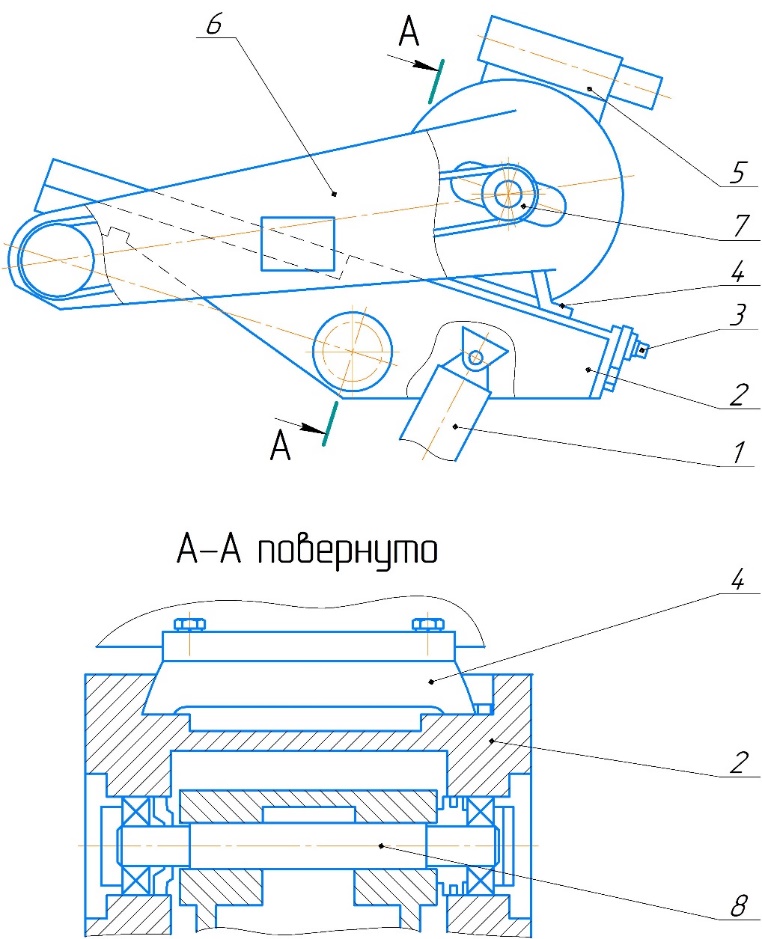
Рис. 7. Шпиндельная головка:
1 – гидроцилиндр подачи; 2 – корпус; 3 – винт; 4 – плита подмоторная; 5 – электродвигатель; 6 – кожух; 7 – шкив; 8 – ось.
Шпиндель (рис.8)
В корпусе 2 на высокоточных радиально-упорных подшипниках 1 установлен шпиндель 4. На шпинделе 4 фланцами 5. 6 и гайкой 7 крепится отрезной круг. Вращение шпинделя осуществляется ременной передачей через шкив 3.
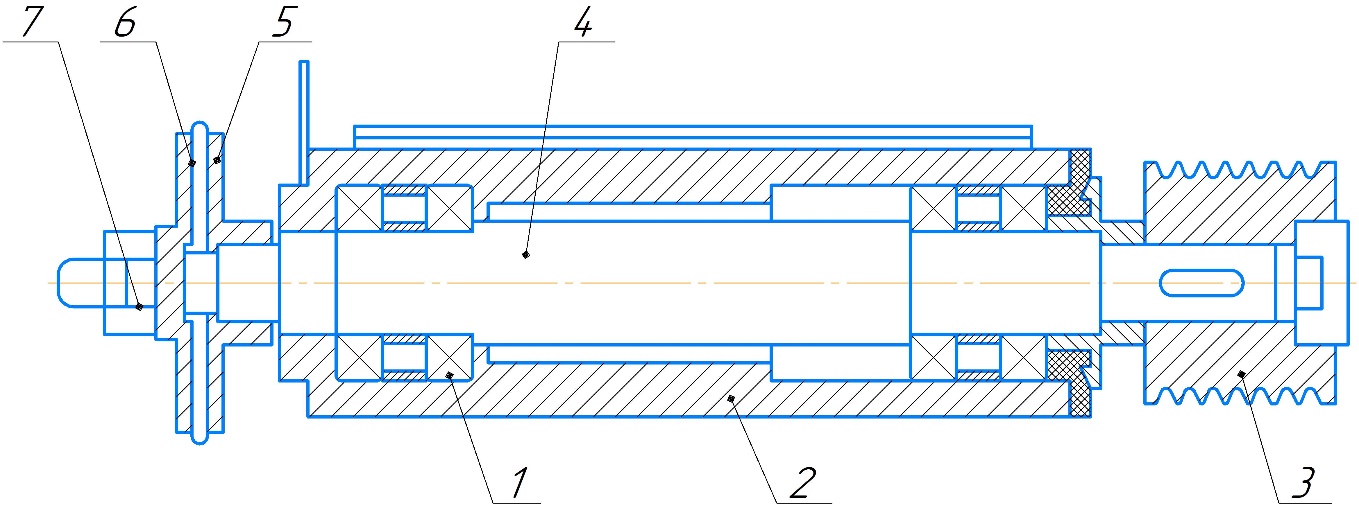
Рис. 8. Шпиндель:
1 – подшипник; 2 – корпус; 3 – шкив; 4 – шпиндель; 5,6 – фланцы; 7 – гайка.
Подставка (рис.9)
Подставка предназначена для поддерживания свободного конца длинномерного материала в процессе резания. Подставка состоит из основания 1, стойки 2 и кронштейна 3 с роликом 4. Высота ролика регулируется вращением стойки относительно основания и фиксируется контргайкой 5.

Рис. 9. Подставка
1 – основание; 2 – стойка; 3 – кронштейн; 4 – ролик; 5 – контргайка.
ЭЛЕКТРООБОРУДОВАНИЕ
Общие сведения
На станке применены двигатели, технические данные которых приведены в табл.8
Схема электрическая принципиальная станка представлена на рис.15 и 15а.
Таблица 8
| Наименование показателей, единицы измерения | Значения |
| Род тока питающей сети | Переменный трехфазный |
Частота тока, Гц | 50 | |
Напряжение, В | 380 | |
Количество электродвигателей на станке (гидронасосной установкой) | 2 | |
M1 | Мощность двигателя главного движения, кВт | 15 |
Частота вращения электродвигателя главного движения, мин-1 | 2930 | |
M2 | Мощность двигателя насосной установки, кВт | 1,1 |
Частота вращения электродвигателя гидронасосной установки, мин-1 | 1420 |
Система питания
Электрооборудование выполнено для подключения станка к трехфазной сети переменного тока напряжением 380В и частотой 50Гц. Питание цепей управления переменного тока 110В и цепей управления постоянного тока 24В осуществляется от понижающего трансформатора. От этого же трансформатора производится питание цепей местного освещения переменного тока 24В.
Полуавтоматический цикл.
Переключатель SA4 на пульте установите в положение "Полуавтоматический цикл". Для пуска цикла необходимо, чтобы узлы станка находились в исходной положении: кожух и двери электрониши закрыты, шпиндельная головка отведена (SQ1 включен), датчик реверса отключен.
Включите электродвигатель М1 и М2 - привода абразивного круга и гидроагрегата. При это срабатывают магнитные пускатели КМ1 и КМ2, которые своими главными контактами замыкают силовые цепи электродвигателей. Предполагается, что заготовка лежит на опорных призмах.
Пуск полуавтоматического цикла осуществляйте нажатием на кнопку SB6. При этом включается реле КА1, которое, после отпускания кнопки SB3, своим контактом в точках 56-61 включает реле КА2. Реле КА1 своими контактами в точках 44-70 включат электромагнит YV2 "Зажим заготовки", а в точках 44-49 готовит к включению реле КSQ3. Происходит зажим заготовки.
Реле КА2 своими контактами в точках 44-73 включает электромагнит YV3 "Рабочая подача". Происходит рез заготовки.
После окончания реза заготовки кромка круга нажимает на рычаг датчика реверса SQ3, который в точках 61-48 включает реле КSQ3. Последнее контактами в точках 60-62 отключает реле КА2, т.е. рабочую подачу, а в точках 44-64 включает реле КА3. Реле КА3 в точках 44-72 включает электромагнит YV4 "Отвод круга".
Отвод круга происходит до срабатывания датчика SQ1 - шпиндельная бабка отведена. При этом включается реле KSQ1, которое своими контактами в точках 64-58 подготавливает цепь разжима в точках 64-63 отключает реле отвода КА3. Вследствие этого в точках 58-59 включается реле КА4. которое в точках 44-71 включает электромагнит YV1 "Разжим заготовки".
С выдержкой времени (0,3с после отключения KSQ3) отключается реле КА4 и электромагнит Y1, устанавливая заданную R7 высоту разжима (0-16мм). НА этом полуавтоматический цикл заканчивается. Одновременно отключается реле КА1 через контакт КА4 и реле KSQ3 в точках 52-54. Повторение цикла происходит при повторном нажатии кнопки SB6.
Наладка
Рукоятку переключателя SA4 поставьте в положение "Наладка". В этом режиме можно производить отдельными толчковыми действиями следующие операции:
зажим и разжим заготовки - тумблером SА5;
подвод и отвод шпиндельной головки с зажимом заготовки - тумблером SА6.
ПРИМЕЧАНИЕ. Отвод шпиндельной головки с помощью переключателя SA6, при необходимости, можно производить независимо от положения рукоятки переключателя режимов SA4.
Защита, блокировка и сигнализация.
Максимальная защита электродвигателей от токов короткого замыкания осуществляется автоматическим выключателем QF1, защита от перегрузок трехфазными тепловыми реле PТ1 - PТ2. Защита цепей управления осуществляется автоматическими выключателями QF2-QF5.
При износе круга включается конечный выключатель SQ2, реле KSQ2, которое в точках 24-25 отключает пускатель КМ1 привода абразивного круга, а в точках 56-63 включает реле КА3. Последнее в свою очередь включает электромагнит YV4 "Отвод шпиндельной головки".
После замены изношенного круга новым, кнопкой SВ2 запустите главный привод в режиме наладки, и, нажатием на SB6, произведите дорезание заготовки.
На ограждении абразивного круга установлен микропереключатель SQ5, который отключает электродвигатели в случае открывания дверки ограждения.
Первоначальный пуск.
