








Поперечно-строгальный станок OVTO 7305GT
Поперечно-строгальные станки предназначены для выполнения следующих операций:
- строгание как плоских, так и фасонных, горизонтальных и вертикальных поверхностей
- строгание наклонных поверхностей, путем установки суппорта под углом
- строгание, прорезание канавок и шпоночных пазов
- строгание фасок
- строгание нестандартных заготовок при помощи дополнительных приспоблений
Вид климатического исполнения УХЛ-4 по особому заказу и в других климатических условиях. Класс точности - Н.
По Техническому Заданию заказчика строгальные станки могут изготавливаться с поворотным столом, а также дополнительно комплектоваться долбежной головкой и тисками как с ручным, так и с пневмоприводом, при этом могут измениться габаритные размеры и масса станка.
| Ход ползуна, мм | 500 |
| Расстояние от опорной поверхности резца до станины (вылет), мм | 590 |
| Перестановка ползуна, мм | 310 |
| Расстояние между рабочей поверхностью стола и направляющим ползуна, мм | 480 |
| Размеры верхней рабочей поверхности стола, мм | 500x400 |
| Количество Т-образных пазов на рабочей поверхности стола | 3 |
| Ширина Т-образных пазов,мм | 18 |
| Расстояние между осями Т-образных пазов, мм | 100 |
| Ход стола в горизонтальном направлении, мм | 530 |
| Ход стола в вертикальном направлении, мм | 310 |
| Ход салазок суппорта до входа в станину, мм | 170 |
| Угол поворота суппорта до входа в станину | -60 .. 0 .. +60 |
| Угол поворота основной доски резцедержателя | 15 |
| Сечение резца, мм | 32x20 |
| Количество скоростей ползуна | 8 |
| Диапазон чисел двойных ходов ползуна, мин-1 | 13,2...150 |
| Количество горизонтальных подач стола | 25 |
| Диапазон горизонтальных подач стола на один двойной ход ползуна | 0,2...5 |
| Количество подач суппорта | 6 |
| Скорость быстрого перемещения стола в горизонтальном направлении, м/мин | 4 |
| Скорость быстрого перемещения стола в вертикальном направлении, м/мин | 0.8 |
| Допускаемое усилие резания на ползуне, кН | 17.6 |
| Мощность двигателя главного привода, кВт | 5.5 |
| Габариты (ДxШxВ), мм | 2310x1055x1550 |
| Масса, кг | 1980 |
Наименование | Количество |
Станок в сборе в базовой комплектации | 1 |
Инструмент и принадлежности | |
Лампа освещения рабочей зоны | 1 |
Ремень В(Б) -1400 | 3 |
Ограждение | 1 |
Стружкосборник | 1 |
Ключ квадрат 14 | 1 |
Ключ фигурный | 1 |
Шприц рычажно-плунжерный | 1 |
Рукоятка кривошипная | 2 |
Техническая документация | |
Руководство по эксплуатации 7305 / 7307 | 1 |
Технический паспорт | 1 |
Наименование | Количество |
Станок в сборе в базовой комплектации | 1 |
Инструмент и принадлежности | |
Лампа освещения рабочей зоны | 1 |
Ремень В(Б) -1400 | 3 |
Ограждение | 1 |
Стружкосборник | 1 |
Ключ квадрат 14 | 1 |
Ключ фигурный | 1 |
Шприц рычажно-плунжерный | 1 |
Рукоятка кривошипная | 2 |
Техническая документация | |
Руководство по эксплуатации 7305 / 7307 | 1 |
Технический паспорт | 1 |
УСТРОЙСТВО СТАНКА
Общий вид с обозначениями составных частей станка приведен на рисунке. Перечень составных частей станка приведен в таблице.
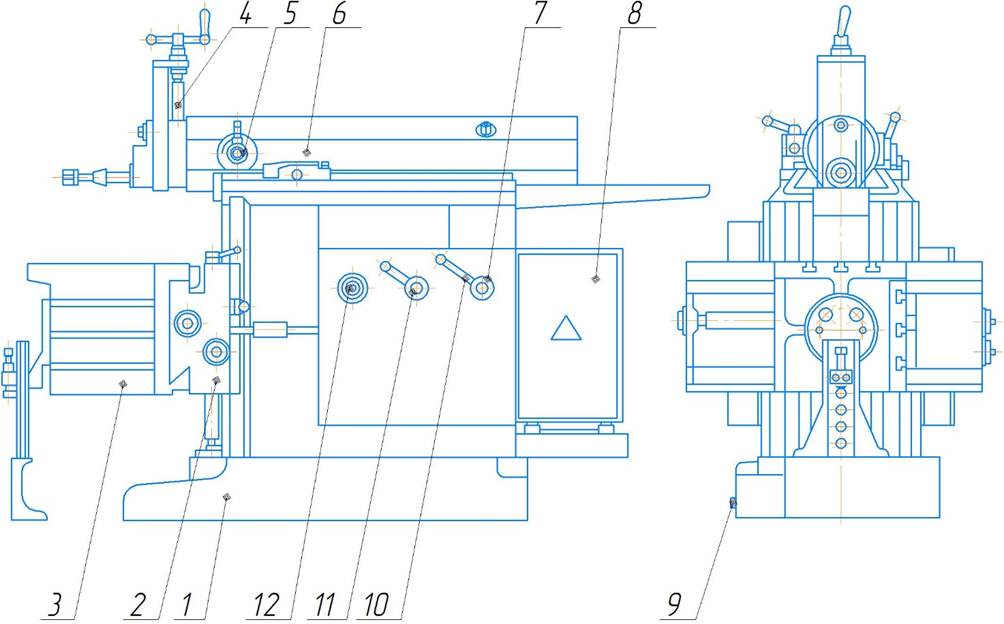
Позиция на рис.3 | Наименование |
1 2 3 4 5 6 7 8 9 10 11 12 | Станина Поперечина Стол Суппорт Механизм вертикальной подачи суппорта Ползун Коробка скоростей Электрооборудование Смазка Механизм переключения скоростей Коробка подач Механизм кулисный |
Принцип работы станка.
Основными частями станка являются: станина, ползун, стол суппорт, коробка скоростей, кулисный механизм, коробка передач.
Станина имеет коробчатую форму, является достаточно жесткой. По горизонтальным направляющим станины перемещается ползун с прикрепленным к нему суппортом. В резцедержателе суппорта закреплен резец, совершающий прямолинейное (горизонтальное) возвратно-поступательное движение.
Внутри станины расположены кулисный механизм, преобразующий вращательное движение кулисного зубчатого колеса в поступательное движение ползуна. Электродвигатель главного привода сообщает вращательное движение коробке скоростей, а через нее – кулисному зубчатому колесу. За каждый оборот кулисного зубчатого колеса ползун совершает один двойной ход, состоящего из рабочего хода, при котором срезается слой металла, и обратного холостого хода, при котором резец отводится в исходное положение.
На станке имеются вертикальные направляющие, по которым перемещается поперечина. Поворотный стол передвигается по горизонтальным направляющим поперечины, что в итоге обеспечивает возможность столу перемещаться в вертикальном и горизонтальном направлениях, а также поворачиваться вокруг своей оси.
Заготовка крепится на столе. Поперечную подачу осуществляет автоматическая коробка передач, вертикальную подачу – механизм автоматической подачи суппорта.
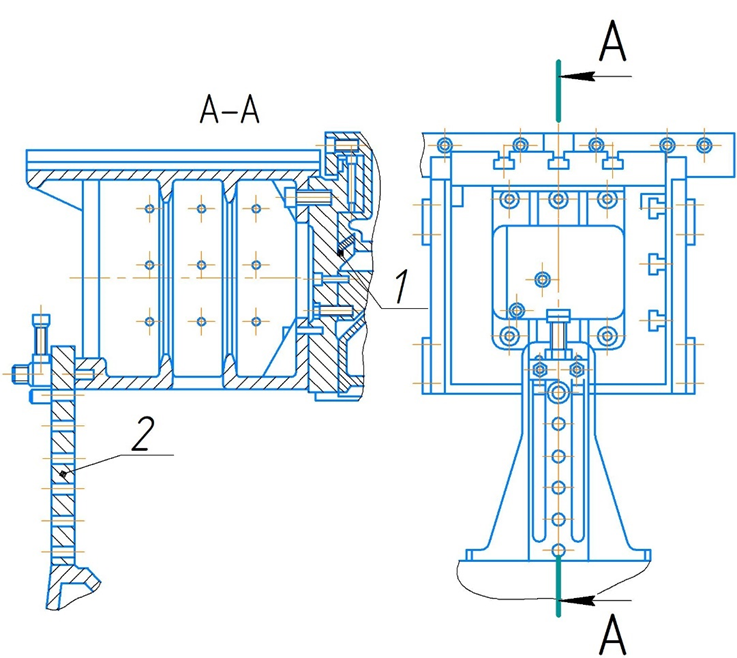
Ползун

Ползун представляет собой пустотелую чугунную отливку, снабженную внутри ребрами жесткости. Снизу ползун имеет наклонные направляющие в форме «ласточкина хвоста», которыми он скользит по направляющим, образованным станиной и клиньями. Подвижный клин должен быть отрегулирован так, чтобы ползун совершал свое возвратно-поступательное движение легко и без люфта.
Прямолинейное возвратно-поступательное движение ползуна осуществляется кулисой, соединенной с ползуном посредством серьги 1, пальца 2, кулака 3 и винта 7. К передней части ползуна крепится суппорт (резцовая головка).
При работе помимо установки ползуна на нужную длину хода и частоту двойных ходов в минуту требуется также установить вылет ползуна, обеспечивающий обработку в требуемом месте. Для этого необходимо поставить ползун в крайне переднее положение, и, если вылет окажется недостаточным, надеть кривошипную рукоятку на квадрат валика 14и вращать валик до установки необходимого вылета.
При вращении валика 11 приводятся в движение конические зубчатые колеса 12 и 4, последние через гайки 5 и 6 приводят во вращение винт 7, который перемещаясь при помощи кулака 3, устанавливает ползун в нужное положение относительно обрабатываемого изделия.
С левой стороны ползуна смонтирована часть механизма автоматического откидывания резца при обратном ходе ползуна, состоящая из вилки 9, штанги 8 и фрикционного тормоза, прикрепленного к клиновой планке 16. Штанга перемещается вдоль оси относительно ползуна в длину
В начале перемещения ползуна с суппорта в направлении рабочего хода штанга остается неподвижной. Пружина 21 (см. рис. 10) возвращает планку в исходное положение, тем самым в рабочее положение. Ползун, пройдя
Суппорт
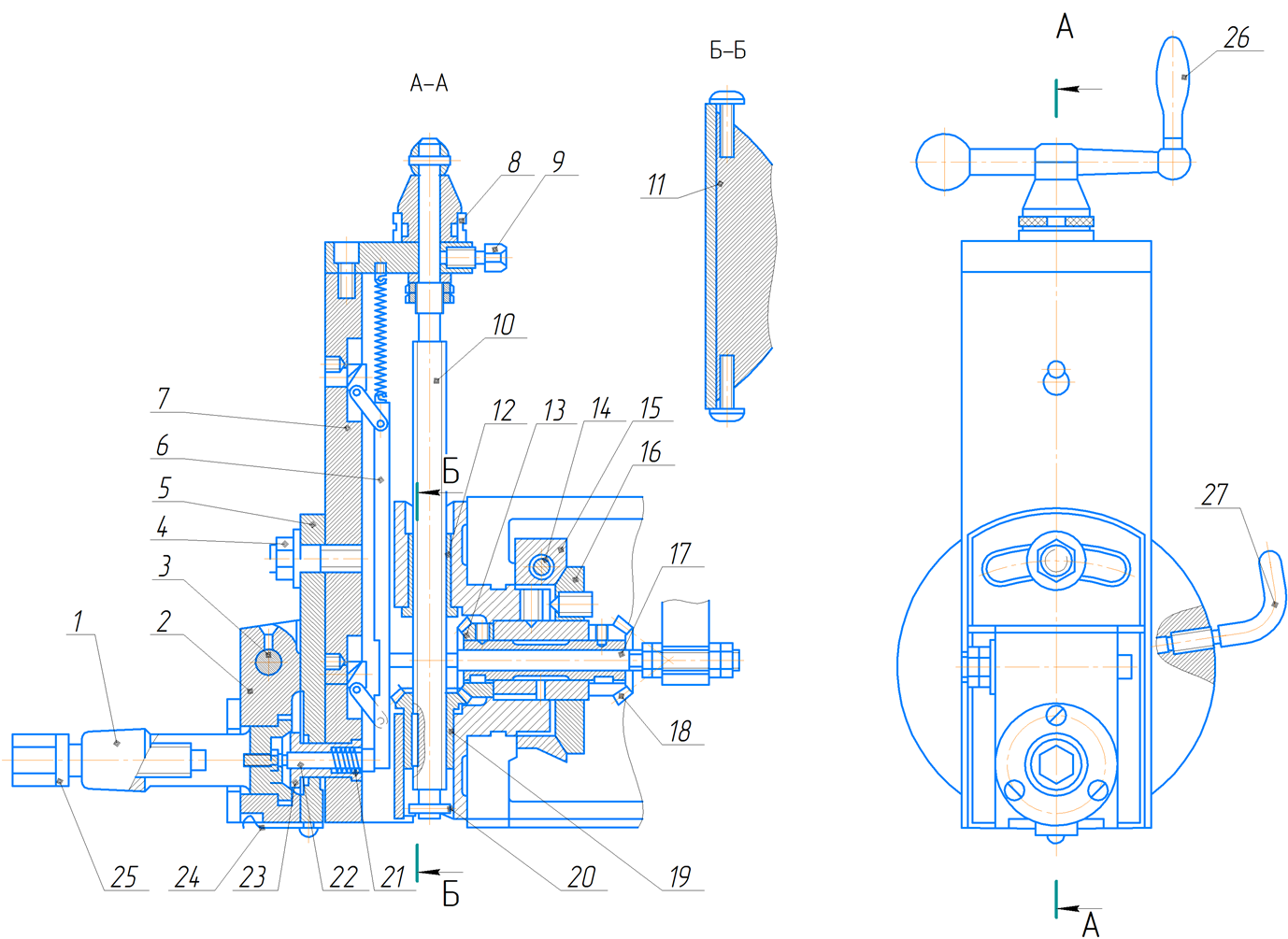
Суппорт (резцовая головка) поворотным кругом 20 центрируются по ползуну и прикрепляется к нему хомутом 15, обжимающим конусное кольцо 16. Хомут затягивается валиком 14 с резьбой при помощи рукоятки, надеваемой на выступающий квадратный конец валика.
