








Станок ножовочный отрезной OVTO HCM-300
Станок предназначен для отрезки круглого и профильного материала из стали, чугуна и цветных металлов машинным ножовочным полотном для металла. Разрезка производится в плоскости перпендикулярной к оси заготовки, а также под углом до 45°, при установке комбинированных тисков.
Широко применяется в металлообработке и других отраслях промышленности. Ножовочный станок может быть использован для резки материала по прямой линии, а также для выполнения закруглений и сложных контуров.
| Максимальный диаметр заготовки круглого сечения (90°), мм | 290 |
| Максимальный диаметр заготовки круглого сечения (45°), мм | 180 |
| Максимальный размер заготовки квадратного сечения (90°), мм | 250х250 |
| Максимальный размер заготовки прямоугольного сечения (45°), мм | 220х280 |
| Наибольшая длина устанавливаемой заготовки, мм | 500 |
| Число скоростей движения полотна | 4 |
| Размер ножовочного полотна, мм | 450х40х2 |
| Ширина пропила, мм | 2 |
| Емкость гидравлической системы, л | 2.8 |
| Объем бака СОЖ, л | 30 |
| Мощность двигателя главного привода, кВт | 2.2 |
| Габариты (ДxШxВ), мм | 2010х1240х1080 |
| Масса, кг | 1050 |
Стандартная комплектация
Станок ножовочный HCM-300 в сборе
Входит в комплект поставки:
- Полотно ножовочное для металла - 1 шт.
- Тиски - 1 шт.
- Ремень клиновой - 1 шт.
Документация:
- Руководство по эксплуатации - 1 шт.
- Паспорт станка - 1 шт.
- Паспорт на электродвигатель - 1 шт.
Доп. опции:
- Тиски комбинированные* - 1 шт.
- Рольганг неприводной - 1 шт.
* предназначены для резки материала под углом 45°
Стандартная комплектация
Станок ножовочный HCM-300 в сборе
Входит в комплект поставки:
- Полотно ножовочное для металла - 1 шт.
- Тиски - 1 шт.
- Ремень клиновой - 1 шт.
Документация:
- Руководство по эксплуатации - 1 шт.
- Паспорт станка - 1 шт.
- Паспорт на электродвигатель - 1 шт.
Доп. опции:
- Тиски комбинированные* - 1 шт.
- Рольганг неприводной - 1 шт.
* предназначены для резки материала под углом 45°
СОСТАВ СТАНКА
- Основание
- Приспособление
- Тиски
- Пильная рама
- Гидравлика
- Маслоуказатель
- Электрооборудование
- Пружина
- Охлаждение
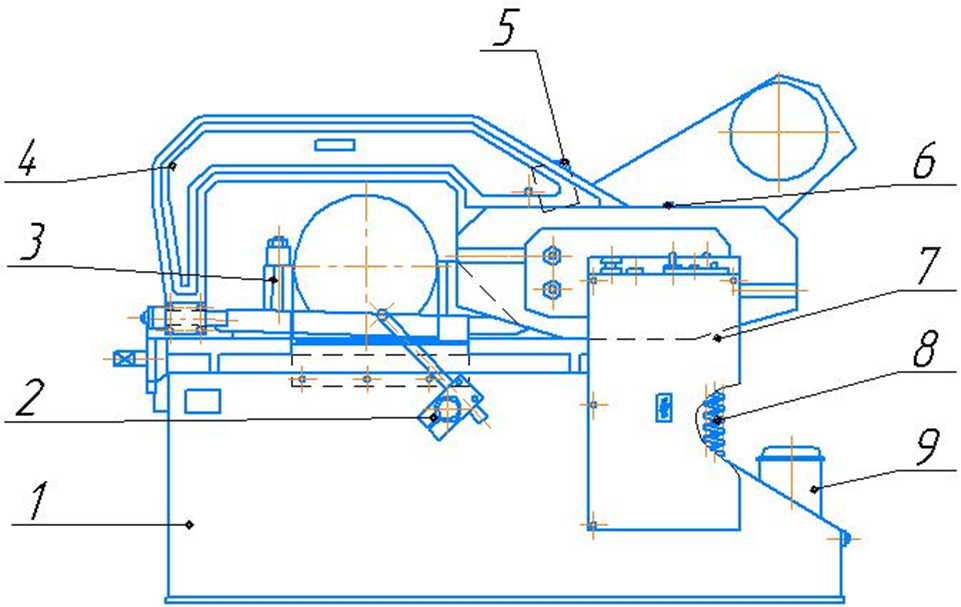
Станина
Станина имеет коробчатую форму, на ней монтируются основные узлы станка. Нижняя часть станины с резервуаром для охлаждения жидкости. Здесь же устанавливается электронасос системы охлаждения.