Перед первоначальным пуском станка проверьте:
отсутствие заеданий ротора электродвигателя (шпиндель должен легко поворачиваться от руки и без шума);
целостность и свободное перемещение подвижных контактных систем пускателей и реле;
состояние тепловых реле и автоматических выключателей;
действие блокирующих устройств дверей электрониши и защитного кожуха;
надежность заземления станка и гидростанции.
Cхема электрическая принципиальная.
Спецификация к схеме электрической приведена в таблице 9.
Таблица 9
Обозначение | Наименование |
SB1 | Кнопка АЕА-22 |
SB2 – SB6 | Кнопка ВК 43-21 |
SA4 | Переключатель АС-22 |
SQ1, SQ2 | Датчик ВБ2.18М.75.5.1.1.С4 |
KM1, KM2 | Контактор КМИ 110В |
KSQ1 – KSQ3, KA1 – KA4 | Промежуточное реле РП-21 24В |
QF1 | Выключатель автомат. АЕ2046М-10 |
QF2 | Выключатель автомат. ВА47-29 |
Рис. 15 Схема электрическая принципиальная
Рис. 15а Схема электрическая принципиальная
ГИДРАВЛИЧЕСКАЯ СИСТЕМА
Общие сведения
Гидропривод станка обеспечивает рабочий и обратный ход шпиндельной головки в наладочном и полуавтоматическом режимах, а также зажим и разжим отрезаемой заготовки.
Схема гидравлическая принципиальная представлена на рис. 12, а перечень гидроаппаратуры приведен в табл. 5.
Гидросистема станка включает в себя гидростанцию СГ1, расположенную рядом со станком: гидроцилиндры зажима Ц1 и подачи Ц2; регулятор расхода РП1, установленный на передней стенке станины, а также клапан давления КД1 с гидрораспределителями ГР1 и ГР2, которые смонтированы на гидропанели, закрепленной на задней стенке станины.
Подвод масла к гидропанели осуществляется по рукавам 1 и 9. Подвод масла от гидропанели к цилиндру Ц1 осуществляется по рукавам 11 и 12, а к цилиндру по рукавам 5 и 6 через регулятор подачи РП1.
Описание работы
Станок имеет два цикла работы полуавтоматический и наладочный.
Полуавтоматический цикл
Связь движения при выполнении отдельных элементов цикла следующая.
При нажатии кнопки «Пуск» начинает работать насос НП1 и гидростанция СГ1.
Давление в гидросистеме поддерживается предохранительным клапаном КД2. При отсутствии рабочих движений масло через клапан КД2 и гидрораспределитель ГР1 поступает на слив в бак гидростанции.
После подвода заготовки до упора, при нажатии кнопки «Цикл» SB3 срабатывает электромагнит Y2 гидроклапана ГР1 и электромагнит Y3 гидроклапана ГР2. При этом масло от насоса НП1 через гидроклапан ГР1 по рукаву 11 поступает в верхнюю полость цилиндра Ц1 и происходит зажим заготовки на ГР2. При это масло от насоса НП1 через гидроклапан КД1, который открывает проход для поступления масла от насоса по каналу 4 через гидрораспределитель ГР2, по рукаву 5 в нижнюю полость гидроцилиндра Ц2. Происходит рабочая подача абразивного круга до срабатывания конечного выключателя SQ3, который включает электромагнит Y4 и отключает электромагнит Y3 гидрораспределителя ГР2. Происходит отвод абразивного круга.
Скорость рабочей подачи регулируется настройкой регулятора расхода РП1. Шпиндельная головка возвращается в исходное положение, при это срабатывает конечный выключатель SQ1, который выключает электромагнит Y1 и включает электромагнит Y2 гидрораспределителя ГР1. Происходит разжим заготовки и отключение электромагнита Y2. После подвода следующей заготовки до упора и нажатия кнопки SB3, цикл повторяется.
Наладочный цикл
В данном режиме имеется возможность производить порознь ранее описанные движения узлом станка с подачей команды от отдельных тумблеров на пульте управления станка
Указания по обслуживанию гидропривода.
В гидросистеме станка в качестве рабочей жидкости применено масло гидравлическое И-40.
В масле не должно быть воды, водорастворимых кислот и щелочей, а также посторонних частиц размером более 25мкм. Гидробак гидростанции должен быть тщательно очищен. Заливку масла выполнять специальным насосом на нагревательной линии которого установлен фильтр пластинчатого типа и фильтр тонкой очистки без применения промежуточных емкостей. Масло заливайте до верхней отметки масло указателя с дополнительным добавлением его после заполнения гидросистемы станка при пуске насоса. Заливку масла в бак производите через горловину с фильтром предварительно вынув оттуда пробку. Слив осуществляется через отверстие в нижней части бака, закрытое резьбовой пробкой.
Пуск, проверка и устранение нарушений работы гидропривода.
Перед пуском насоса тщательно проверьте соединение рукавов. В случае появления нарушений нормальной работы гидропривода в первую очередь установите, не вызваны ли они попаданием воздуха в систему и загрязнением масла. Наличие воздуха в системе вызывает появление пены и пузырей на поверхности масла. В этом проверить плотность соединение рукавов и аппаратов. Загрязнение масла может привести к нестабильной работе клапанной и гидрораспределителей и быстрому выходу из строя насоса. Масло следует заменить.
Наблюдение за расходом масла.
В ходе эксплуатации станка ведите систематическое наблюдение за расходом масла в гидробаке. При понижении уровня ниже риски маслоуказателя произведите дополнительную доливку. Первую замену масла в гидробаке произвести через 5-8ч. После первого пуска гидростанции, вторую – после первого месяца работы станка. Последующие замены масла можно приурочить к текущему ремонту станка, но не реже, чем один раз в 6 месяцев.
Установившаяся температура масла в гидросистеме не должна превышать 550С.
Очистку, демонтаж и промывку фильтров производить согласно инструкции по эксплуатации к гидростанции.
Настройка контрольно-регулируемой аппаратуры.
Станок поставляется с гидроаппаратами отрегулированными согласно схеме гидравлической принципиальной. В случае необходимости донастройки регулировки переключатель циклов установите в положение "Наладочный режим".
Настройку регулирующей аппаратуры производите следующим образом:
золотник включения манометра ЗВМ1 переключите в позицию 1;
регулировочным винтом гидроклапана КД2 по манометру МН1 настройте рабочее давление 1,8МПа (18 кгс/см2);
законтрите регулировочный винт гидроклапана предохранительного КД2; клапан КД1 настройте так, чтобы подача масла в цилиндр Ц2 происходила после полного зажима заготовки цилиндром Ц1 и обеспечивала максимальное рабочее давление в нем в пределах 0,8-1,2 МПа (при это происходит интенсивное резание заготовки с перегрузкой главного двигателя в 1,3-1,7 раза).
ПРИМЕЧАНИЕ: Настройку клапана давления КД1 производить при полностью отрытом регуляторе расхода РП1.
Таблица 5
Обозначение рис.10 | Наименование | Кол-во | Примечание |
КД1, КД2 | Гидроклапан давления ПГ54-32М | 2 | Q=20л/мин, Р=2,5МПа (25кгс/см2) |
РП1 | Регулятор расхода с обратным клапаном МПГ55-32 | 1 | Q=20л/мин, Р=20МПа (200кгс/см2) |
ГИДРОРАСПРЕДЕЛИТЕЛИ | |||
ГР1* | ВЕ6.64А/Г24.Н | 1 | Q=16л/мин, Р=32МПа (320кгс/см2) |
ГР2* | ВЕ10.44/Г24.НМ | 1 | Q=33л/мин, Р=32МПа (320кгс/см2) |
СГ1 | Станция гидропривода СВ-М1-40-Н-1, 1-6 УХЛ4 | 1 | V= 40л, Q=6л/мин, Р=10МПа (100кгс/см2) |
SP1 | Реле давления 1 ГОСТ 26005-83 | 1 | Р= 6,3МПа, Ду=4 мм |
ЦИЛИНДРЫ | |||
Ц1 | Цилиндр зажима | 1 | D=46мм, d=24мм |
Ц2 | Цилиндр подачи 1-С3х100 | 1 | D=63мм, d=32мм |
ЛИНИИ СВЯЗИ | |||
1...7,11,12,14 | Напора всасывания | 10 |
|
10 | Управления | 1 |
|
8,9,13 | Слива | 3 |
|
*Допускается замена ВЕ6.64А/Г24.Н на ВЕ10.44/Г24.НМ, ВЕ10.44/Г24.НМ на РХ10.44.100-24/08АМ
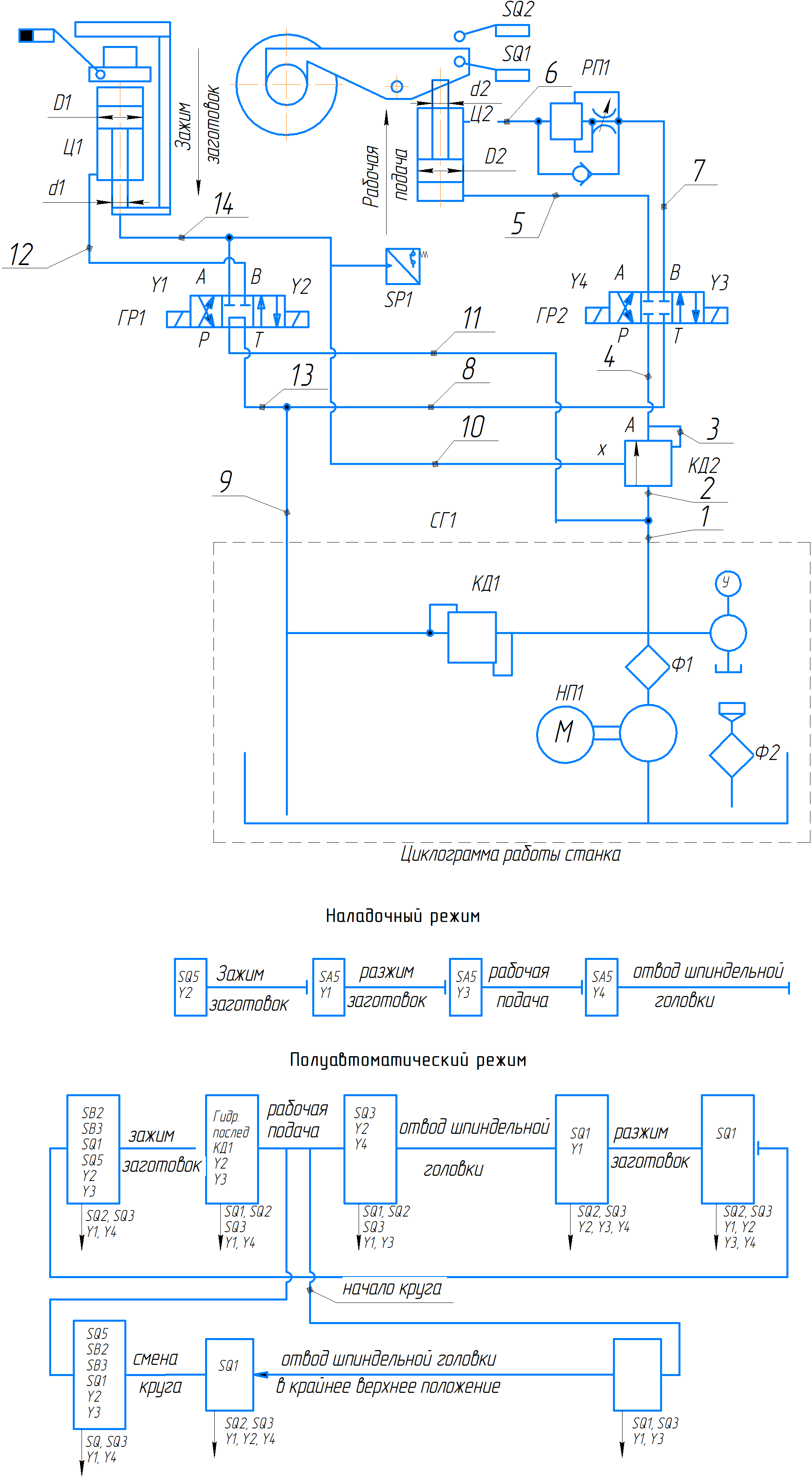
Рис.10. Схема гидравлическая принципиальная
ПОРЯДОК УСТАНОВКИ
Распаковка.