При работе с поворотом суппорта ( резцовый головки) на угол 60о суппорт должен оставаться вне корпуса станины в течении всего рабочего цикла.
На поворотном корпусе закреплена шкала с делениями от 90о до 30о с рабочей стороны. Спереди поворотный круг имеет направляющие в форме «ласточкина хвоста», по которым перемещаются салазки 7 суппорта.
Суппорт имеет ручную подачу и при установке механизма автоматической подачи суппорта – автоматическую подачу (опция).
Ручная подача осуществляется рукояткой 26 при помощи винта 10 и 12, неподвижно связанной с поворотным кругом. Для отсчета величины перемещения суппорта винт его снабжен лимбом 8 с ценой деления на
При работе без подачи суппорт зажимают установленным сбоку винтом рукояткой 27, устраняя произвольный отжим суппорта выборкой имеющихся в механизме незначительных зазоров. Боковой клин 11 суппорта должен быть отрегулирован винтами, установленными на его торцах так, чтобы суппорт перемещался по направляющим легко и без люфта.
К салазкам суппорта прикреплена доска 5, допускается поворот на угол +-15о. К поворотной доске шарнирно на оси 3 крепится откидная доска 2 с резцедержателем 1, служащая для откидывания резца или свободного скольжения резца по обрабатываемой заготовке при обратном ходе ползуна и включенном механизме автоматического откидывания резца. Резец, поставленный в паз резцедержателя 1, закрепляется винтом 25.
При строгании горизонтальных поверхностей поворотный круг установить на угол 90о, поворотная доска 5 при этом должна находится в среднем положении. При строгании вертикальных поверхностей поворотный круг установит на 0о, а поворотную доску повернуть верхним концом по дугообразному пазу до упора, в сторону от обрабатываемой поверхности.
Для поворота доски 5 ослабить гайку 4. В нижней части поворотной доски укреплена плоская пружина 24, препятствующая чрезмерному отбрасыванию доски 2 при больших числах двойных ходов ползуна в минуту. Пружина 24 также поддерживает откидную доску при выходе резца из соприкосновения с обрабатываемой поверхностью во время работы станка. С внутренней стороны к салазкам суппорта шарнирно прикреплена верхним концом планка 6, через которую толкатель 22 воздействует толкатель 17, жестко связанной с вилкой 9 (см. рис 9), в результате чего в начале обратного хода ползуна происходит подъем откидной доски.
При использовании станка для долбежных работ, резцовую головку для строгальных работ заменить на долбежную головку* .Долбежная головка вставляется горизонтально в паз прихвата 3, притягивается гайкой к резцовой доске 2 и дополнительно от проворота подпирается винтами.
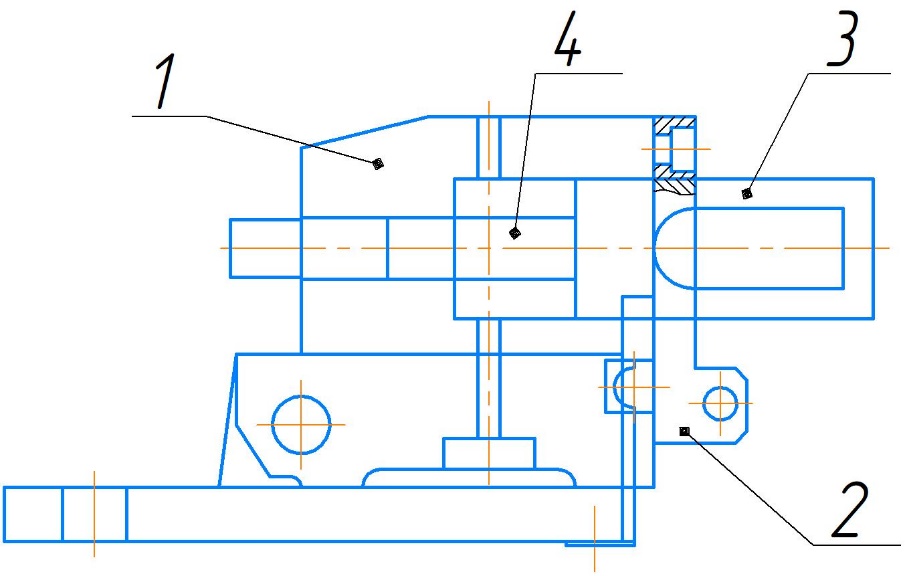
1-колодка откидная, 2-доска резцовая, 3-прихват цилиндрический, 4-пружина.
* Долбежная головка входит в стандартный комплект поставки станков серии TD. Для станков серии GT долбежная головка может быть поставлена за дополнительную плату.
Механизм вертикальной подачи суппорта (опция)
Механизм вертикальной подачи суппорта расположен на боковой стороне ползуна.

При механической подачи суппорт движется только в одном направлении – вниз. Движение механической подачи осуществляется при обратном (холостом) ходе ползуна, когда рычаг 9 роликом 10 набегает на кулачок 11, который привернут винтом 12 к боковой стороне клиновой планки станины и , в зависимости от величины подачи и вылета ползуна, может переставляется вдоль клиновой планки. При набегании ролика 10 на кулачок 11 рычаг 9, жестко связанный с валиком 7, поворачивает это валик (по часовой стрелке), а вместе с тем и рычаг 14, также жестко связанный с валиком 7.
Собачка 19 и планка 17 связаны между собой двумя крайними штифтами неподвижно, а третьим (средним штифтом) связаны с двух сторон рычагом 14. Третий штифт служит осью вращения для тесно связанных между собой собачки 19 и планки 17, собачка 19 зацепляется с храповым колесом 1, установленным на ступице конического зубчатого колеса 15. Планка 17 опирается на кольцо 2. Зацепление собачки19 с храповым колесом 1 обеспечивается пружиной 18, сидящей в гнезде рычага 14 и постоянно действующей на собачку 19 и планку 17. Кольцо 2 на втулке 8 поворачивается при повороте на втулки 8 рукояткой 4. На наружной поверхности кольца 2 имеется фрезерованный скос.
Зацепление собачки 19 с храповым колесом 1 происходит в момент, когда планка 17 опорным зубом сходит с поверхности кольца и попадает на срезанный его участок. Получение движение передается суппортом через зубчатое колеса 13, 18 и 19 (см. рис.10). При рабочем ходе ползуна под действием пружины 13 (см. рис 12) происходит поворачивание рычага 14 и валика 7 в обратном направлении (против часовой стрелки).
Рычаг 9 возвращается в исходное положение.
Вместе с рычагом 14 собачка 19 проскальзывает по трапповым зубьям, и планка 17 своим опорным зубом заходит на наружную поверхность кольца 2, вследствие чего автоматической подачи суппорта не происходит.
Изменение величины подачи осуществляется соответствующим поворотом сектора 6, а вместе с ним захватываемых собачкой за один двойной ход ползуна. Фиксируется положение выбранной подачи защелкой 5, заходящей под действием пружины в торцевые канавки сектора 6.
Выключается механизм вертикальной подачей суппорта поворотом сектора 6 в положение «О». При том кольцо 2 поворачивается в положение, при котором зуб планки 17 не заходит в срезанный участок кольца 2 и собачка 19 не зацепляется с храповым колесом 1. Механическая подача прекращается, что позволяет осуществлять подачу суппорта от руки.
Для предохранения механизма от поломки при обратном ходе ползуна в корпусе 3 установлен фиксатор 16,который входит в отверстие рычага 14и фиксирует его в таком положении, что исключает возможность касания рычага 9 кулачка 11 при рабочем ходе.
Механизм вертикальной подачи суппорта работают только при ходе ползуна более
Механизм кулисный
Механизм кулисный преобразует вращательное движение движения кулисного зубчатого колеса в возвратно-поступательное прямолинейное движение ползуна.
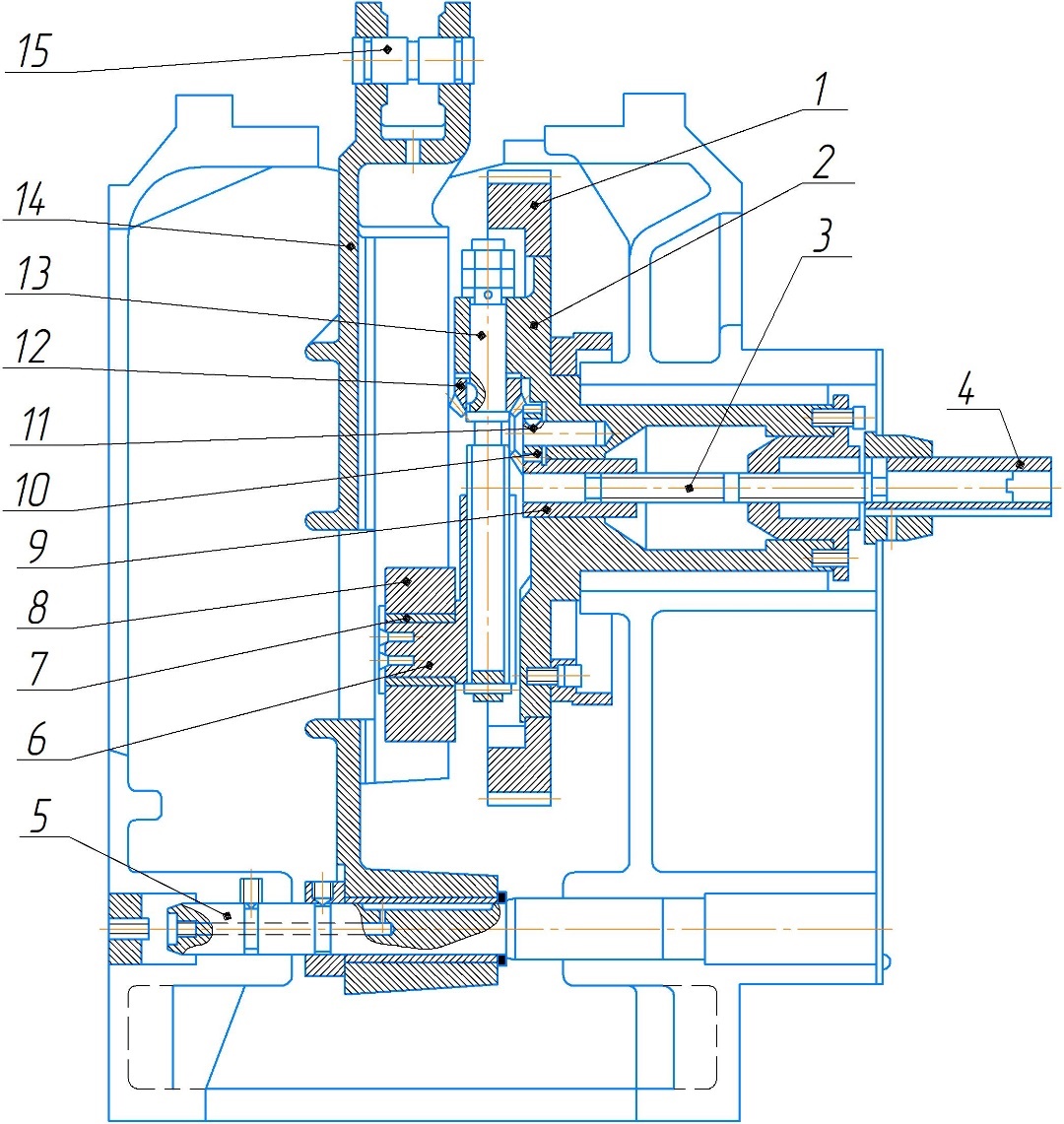
Кулисный механизм смонтирован внутри станины и получает движение от коробки скоростей при зацеплении зубчатого колеса 1 с зубчатым колесом коробки скоростей 22. Зубчатое колесо 1 привернуто к корпусу барабана и передает ему движение с 8 ступенями частоты вращения.
На торце корпуса кулисного барабана в призматических направляющих установлен палец 6, на котором насажен камень 8, входящий в направляющие прорези, расположенные вдоль кулисы 14.
При вращении барабана 2 палец 6 увлекает за собой камень 8 кулисы, который перемещается в направлении кулисы и заставляет ее качаться вокруг своей нижней оси 5.
Верхний конец кулисы шарнирно связан серьгой, надетый на палец 15, с ползуном. Кулиса, совершающая качательное движение, сообщает ползуну возвратно – поступательное движение.
Длину хода ползуна следует изменять поворотом кривошипной рукоятки, надетой на выступающий торец винта 3 нарезаны шлицы, передающие вращение зубчатому колесу 9, которое передает вращение зубчатому колесу 10, закрепленному на коническом зубчатом колесе валика 11. Далее вращение передается коническому зубчатому колесу 12, закрепленном на винте 13. Винт 13 входит своим резьбовым концом в гайку пальца 6. При вращении винта 13 палец 6 перемещается относительно центра корпуса.
Длина хода ползуна отмечается втулкой 4, на котором нанесены деления с цифровыми обозначениями длины хода ползуна.