Ограждение
Все вращающиеся элементы привода станка ограждены кожухом, закрепленным на станине.
Охлаждение
Для охлаждения ножовочного полотна станок имеет систему охлаждения, состоящую из резервуара охлаждающей жидкости, электронасоса, шланга и специальной насадки, по которым охлаждающая жидкость подается в зону резания.
Тиски
Тиски состоят из подвижной 1 и неподвижной 2 губок.
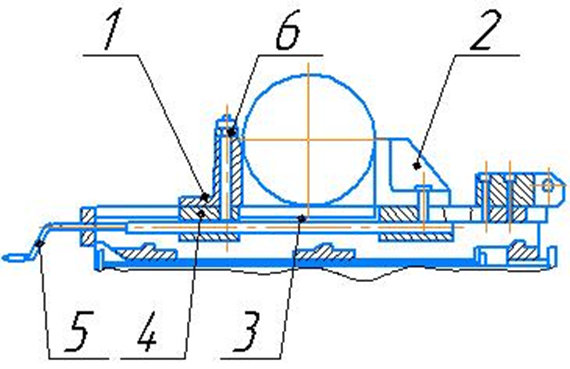
Посредством рукоятки 5, винта 3 и гайки 4 губка 1 перемещается в направлении губки 2, зажимая заготовку. Тиски позволяют зажимать заготовки ø25…300мм.
Тиски комбинированные.*
По особому заказу, за отдельную плату поставляются тиски комбинированные (рис.4.), предназначены для резки материала под углом 45о. В тисках можно зажимать заготовки от 25 до 180 мм. Минимальная длина устанавливаемой заготовки при резке под углом 45° – 400 мм.
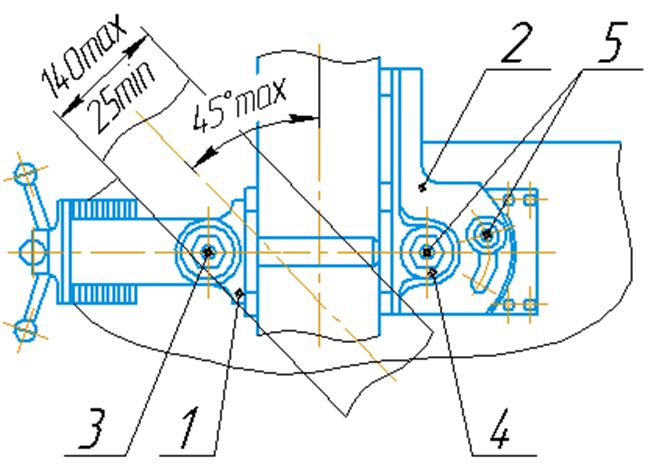
Для резки материала под углом до 45° необходимо: ослабить 3 и 5, развернуть на требуемый угол губку 2, затем зафиксировать угол поворота губки 2 винтом 4 и закрепить ее гайками 3 и 5. Заготовка зажимается в тисках при помощи винта, перемещающего гайку направляющую, на которой закреплена губка 1. В зависимости от требуемого размера заготовки губка 2 устанавливается в одно из трех отверстий, расположенных на станине.
Принцип работы
Движение от электродвигателя передается посредством клиноременной передачи на двухступенчатый редуктор и, далее, на эксцентриковый вал, который посредством шатуна приводит в движение пильную раму с ножовочным полотном. Опускание пильной рамы осуществляется при помощи гидропривода.
ГИДРООБОРУДОВАНИЕ
Гидравлическая система состоит из насоса гидравлического, с расположенным в нём поршнем, снабженным пружиной 11, ограничителем 50, кольцом ограничителя 51. В нижней части поршня имеется ролик, который соприкасается с кулачком 46, неподвижно закреплённым на валу.