Распаковку станка производите только на месте его установки. Следите за тем, чтобы не повредить станок распаковочным инструментом.
После распаковки станка проверьте наружное состояние узлов и деталей, наличие всех принадлежностей и других материалов согласно комплекту поставки.
Транспортирование
Транспортирование станка к месту установки производите в упаковке.
Для транспортирования гидростанции используйте специальные отверстия в кронштейнах на боковых стенках бака. Захват сторонами за гидроаппараты и электродвигатель запрещается.
При подъеме и опускании станка на фундамент руководствуйтесь схемой, представленной на рис. 11. Центр тяжести, поднимая его станка, определите, экспериментально приподымая его на 100-200мм над полом. Цепь 2 удерживает станок от опрокидывания назад. Стальные штанги 5 диаметром 45мм с фиксирующими штырями вставьте в отверстия в нижних нишах станины. Во избежание опускания шпиндельной головки не вынимайте специальную распорку 6, зажатую между поворотным корпусом и шпиндельной головкой, до установки станка на место эксплуатации.
При транспортировании к месту установки и при опускании на фундамент не подвергайте станок сильным уларом и толчкам.
Расконсервация
Перед установкой станок тщательно очистите от антикоррозийных покрытий, нанесенных на открытые, а также закрытее щитками и кожухами поверхности. Промытые наружные поверхности покройте тонким слоем масла индустриального И-20А ГОСТ 20799-88.
Очистку сначала производите деревянной лопаткой, а оставшуюся смазку с наружных поверхностей удаляйте чистыми салфетками, смоченными бензином или уайт-спиритом.
Монтаж
Точность работы станка зависит от правильной установки.
Станок устанавливается на фундамент, схема которого приведена на рис.12а и выверяется по уровню с точностью 0,04мм на 1000мм. Уровень устанавливается на поворотный корпус станины.
После выверки станка по уровню подлейте под него цементным раствором, затвердевание которого должно происходить в течение 72ч. После чего затяните фундаментные болты.
Затяжку болтов производите нормальным ключом, при этом следите, чтобы точность выверки станка не была нарушена. После окончательной затяжки болтов станок еще раз выверите по уровню.
Установка станка на фундамент, подсоедините гидростанцию и электросеть к станку.
Первоначальный пуск
Перед пуском станка:
- ознакомьтесь с настоящим руководством по эксплуатации;
- удалите с помощью бензина, уайт-спирита или керосина антикоррозийное покрытие, нанесенное на поверхности станка перед упаковкой;
- проверьте состояние электроаппаратуры, изоляции проводов, обмоток электродвигателя и аппаратов;
- очистите бак гидростанции;
- залейте через фильтр масло в бак гидростанции (см. раздел «Гидравлическая система»);
- проверьте направление вращения отрезного круга, которое должно соответствовать направлению вращения на электродвигателе;
- проверьте крепление отрезного круга;
- проверьте работу станка в холостую.
Настройка, наладка, режим работы.
Перед началом работы все механизмы установите в исходное положение. Наладку станка произведите в такой последовательности:
- установите на шпинделе прижимные фланцы, соответствующие диаметру отрезного круга;
- при помощи шкивов на валу электродвигателя установите нижнюю скорость резания в соответствии с таблицей, установленной на кожухе ременной передачи;
- регулятором потока установите необходимую скорость подачи шпиндельной головки;
- рукояткой переключателя «отжим-зажим» в режиме «Наладка» установите прижимные планки в положение разжима по размеру заготовки. Высота разжима планок в полуавтоматическом режиме работы устанавливается автоматически на 10…16мм (раздел «Электрооборудование»).
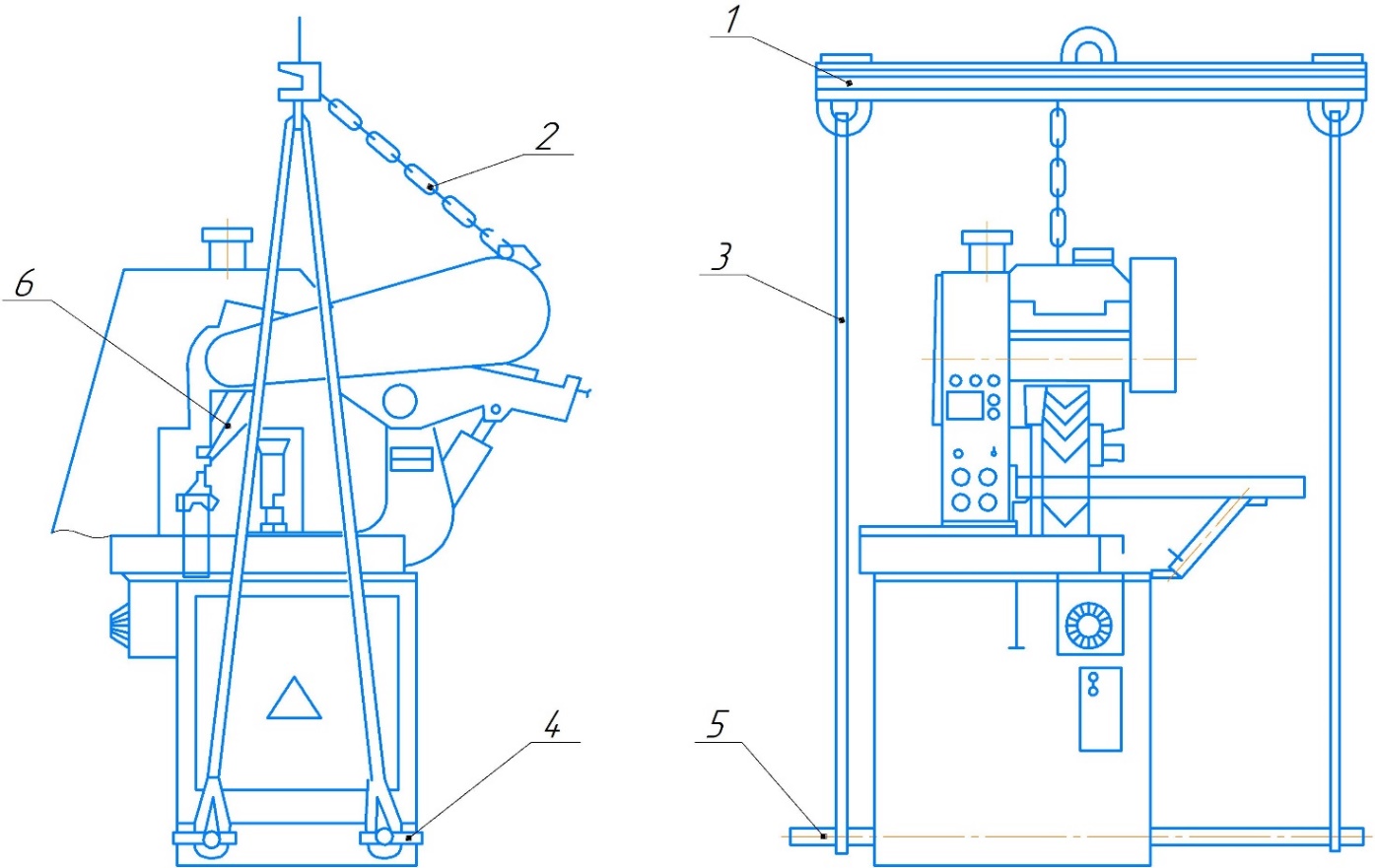
Рис.11.Схема подъема станка для установки на фундамент:
1- грузоподъемная траверса; 2- цепь; 3 – стропы; 4 – штырь; 5 – штанга; 6 – распорка.