Коробка подач (рис.14)
Коробка подач осуществляет горизонтальные подачи стола и ускоренное перемещение в горизонтальном и вертикальном направлениях. Коробка подач смонтирована в боковой нише станины со стороны выступающего конца кулисного корпуса.

Движение механизму подач передается от эксцентрика на барабан 2 (см. рис.13) и вращается вместе с ним. Вращаясь, эксцентрик кулисного барабана своей поверхностью соприкасается с роликом 9 (рси.14), которая через ось 10 сообщает качательное движение рычагу 8. Рычаг 8 через валик 7 передает свое движение зубчатому сектору 14. Зубчатый сектор 14 поворачивает свободно сидящий на ступице конического зубчатого колеса 15 зубчатый сектор с поводком 1. Поводок имеет ось 3, на которую установлена собачка 2, упирающаяся в зубья храпового колеса 4. Храповое колесо насажено на ступицу конического зубчатого колеса 15, свободно сидящего на валу 6. Колесо 15 находится в зацеплении с коническим зубчатым колесом 16, которое свободно сидит на валу подачи19 и имеет на торце кулачки, входящие в зацеплении с кулачками полумуфты 17.
Кулачковая полумуфта 17, сидящая на шлицевом валу подачи, пружиной 18 прижата к кулачкам конического зубчатого колеса 16. Кулачки конического зубчатого колеса 16 и кулачковой полумуфты 17 под действием пружины 18 находится постоянно в зацеплении и, кроме передачи вращения валу подачи 19, выполняет роль предохранительной муфты.
При жестком упоре стола или поперечины полумуфты 17 отжимается от зубчатого колеса 16, и кулачки полумуфты проскальзывают по кулачкам конического зубчатого колеса. Передача усилия в этом случае от коробки подач на вал 19 прекращается. При этом создается характерные щелчки.
Обратный отвод зубчатого сектора 14 производится пружиной 20 при этом собачка 2 проскальзывает по скосам зубьев храпового колеса, и движение подачи не производится.
Подача стола происходит только при холостом (обратном) движении ползуна.
Величину подачи устанавливать поворотом корпуса 12 с помощью рукоятки 21.
Положение выбранной подачи указывается на шкале корпуса 12.
Изменение величины подачи осуществляется удалением или приближением плеча с роликом рычага 8 к эксцентрику кулисного механизма, в результате чего меняется угол поворота зубчатого сектора 14 и соответственно поводка 1, при этом собачка 2 захватывает большее или меньшее число зубьев храпового колеса. Величина подачи зависит от числа зубьев, через которое перескакивает собачка по храповому колесу.
Для отвода рычага от кулака эксцентрика повернуть рукоятку 21 корпуса 12, сидящего на оси 11 и имеющего зубчатый венец. Зубчатый венец корпуса 12 зацепляется сектором 13, свободно сидящим на валике 7. На валик 7 посажен рычаг 8 с роликом 9.
Преодолевая сопротивление пружины 20, зубчатый сектор 14 отводит рычаг 8 от кулака эксцентрика, вследствие чего подача уменьшается.
При полном отводе рычага с роликом подача прекращается.
Если в процессе эксплуатации станка не будет работать первая подача (
После получения минимальной подачи 0,2 мм/дв. Ход завернуть контргайку и установить боковую крышку.
В механизме подачи стола имеется устройство для автоматического ускоренного перемещения стола. Движение ускоренного перемещения стола сообщается от звездочки 18 (см. рис 7), закрепленной на валу коробки скоростей, и через цепную передачу передается звездочке 5 (рис14), закрепленной на ступице конического зубчатого колеса 15.
Включение механизма ускоренного перемещения стола производить нажатием кнопки «Ускоренное перемещение», при этом должна быть включена рукоятка включения механизма ускоренного перемещения стола либо в горизонтальном, либо в вертикальном направлении.
Перед включением механизма ускоренного перемещения стола ползун должен быть остановлен нажатием кнопки «стоп ползун». Отключение механизма ускоренного перемещения стола происходит при отпущенной кнопке «Ускоренное перемещение».
ВНИМАНИЕ! После отключения механизма ускоренного перемещения стола проверить, в каком положении находится рукоятка механической подачи стола, и, при необходимости, установить ее в нужное положение.
Поперечина
Поперечина смонтирована на прямоугольных вертикальных направляющих передней стенки станины.

Она состоит из собственно поперечины 1, перемещающейся по вертикальным направляющим станины.
Для перемещения стола движения от коробки подач сообщает валу 6, на котором закреплено коническое зубчатое колесо 5, находящиеся в постоянном зацеплении с коническими зубчатыми венцами блоков зубчатых колес 14 и 16.
С цилиндрическими венцами блоков зубчатых колес 17, сидящий на валу вертикальной подачи 9, или блок зубчатых колес 15, сидящий на валу горизонтальной подачи 12.
Реверсирование движения производится рукоятками 3 и 4 через систему рычагов и блоков зубчатых колес 15 и 17. Стол получает горизонтальное перемещение через винт 12 и гайки 13, а вертикальное перемещение через вал 10, зубчатого колеса 8 и 11, гайку 7 и вал 9.
Поперечина должна легко, но с плотным прилеганием перемещаться по направляющим станины. Регулировку производить клином 2.
Стол поворотный (доп. опция)
Стол поворотный служит для установки и закрепления обрабатываемых деталей. Детали крепятся к столу болтами, входящие в Т-образные пазы.
Мелкие детали крепятся в тисках, устанавливаемых на столе. Стол имеет горизонтальное и вместе с поперечиной вертикальное перемещение от руки, механическое прерывистое и непрерывно –ускоренное. Стол должен перемещаться по направляющим поперечины легко, но с плотным подтягиванием винтов , поджимающих планку 8.
Стол поворотный состоит из собственно стола 9 и салазок 7. Салазки 7 крепятся к поперечине с помощью планки 6 регулируемой планки 8. Стол 9 вращается в плоскости, перпендикулярно к направлению движения ползуна. Для поворота стола 9 необходимо ослабить гайки 3, затем вращением кривошипной рукоятки за квадрат вала 10 установить по таблице (цена деления 1о) требуемый угол и затянуть гайки 3 зажима равномерно с усилиями 150-200 Н.м, начиная с нижних.
При больших нагрузках необходимо применить подставку, поддерживающую передний край стола, отрегулировав ее по высоте.
Для правильной работе подставки при установке станка на фундамент проверить параллельность перемещения стола относительно основанию1, по которому перемещается подставка 2.
Для точной обработки верхнюю рабочую поверхность стола надо установить и выверить по индикатору.
Поворотный стол оснащен стружкосборником, который служит для защиты работающего от отлетающей во время работы стружки и для ее отбора. Стружкосборник устанавливается на клин ползуна, и состоит из боковых щитков 11 и 15 , переднего щитка 4., заднего щитка 5 и держателя 13 с экраном 14
Боковые, передний и задний щитки стружкосборника крепится к столу винтами. Держатель закреплен в кронштейне 12, установленном на клине ползуна. Держатель с экраном может устанавливаться на необходимое расстояние по длине стола, в зависимости от вылета ползуна.
ЭЛЕКТРООБОРУДОВАНИЕ
Общие сведения
На станке установлено следующее электрооборудование:
Электродвигатель АИР132S6 5,5кВт, 960 об/мин;
Электромагнитные муфты :
Пусковая ЭТМ104-2Н;
Тормозная ЭТМ066-1A8;
Ускоренного перемещения стола ЭТМ074-1Н;
Светильник местного освещения
Вводный автоматический выключатель и аппараты цепей управления установлены в электрошкафу, укрепленного на задней стенке станины.
Сведения о системе питания электрооборудования.
На станке применяется следующие величины напряжений:
Переменного тока частотой 50 Гц:
Силовая цепь 380В;
Цепь управления 24В;
Цепь местного освещения 24В;
Постоянного тока – цепь питания и управления электромагнитными муфтами 24В
Сведения о защите и системе сигнализации.
Защита электрооборудования от токов короткого замыкания осуществляется:
На вводе, ответвлениях к электродвигателю М1 (рис.20) и трансформатору управления Т1 – вводным автоматическим выключателем QF1;
В цепи управления 24 В – однополюсным автоматом QF2;
В цепи местного освещения однополюсным автоматом QF3;
Защита от перегрузки электродвигателя М1 осуществляется вводным автоматическим выключателем QF1 и тепловым реле КК1.
Минимальная защита, исключающая самовключение электродвигателя и электромагнитных муфт, осуществляется магнитными пускателями.
Станок оснащен следующей световой сигнализацией:
«напряжение на электродвигателе» - сигнальная лампа VC1, расположенная на пульте управления;
Все органы управления расположены на станке сбоку. Кнопка «аварийное отключение станка», «включение станка», «установочное перемещение ползуна» находится на съемной боковой крышке станины. Кнопка «включение хода ползуна», «выключение хода ползуна», «ускоренное перемещение стола» расположены на поперечине.
Ввод питающих провод предусмотрен снизу электрошкафа. Здесь же на задней стенке станины расположен винт заземления.
Указания по эксплуатации электрооборудования.
Во время эксплуатации станка следует систематически производить технические осмотры и профилактические ремонты электрооборудования.
Периодичность технических осмотров устанавливается в зависимости от производственных условий, но должна быть не реже одного раза в год. Остальное электрооборудование в профилактических ремонтах не нуждается.
Перед первоначальным пуском:
Произвести внешний осмотр станка и установленного на нем электрооборудования;
Проверить надежность заземления. Сопротивление между винтом заземления на станине и любой точки металлических частей станка, которые могут оказаться под напряжением в случае пробоя и изоляции. Установленного на них оборудования не должно быть более 0.1 Ом. Проверить качество изоляции токоведущих частей относительно корпуса станка. Сопротивление изоляции должно быть не менее 1 Мом, сопротивление изоляции электродвигателя должно быть не менее 0.5 Мом.
Для подключения станка к сети рукоятку вводного автоматического переключателя расположенного на боковой стенке электрошкафа, перевести в верхнее положение, на электрошкафу должна загораться сигнальная лампа красного цвета «электросеть подключена». Нажать кнопку «Включение станка» и убедиться в пуске электродвигателя.
ВНИМАНИЕ! Обеспечить вращение ротора электродвигателя в направлении, указанном стрелкой на кожухе ременной передачи при подключении станка к электросети.
Монтаж и первоначальный пуск электрооборудования.
Выполнить следующие требования при первоначальной установке станка, если станок поставляется с демонтированным электродвигателем:
Установить электродвигатель на подмоторную плиту;
Надеть приводные ремни и закрепить электродвигатель с помощью крепежных болтов, обеспечив необходимое натяжение ремней;
Подключить электродвигатель, используя предусмотренные для этой цели провода питания, присоединенные к клеммам А2, В2, С2, а также провод защитного заземления желто-зеленого цвета, проложенного в металлорукаве, идущем от электрошкафа;
Заземлить станок, подключить заземляющий провод с одной стороны к винту заземления на станине станка, а с другой стороны к цеховому контуру заземления.
Подвод питающих проводов должен осуществляться в трубе проложенной в полу. Вводные зажимы А.В.С и = расположены непосредственно в электрошкафу непосредственно у ввода. Питающие провода и провод защитного заземления должны быть с медными жилами сечением не менее 1,5 мм2.
Пульт управления

Описание работы электрической схемы.
При включении вводного автоматического выключателя QF1 получают трансформатор управления Т1.
При нажатии на кнопку SB2 «включение станка» срабатывает магнитный пускатель КМ1, который замыкая свои контакты, встает на самоподпитку, запускает электродвигатель М1, загорается сигнальный индикатор VC1, включается питание цепей управления электромагнитными муфтами; включается тормозная электромагнитная муфта YA2.
При постоянном нажатии на кнопку SB6 «ускоренное перемещение стола» включается муфта YA3, стол перемещается на ускоренном ходу в направлении, определенном положении рукояток переключения и реверсирования перемещения стола. При отжатии кнопки SB6 электромагнитная муфта YA3 выключается, стол останавливается.
При постоянном нажатии на кнопки SB5 «установочные перемещения ползуна» включается пусковая муфта YA1 и отключается муфта YA2, ползун приводится в движение. При отжатии кнопка SB5 муфта YA1 отключается, муфта YA2 включается, ползун останавливается.
Этой же кнопкой рекомендуется пользоваться (при кратковременном нажатии) для облегчения переключения скоростей.
При нажатии кнопки SB4 «включение хода ползуна» обрабатывает магнитный пускатель КМ2, который замыкая свои контакты, встает на самоподпитку и включает пусковую муфту YA1, размыкая свой нормально замкнутый контакт, отключает тормозную муфту YA2, а также разрывает цепь питания муфты YA3 ускоренного перемещения стола. Ползун приводится в движении, при этом включении ускоренного перемещения стола невозможно, так как нормально замкнутый контакт магнитного пускателя КМ2 разомкнут.
Для остановки ползуна нажать кнопку SB3 «выключение хода ползуна». Для отключения электродвигателя станка нажать кнопку SB1 с грибовидным толкателем красного цвета. Это же кнопка служит для аварийной остановки станка. По особому заказу за отдельную плату на станке предусмотрена возможность установки микропереключателя SB7, который используется при строгании «по упору».
СИСТЕМА СМАЗКИ
Система смазки станка состоит из циркуляционной и периодической систем смазки.
Циркуляционная система включает в себя системы смазки коробки скоростей, коробки подач, механизма переключения скоростей, направляющий ползуна.