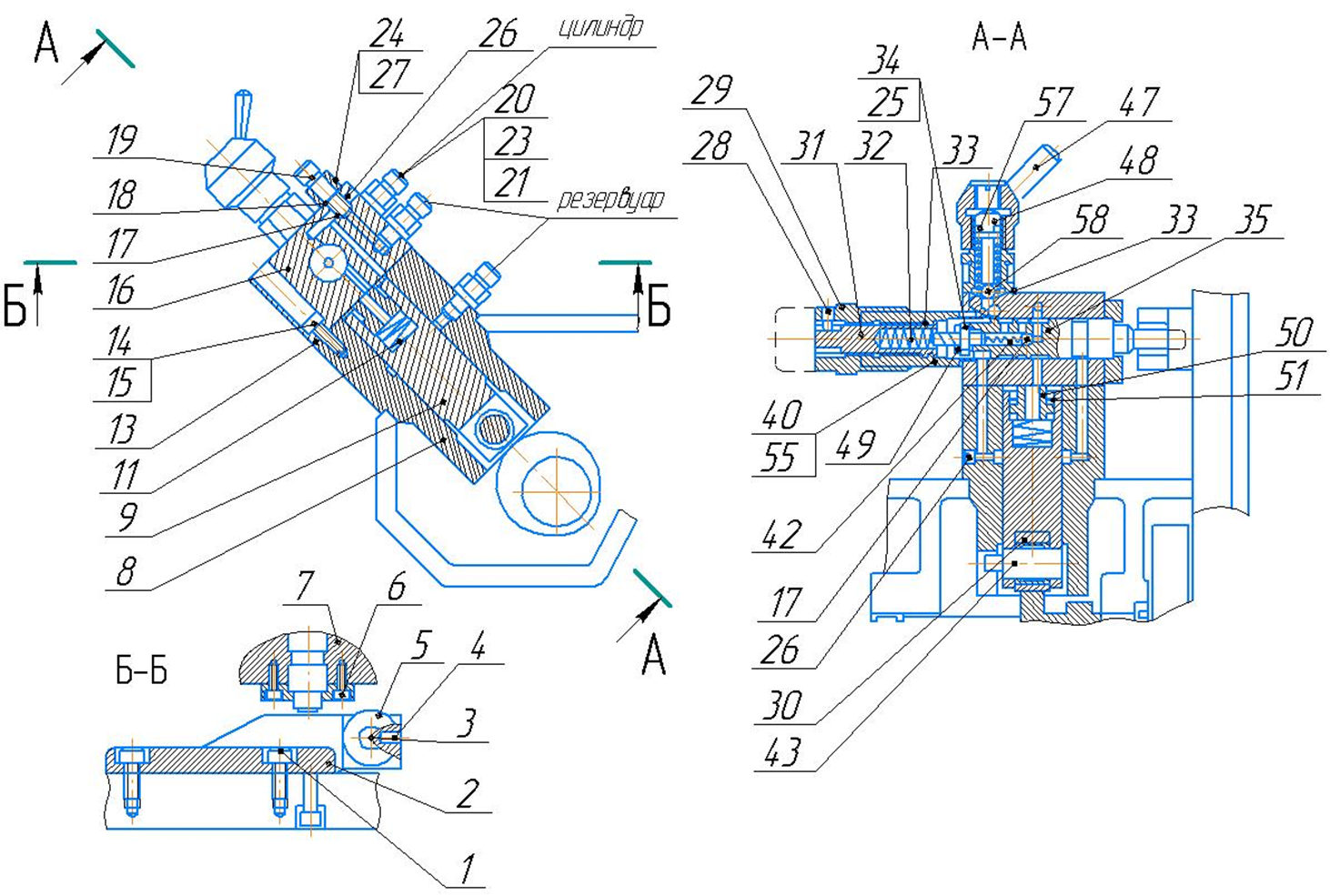
К насосу прикреплена панель 16 со ступенчатым отверстием, в котором двигается плунжер 35. На плунжер давит регулировочная пружина 32, предназначенная для регулировки движения резания (нажима).
В плунжере находится нагнетательный шаровый клапан 17, а в панели всасывающий шаровый клапан поршня, рабочая камера которого посредством шланга связана с подпоршневой зоной гидроцилиндра.
Надпоршневая зона гидроцилиндра, представляет собой резервуар, который с помощью двух шлангов всасывающего и дренажного связан с панелью.
Напротив плунжера имеется рукоятка 2 с откатным роликом 5, которая посредством болтов перемещается к плунжеру. При вращении рукоятки налево, плунжер 48 приходит во вращение и открывает клапан 58, связывающий надпоршневую камеру с резервуаром. Поршень гидроцилиндра сжимается. Пильная рама под действием возвратной пружины поднимается вверх.