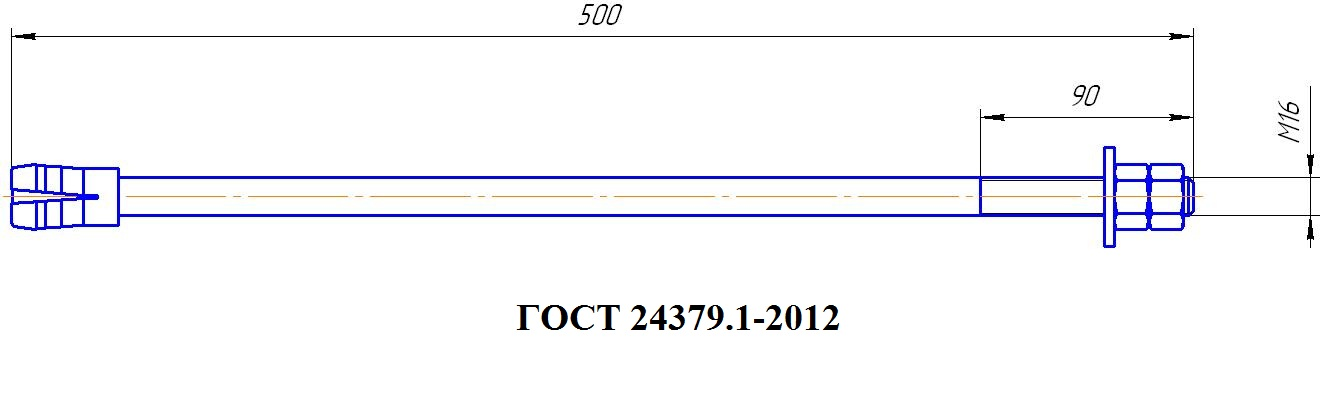
Рис.12. Фундаментный болт
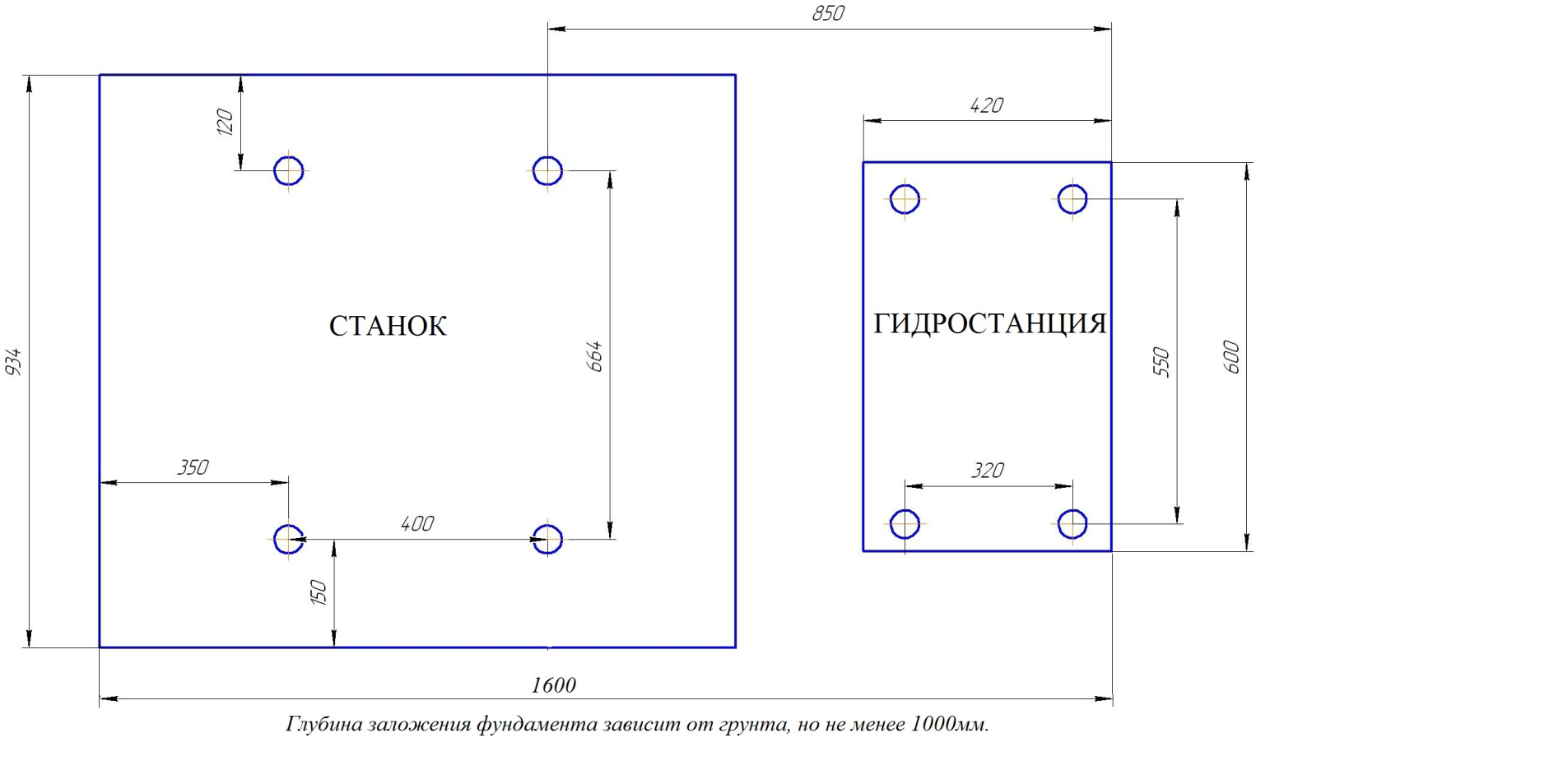
Рис.12а.Схема и габаритные размеры фундамента
ПОРЯДОК РАБОТЫ
Работу на станке осуществляйте следующим образом:
- уложите разрезаемый материал одним концом на призму станка, а другим – на ролики подставок, предварительно выставленные с призмой в горизонтальной плоскости;
- настройте механизм компенсации износа круга на сечение разрезаемого материала;
- настройте упор откидной на заданную длину отрезаемой заготовки и установите против разрезаемого материала. Материал под зажимными планками продвигается до упора. Упор обеспечивает возможность установки заготовки для разрезки только под прямым углом, в других случаях он откидывается;
- величину скорости подачи регулируйте регулятором потока, установленным на передней части станины. Максимальный поворот регулятора потока составляет 4 оборота. При повороте лимба по часовой стрелке подача увеличивается, при обратном вращении – уменьшается.
Полуавтоматический режим.
Переключателем циклов SA4 установите полуавтоматический режим работы, затем нажмите кнопки «Пуск». Зажим материала, разрезка, отвод круга и разжим материала производится автоматически. Подачу материала выполняйте вручную. Отрезанная заготовка при этом выталкивается за пределы станка.
Для следующего реза цикл повторяется в той же последовательности.
Наладочный режим.
Переключатель циклов SA4 установите в положение «Наладка». Затем нажмите кнопку «Пуск». Переключателем SA5 произведите зажим заготовки.
Рабочая подача и отвод абразивного круга производится на пульте управления переключателем SA6.
УКАЗАНИЯ ПО ЭКПЛУАТАЦИИ СТАНКА
Ввиду того что режим резания зависит от характеристик отрезного круга (зернистости, твердости, связки, марки абразивного материала), подбор режима резания рекомендуется производить ориентировочно.
Смену изношенного и установку нового круга производите в такой последовательности:
отключите электродвигатель;
откройте дверки ограждения и кожух после прекращения вращения шпинделя;
снимите гайку крепящую фланец на шпинделе;
снимите изношенный отрезной круг замените новым. При этом между фланцем и отрезным кругом установите прокладки из кожкартона толщиной 0,5мм с диаметром равным диаметру фланца;
надежно прижмите фланец отрезного круга гайкой для предотвращения поворота круга относительно шпинделя при работе.
Перед поворотом корпуса на угол резания, очистите и смажьте опорную плоскость станины.
Возможные неисправности и методы их устранения
Неисправность | Причины неисправности | Метод устранения неисправности |
Отсутствует подача отрезного круга в наладочном режиме | Недостаточное давление в гидросистеме; Неисправен гидрораспределитель ГР2; | Отрегулируйте гидроклапан давления гидростанции КД2 или клапан гидравлической последовательности (гидроклапан давления КД1) на гидропанели станка; Отремонтируйте или замените гидрораспределитель ГР2; |
Отсутствует зажим-разжим заготовки в наладочном режиме | Неисправен гидрораспределитель ГР1; Неисправность в цепях контактов переключателей | Отремонтируйте или замените гидрораспределитель ГР1; Установите обрыв в цепях или замените неисправный переключатель |
Отсутствует давление в гидросистеме | Засорен фильтр Ф1 гидростанции; Не работает насос гидростанции | Заменить фильтр и масло в гидростанции; Отремонтируйте или замените насос гидростанции |
Насос не подает масло в гидросистему | Неправильное направление вращения вала насоса; Низкий уровень масла в баке | Реверсируйте направление вращения вала электродвигателя насосной установки; Долейте масла до уровня маслоуказателя |
Шум в гидросистеме | Наличие воздуха в гидросистеме; Низкий уровень масла в баке | Произведите затяжку углового присоединения всасывающей трубы; Долейте масла |
Стук при работе насосной установки | Износилась резиновая звездочка упругой муфты | Заменить звездочку |
Движение гидроцилиндров Ц1 и Ц2 происходит рывками (толчками) | Наличие воздуха в гидросистеме | Прогоните несколько раз гидроцилиндры в обе стороны от крышки до крышки |
Рабочая подача качалки не регулируется | Неисправен регулятор расхода РП1 | Помойте регулятор расхода или замените его |
Станок не работает в автоматической режиме после нажатия кнопки SB3 при включенных главном приводе и гидроприводе | Шпиндельная головка не находится в верхнем исходном положении; Лепесток 5 механизма компенсации износа круга не стоит над датчиком «Ж»; Неисправен переключатель режимов на пульте; Неисправен переключатель SQ3 контроля конца реза; | В наладочном режиме поднимите шпиндельную головку; Доверните лепесток вручную, отрегулируйте механизм компенсации износа круга Отремонтируйте либо замените переключатель Отрегулируйте или отремонтируйте изношенные детали либо замените микропереключатель |
| Отсутствует электрический контакт в цепях питания катушек исполнительных реле | Обнаружьте и устраните неисправность контактов реле датчиков SQ1, SQ2 и других элементов в соответствии с принципом работы электросхемы |
В конце цикла не происходит достаточный разжим заготовки | Обрыв цепи регулирующего резистора R7 | Устраните обрыв цепи резистора R7 и, перемещением его регулятора, установите требуемую высота разжимов в автоматическом цикле |
Перечень подшипников качения
Условное обозначение подшипника | Где применяется | Кол-во | Поз по рис. 14. |
Подшипник 60205 | Подставка | 2 | 1 |
Подшипник 5-236211 | Шпиндель | 2 | 2 |
Подшипник 7508 | Головка шпиндельная | 2 | 3 |
Подшипник 7207 | Редуктор поворота | 1 | 4 |
Подшипник 7204 | Редуктор поворота | 3 | 5 |

Рис.13. Схема расположения подшипников
СМАЗКА СТАНКА
В станке предусмотрена индивидуальная система смазки, представленная на рис. 14. Перечень точек смазки приведен в табл.
Для смазки зубчатой передачи поворота шпиндельной головки на угол резания снимите крышку на поворотном корпусе станины.