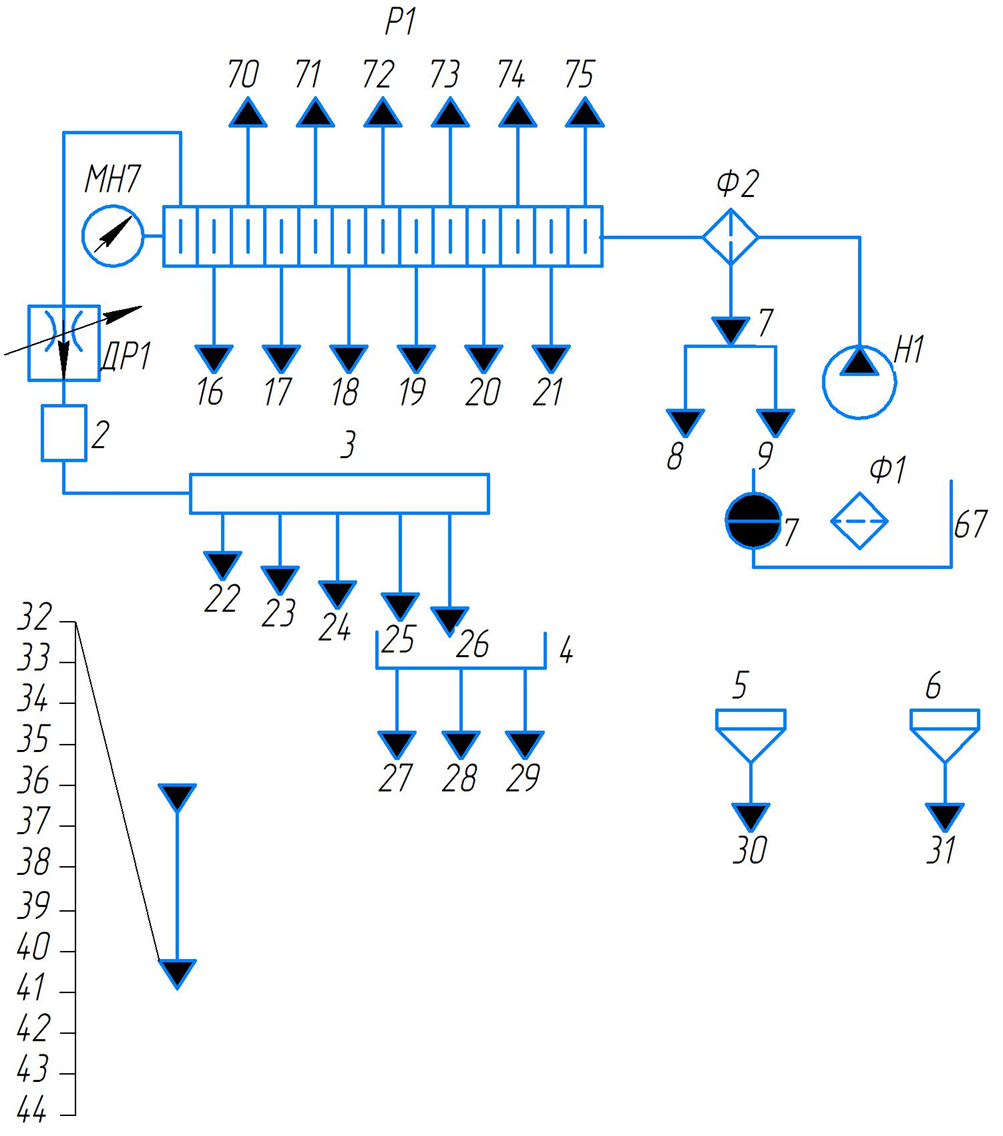
Масляной насос Н1 (рис 17) приводится в действии при помощи зубчатой передачи от первого вала коробки скоростей. Подаваемое насосом масло, пройдя фильтр тонкой очистки Ф2, поступает в распределитель ф2, поступает в распределитель Р1, а оттуда на смазку зубчатых колес коробки скоростей, направляющих ползуна, кулисного механизма и зубчатых колес коробки подач. Пройдя через смазываемые части станка, масло попадает в резервуар Б1. Контроль за подачей масло в систему осуществляется при помощи манометра МН1. При нормальной подачи масла к смазываемым частям давление на манометр может быть 50…200 кПа. Уровень масла в резервуаре контролируется по маслоуказателю 1.
Периодическая система смазки представляет собой систему, в которой смазки представляет собой систему, в которой смазка осуществляется пресс-масленок МС1…МС13, заполняемых шприцем, а также посредством ручной лейки через отверстия.
В качестве смазочного материала использовать масло индустриальное И-20А ГОСТ 20799-75.
Перечень элементов смазочной системы.
Обозначение | Наименование | Количество |
Б1 Ф1 Ф2 Н1 Р1 МН1 ДР1 МС1…МС13* 1 2 3 4 5.6 7…44 | Резервуар Фильтр грубой очистки Фильтр магнитный Насос Маслораспределитель Манометр Регулировочный винт Масленка Маслоуказатель с фильтром Муфта Дождеватель Ванна масляная Заливное отверстие Точка смазки | 1 1 1 1 1 1 1 13 1 1 1 1 2 38 |
Перечень точек смазки
Поз. | Периодичность смазки | Смазываемая точка | Куда входит |
7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22..25 26 27 28 29 | Непрерывная
| Ось кулисы Направляющие кулисы Ось серьги Муфта «пуск» Правая направляющая станины То же левая направляющая станины левая направляющая клина муфта «тормоз» муфта ускоренного перемещения правая направляющая клина то же левая направляющая станины левая направляющая клина корпус кулисного механизма зубчатые колеса заполнение масляной ванны ролик коробки подач подшипник коробки подач подшипник коробки скоростей | Кулисный механизм То же - Коробка скоростей Станина - - Ползун Коробка скоростей То же Ползун То же станина Ползун Кулисный механизм Коробка скоростей Система смазки Коробка подач То же Коробка скоростей |
ПОРЯДОК УСТАНОВКИ
Транспортирование
Распакованный станок транспортировать, предварительно открыв в станине 4 грузовые отверстия (рис 18) и вставив в них 2 штанги d
При транспортировании к месту установки и при опускании на фундамент станок не должен подвергаться сильным толчкам.

Монтаж
Перед установкой станок очистить от антикоррозионных покрытий, нанесенных на открытые, а так же закрытые кожухами обработанные поверхности станка и покрыть тонким слоем масло
индустриальное И-20А. смазку сначала деревянной лопаточкой, а затем оставшуюся смазку с наружных поверхностей удалить салфетками, смоченный в органическом растворителе. Станок устанавливать на прочном фундаменте. Глубина залегания фундамента зависит от грунта, но должна быть не менее
Отклонение от горизонтальной плоскости не должно превышать 0.025/1000 мм в поперечном и 0,04/1000 мм в продольном направлениях.
Установку станка производить с помощью регулируемых установочных клиньев, которые подкладывать под плиту станка у фундаментальных болтов. При этом стол должен находится в среднем положении относительно оси вертикальных направляющих станины. Затем фундаментальные болты залить цементным раствором.
После затвердевании раствора станок закрепить на фундаменте болтами 1 и 4 (рис 19), следя за уровнем в поперечном и продольном направлениях. Гайки фундаментальных болтов затягивать в последовательности 1-4-3-2. при затяжке болтов 3 и 2 следует контролировать индикатор параллельности хода ползуна боковой поверхности стола.
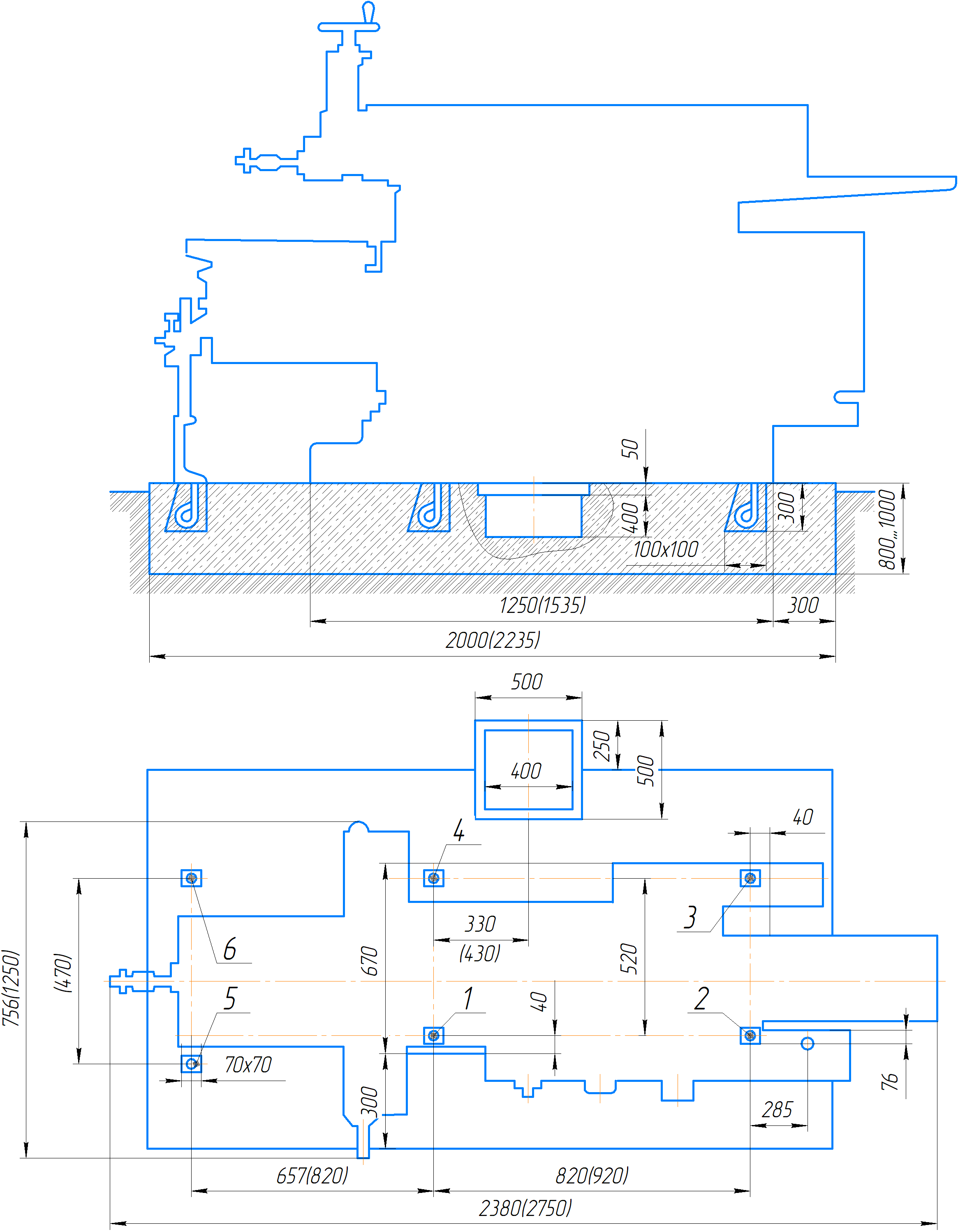
* - размеры в скобках относятся к станку 7307
Установку основания поперечины 1 производить с помощью регулируемых установочных клиньев, которые следует подкладывать у основании у фундаментальных болтов 5 и 6. При установке основания поперечины выверить опорную поверхность основания на параллельность ходу стола. Допускаемые отклонения не более
НАСТРОЙКА, НАЛАДКА И РЕЖИМЫ РАБОТЫ
Настраивать необходимо частоту двойных ходов ползуна в минуту поворотом рукоятки 5 по часовой стрелки до совмещения требуемой частоты двойных ходов ползуна в минуту на лимбе с указателем на станине.
Длину хода ползуна регулировать вращением кривошипной рукоятки за хвостовик вала 11 до совмещении риски необходимой длины хода ползуна с торцом лимба
Величину подачи стола изменять поворотом рукоятки 9.
На лимбах поперечины указаны 2 ряда величин:
- 01Н- для горизонтального перемещения стола
- 0.02 v для вертикального перемещения поперечины
Для настройки автоматической подачи суппорта : освободить салазки суппорта от зажима; установить требуемую величину подачи ; настроить на подачу упор механизма от длины хода ползуна.
При строгании наклонных поверхностей необходимо повернуть суппорт на требуемый угол. Для этого вращая кривошипной рукояткой за хвост вала, ослабить крепление суппорта, установить по риске, нанесенной на торце ползуна, соответствующий угол поворота суппорта, после чего закрепить суппорт.
При перестановках ползуна необходимо обеспечивать рабочую зону резца в пределах стола.
Регулировка
Если в процессе эксплуатации станка наблюдается уменьшение усилия резания на резце, проверить натяжение ремней клиноременной передачи от электродвигателя главного привода к первому валу коробку скоростей
Натяжение ремней производить следующим образом: ослабить гайки крепления электродвигателя к подмоторной плите , а затем вращением гаек на торце плиты переместить электродвигатель на необходимую величину, после чего закрепить электродвигатель. если происходит потеря подачи на первом зубе , то регулировку производить поворотом эксцентрика, ввернутого в зубчатый сектор зажим суппорта производить подтяжкой винтов кольца, расположенных внутри ползуна
Износ направляющих ползуна компенсируется подтяжкой винтов клиновой планки.
При регулировании обеспечить зазор в сопряжении ползуна со станиной не более
Износ направляющих суппорта компенсировать клином, при регулировании обеспечить зазор в направляющих не более
Износ горизонтальных направляющих поперечины компенсировать подтягиванием планки винтами и подшлифовкой плоскости прилегания планки стола.
При регулировании в сопряжении стол- поперечина обеспечить зазор 0.03 мм.
Сопряжение станина-поперечина регулировать клином. При регулировании сопряжения станина-поперечина обеспечить зазор
Износ подшипников во всех сборочных единицах компенсировать подтягиванием регулировочных гаек и компенсаторными кольцами. При регулировании зазора и подшипниках обеспечить легкое вращение валов.
Предохранительная муфта коробки подач должна быть отрегулирована так, что при жестком упоре стола в вертикальном и горизонтальном положении муфта должна срабатывать.
Регулирование натяжения пружин во фрикционном тормозе механизма автоматического откидывания резца производить вращением винта.
Подачу масла в системе циркуляционной смазки к смазываемым поверхностям регулировать вращением регулировочного винта ДР1.
Расположение органов управления и табличек с символами
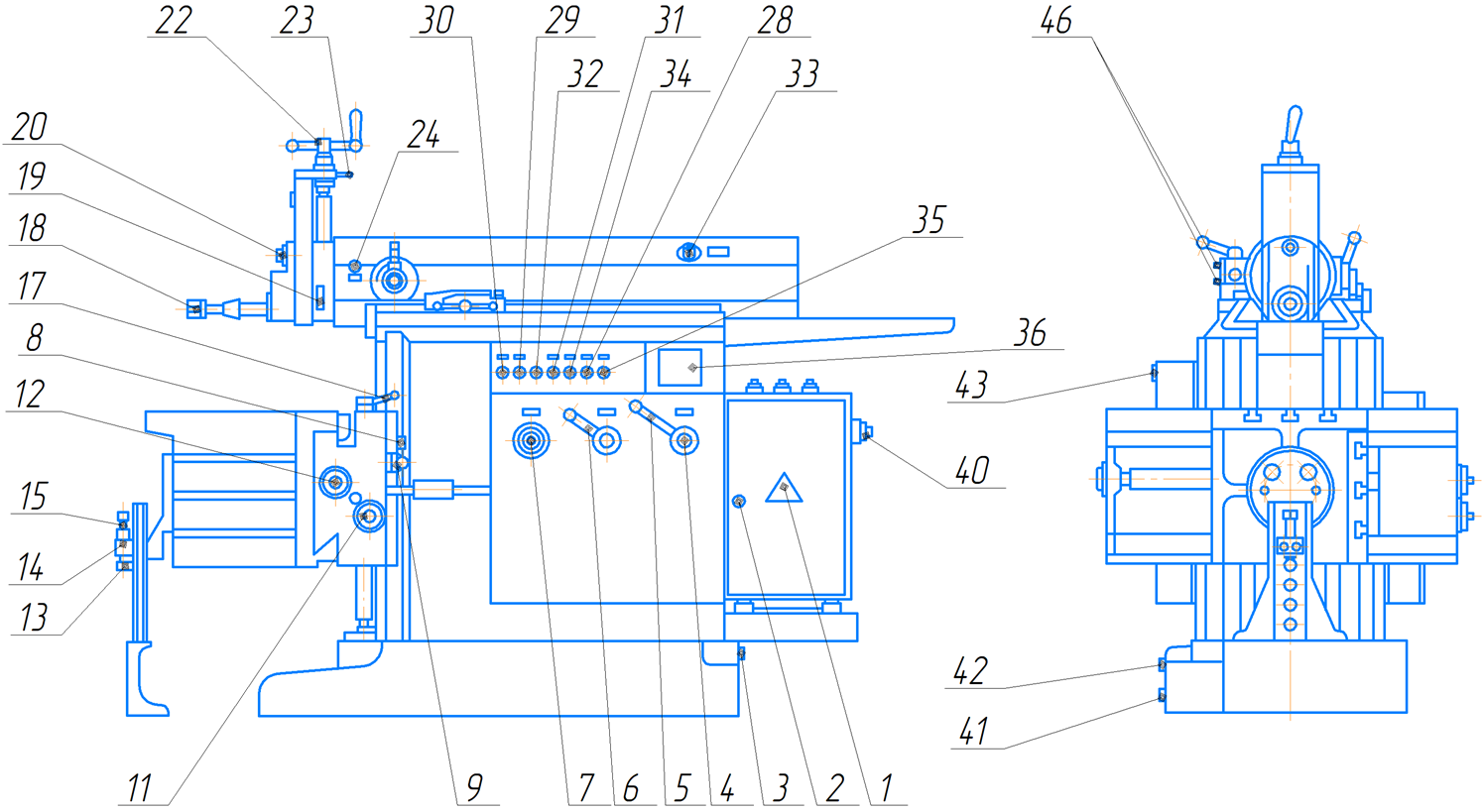
Перечень органов управления
Поз. | Органы управления и их назначения | Способ использования | Примечание |
| 1 | Предупреждающий символ "Шкаф под напряжением" | ||
2 | Хвостовик замка электрошкафа | Поворот хвостовика специальным ключом против часовой стрелки – закрытие дверки шкафа, поворот по часовой стрелки – открытие дверки шкафа |
|
5 | Рукоятка установки ряда частот двойных ходов ползуна в минуту
| Имеются восемь фиксированных положений при повороте рукоятки в вертикальной плоскости: поворот рукоятки по часовой стрелки – вывод зубчатых колес коробки скоростей из зацепления и набор необходимой частоты двойных ходов ползуна в минуту, поворот против часовой стрелки до совмещения отверстий на лимбе и ступице рукоятки – ввод зубчатых колес коробки скоростей в зацепление и установка на фиксации перевода. | Переключатель после нажатия кнопки «Стоп ползуна» При затруднении включения (вращение рукоятки против часовой стрелки) кратковременно нажать кнопку «Толчковая» для поворота зубчатых колес коробки скоростей
|
6 | Рукоятка установки величины механической подачи стола | Имеются 20 фиксированных положений при повороте рукоятки в вертикальной плоскости | При установке рукоятки в положении «О» подача- выключена. Цена деления шкалы 0.2 мм/дв.ход (0.08 мм/дв.ход) |
7 | Хвостовик вала изменение длины хода ползуна | Поворот хвостика вала кривошипной рукояткой по часовой стрелке – увеличение длины хода ползуна, поворот против часовой стрелки – уменьшение длины хода ползуна | Пользоваться при остановленном ползуне (после нажатия кнопки «стоп ползуна») |
8 | Гайка закрепления поперечины на станине | Поворот гайки ключом по часовой стрелки – уменьшение длины хода ползуна | Закреплять поперечину на станине после перестановки стола в вертикальном направлении.
|
9 | Рукоятка включения и реверсирования механического перемещения стола в вертикальном направлении | Имеются три фиксированных положения: среднее положение - механическое перемещение стола выключено, поворот рукоятки вверх – включение механического перемещения стола выключено, поворот рукоятки вверх – включение механического перемещения стола вверх, поворот рукоятки вниз – включение механического перемещения стола вниз. | Снять упор 13 со стойки и отвернуть гайки 8 и 14 при перемещении стола в вертикальном направлении |
11 | Хвостик вала ручного перемещения стола в вертикальном направлении | Вращение хвостика вала по часовой стрелке – перемещение стола вверх, вращение против часовой стрелки- перемещение стола вниз | Пользоваться при среднем положении рукоятки 9. При перемещении стола в вертикальном направлении гайки 8 и 14 отвернуть, при опуская при среднем положении стола вниз упор 13 снять со стойки. Пользоваться при среднем положении рукоятки 17 |
12 | Хвостовик вала ручного перемещения стола в горизонтальном направлении
| Вращение хвостовика вала рукояткой по часовой стрелке – перемещение стола «от себя», вращение против часовой стрелки – перемещение стола «на себя» | |
13 | Упор стойки стола | Установка упора в отверстия стойки стола | Перед опусканием стола упор снять со стойки |
14 | Гайка закрепления стойки стола | Поворот гайки ключом по часовой стрелке – закрепление стойки, поворот против часовой стрелки- открепление стойки | Перед перестановкой стола в вертикальном направлении стойку открепить |
15 | Винт точного подпора стола | Поворот винта ключом по часовой стрелке – подвод стойки стола к упору стола | Пользоваться после перестановкой стола в вертикальном направлении |
17 | Рукоятка включения и реверсирования механического перемещения стола в горизонтальном направлении | Имеются три фиксированных положения: среднее положение- механическое перемещение стола выключено, поворот рукоятки на себя – включения механического перемещения стола «на себя», поворот рукоятки от себя – перемещение стола «от себя» |
|
18 | Винт закрепления резца | Поворот ключом винта по часовой стрелке – закрепление резца, поворот против часовой стрелке- открепление резца | Пользоваться при смене резцов
|
19 | Рукоятка зажима салазок суппорта | Поворот рукоятки по часовой стрелке – зажим салазок , поворот против часовой стрелки – разжим салазок | Зажать салазки при строгании горизонтальных поверхностей |
20 | Гайка закрепления поворотной доски суппорта | Поворот гайки ключом по часовой стрелке – закрепление поворотной доски , поворот против часовой стрелки – открепление поворотной доски |
|
22 | Рукоятка перемещения салазок суппорта
| Вращение рукоятки по часовой стрелке- перемещение салазок вниз, вращение против часовой стрелки – перемещение салазок вверх | Пользоваться при отжатых салазках суппорта и ходовом винте, при установленной рукоятке 25 в положении «О»
|
23 | Винт поджима ходового винта суппорта | Поворот винта кривошипной рукояткой по часовой стрелке – поджим ходового винта, поворот против часовой стрелки – разжим ходового винта | Пользоваться при механической подаче суппорта для подтормаживания ходового винта при строгании горизонтальных поверхностей и при долблении |
24 | Хвостовик вала крепления суппорта | Поворот хвостовика вала кривошипной рукоятки по часовой стрелке – закрепление суппорта, поворот против часовой стрелки- открепление суппорта | Пользоваться при установке суппорта на задаваемый угол |
25 | Рукоятка установки величины механической подачи суппорта
| Имеются семь фиксированных положений при повороте рукоятки в вертикальной плоскости
| При установке рукоятки в положении «О» подача выключена (опция) |
27 | Винт крепления упора механической подачи суппорта | Вращение винта кривошипной рукояткой по часовой стрелке – закрепление упора, вращение против часовой стрелки – открепление упора |
|
28 | Кнопка «Ускоренное перемещение» | Нажатие кнопки - ускоренное перемещение стола | При перемещении стола в вертикальном направлении гайки 8 и 14 отвернуть, при опускании стола вниз - упор 13 снять со стойки
|
29 | Кнопка «Стоп ползуна» | Нажатие кнопки (черного цвета) – остановка ползуна |
|
30 | Кнопка «Пуск ползуна» | Нажатие кнопки (черного цвета) – движение ползуна |
|
31 | Кнопка «Общий стоп» | Нажатие грибовидного толкателя (красного цвета) – выключение электромагнитной муфты коробки скоростей и электродвигателя главного движения |
|
32 | Кнопка включения станка | Нажатие кнопки – включение электродвигателя главного движения и цепи управления электромагнитными муфтами
|
|
33 | Хвостовик вала переустановки ползуна | Поворот хвостовика вала кривошипной рукояткой по часовой стрелке – ползун перемещается назад, поворот против часовой стрелки – ползун перемещается вперед | Пользоваться при включенной электромагнит-ной муфте |
34
| Кнопка «Толчковая» | Нажатие кнопки – кратковременное движение ползуна, при отпущенной кнопки – ползун останавливается | Пользоваться при переключении скоростей для поворота зубчатых скоростей и для подвода ползуна в нужную зону |
40 | Вводный автоматический включатель | Включение и выключение производить в соответствии с символами на табличке, расположенном на вводном автоматическом выключателе |
|
46 | Гайки регулирования усилия зажатия штанги | Поворот гаек по часовой стрелке – увеличение усилия зажатия штанги, поворот против часовой стрелки – уменьшение усилия зажатия штанги | Пользоваться при выключенном механизме автоматического откидывания резца |
ПЕРВОНАЧАЛЬНЫЙ ПУСК
Заземлить станок к общей цеховой системе заземления.
Подключить станок к электросети, проверив соответствие напряжения сети и электрооборудования станка.
Ознакомится с назначением рукояток управления (см. рис.4) и проверить вручную работу всех механизмов станка. Выполнять указания, изложенные в разделе «Электрооборудование», «система смазки», относящихся к первоначальному пуску.
Опробовать электродвигатель без включения рабочих органов станка после его подключения к электросети, обратив особое внимание на работу системы смазки по контрольным отверстиям на прижимных планках ползуна и по манометру.
ВНИМАНИЕ! При отсутствии давления в системе и отсутствия масла в контрольных отверстиях работа на станке не допустима.
Опробовать работу всех механизмов станка на первой скорости. Приступить к настройке станка, убедившись в нормальной работе всех механизмов.
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Неисправность | Вероятная причина | Метод устранения |
Отсутствие подачи или неравномерная подача | Выход из строя падающей собачки или нарушение ее положения относительно храпового колеса | При выходе из строя заменить собачку, при нарушении ее положения относительно храпового колеса поворотом эксцентриковой оси установить ее в требуемое положение. |
Не происходит откидывания резца при холостом ходе ползуна | Недостаточно поджаты фрикционные вкладыши | Подтянуть винты регулировки усилия поджатия вкладышей к корпусу механизма откидывания резцов |
Повышенный нагрев штанги механизма откидывания резца | Чрезмерно зажаты фрикционные вкладыши в корпусе механизма откидывания резцов | Ослабить винты так, чтобы при холостом ходе обеспечивалось откидывание резца |
При строгании ползун останавливается | Ослабли ремни клиноременной передачи | Отвернуть гайки крепления электродвигателя. Вращением гаек на кронштейне электродвигателя натянуть ремни. |
Примечание. Указание о мерах устранения возможных нарушений нормальной работы электрооборудования и системы смазки приведены соответственно в разделах «электрооборудование» и «система смазки»
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Система технического обслуживания определяет порядок, содержание и периодичность осмотра и обслуживания машины в процессе эксплуатации.
К проведению ТО допускаются только следующие сотрудники
- прошедшие обучение эксплуатации оборудования.
- прошедшие инструктаж по технике безопасности.
Предусматриваются следующие виды технического обслуживания:
ТО – 1 – ежедневное;
ТО – 2 – ежемесячное;
ТО – 3 – ежегодное;
Работы, предусмотренные ТО – 1 – ТО – 3 охватывают проверку и обслуживание основных механизмов, определяющих надежность работы ножниц, выполнять в соответствие с ГОСТ 18322-76.