Поз.на рис. 15 | Смазываемая точка | Куда входит | Периодичность смазки | Кол-во точек | Смазочный материал и его доля, кг |
1 | Подшипники | Подставка | 1 раз в 6 месяцев | 2 | ЦИТАИМ-203 0,3кг |
2 | Подшипники | Шпиндель | При сборке | 2 | ЦИТАИМ-203 0,1кг |
3 | Подшипники | Головка шпиндельная | 1 раз в 6 месяцев | 2 | |
4 | Втулки поворотного корпуса | Станина | 1 | Масло И-20А 0,1кг | |
5 | Зубчатая передача | 1 | ЦИТАИМ-203 0,1кг | ||
6 | Плоскости разъема станины | 1 раз в 3 месяца | 1 | ||
7 | Червячная передача | 1 |
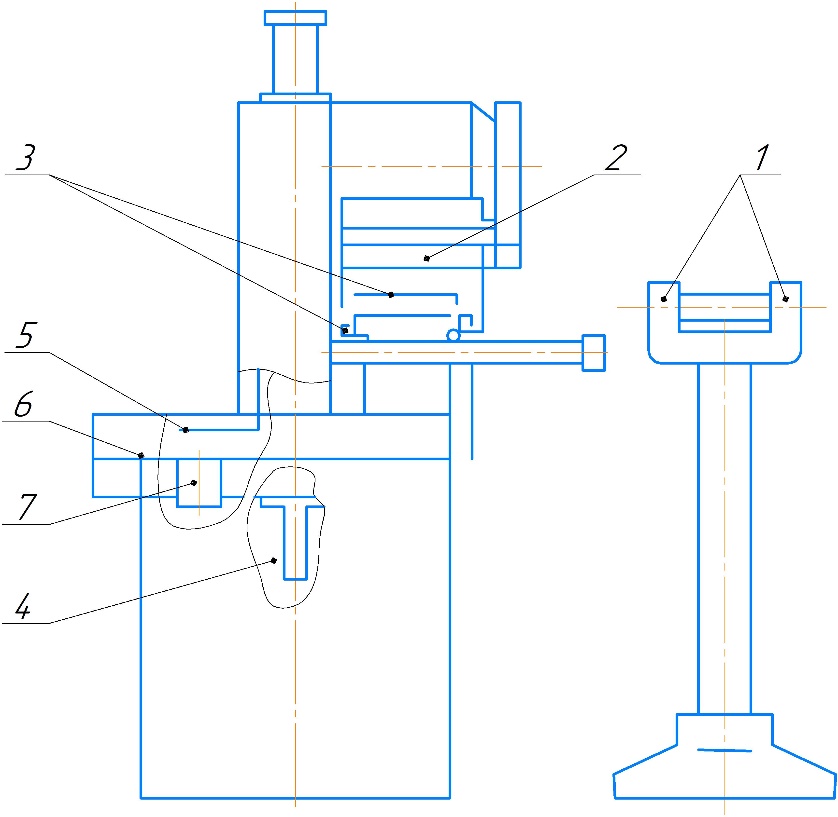
Рис. 14. Схема смазки станка
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Система технического обслуживания определяет порядок, содержание и периодичность осмотра и обслуживания машины в процессе эксплуатации.
К проведению ТО допускаются только следующие сотрудники
- прошедшие обучение эксплуатации оборудования.
- прошедшие инструктаж по технике безопасности.
Предусматриваются следующие виды технического обслуживания:
ТО – 1 – ежедневное;
ТО – 2 – ежемесячное;
ТО – 3 – ежегодное;
Работы, предусмотренные ТО – 1 – ТО – 3 охватывают проверку и обслуживание основных механизмов, определяющих надежность работы ножниц, выполнять в соответствие с ГОСТ 18322-76
СТРОГОЕ ВЫПОЛНЕНИЕ ЭТИХ РАБОТ ЯВЛЯЕТСЯ ОБЯЗАТЕЛЬНЫМ
ТО – 1 (проводится ежедневно).
Перед началом работы проверить и убедиться в исправности всех узлов машины и правильности из взаимодействия:
- Провести проверку всех узлов, требующих смазки на предмет наличия смазочного материала в нужном количестве (в случае необходимости произвести внеплановую смазку узла)
- Произвести смазку всех точек машины согласно схеме смазки в соответствии с указанной периодичностью.
- Проверить работу сигнальных ламп.
- Проверить надежность и сохранность заземления машины.
- Провести проверку затяжки болтовых и гаечных соединений.
- Визуальный осмотр всех узлов станка
- Проверить герметичность защитного кожуха и крепления инструмента.
В случае выявления неисправностей (не затянутые элементы, повреждение механизмов, повреждение внешнего вида, пр.) эксплуатация оборудования запрещена, до выявления причины и полного устранения неисправности.
По окончанию работ, необходимо тщательно убрать все рабочие узлы станка, близлежащею территорию (в радиусе 1 метр).
ТО – 2 (проводится один раз в месяц)
1. Проверить и при необходимости подтянуть крепления всех узлов машины, защитных кожухов, а также гайки фундаментных болтов.
2. Проверить натяжение клиновых ремней. Стрела прогиба ремня под нагрузкой 80 Н не должна превышать 10 мм. При выходе из строя одного ремня необходимо менять весь комплект. Комплектовать новые ремни с бывшими в употреблении недопустимо.
3. Проверить характеристики машины (на точность по ГОСТ 15961—80).
4. Проверить пульт управления, его крепление, крепление кнопок, переключателей, и сигнальной арматуры на панелях пультов.
5. Отключить питание станка, протянуть все детали электрошкафа.
6. Проверить уплотнения защитного кожуха.
ТО – 3 (проводится один раз в год)
1. Проверить характеристики машины (на точность по ГОСТ 15961—80), при необходимости регулировать.
2. Продуть сжатым воздухом электродвигатель, пульт управления, электрошкаф.
3. Проверить крепление всех аппаратов в электрошкафу и состояние их контактов. При необходимости промыть и зачистить контактные поверхности.
В процессе эксплуатации машины, начиная с ее пуска в эксплуатацию, необходимо вести журнал, в котором должно быть зафиксировано каждое техническое обслуживание с указанием: даты обслуживания, ответственного, проверенных механизмов, выявленных отклонений, работ по устранению отклонений, проверенных регулировок, а также замены деталей, материалов (масла) и т.п.
Отсутствие эксплуатационного журнала, а также невыполнение требований, относящихся к порядку, содержанию и периодичности технического обслуживания, является грубым нарушением, правил эксплуатации.
Отсутствие смазочного материала в узлах оборудования, указанных в карте смазки является основанием для прекращения гарантийных обязательств.
При загрузке машины более чем в одну смену, сократить периоды смазки кратно количеству рабочих смен) (две смены- в два раза; три смены- в три раза), кроме узлов, которые смазываются ежесменно.
Работы, предусмотренные ТО – 1 и ТО – 3, не исключают проведения плановых ремонтных работ, обусловленных «Единой системой ППР».
При проведении различных ТО необходимо строго соблюдать указания по мерам безопасности, изложенные в предыдущих разделах.
УСТРОЙСТВО СТАНКА
Общий вид с обозначениями составных частей станка приведен на рис.1.
Перечень составных частей станка приведен в табл.1
Рис.1.Общий вид станка и его составных частей
Таблица 1
Поз. на рис.1 | Наименование | Обозначение |
1 | Станина | ACM-100.10.000 |
2 | Редуктор поворота | ACM-100.11.000 |
3 | Ограждение | ACM-100.12.000 |
4 | Кожух | ACM-100.13.000 |
5 | Головка шпиндельная | ACM-100.20.000 |
6 | Шпиндель | ACM-100.21.000 |
7 | Цилиндр подачи | ACM-100.52.000 |
8 | Гидросистема | ACM-100.56.000 |
9 | Подставка | ACM-100.70.000 |
10 | Панель управления | ACM-100.86.000 |
11 | Пульт управления | ACM-100.88.000 |
Общий вид станка с обозначением органов управления приведен на рис.2
Перечень органов управления приведен в табл. 2
Таблица 2
Поз. на рис. 2 | Органы управления и их назначение |
1 | Рукоятки регулировки высоты подставки |
2 | Рукоятка поворота шпиндельной головки на рез под углом |
3 | Рукоятка стопорения стола |
4 | Рукоятка настройки упора по длине |
5 | Дроссель настройки величины подачи |
Рис.2.Расположение органов управления на станке
Разрезка заготовок на станке осуществляется подачей вращающегося отрезного круга на заготовку, зажатую в призмах станка.
Работа станка состоит из следующих переходов:
- установка заготовки;
- продвижение заготовки до упора;
- зажим заготовки;
- подача отрезного круга на заготовку;
- возврат отрезного круга в исходное положение;
- разжим заготовки.
В связи с простой кинематической схемы описание ее не приводится.
В табл. 3 приведен перечень элементов к схеме кинематической принципиальной.
Рис.3.Схема кинематическая принципиальная
1 - шпиндель; 2 - шкив; 3 - шкивы сменные; 4 - червяк;
5 - червячное колесо; 6 - ведомая шестерня; 7 - зубчатый сектор.
Перечень элементов к схеме кинематической принципиальной
Таблица 3
Куда входит | Поз.на рис.3 | Диаметр шкивов, мм |
Шпиндель, Шкив | 1, 2 | 112 |
Электродвигатель: для круга ϕ400ммV=50м/c то же V=63м/c " V=80м/c " V=100м/c для круга ϕ300ммV=50м/c то же V=63м/c " V=80м/c " V=100м/c | 3 |
89 115 146 183 119 153 195 243 |
Редуктор поворота: червяк червячное колесо ведомая шестерня |
4 5 6 |
- - - |
Станина: зубчатый сектор |
7 |
- |
Описание конструкции основных узлов станка.
Станина (рис.4)
На неподвижном корпусе гидроцилиндра 5 установлен поворотный корпус 4 с кронштейном для установки шпиндельной головки. Осью поворота корпуса 4 является гидроцилиндр 5, который через коромысло 10. планки 11, тяги 9 связан с зажимными планками 7.
Рис.4. Станина:
1 - станина; 2 - подставка; 3 - призма; 4 - корпус поворотный; 5 - гидроцилиндр; 6 -поршень; 7 - планка зажимная; 8 - сектор зубчатый; 9 - тяга; 10 - коромысло; 11 - планка; 12 - упор; 13 - лоток; 14 - винт; 15 - шайба конусная
Система управления:
Автоматическая система управления от запрограммированного контроллера.
В системе предусмотрено два режима:
- Режим наладки (ручное управление рабочими органами, наладка перемещений)
- Режим работы (работа станка в автоматическом режиме)
Редуктор поворота (рис.5)
Редуктор предназначен для поворота шпиндельной головки на угол резания и представляет собой литой корпус 2, в котором смонтирована червячная передача. На выходном валу червячного колеса 1 установлено зубчатое колесо 3, которое входит в зацепление с зубчатым сектором 8 (см. рис.4), закрепленным на корпусе 4.