УСТРОЙСТВО СТАНКА
Общий вид с обозначениями составных частей станка приведен на рисунке. Перечень составных частей станка приведен в таблице.
Позиция на рис.3 | Наименование |
1 2 3 4 5 6 7 8 9 10 11 12 | Станина Поперечина Стол Суппорт Механизм вертикальной подачи суппорта Ползун Коробка скоростей Электрооборудование Смазка Механизм переключения скоростей Коробка подач Механизм кулисный |
Принцип работы станка.
Основными частями станка являются: станина, ползун, стол суппорт, коробка скоростей, кулисный механизм, коробка передач.
Станина имеет коробчатую форму, является достаточно жесткой. По горизонтальным направляющим станины перемещается ползун с прикрепленным к нему суппортом. В резцедержателе суппорта закреплен резец, совершающий прямолинейное (горизонтальное) возвратно-поступательное движение.
Внутри станины расположены кулисный механизм, преобразующий вращательное движение кулисного зубчатого колеса в поступательное движение ползуна. Электродвигатель главного привода сообщает вращательное движение коробке скоростей, а через нее – кулисному зубчатому колесу. За каждый оборот кулисного зубчатого колеса ползун совершает один двойной ход, состоящего из рабочего хода, при котором срезается слой металла, и обратного холостого хода, при котором резец отводится в исходное положение.
На станке имеются вертикальные направляющие, по которым перемещается поперечина. Поворотный стол передвигается по горизонтальным направляющим поперечины, что в итоге обеспечивает возможность столу перемещаться в вертикальном и горизонтальном направлениях, а также поворачиваться вокруг своей оси.
Заготовка крепится на столе. Поперечную подачу осуществляет автоматическая коробка передач, вертикальную подачу – механизм автоматической подачи суппорта.
Ползун
Ползун представляет собой пустотелую чугунную отливку, снабженную внутри ребрами жесткости. Снизу ползун имеет наклонные направляющие в форме «ласточкина хвоста», которыми он скользит по направляющим, образованным станиной и клиньями. Подвижный клин должен быть отрегулирован так, чтобы ползун совершал свое возвратно-поступательное движение легко и без люфта.
Прямолинейное возвратно-поступательное движение ползуна осуществляется кулисой, соединенной с ползуном посредством серьги 1, пальца 2, кулака 3 и винта 7. К передней части ползуна крепится суппорт (резцовая головка).
При работе помимо установки ползуна на нужную длину хода и частоту двойных ходов в минуту требуется также установить вылет ползуна, обеспечивающий обработку в требуемом месте. Для этого необходимо поставить ползун в крайне переднее положение, и, если вылет окажется недостаточным, надеть кривошипную рукоятку на квадрат валика 14и вращать валик до установки необходимого вылета.
При вращении валика 11 приводятся в движение конические зубчатые колеса 12 и 4, последние через гайки 5 и 6 приводят во вращение винт 7, который перемещаясь при помощи кулака 3, устанавливает ползун в нужное положение относительно обрабатываемого изделия.
С левой стороны ползуна смонтирована часть механизма автоматического откидывания резца при обратном ходе ползуна, состоящая из вилки 9, штанги 8 и фрикционного тормоза, прикрепленного к клиновой планке 16. Штанга перемещается вдоль оси относительно ползуна в длину
В начале перемещения ползуна с суппорта в направлении рабочего хода штанга остается неподвижной. Пружина 21 (см. рис. 10) возвращает планку в исходное положение, тем самым в рабочее положение. Ползун, пройдя
Суппорт
Суппорт (резцовая головка) поворотным кругом 20 центрируются по ползуну и прикрепляется к нему хомутом 15, обжимающим конусное кольцо 16. Хомут затягивается валиком 14 с резьбой при помощи рукоятки, надеваемой на выступающий квадратный конец валика.
При работе с поворотом суппорта ( резцовый головки) на угол 60о суппорт должен оставаться вне корпуса станины в течении всего рабочего цикла.
На поворотном корпусе закреплена шкала с делениями от 90о до 30о с рабочей стороны. Спереди поворотный круг имеет направляющие в форме «ласточкина хвоста», по которым перемещаются салазки 7 суппорта.
Суппорт имеет ручную подачу и при установке механизма автоматической подачи суппорта – автоматическую подачу (опция).
Ручная подача осуществляется рукояткой 26 при помощи винта 10 и 12, неподвижно связанной с поворотным кругом. Для отсчета величины перемещения суппорта винт его снабжен лимбом 8 с ценой деления на
При работе без подачи суппорт зажимают установленным сбоку винтом рукояткой 27, устраняя произвольный отжим суппорта выборкой имеющихся в механизме незначительных зазоров. Боковой клин 11 суппорта должен быть отрегулирован винтами, установленными на его торцах так, чтобы суппорт перемещался по направляющим легко и без люфта.
К салазкам суппорта прикреплена доска 5, допускается поворот на угол +-15о. К поворотной доске шарнирно на оси 3 крепится откидная доска 2 с резцедержателем 1, служащая для откидывания резца или свободного скольжения резца по обрабатываемой заготовке при обратном ходе ползуна и включенном механизме автоматического откидывания резца. Резец, поставленный в паз резцедержателя 1, закрепляется винтом 25.
При строгании горизонтальных поверхностей поворотный круг установить на угол 90о, поворотная доска 5 при этом должна находится в среднем положении. При строгании вертикальных поверхностей поворотный круг установит на 0о, а поворотную доску повернуть верхним концом по дугообразному пазу до упора, в сторону от обрабатываемой поверхности.
Для поворота доски 5 ослабить гайку 4. В нижней части поворотной доски укреплена плоская пружина 24, препятствующая чрезмерному отбрасыванию доски 2 при больших числах двойных ходов ползуна в минуту. Пружина 24 также поддерживает откидную доску при выходе резца из соприкосновения с обрабатываемой поверхностью во время работы станка. С внутренней стороны к салазкам суппорта шарнирно прикреплена верхним концом планка 6, через которую толкатель 22 воздействует толкатель 17, жестко связанной с вилкой 9 (см. рис 9), в результате чего в начале обратного хода ползуна происходит подъем откидной доски.
При использовании станка для долбежных работ, резцовую головку для строгальных работ заменить на долбежную головку* .Долбежная головка вставляется горизонтально в паз прихвата 3, притягивается гайкой к резцовой доске 2 и дополнительно от проворота подпирается винтами.
1-колодка откидная, 2-доска резцовая, 3-прихват цилиндрический, 4-пружина.
* Долбежная головка входит в стандартный комплект поставки станков серии TD. Для станков серии GT долбежная головка может быть поставлена за дополнительную плату.
Механизм вертикальной подачи суппорта (опция)
Механизм вертикальной подачи суппорта расположен на боковой стороне ползуна.
При механической подачи суппорт движется только в одном направлении – вниз. Движение механической подачи осуществляется при обратном (холостом) ходе ползуна, когда рычаг 9 роликом 10 набегает на кулачок 11, который привернут винтом 12 к боковой стороне клиновой планки станины и , в зависимости от величины подачи и вылета ползуна, может переставляется вдоль клиновой планки. При набегании ролика 10 на кулачок 11 рычаг 9, жестко связанный с валиком 7, поворачивает это валик (по часовой стрелке), а вместе с тем и рычаг 14, также жестко связанный с валиком 7.
Собачка 19 и планка 17 связаны между собой двумя крайними штифтами неподвижно, а третьим (средним штифтом) связаны с двух сторон рычагом 14. Третий штифт служит осью вращения для тесно связанных между собой собачки 19 и планки 17, собачка 19 зацепляется с храповым колесом 1, установленным на ступице конического зубчатого колеса 15. Планка 17 опирается на кольцо 2. Зацепление собачки19 с храповым колесом 1 обеспечивается пружиной 18, сидящей в гнезде рычага 14 и постоянно действующей на собачку 19 и планку 17. Кольцо 2 на втулке 8 поворачивается при повороте на втулки 8 рукояткой 4. На наружной поверхности кольца 2 имеется фрезерованный скос.
Зацепление собачки 19 с храповым колесом 1 происходит в момент, когда планка 17 опорным зубом сходит с поверхности кольца и попадает на срезанный его участок. Получение движение передается суппортом через зубчатое колеса 13, 18 и 19 (см. рис.10). При рабочем ходе ползуна под действием пружины 13 (см. рис 12) происходит поворачивание рычага 14 и валика 7 в обратном направлении (против часовой стрелки).
Рычаг 9 возвращается в исходное положение.
Вместе с рычагом 14 собачка 19 проскальзывает по трапповым зубьям, и планка 17 своим опорным зубом заходит на наружную поверхность кольца 2, вследствие чего автоматической подачи суппорта не происходит.
Изменение величины подачи осуществляется соответствующим поворотом сектора 6, а вместе с ним захватываемых собачкой за один двойной ход ползуна. Фиксируется положение выбранной подачи защелкой 5, заходящей под действием пружины в торцевые канавки сектора 6.
Выключается механизм вертикальной подачей суппорта поворотом сектора 6 в положение «О». При том кольцо 2 поворачивается в положение, при котором зуб планки 17 не заходит в срезанный участок кольца 2 и собачка 19 не зацепляется с храповым колесом 1. Механическая подача прекращается, что позволяет осуществлять подачу суппорта от руки.
Для предохранения механизма от поломки при обратном ходе ползуна в корпусе 3 установлен фиксатор 16,который входит в отверстие рычага 14и фиксирует его в таком положении, что исключает возможность касания рычага 9 кулачка 11 при рабочем ходе.
Механизм вертикальной подачи суппорта работают только при ходе ползуна более
Механизм кулисный
Механизм кулисный преобразует вращательное движение движения кулисного зубчатого колеса в возвратно-поступательное прямолинейное движение ползуна.
Кулисный механизм смонтирован внутри станины и получает движение от коробки скоростей при зацеплении зубчатого колеса 1 с зубчатым колесом коробки скоростей 22. Зубчатое колесо 1 привернуто к корпусу барабана и передает ему движение с 8 ступенями частоты вращения.
На торце корпуса кулисного барабана в призматических направляющих установлен палец 6, на котором насажен камень 8, входящий в направляющие прорези, расположенные вдоль кулисы 14.
При вращении барабана 2 палец 6 увлекает за собой камень 8 кулисы, который перемещается в направлении кулисы и заставляет ее качаться вокруг своей нижней оси 5.
Верхний конец кулисы шарнирно связан серьгой, надетый на палец 15, с ползуном. Кулиса, совершающая качательное движение, сообщает ползуну возвратно – поступательное движение.
Длину хода ползуна следует изменять поворотом кривошипной рукоятки, надетой на выступающий торец винта 3 нарезаны шлицы, передающие вращение зубчатому колесу 9, которое передает вращение зубчатому колесу 10, закрепленному на коническом зубчатом колесе валика 11. Далее вращение передается коническому зубчатому колесу 12, закрепленном на винте 13. Винт 13 входит своим резьбовым концом в гайку пальца 6. При вращении винта 13 палец 6 перемещается относительно центра корпуса.
Длина хода ползуна отмечается втулкой 4, на котором нанесены деления с цифровыми обозначениями длины хода ползуна.
Коробка подач (рис.14)
Коробка подач осуществляет горизонтальные подачи стола и ускоренное перемещение в горизонтальном и вертикальном направлениях. Коробка подач смонтирована в боковой нише станины со стороны выступающего конца кулисного корпуса.
Движение механизму подач передается от эксцентрика на барабан 2 (см. рис.13) и вращается вместе с ним. Вращаясь, эксцентрик кулисного барабана своей поверхностью соприкасается с роликом 9 (рси.14), которая через ось 10 сообщает качательное движение рычагу 8. Рычаг 8 через валик 7 передает свое движение зубчатому сектору 14. Зубчатый сектор 14 поворачивает свободно сидящий на ступице конического зубчатого колеса 15 зубчатый сектор с поводком 1. Поводок имеет ось 3, на которую установлена собачка 2, упирающаяся в зубья храпового колеса 4. Храповое колесо насажено на ступицу конического зубчатого колеса 15, свободно сидящего на валу 6. Колесо 15 находится в зацеплении с коническим зубчатым колесом 16, которое свободно сидит на валу подачи19 и имеет на торце кулачки, входящие в зацеплении с кулачками полумуфты 17.
Кулачковая полумуфта 17, сидящая на шлицевом валу подачи, пружиной 18 прижата к кулачкам конического зубчатого колеса 16. Кулачки конического зубчатого колеса 16 и кулачковой полумуфты 17 под действием пружины 18 находится постоянно в зацеплении и, кроме передачи вращения валу подачи 19, выполняет роль предохранительной муфты.
При жестком упоре стола или поперечины полумуфты 17 отжимается от зубчатого колеса 16, и кулачки полумуфты проскальзывают по кулачкам конического зубчатого колеса. Передача усилия в этом случае от коробки подач на вал 19 прекращается. При этом создается характерные щелчки.
Обратный отвод зубчатого сектора 14 производится пружиной 20 при этом собачка 2 проскальзывает по скосам зубьев храпового колеса, и движение подачи не производится.
Подача стола происходит только при холостом (обратном) движении ползуна.
Величину подачи устанавливать поворотом корпуса 12 с помощью рукоятки 21.
Положение выбранной подачи указывается на шкале корпуса 12.
Изменение величины подачи осуществляется удалением или приближением плеча с роликом рычага 8 к эксцентрику кулисного механизма, в результате чего меняется угол поворота зубчатого сектора 14 и соответственно поводка 1, при этом собачка 2 захватывает большее или меньшее число зубьев храпового колеса. Величина подачи зависит от числа зубьев, через которое перескакивает собачка по храповому колесу.
Для отвода рычага от кулака эксцентрика повернуть рукоятку 21 корпуса 12, сидящего на оси 11 и имеющего зубчатый венец. Зубчатый венец корпуса 12 зацепляется сектором 13, свободно сидящим на валике 7. На валик 7 посажен рычаг 8 с роликом 9.