Для поворота шпиндельной головки на нужный угол (см. рис.2) расфиксируйте стол поворотом рукоятки 3, и вращением рукоятки 2 установите стол по нониусу. Рукояткой 3 снова зафиксируйте стол. Стол фиксируется перемещением разрезной конусной шайбы 15 (рис.4) по конусной поверхности опоры при стягивании шайбы винтом 14.
Рис. 5. Редуктор поворота:
1 - червячное колесо; 2 - корпус; 3 - зубчатое колесо.
Ограждение (рис.6)
Ограждение предназначено для защиты рабочего от абразивной и металлической пыли, образующейся в процессе резания. Оно состоит из защитного кожуха 9, закрепленного на шпиндельной головке,
ограждения 3, состоящего из переднего литого чугунного корпуса 10, на котором находится пульт управления станком, и заднего литого чугунного корпуса 8, в котором установлен шламосборник 7.
Корпуса 8 и 10 закреплены на поворотном столе станка. На них закреплен сварной корпус ограждения 3, который сверху имеет патрубок 5 для подключения станка к цеховой вентиляции, либо к пылесосу для удаления абразивной и металлической пыли, не попавшей в процессе работы в шламосборник.
Сварной корпус ограждения справа имеет паз, в котором перемещается шпиндель с отрезным кругом в защитном кожухе, слева - дверки 4 для смены круга. На литых корпусах слева и справа установлены в направляющих 2 заслонки 1, 6 и 11, 12, прикрывающие прорези ограждения с целью защиты оператора от искр.
Нижние направляющие заслонок необходимо очищать от шлама по мере из загрязнения, а шламосборник 8 - не реже одного раза в смену.
Рис. 6. Ограждение:
1, 6, 11, 12 – заслонки; 2 – направляющие заслонок; 3 – ограждение;
4 – дверка ограждения; 5 – патрубок; 7 – шламосборник;
8 – корпус шламосборника; 9 – кожух;
10 – корпус передний.
Головка шпиндельная (рис. 7)
Головка представляет собой литой корпус 2, в направляющих которого для натяжения ременной передачи винтом 3 перемещается электродвигатель 5 с подмоторной плитой 4.
Корпус 2 с осью 8 закреплен на поворотном столе станка. Передача вращения от электродвигателя на шпиндель осуществляется ременной передачей, размещенной в кожухе 6. На корпусе 2 монтируется шпиндель отрезного круга и гидроцилиндр подачи 1.
Изменение скорости резания осуществляется сменой шкивов на валу электродвигателя. На кожухе ременной передачи имеется табличка с параметрами шкивов для получения необходимых скоростей резания.
Рис. 7. Шпиндельная головка:
1 – гидроцилиндр подачи; 2 – корпус; 3 – винт; 4 – плита подмоторная; 5 – электродвигатель; 6 – кожух; 7 – шкив; 8 – ось.
Шпиндель (рис.8)
В корпусе 2 на высокоточных радиально-упорных подшипниках 1 установлен шпиндель 4. На шпинделе 4 фланцами 5. 6 и гайкой 7 крепится отрезной круг. Вращение шпинделя осуществляется ременной передачей через шкив 3.
Рис. 8. Шпиндель:
1 – подшипник; 2 – корпус; 3 – шкив; 4 – шпиндель; 5,6 – фланцы; 7 – гайка.
Подставка (рис.9)
Подставка предназначена для поддерживания свободного конца длинномерного материала в процессе резания. Подставка состоит из основания 1, стойки 2 и кронштейна 3 с роликом 4. Высота ролика регулируется вращением стойки относительно основания и фиксируется контргайкой 5.
Рис. 9. Подставка
1 – основание; 2 – стойка; 3 – кронштейн; 4 – ролик; 5 – контргайка.
ЭЛЕКТРООБОРУДОВАНИЕ
Общие сведения
На станке применены двигатели, технические данные которых приведены в табл.8
Схема электрическая принципиальная станка представлена на рис.15 и 15а.
Таблица 8
| Наименование показателей, единицы измерения | Значения |
| Род тока питающей сети | Переменный трехфазный |
Частота тока, Гц | 50 | |
Напряжение, В | 380 | |
Количество электродвигателей на станке (гидронасосной установкой) | 2 | |
M1 | Мощность двигателя главного движения, кВт | 15 |
Частота вращения электродвигателя главного движения, мин-1 | 2930 | |
M2 | Мощность двигателя насосной установки, кВт | 1,1 |
Частота вращения электродвигателя гидронасосной установки, мин-1 | 1420 |
Система питания
Электрооборудование выполнено для подключения станка к трехфазной сети переменного тока напряжением 380В и частотой 50Гц. Питание цепей управления переменного тока 110В и цепей управления постоянного тока 24В осуществляется от понижающего трансформатора. От этого же трансформатора производится питание цепей местного освещения переменного тока 24В.
Полуавтоматический цикл.
Переключатель SA4 на пульте установите в положение "Полуавтоматический цикл". Для пуска цикла необходимо, чтобы узлы станка находились в исходной положении: кожух и двери электрониши закрыты, шпиндельная головка отведена (SQ1 включен), датчик реверса отключен.
Включите электродвигатель М1 и М2 - привода абразивного круга и гидроагрегата. При это срабатывают магнитные пускатели КМ1 и КМ2, которые своими главными контактами замыкают силовые цепи электродвигателей. Предполагается, что заготовка лежит на опорных призмах.
Пуск полуавтоматического цикла осуществляйте нажатием на кнопку SB6. При этом включается реле КА1, которое, после отпускания кнопки SB3, своим контактом в точках 56-61 включает реле КА2. Реле КА1 своими контактами в точках 44-70 включат электромагнит YV2 "Зажим заготовки", а в точках 44-49 готовит к включению реле КSQ3. Происходит зажим заготовки.
Реле КА2 своими контактами в точках 44-73 включает электромагнит YV3 "Рабочая подача". Происходит рез заготовки.
После окончания реза заготовки кромка круга нажимает на рычаг датчика реверса SQ3, который в точках 61-48 включает реле КSQ3. Последнее контактами в точках 60-62 отключает реле КА2, т.е. рабочую подачу, а в точках 44-64 включает реле КА3. Реле КА3 в точках 44-72 включает электромагнит YV4 "Отвод круга".
Отвод круга происходит до срабатывания датчика SQ1 - шпиндельная бабка отведена. При этом включается реле KSQ1, которое своими контактами в точках 64-58 подготавливает цепь разжима в точках 64-63 отключает реле отвода КА3. Вследствие этого в точках 58-59 включается реле КА4. которое в точках 44-71 включает электромагнит YV1 "Разжим заготовки".
С выдержкой времени (0,3с после отключения KSQ3) отключается реле КА4 и электромагнит Y1, устанавливая заданную R7 высоту разжима (0-16мм). НА этом полуавтоматический цикл заканчивается. Одновременно отключается реле КА1 через контакт КА4 и реле KSQ3 в точках 52-54. Повторение цикла происходит при повторном нажатии кнопки SB6.
Наладка
Рукоятку переключателя SA4 поставьте в положение "Наладка". В этом режиме можно производить отдельными толчковыми действиями следующие операции:
зажим и разжим заготовки - тумблером SА5;
подвод и отвод шпиндельной головки с зажимом заготовки - тумблером SА6.
ПРИМЕЧАНИЕ. Отвод шпиндельной головки с помощью переключателя SA6, при необходимости, можно производить независимо от положения рукоятки переключателя режимов SA4.
Защита, блокировка и сигнализация.
Максимальная защита электродвигателей от токов короткого замыкания осуществляется автоматическим выключателем QF1, защита от перегрузок трехфазными тепловыми реле PТ1 - PТ2. Защита цепей управления осуществляется автоматическими выключателями QF2-QF5.
При износе круга включается конечный выключатель SQ2, реле KSQ2, которое в точках 24-25 отключает пускатель КМ1 привода абразивного круга, а в точках 56-63 включает реле КА3. Последнее в свою очередь включает электромагнит YV4 "Отвод шпиндельной головки".
После замены изношенного круга новым, кнопкой SВ2 запустите главный привод в режиме наладки, и, нажатием на SB6, произведите дорезание заготовки.
На ограждении абразивного круга установлен микропереключатель SQ5, который отключает электродвигатели в случае открывания дверки ограждения.
Первоначальный пуск.
Перед первоначальным пуском станка проверьте:
отсутствие заеданий ротора электродвигателя (шпиндель должен легко поворачиваться от руки и без шума);
целостность и свободное перемещение подвижных контактных систем пускателей и реле;
состояние тепловых реле и автоматических выключателей;
действие блокирующих устройств дверей электрониши и защитного кожуха;
надежность заземления станка и гидростанции.
Cхема электрическая принципиальная.
Спецификация к схеме электрической приведена в таблице 9.
Таблица 9
Обозначение | Наименование |
SB1 | Кнопка АЕА-22 |
SB2 – SB6 | Кнопка ВК 43-21 |
SA4 | Переключатель АС-22 |
SQ1, SQ2 | Датчик ВБ2.18М.75.5.1.1.С4 |
KM1, KM2 | Контактор КМИ 110В |
KSQ1 – KSQ3, KA1 – KA4 | Промежуточное реле РП-21 24В |
QF1 | Выключатель автомат. АЕ2046М-10 |
QF2 | Выключатель автомат. ВА47-29 |
Рис. 15 Схема электрическая принципиальная
Рис. 15а Схема электрическая принципиальная
ГИДРАВЛИЧЕСКАЯ СИСТЕМА
Общие сведения
Гидропривод станка обеспечивает рабочий и обратный ход шпиндельной головки в наладочном и полуавтоматическом режимах, а также зажим и разжим отрезаемой заготовки.
Схема гидравлическая принципиальная представлена на рис. 12, а перечень гидроаппаратуры приведен в табл. 5.
Гидросистема станка включает в себя гидростанцию СГ1, расположенную рядом со станком: гидроцилиндры зажима Ц1 и подачи Ц2; регулятор расхода РП1, установленный на передней стенке станины, а также клапан давления КД1 с гидрораспределителями ГР1 и ГР2, которые смонтированы на гидропанели, закрепленной на задней стенке станины.
Подвод масла к гидропанели осуществляется по рукавам 1 и 9. Подвод масла от гидропанели к цилиндру Ц1 осуществляется по рукавам 11 и 12, а к цилиндру по рукавам 5 и 6 через регулятор подачи РП1.