Преодолевая сопротивление пружины 20, зубчатый сектор 14 отводит рычаг 8 от кулака эксцентрика, вследствие чего подача уменьшается.
При полном отводе рычага с роликом подача прекращается.
Если в процессе эксплуатации станка не будет работать первая подача (
После получения минимальной подачи 0,2 мм/дв. Ход завернуть контргайку и установить боковую крышку.
В механизме подачи стола имеется устройство для автоматического ускоренного перемещения стола. Движение ускоренного перемещения стола сообщается от звездочки 18 (см. рис 7), закрепленной на валу коробки скоростей, и через цепную передачу передается звездочке 5 (рис14), закрепленной на ступице конического зубчатого колеса 15.
Включение механизма ускоренного перемещения стола производить нажатием кнопки «Ускоренное перемещение», при этом должна быть включена рукоятка включения механизма ускоренного перемещения стола либо в горизонтальном, либо в вертикальном направлении.
Перед включением механизма ускоренного перемещения стола ползун должен быть остановлен нажатием кнопки «стоп ползун». Отключение механизма ускоренного перемещения стола происходит при отпущенной кнопке «Ускоренное перемещение».
ВНИМАНИЕ! После отключения механизма ускоренного перемещения стола проверить, в каком положении находится рукоятка механической подачи стола, и, при необходимости, установить ее в нужное положение.
Поперечина
Поперечина смонтирована на прямоугольных вертикальных направляющих передней стенки станины.
Она состоит из собственно поперечины 1, перемещающейся по вертикальным направляющим станины.
Для перемещения стола движения от коробки подач сообщает валу 6, на котором закреплено коническое зубчатое колесо 5, находящиеся в постоянном зацеплении с коническими зубчатыми венцами блоков зубчатых колес 14 и 16.
С цилиндрическими венцами блоков зубчатых колес 17, сидящий на валу вертикальной подачи 9, или блок зубчатых колес 15, сидящий на валу горизонтальной подачи 12.
Реверсирование движения производится рукоятками 3 и 4 через систему рычагов и блоков зубчатых колес 15 и 17. Стол получает горизонтальное перемещение через винт 12 и гайки 13, а вертикальное перемещение через вал 10, зубчатого колеса 8 и 11, гайку 7 и вал 9.
Поперечина должна легко, но с плотным прилеганием перемещаться по направляющим станины. Регулировку производить клином 2.
Стол поворотный (доп. опция)
Стол поворотный служит для установки и закрепления обрабатываемых деталей. Детали крепятся к столу болтами, входящие в Т-образные пазы.
Мелкие детали крепятся в тисках, устанавливаемых на столе. Стол имеет горизонтальное и вместе с поперечиной вертикальное перемещение от руки, механическое прерывистое и непрерывно –ускоренное. Стол должен перемещаться по направляющим поперечины легко, но с плотным подтягиванием винтов , поджимающих планку 8.
Стол поворотный состоит из собственно стола 9 и салазок 7. Салазки 7 крепятся к поперечине с помощью планки 6 регулируемой планки 8. Стол 9 вращается в плоскости, перпендикулярно к направлению движения ползуна. Для поворота стола 9 необходимо ослабить гайки 3, затем вращением кривошипной рукоятки за квадрат вала 10 установить по таблице (цена деления 1о) требуемый угол и затянуть гайки 3 зажима равномерно с усилиями 150-200 Н.м, начиная с нижних.
При больших нагрузках необходимо применить подставку, поддерживающую передний край стола, отрегулировав ее по высоте.
Для правильной работе подставки при установке станка на фундамент проверить параллельность перемещения стола относительно основанию1, по которому перемещается подставка 2.
Для точной обработки верхнюю рабочую поверхность стола надо установить и выверить по индикатору.
Поворотный стол оснащен стружкосборником, который служит для защиты работающего от отлетающей во время работы стружки и для ее отбора. Стружкосборник устанавливается на клин ползуна, и состоит из боковых щитков 11 и 15 , переднего щитка 4., заднего щитка 5 и держателя 13 с экраном 14
Боковые, передний и задний щитки стружкосборника крепится к столу винтами. Держатель закреплен в кронштейне 12, установленном на клине ползуна. Держатель с экраном может устанавливаться на необходимое расстояние по длине стола, в зависимости от вылета ползуна.
ЭЛЕКТРООБОРУДОВАНИЕ
Общие сведения
На станке установлено следующее электрооборудование:
Электродвигатель АИР132S6 5,5кВт, 960 об/мин;
Электромагнитные муфты :
Пусковая ЭТМ104-2Н;
Тормозная ЭТМ066-1A8;
Ускоренного перемещения стола ЭТМ074-1Н;
Светильник местного освещения
Вводный автоматический выключатель и аппараты цепей управления установлены в электрошкафу, укрепленного на задней стенке станины.
Сведения о системе питания электрооборудования.
На станке применяется следующие величины напряжений:
Переменного тока частотой 50 Гц:
Силовая цепь 380В;
Цепь управления 24В;
Цепь местного освещения 24В;
Постоянного тока – цепь питания и управления электромагнитными муфтами 24В
Сведения о защите и системе сигнализации.
Защита электрооборудования от токов короткого замыкания осуществляется:
На вводе, ответвлениях к электродвигателю М1 (рис.20) и трансформатору управления Т1 – вводным автоматическим выключателем QF1;
В цепи управления 24 В – однополюсным автоматом QF2;
В цепи местного освещения однополюсным автоматом QF3;
Защита от перегрузки электродвигателя М1 осуществляется вводным автоматическим выключателем QF1 и тепловым реле КК1.
Минимальная защита, исключающая самовключение электродвигателя и электромагнитных муфт, осуществляется магнитными пускателями.
Станок оснащен следующей световой сигнализацией:
«напряжение на электродвигателе» - сигнальная лампа VC1, расположенная на пульте управления;
Все органы управления расположены на станке сбоку. Кнопка «аварийное отключение станка», «включение станка», «установочное перемещение ползуна» находится на съемной боковой крышке станины. Кнопка «включение хода ползуна», «выключение хода ползуна», «ускоренное перемещение стола» расположены на поперечине.
Ввод питающих провод предусмотрен снизу электрошкафа. Здесь же на задней стенке станины расположен винт заземления.
Указания по эксплуатации электрооборудования.
Во время эксплуатации станка следует систематически производить технические осмотры и профилактические ремонты электрооборудования.
Периодичность технических осмотров устанавливается в зависимости от производственных условий, но должна быть не реже одного раза в год. Остальное электрооборудование в профилактических ремонтах не нуждается.
Перед первоначальным пуском:
Произвести внешний осмотр станка и установленного на нем электрооборудования;
Проверить надежность заземления. Сопротивление между винтом заземления на станине и любой точки металлических частей станка, которые могут оказаться под напряжением в случае пробоя и изоляции. Установленного на них оборудования не должно быть более 0.1 Ом. Проверить качество изоляции токоведущих частей относительно корпуса станка. Сопротивление изоляции должно быть не менее 1 Мом, сопротивление изоляции электродвигателя должно быть не менее 0.5 Мом.
Для подключения станка к сети рукоятку вводного автоматического переключателя расположенного на боковой стенке электрошкафа, перевести в верхнее положение, на электрошкафу должна загораться сигнальная лампа красного цвета «электросеть подключена». Нажать кнопку «Включение станка» и убедиться в пуске электродвигателя.
ВНИМАНИЕ! Обеспечить вращение ротора электродвигателя в направлении, указанном стрелкой на кожухе ременной передачи при подключении станка к электросети.
Монтаж и первоначальный пуск электрооборудования.
Выполнить следующие требования при первоначальной установке станка, если станок поставляется с демонтированным электродвигателем:
Установить электродвигатель на подмоторную плиту;
Надеть приводные ремни и закрепить электродвигатель с помощью крепежных болтов, обеспечив необходимое натяжение ремней;
Подключить электродвигатель, используя предусмотренные для этой цели провода питания, присоединенные к клеммам А2, В2, С2, а также провод защитного заземления желто-зеленого цвета, проложенного в металлорукаве, идущем от электрошкафа;
Заземлить станок, подключить заземляющий провод с одной стороны к винту заземления на станине станка, а с другой стороны к цеховому контуру заземления.
Подвод питающих проводов должен осуществляться в трубе проложенной в полу. Вводные зажимы А.В.С и = расположены непосредственно в электрошкафу непосредственно у ввода. Питающие провода и провод защитного заземления должны быть с медными жилами сечением не менее 1,5 мм2.
Пульт управления
Описание работы электрической схемы.
При включении вводного автоматического выключателя QF1 получают трансформатор управления Т1.
При нажатии на кнопку SB2 «включение станка» срабатывает магнитный пускатель КМ1, который замыкая свои контакты, встает на самоподпитку, запускает электродвигатель М1, загорается сигнальный индикатор VC1, включается питание цепей управления электромагнитными муфтами; включается тормозная электромагнитная муфта YA2.
При постоянном нажатии на кнопку SB6 «ускоренное перемещение стола» включается муфта YA3, стол перемещается на ускоренном ходу в направлении, определенном положении рукояток переключения и реверсирования перемещения стола. При отжатии кнопки SB6 электромагнитная муфта YA3 выключается, стол останавливается.
При постоянном нажатии на кнопки SB5 «установочные перемещения ползуна» включается пусковая муфта YA1 и отключается муфта YA2, ползун приводится в движение. При отжатии кнопка SB5 муфта YA1 отключается, муфта YA2 включается, ползун останавливается.
Этой же кнопкой рекомендуется пользоваться (при кратковременном нажатии) для облегчения переключения скоростей.
При нажатии кнопки SB4 «включение хода ползуна» обрабатывает магнитный пускатель КМ2, который замыкая свои контакты, встает на самоподпитку и включает пусковую муфту YA1, размыкая свой нормально замкнутый контакт, отключает тормозную муфту YA2, а также разрывает цепь питания муфты YA3 ускоренного перемещения стола. Ползун приводится в движении, при этом включении ускоренного перемещения стола невозможно, так как нормально замкнутый контакт магнитного пускателя КМ2 разомкнут.
Для остановки ползуна нажать кнопку SB3 «выключение хода ползуна». Для отключения электродвигателя станка нажать кнопку SB1 с грибовидным толкателем красного цвета. Это же кнопка служит для аварийной остановки станка. По особому заказу за отдельную плату на станке предусмотрена возможность установки микропереключателя SB7, который используется при строгании «по упору».
СИСТЕМА СМАЗКИ
Система смазки станка состоит из циркуляционной и периодической систем смазки.
Циркуляционная система включает в себя системы смазки коробки скоростей, коробки подач, механизма переключения скоростей, направляющий ползуна.
Масляной насос Н1 (рис 17) приводится в действии при помощи зубчатой передачи от первого вала коробки скоростей. Подаваемое насосом масло, пройдя фильтр тонкой очистки Ф2, поступает в распределитель ф2, поступает в распределитель Р1, а оттуда на смазку зубчатых колес коробки скоростей, направляющих ползуна, кулисного механизма и зубчатых колес коробки подач. Пройдя через смазываемые части станка, масло попадает в резервуар Б1. Контроль за подачей масло в систему осуществляется при помощи манометра МН1. При нормальной подачи масла к смазываемым частям давление на манометр может быть 50…200 кПа. Уровень масла в резервуаре контролируется по маслоуказателю 1.
Периодическая система смазки представляет собой систему, в которой смазки представляет собой систему, в которой смазка осуществляется пресс-масленок МС1…МС13, заполняемых шприцем, а также посредством ручной лейки через отверстия.
В качестве смазочного материала использовать масло индустриальное И-20А ГОСТ 20799-75.
Перечень элементов смазочной системы.
Обозначение | Наименование | Количество |
Б1 Ф1 Ф2 Н1 Р1 МН1 ДР1 МС1…МС13* 1 2 3 4 5.6 7…44 | Резервуар Фильтр грубой очистки Фильтр магнитный Насос Маслораспределитель Манометр Регулировочный винт Масленка Маслоуказатель с фильтром Муфта Дождеватель Ванна масляная Заливное отверстие Точка смазки | 1 1 1 1 1 1 1 13 1 1 1 1 2 38 |
Перечень точек смазки
Поз. | Периодичность смазки | Смазываемая точка | Куда входит |
7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22..25 26 27 28 29 | Непрерывная
| Ось кулисы Направляющие кулисы Ось серьги Муфта «пуск» Правая направляющая станины То же левая направляющая станины левая направляющая клина муфта «тормоз» муфта ускоренного перемещения правая направляющая клина то же левая направляющая станины левая направляющая клина корпус кулисного механизма зубчатые колеса заполнение масляной ванны ролик коробки подач подшипник коробки подач подшипник коробки скоростей | Кулисный механизм То же - Коробка скоростей Станина - - Ползун Коробка скоростей То же Ползун То же станина Ползун Кулисный механизм Коробка скоростей Система смазки Коробка подач То же Коробка скоростей |
ПОРЯДОК УСТАНОВКИ
Транспортирование
Распакованный станок транспортировать, предварительно открыв в станине 4 грузовые отверстия (рис 18) и вставив в них 2 штанги d
При транспортировании к месту установки и при опускании на фундамент станок не должен подвергаться сильным толчкам.
Монтаж
Перед установкой станок очистить от антикоррозионных покрытий, нанесенных на открытые, а так же закрытые кожухами обработанные поверхности станка и покрыть тонким слоем масло
индустриальное И-20А. смазку сначала деревянной лопаточкой, а затем оставшуюся смазку с наружных поверхностей удалить салфетками, смоченный в органическом растворителе. Станок устанавливать на прочном фундаменте. Глубина залегания фундамента зависит от грунта, но должна быть не менее
Отклонение от горизонтальной плоскости не должно превышать 0.025/1000 мм в поперечном и 0,04/1000 мм в продольном направлениях.