Описание работы
Станок имеет два цикла работы полуавтоматический и наладочный.
Полуавтоматический цикл
Связь движения при выполнении отдельных элементов цикла следующая.
При нажатии кнопки «Пуск» начинает работать насос НП1 и гидростанция СГ1.
Давление в гидросистеме поддерживается предохранительным клапаном КД2. При отсутствии рабочих движений масло через клапан КД2 и гидрораспределитель ГР1 поступает на слив в бак гидростанции.
После подвода заготовки до упора, при нажатии кнопки «Цикл» SB3 срабатывает электромагнит Y2 гидроклапана ГР1 и электромагнит Y3 гидроклапана ГР2. При этом масло от насоса НП1 через гидроклапан ГР1 по рукаву 11 поступает в верхнюю полость цилиндра Ц1 и происходит зажим заготовки на ГР2. При это масло от насоса НП1 через гидроклапан КД1, который открывает проход для поступления масла от насоса по каналу 4 через гидрораспределитель ГР2, по рукаву 5 в нижнюю полость гидроцилиндра Ц2. Происходит рабочая подача абразивного круга до срабатывания конечного выключателя SQ3, который включает электромагнит Y4 и отключает электромагнит Y3 гидрораспределителя ГР2. Происходит отвод абразивного круга.
Скорость рабочей подачи регулируется настройкой регулятора расхода РП1. Шпиндельная головка возвращается в исходное положение, при это срабатывает конечный выключатель SQ1, который выключает электромагнит Y1 и включает электромагнит Y2 гидрораспределителя ГР1. Происходит разжим заготовки и отключение электромагнита Y2. После подвода следующей заготовки до упора и нажатия кнопки SB3, цикл повторяется.
Наладочный цикл
В данном режиме имеется возможность производить порознь ранее описанные движения узлом станка с подачей команды от отдельных тумблеров на пульте управления станка
Указания по обслуживанию гидропривода.
В гидросистеме станка в качестве рабочей жидкости применено масло гидравлическое И-40.
В масле не должно быть воды, водорастворимых кислот и щелочей, а также посторонних частиц размером более 25мкм. Гидробак гидростанции должен быть тщательно очищен. Заливку масла выполнять специальным насосом на нагревательной линии которого установлен фильтр пластинчатого типа и фильтр тонкой очистки без применения промежуточных емкостей. Масло заливайте до верхней отметки масло указателя с дополнительным добавлением его после заполнения гидросистемы станка при пуске насоса. Заливку масла в бак производите через горловину с фильтром предварительно вынув оттуда пробку. Слив осуществляется через отверстие в нижней части бака, закрытое резьбовой пробкой.
Пуск, проверка и устранение нарушений работы гидропривода.
Перед пуском насоса тщательно проверьте соединение рукавов. В случае появления нарушений нормальной работы гидропривода в первую очередь установите, не вызваны ли они попаданием воздуха в систему и загрязнением масла. Наличие воздуха в системе вызывает появление пены и пузырей на поверхности масла. В этом проверить плотность соединение рукавов и аппаратов. Загрязнение масла может привести к нестабильной работе клапанной и гидрораспределителей и быстрому выходу из строя насоса. Масло следует заменить.
Наблюдение за расходом масла.
В ходе эксплуатации станка ведите систематическое наблюдение за расходом масла в гидробаке. При понижении уровня ниже риски маслоуказателя произведите дополнительную доливку. Первую замену масла в гидробаке произвести через 5-8ч. После первого пуска гидростанции, вторую – после первого месяца работы станка. Последующие замены масла можно приурочить к текущему ремонту станка, но не реже, чем один раз в 6 месяцев.
Установившаяся температура масла в гидросистеме не должна превышать 550С.
Очистку, демонтаж и промывку фильтров производить согласно инструкции по эксплуатации к гидростанции.
Настройка контрольно-регулируемой аппаратуры.
Станок поставляется с гидроаппаратами отрегулированными согласно схеме гидравлической принципиальной. В случае необходимости донастройки регулировки переключатель циклов установите в положение "Наладочный режим".
Настройку регулирующей аппаратуры производите следующим образом:
золотник включения манометра ЗВМ1 переключите в позицию 1;
регулировочным винтом гидроклапана КД2 по манометру МН1 настройте рабочее давление 1,8МПа (18 кгс/см2);
законтрите регулировочный винт гидроклапана предохранительного КД2; клапан КД1 настройте так, чтобы подача масла в цилиндр Ц2 происходила после полного зажима заготовки цилиндром Ц1 и обеспечивала максимальное рабочее давление в нем в пределах 0,8-1,2 МПа (при это происходит интенсивное резание заготовки с перегрузкой главного двигателя в 1,3-1,7 раза).
ПРИМЕЧАНИЕ: Настройку клапана давления КД1 производить при полностью отрытом регуляторе расхода РП1.
Таблица 5
Обозначение рис.10 | Наименование | Кол-во | Примечание |
КД1, КД2 | Гидроклапан давления ПГ54-32М | 2 | Q=20л/мин, Р=2,5МПа (25кгс/см2) |
РП1 | Регулятор расхода с обратным клапаном МПГ55-32 | 1 | Q=20л/мин, Р=20МПа (200кгс/см2) |
ГИДРОРАСПРЕДЕЛИТЕЛИ | |||
ГР1* | ВЕ6.64А/Г24.Н | 1 | Q=16л/мин, Р=32МПа (320кгс/см2) |
ГР2* | ВЕ10.44/Г24.НМ | 1 | Q=33л/мин, Р=32МПа (320кгс/см2) |
СГ1 | Станция гидропривода СВ-М1-40-Н-1, 1-6 УХЛ4 | 1 | V= 40л, Q=6л/мин, Р=10МПа (100кгс/см2) |
SP1 | Реле давления 1 ГОСТ 26005-83 | 1 | Р= 6,3МПа, Ду=4 мм |
ЦИЛИНДРЫ | |||
Ц1 | Цилиндр зажима | 1 | D=46мм, d=24мм |
Ц2 | Цилиндр подачи 1-С3х100 | 1 | D=63мм, d=32мм |
ЛИНИИ СВЯЗИ | |||
1...7,11,12,14 | Напора всасывания | 10 |
|
10 | Управления | 1 |
|
8,9,13 | Слива | 3 |
|
*Допускается замена ВЕ6.64А/Г24.Н на ВЕ10.44/Г24.НМ, ВЕ10.44/Г24.НМ на РХ10.44.100-24/08АМ
Рис.10. Схема гидравлическая принципиальная
ПОРЯДОК УСТАНОВКИ
Распаковка.
Распаковку станка производите только на месте его установки. Следите за тем, чтобы не повредить станок распаковочным инструментом.
После распаковки станка проверьте наружное состояние узлов и деталей, наличие всех принадлежностей и других материалов согласно комплекту поставки.
Транспортирование
Транспортирование станка к месту установки производите в упаковке.
Для транспортирования гидростанции используйте специальные отверстия в кронштейнах на боковых стенках бака. Захват сторонами за гидроаппараты и электродвигатель запрещается.
При подъеме и опускании станка на фундамент руководствуйтесь схемой, представленной на рис. 11. Центр тяжести, поднимая его станка, определите, экспериментально приподымая его на 100-200мм над полом. Цепь 2 удерживает станок от опрокидывания назад. Стальные штанги 5 диаметром 45мм с фиксирующими штырями вставьте в отверстия в нижних нишах станины. Во избежание опускания шпиндельной головки не вынимайте специальную распорку 6, зажатую между поворотным корпусом и шпиндельной головкой, до установки станка на место эксплуатации.
При транспортировании к месту установки и при опускании на фундамент не подвергайте станок сильным уларом и толчкам.
Расконсервация
Перед установкой станок тщательно очистите от антикоррозийных покрытий, нанесенных на открытые, а также закрытее щитками и кожухами поверхности. Промытые наружные поверхности покройте тонким слоем масла индустриального И-20А ГОСТ 20799-88.
Очистку сначала производите деревянной лопаткой, а оставшуюся смазку с наружных поверхностей удаляйте чистыми салфетками, смоченными бензином или уайт-спиритом.
Монтаж
Точность работы станка зависит от правильной установки.
Станок устанавливается на фундамент, схема которого приведена на рис.12а и выверяется по уровню с точностью 0,04мм на 1000мм. Уровень устанавливается на поворотный корпус станины.
После выверки станка по уровню подлейте под него цементным раствором, затвердевание которого должно происходить в течение 72ч. После чего затяните фундаментные болты.
Затяжку болтов производите нормальным ключом, при этом следите, чтобы точность выверки станка не была нарушена. После окончательной затяжки болтов станок еще раз выверите по уровню.
Установка станка на фундамент, подсоедините гидростанцию и электросеть к станку.
Первоначальный пуск
Перед пуском станка:
- ознакомьтесь с настоящим руководством по эксплуатации;
- удалите с помощью бензина, уайт-спирита или керосина антикоррозийное покрытие, нанесенное на поверхности станка перед упаковкой;
- проверьте состояние электроаппаратуры, изоляции проводов, обмоток электродвигателя и аппаратов;
- очистите бак гидростанции;
- залейте через фильтр масло в бак гидростанции (см. раздел «Гидравлическая система»);
- проверьте направление вращения отрезного круга, которое должно соответствовать направлению вращения на электродвигателе;
- проверьте крепление отрезного круга;
- проверьте работу станка в холостую.
Настройка, наладка, режим работы.
Перед началом работы все механизмы установите в исходное положение. Наладку станка произведите в такой последовательности:
- установите на шпинделе прижимные фланцы, соответствующие диаметру отрезного круга;
- при помощи шкивов на валу электродвигателя установите нижнюю скорость резания в соответствии с таблицей, установленной на кожухе ременной передачи;
- регулятором потока установите необходимую скорость подачи шпиндельной головки;
- рукояткой переключателя «отжим-зажим» в режиме «Наладка» установите прижимные планки в положение разжима по размеру заготовки. Высота разжима планок в полуавтоматическом режиме работы устанавливается автоматически на 10…16мм (раздел «Электрооборудование»).
Рис.11.Схема подъема станка для установки на фундамент:
1- грузоподъемная траверса; 2- цепь; 3 – стропы; 4 – штырь; 5 – штанга; 6 – распорка.