Установку станка производить с помощью регулируемых установочных клиньев, которые подкладывать под плиту станка у фундаментальных болтов. При этом стол должен находится в среднем положении относительно оси вертикальных направляющих станины. Затем фундаментальные болты залить цементным раствором.
После затвердевании раствора станок закрепить на фундаменте болтами 1 и 4 (рис 19), следя за уровнем в поперечном и продольном направлениях. Гайки фундаментальных болтов затягивать в последовательности 1-4-3-2. при затяжке болтов 3 и 2 следует контролировать индикатор параллельности хода ползуна боковой поверхности стола.
* - размеры в скобках относятся к станку 7307
Установку основания поперечины 1 производить с помощью регулируемых установочных клиньев, которые следует подкладывать у основании у фундаментальных болтов 5 и 6. При установке основания поперечины выверить опорную поверхность основания на параллельность ходу стола. Допускаемые отклонения не более
НАСТРОЙКА, НАЛАДКА И РЕЖИМЫ РАБОТЫ
Настраивать необходимо частоту двойных ходов ползуна в минуту поворотом рукоятки 5 по часовой стрелки до совмещения требуемой частоты двойных ходов ползуна в минуту на лимбе с указателем на станине.
Длину хода ползуна регулировать вращением кривошипной рукоятки за хвостовик вала 11 до совмещении риски необходимой длины хода ползуна с торцом лимба
Величину подачи стола изменять поворотом рукоятки 9.
На лимбах поперечины указаны 2 ряда величин:
- 01Н- для горизонтального перемещения стола
- 0.02 v для вертикального перемещения поперечины
Для настройки автоматической подачи суппорта : освободить салазки суппорта от зажима; установить требуемую величину подачи ; настроить на подачу упор механизма от длины хода ползуна.
При строгании наклонных поверхностей необходимо повернуть суппорт на требуемый угол. Для этого вращая кривошипной рукояткой за хвост вала, ослабить крепление суппорта, установить по риске, нанесенной на торце ползуна, соответствующий угол поворота суппорта, после чего закрепить суппорт.
При перестановках ползуна необходимо обеспечивать рабочую зону резца в пределах стола.
Регулировка
Если в процессе эксплуатации станка наблюдается уменьшение усилия резания на резце, проверить натяжение ремней клиноременной передачи от электродвигателя главного привода к первому валу коробку скоростей
Натяжение ремней производить следующим образом: ослабить гайки крепления электродвигателя к подмоторной плите , а затем вращением гаек на торце плиты переместить электродвигатель на необходимую величину, после чего закрепить электродвигатель. если происходит потеря подачи на первом зубе , то регулировку производить поворотом эксцентрика, ввернутого в зубчатый сектор зажим суппорта производить подтяжкой винтов кольца, расположенных внутри ползуна
Износ направляющих ползуна компенсируется подтяжкой винтов клиновой планки.
При регулировании обеспечить зазор в сопряжении ползуна со станиной не более
Износ направляющих суппорта компенсировать клином, при регулировании обеспечить зазор в направляющих не более
Износ горизонтальных направляющих поперечины компенсировать подтягиванием планки винтами и подшлифовкой плоскости прилегания планки стола.
При регулировании в сопряжении стол- поперечина обеспечить зазор 0.03 мм.
Сопряжение станина-поперечина регулировать клином. При регулировании сопряжения станина-поперечина обеспечить зазор
Износ подшипников во всех сборочных единицах компенсировать подтягиванием регулировочных гаек и компенсаторными кольцами. При регулировании зазора и подшипниках обеспечить легкое вращение валов.
Предохранительная муфта коробки подач должна быть отрегулирована так, что при жестком упоре стола в вертикальном и горизонтальном положении муфта должна срабатывать.
Регулирование натяжения пружин во фрикционном тормозе механизма автоматического откидывания резца производить вращением винта.
Подачу масла в системе циркуляционной смазки к смазываемым поверхностям регулировать вращением регулировочного винта ДР1.
Расположение органов управления и табличек с символами
Перечень органов управления
Поз. | Органы управления и их назначения | Способ использования | Примечание |
| 1 | Предупреждающий символ "Шкаф под напряжением" | ||
2 | Хвостовик замка электрошкафа | Поворот хвостовика специальным ключом против часовой стрелки – закрытие дверки шкафа, поворот по часовой стрелки – открытие дверки шкафа |
|
5 | Рукоятка установки ряда частот двойных ходов ползуна в минуту
| Имеются восемь фиксированных положений при повороте рукоятки в вертикальной плоскости: поворот рукоятки по часовой стрелки – вывод зубчатых колес коробки скоростей из зацепления и набор необходимой частоты двойных ходов ползуна в минуту, поворот против часовой стрелки до совмещения отверстий на лимбе и ступице рукоятки – ввод зубчатых колес коробки скоростей в зацепление и установка на фиксации перевода. | Переключатель после нажатия кнопки «Стоп ползуна» При затруднении включения (вращение рукоятки против часовой стрелки) кратковременно нажать кнопку «Толчковая» для поворота зубчатых колес коробки скоростей
|
6 | Рукоятка установки величины механической подачи стола | Имеются 20 фиксированных положений при повороте рукоятки в вертикальной плоскости | При установке рукоятки в положении «О» подача- выключена. Цена деления шкалы 0.2 мм/дв.ход (0.08 мм/дв.ход) |
7 | Хвостовик вала изменение длины хода ползуна | Поворот хвостика вала кривошипной рукояткой по часовой стрелке – увеличение длины хода ползуна, поворот против часовой стрелки – уменьшение длины хода ползуна | Пользоваться при остановленном ползуне (после нажатия кнопки «стоп ползуна») |
8 | Гайка закрепления поперечины на станине | Поворот гайки ключом по часовой стрелки – уменьшение длины хода ползуна | Закреплять поперечину на станине после перестановки стола в вертикальном направлении.
|
9 | Рукоятка включения и реверсирования механического перемещения стола в вертикальном направлении | Имеются три фиксированных положения: среднее положение - механическое перемещение стола выключено, поворот рукоятки вверх – включение механического перемещения стола выключено, поворот рукоятки вверх – включение механического перемещения стола вверх, поворот рукоятки вниз – включение механического перемещения стола вниз. | Снять упор 13 со стойки и отвернуть гайки 8 и 14 при перемещении стола в вертикальном направлении |
11 | Хвостик вала ручного перемещения стола в вертикальном направлении | Вращение хвостика вала по часовой стрелке – перемещение стола вверх, вращение против часовой стрелки- перемещение стола вниз | Пользоваться при среднем положении рукоятки 9. При перемещении стола в вертикальном направлении гайки 8 и 14 отвернуть, при опуская при среднем положении стола вниз упор 13 снять со стойки. Пользоваться при среднем положении рукоятки 17 |
12 | Хвостовик вала ручного перемещения стола в горизонтальном направлении
| Вращение хвостовика вала рукояткой по часовой стрелке – перемещение стола «от себя», вращение против часовой стрелки – перемещение стола «на себя» | |
13 | Упор стойки стола | Установка упора в отверстия стойки стола | Перед опусканием стола упор снять со стойки |
14 | Гайка закрепления стойки стола | Поворот гайки ключом по часовой стрелке – закрепление стойки, поворот против часовой стрелки- открепление стойки | Перед перестановкой стола в вертикальном направлении стойку открепить |
15 | Винт точного подпора стола | Поворот винта ключом по часовой стрелке – подвод стойки стола к упору стола | Пользоваться после перестановкой стола в вертикальном направлении |
17 | Рукоятка включения и реверсирования механического перемещения стола в горизонтальном направлении | Имеются три фиксированных положения: среднее положение- механическое перемещение стола выключено, поворот рукоятки на себя – включения механического перемещения стола «на себя», поворот рукоятки от себя – перемещение стола «от себя» |
|
18 | Винт закрепления резца | Поворот ключом винта по часовой стрелке – закрепление резца, поворот против часовой стрелке- открепление резца | Пользоваться при смене резцов
|
19 | Рукоятка зажима салазок суппорта | Поворот рукоятки по часовой стрелке – зажим салазок , поворот против часовой стрелки – разжим салазок | Зажать салазки при строгании горизонтальных поверхностей |
20 | Гайка закрепления поворотной доски суппорта | Поворот гайки ключом по часовой стрелке – закрепление поворотной доски , поворот против часовой стрелки – открепление поворотной доски |
|
22 | Рукоятка перемещения салазок суппорта
| Вращение рукоятки по часовой стрелке- перемещение салазок вниз, вращение против часовой стрелки – перемещение салазок вверх | Пользоваться при отжатых салазках суппорта и ходовом винте, при установленной рукоятке 25 в положении «О»
|
23 | Винт поджима ходового винта суппорта | Поворот винта кривошипной рукояткой по часовой стрелке – поджим ходового винта, поворот против часовой стрелки – разжим ходового винта | Пользоваться при механической подаче суппорта для подтормаживания ходового винта при строгании горизонтальных поверхностей и при долблении |
24 | Хвостовик вала крепления суппорта | Поворот хвостовика вала кривошипной рукоятки по часовой стрелке – закрепление суппорта, поворот против часовой стрелки- открепление суппорта | Пользоваться при установке суппорта на задаваемый угол |
25 | Рукоятка установки величины механической подачи суппорта
| Имеются семь фиксированных положений при повороте рукоятки в вертикальной плоскости
| При установке рукоятки в положении «О» подача выключена (опция) |
27 | Винт крепления упора механической подачи суппорта | Вращение винта кривошипной рукояткой по часовой стрелке – закрепление упора, вращение против часовой стрелки – открепление упора |
|
28 | Кнопка «Ускоренное перемещение» | Нажатие кнопки - ускоренное перемещение стола | При перемещении стола в вертикальном направлении гайки 8 и 14 отвернуть, при опускании стола вниз - упор 13 снять со стойки
|
29 | Кнопка «Стоп ползуна» | Нажатие кнопки (черного цвета) – остановка ползуна |
|
30 | Кнопка «Пуск ползуна» | Нажатие кнопки (черного цвета) – движение ползуна |
|
31 | Кнопка «Общий стоп» | Нажатие грибовидного толкателя (красного цвета) – выключение электромагнитной муфты коробки скоростей и электродвигателя главного движения |
|
32 | Кнопка включения станка | Нажатие кнопки – включение электродвигателя главного движения и цепи управления электромагнитными муфтами
|
|
33 | Хвостовик вала переустановки ползуна | Поворот хвостовика вала кривошипной рукояткой по часовой стрелке – ползун перемещается назад, поворот против часовой стрелки – ползун перемещается вперед | Пользоваться при включенной электромагнит-ной муфте |
34
| Кнопка «Толчковая» | Нажатие кнопки – кратковременное движение ползуна, при отпущенной кнопки – ползун останавливается | Пользоваться при переключении скоростей для поворота зубчатых скоростей и для подвода ползуна в нужную зону |
40 | Вводный автоматический включатель | Включение и выключение производить в соответствии с символами на табличке, расположенном на вводном автоматическом выключателе |
|
46 | Гайки регулирования усилия зажатия штанги | Поворот гаек по часовой стрелке – увеличение усилия зажатия штанги, поворот против часовой стрелки – уменьшение усилия зажатия штанги | Пользоваться при выключенном механизме автоматического откидывания резца |
ПЕРВОНАЧАЛЬНЫЙ ПУСК
Заземлить станок к общей цеховой системе заземления.
Подключить станок к электросети, проверив соответствие напряжения сети и электрооборудования станка.
Ознакомится с назначением рукояток управления (см. рис.4) и проверить вручную работу всех механизмов станка. Выполнять указания, изложенные в разделе «Электрооборудование», «система смазки», относящихся к первоначальному пуску.
Опробовать электродвигатель без включения рабочих органов станка после его подключения к электросети, обратив особое внимание на работу системы смазки по контрольным отверстиям на прижимных планках ползуна и по манометру.
ВНИМАНИЕ! При отсутствии давления в системе и отсутствия масла в контрольных отверстиях работа на станке не допустима.
Опробовать работу всех механизмов станка на первой скорости. Приступить к настройке станка, убедившись в нормальной работе всех механизмов.
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Неисправность | Вероятная причина | Метод устранения |
Отсутствие подачи или неравномерная подача | Выход из строя падающей собачки или нарушение ее положения относительно храпового колеса | При выходе из строя заменить собачку, при нарушении ее положения относительно храпового колеса поворотом эксцентриковой оси установить ее в требуемое положение. |
Не происходит откидывания резца при холостом ходе ползуна | Недостаточно поджаты фрикционные вкладыши | Подтянуть винты регулировки усилия поджатия вкладышей к корпусу механизма откидывания резцов |
Повышенный нагрев штанги механизма откидывания резца | Чрезмерно зажаты фрикционные вкладыши в корпусе механизма откидывания резцов | Ослабить винты так, чтобы при холостом ходе обеспечивалось откидывание резца |
При строгании ползун останавливается | Ослабли ремни клиноременной передачи | Отвернуть гайки крепления электродвигателя. Вращением гаек на кронштейне электродвигателя натянуть ремни. |
Примечание. Указание о мерах устранения возможных нарушений нормальной работы электрооборудования и системы смазки приведены соответственно в разделах «электрооборудование» и «система смазки»
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Система технического обслуживания определяет порядок, содержание и периодичность осмотра и обслуживания машины в процессе эксплуатации.
К проведению ТО допускаются только следующие сотрудники
- прошедшие обучение эксплуатации оборудования.
- прошедшие инструктаж по технике безопасности.
Предусматриваются следующие виды технического обслуживания:
ТО – 1 – ежедневное;
ТО – 2 – ежемесячное;
ТО – 3 – ежегодное;
Работы, предусмотренные ТО – 1 – ТО – 3 охватывают проверку и обслуживание основных механизмов, определяющих надежность работы ножниц, выполнять в соответствие с ГОСТ 18322-76.