Рис.12. Фундаментный болт
Рис.12а.Схема и габаритные размеры фундамента
ПОРЯДОК РАБОТЫ
Работу на станке осуществляйте следующим образом:
- уложите разрезаемый материал одним концом на призму станка, а другим – на ролики подставок, предварительно выставленные с призмой в горизонтальной плоскости;
- настройте механизм компенсации износа круга на сечение разрезаемого материала;
- настройте упор откидной на заданную длину отрезаемой заготовки и установите против разрезаемого материала. Материал под зажимными планками продвигается до упора. Упор обеспечивает возможность установки заготовки для разрезки только под прямым углом, в других случаях он откидывается;
- величину скорости подачи регулируйте регулятором потока, установленным на передней части станины. Максимальный поворот регулятора потока составляет 4 оборота. При повороте лимба по часовой стрелке подача увеличивается, при обратном вращении – уменьшается.
Полуавтоматический режим.
Переключателем циклов SA4 установите полуавтоматический режим работы, затем нажмите кнопки «Пуск». Зажим материала, разрезка, отвод круга и разжим материала производится автоматически. Подачу материала выполняйте вручную. Отрезанная заготовка при этом выталкивается за пределы станка.
Для следующего реза цикл повторяется в той же последовательности.
Наладочный режим.
Переключатель циклов SA4 установите в положение «Наладка». Затем нажмите кнопку «Пуск». Переключателем SA5 произведите зажим заготовки.
Рабочая подача и отвод абразивного круга производится на пульте управления переключателем SA6.
УКАЗАНИЯ ПО ЭКПЛУАТАЦИИ СТАНКА
Ввиду того что режим резания зависит от характеристик отрезного круга (зернистости, твердости, связки, марки абразивного материала), подбор режима резания рекомендуется производить ориентировочно.
Смену изношенного и установку нового круга производите в такой последовательности:
отключите электродвигатель;
откройте дверки ограждения и кожух после прекращения вращения шпинделя;
снимите гайку крепящую фланец на шпинделе;
снимите изношенный отрезной круг замените новым. При этом между фланцем и отрезным кругом установите прокладки из кожкартона толщиной 0,5мм с диаметром равным диаметру фланца;
надежно прижмите фланец отрезного круга гайкой для предотвращения поворота круга относительно шпинделя при работе.
Перед поворотом корпуса на угол резания, очистите и смажьте опорную плоскость станины.
Возможные неисправности и методы их устранения
Неисправность | Причины неисправности | Метод устранения неисправности |
Отсутствует подача отрезного круга в наладочном режиме | Недостаточное давление в гидросистеме; Неисправен гидрораспределитель ГР2; | Отрегулируйте гидроклапан давления гидростанции КД2 или клапан гидравлической последовательности (гидроклапан давления КД1) на гидропанели станка; Отремонтируйте или замените гидрораспределитель ГР2; |
Отсутствует зажим-разжим заготовки в наладочном режиме | Неисправен гидрораспределитель ГР1; Неисправность в цепях контактов переключателей | Отремонтируйте или замените гидрораспределитель ГР1; Установите обрыв в цепях или замените неисправный переключатель |
Отсутствует давление в гидросистеме | Засорен фильтр Ф1 гидростанции; Не работает насос гидростанции | Заменить фильтр и масло в гидростанции; Отремонтируйте или замените насос гидростанции |
Насос не подает масло в гидросистему | Неправильное направление вращения вала насоса; Низкий уровень масла в баке | Реверсируйте направление вращения вала электродвигателя насосной установки; Долейте масла до уровня маслоуказателя |
Шум в гидросистеме | Наличие воздуха в гидросистеме; Низкий уровень масла в баке | Произведите затяжку углового присоединения всасывающей трубы; Долейте масла |
Стук при работе насосной установки | Износилась резиновая звездочка упругой муфты | Заменить звездочку |
Движение гидроцилиндров Ц1 и Ц2 происходит рывками (толчками) | Наличие воздуха в гидросистеме | Прогоните несколько раз гидроцилиндры в обе стороны от крышки до крышки |
Рабочая подача качалки не регулируется | Неисправен регулятор расхода РП1 | Помойте регулятор расхода или замените его |
Станок не работает в автоматической режиме после нажатия кнопки SB3 при включенных главном приводе и гидроприводе | Шпиндельная головка не находится в верхнем исходном положении; Лепесток 5 механизма компенсации износа круга не стоит над датчиком «Ж»; Неисправен переключатель режимов на пульте; Неисправен переключатель SQ3 контроля конца реза; | В наладочном режиме поднимите шпиндельную головку; Доверните лепесток вручную, отрегулируйте механизм компенсации износа круга Отремонтируйте либо замените переключатель Отрегулируйте или отремонтируйте изношенные детали либо замените микропереключатель |
| Отсутствует электрический контакт в цепях питания катушек исполнительных реле | Обнаружьте и устраните неисправность контактов реле датчиков SQ1, SQ2 и других элементов в соответствии с принципом работы электросхемы |
В конце цикла не происходит достаточный разжим заготовки | Обрыв цепи регулирующего резистора R7 | Устраните обрыв цепи резистора R7 и, перемещением его регулятора, установите требуемую высота разжимов в автоматическом цикле |
Перечень подшипников качения
Условное обозначение подшипника | Где применяется | Кол-во | Поз по рис. 14. |
Подшипник 60205 | Подставка | 2 | 1 |
Подшипник 5-236211 | Шпиндель | 2 | 2 |
Подшипник 7508 | Головка шпиндельная | 2 | 3 |
Подшипник 7207 | Редуктор поворота | 1 | 4 |
Подшипник 7204 | Редуктор поворота | 3 | 5 |
Рис.13. Схема расположения подшипников
СМАЗКА СТАНКА
В станке предусмотрена индивидуальная система смазки, представленная на рис. 14. Перечень точек смазки приведен в табл.
Для смазки зубчатой передачи поворота шпиндельной головки на угол резания снимите крышку на поворотном корпусе станины.
Поз.на рис. 15 | Смазываемая точка | Куда входит | Периодичность смазки | Кол-во точек | Смазочный материал и его доля, кг |
1 | Подшипники | Подставка | 1 раз в 6 месяцев | 2 | ЦИТАИМ-203 0,3кг |
2 | Подшипники | Шпиндель | При сборке | 2 | ЦИТАИМ-203 0,1кг |
3 | Подшипники | Головка шпиндельная | 1 раз в 6 месяцев | 2 | |
4 | Втулки поворотного корпуса | Станина | 1 | Масло И-20А 0,1кг | |
5 | Зубчатая передача | 1 | ЦИТАИМ-203 0,1кг | ||
6 | Плоскости разъема станины | 1 раз в 3 месяца | 1 | ||
7 | Червячная передача | 1 |
Рис. 14. Схема смазки станка
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Система технического обслуживания определяет порядок, содержание и периодичность осмотра и обслуживания машины в процессе эксплуатации.
К проведению ТО допускаются только следующие сотрудники
- прошедшие обучение эксплуатации оборудования.
- прошедшие инструктаж по технике безопасности.
Предусматриваются следующие виды технического обслуживания:
ТО – 1 – ежедневное;
ТО – 2 – ежемесячное;
ТО – 3 – ежегодное;
Работы, предусмотренные ТО – 1 – ТО – 3 охватывают проверку и обслуживание основных механизмов, определяющих надежность работы ножниц, выполнять в соответствие с ГОСТ 18322-76
СТРОГОЕ ВЫПОЛНЕНИЕ ЭТИХ РАБОТ ЯВЛЯЕТСЯ ОБЯЗАТЕЛЬНЫМ
ТО – 1 (проводится ежедневно).
Перед началом работы проверить и убедиться в исправности всех узлов машины и правильности из взаимодействия:
- Провести проверку всех узлов, требующих смазки на предмет наличия смазочного материала в нужном количестве (в случае необходимости произвести внеплановую смазку узла)
- Произвести смазку всех точек машины согласно схеме смазки в соответствии с указанной периодичностью.
- Проверить работу сигнальных ламп.
- Проверить надежность и сохранность заземления машины.
- Провести проверку затяжки болтовых и гаечных соединений.
- Визуальный осмотр всех узлов станка
- Проверить герметичность защитного кожуха и крепления инструмента.
В случае выявления неисправностей (не затянутые элементы, повреждение механизмов, повреждение внешнего вида, пр.) эксплуатация оборудования запрещена, до выявления причины и полного устранения неисправности.
По окончанию работ, необходимо тщательно убрать все рабочие узлы станка, близлежащею территорию (в радиусе 1 метр).
ТО – 2 (проводится один раз в месяц)
1. Проверить и при необходимости подтянуть крепления всех узлов машины, защитных кожухов, а также гайки фундаментных болтов.
2. Проверить натяжение клиновых ремней. Стрела прогиба ремня под нагрузкой 80 Н не должна превышать 10 мм. При выходе из строя одного ремня необходимо менять весь комплект. Комплектовать новые ремни с бывшими в употреблении недопустимо.
3. Проверить характеристики машины (на точность по ГОСТ 15961—80).
4. Проверить пульт управления, его крепление, крепление кнопок, переключателей, и сигнальной арматуры на панелях пультов.
5. Отключить питание станка, протянуть все детали электрошкафа.
6. Проверить уплотнения защитного кожуха.
ТО – 3 (проводится один раз в год)
1. Проверить характеристики машины (на точность по ГОСТ 15961—80), при необходимости регулировать.
2. Продуть сжатым воздухом электродвигатель, пульт управления, электрошкаф.
3. Проверить крепление всех аппаратов в электрошкафу и состояние их контактов. При необходимости промыть и зачистить контактные поверхности.
В процессе эксплуатации машины, начиная с ее пуска в эксплуатацию, необходимо вести журнал, в котором должно быть зафиксировано каждое техническое обслуживание с указанием: даты обслуживания, ответственного, проверенных механизмов, выявленных отклонений, работ по устранению отклонений, проверенных регулировок, а также замены деталей, материалов (масла) и т.п.
Отсутствие эксплуатационного журнала, а также невыполнение требований, относящихся к порядку, содержанию и периодичности технического обслуживания, является грубым нарушением, правил эксплуатации.
Отсутствие смазочного материала в узлах оборудования, указанных в карте смазки является основанием для прекращения гарантийных обязательств.
При загрузке машины более чем в одну смену, сократить периоды смазки кратно количеству рабочих смен) (две смены- в два раза; три смены- в три раза), кроме узлов, которые смазываются ежесменно.
Работы, предусмотренные ТО – 1 и ТО – 3, не исключают проведения плановых ремонтных работ, обусловленных «Единой системой ППР».
При проведении различных ТО необходимо строго соблюдать указания по мерам безопасности, изложенные в предыдущих разделах.