На панели имеется винт 19 для удаления воздуха из гидросистемы. Во время работы станка насос подаёт масло в гидроцилиндр. Когда давление в гидроцилиндре повышается до установленного значения, открывается клапан и в подпоршневую камеру поступает соответствующий объём масла, при этом пильная рама опускается.
В конце рабочего хода откатной ролик 5 давит на плунжер 35, в результате чего в масло перекачивается в надпоршневую камеру, цилиндр сжимается и происходит подъём пильной рамы.
Рабочее давление устанавливается с помощью маховика 29 в одно из шести положений.
ЭЛЕКТРООБОРУДОВАНИЕ
Общие сведения
Электрооборудование состоит из:
• асинхронных электродвигателей переменного тока и конечных выключателей, размещенных на станке;
• аппаратуры управления и защиты, размещенных в электрошкафу, установленном на задней стенке стойки;
• органов управления, размещенных на электрошкафу.
Релейные аппараты установлены на панели в шкафу.
Вся разводка провода выполнена жгутами по панели управления и в металлорукавах.
Краткая характеристика
Род тока: Переменный, трехфазный
Характеристика сети: 50 Гц, 380 В
Цепь управления: 110 В
Цепь местного освещения: 24 В
Электродвигатель главного привода: Двухскоростной 1,5/2,2 кВт 1500/3000 об/мин
Электродвигатель насоса охлаждения: 0.12 кВт 3000 об/мин
Защита
Электродвигатели станка защищаются:
• от тока короткого замыкания – однополюсным автоматическим выключателем
• от перегрузок-тепловым реле
Цепи управления и освещения защищается от токов короткого замыкания однополюсными автоматическими выключателями.
Нулевая защита схемы осуществляется контактами магнитного пускателя.
СИСТЕМА СМАЗКИ
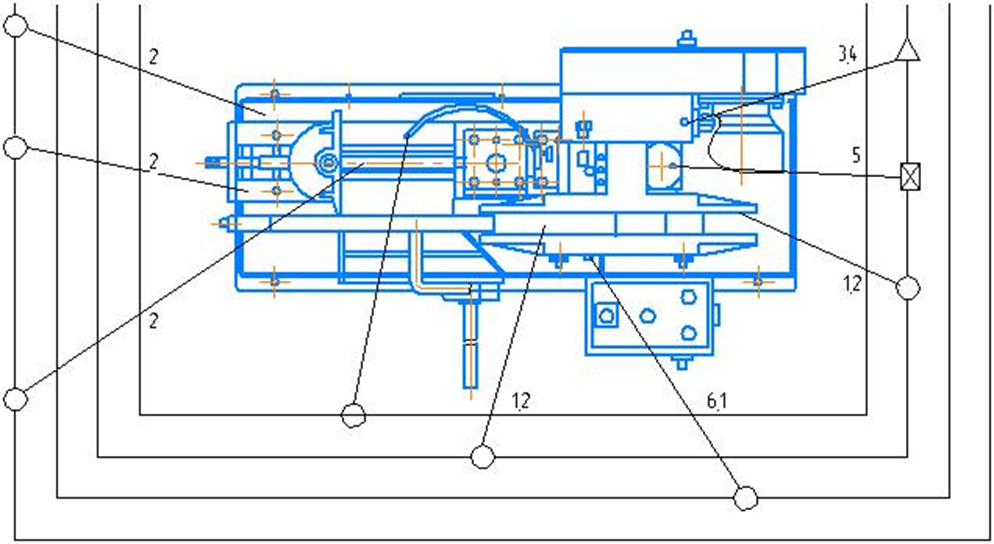
○ - Литол 24
● - 6-10% раствор Эмульсола
∆ - Масло И-20А
x - Масло И-40А
1. Ежедневное смазывание;
2. Лёгкое смазывание;
3. Первая замена масла после 150 часов работы. Последующие – 1 раз в год;
4. Контроль уровня масла в редукторе
5. Первая замена масла после 150 часов работы. Последующие – каждые 3000 часов работы;
6. Переполнение смазки НЕ ДОПУСКАЕТСЯ!
ПОРЯДОК УСТАНОВКИ
Распаковка
Станок поставляется потребителю на транспортировочных брусках упакованный полиэтиленовой пленкой марки Т или в частичной упаковке, по желанию клиента станок может быть упакованный в деревянный ящик.
При распаковке необходимо следить за тем, чтобы не повредить станок распаковочным инструментом.
Транспортирование
Для транспортирования распакованного станка необходимо применить тросы диаметром не менее 10 мм, согласно схеме строповки.
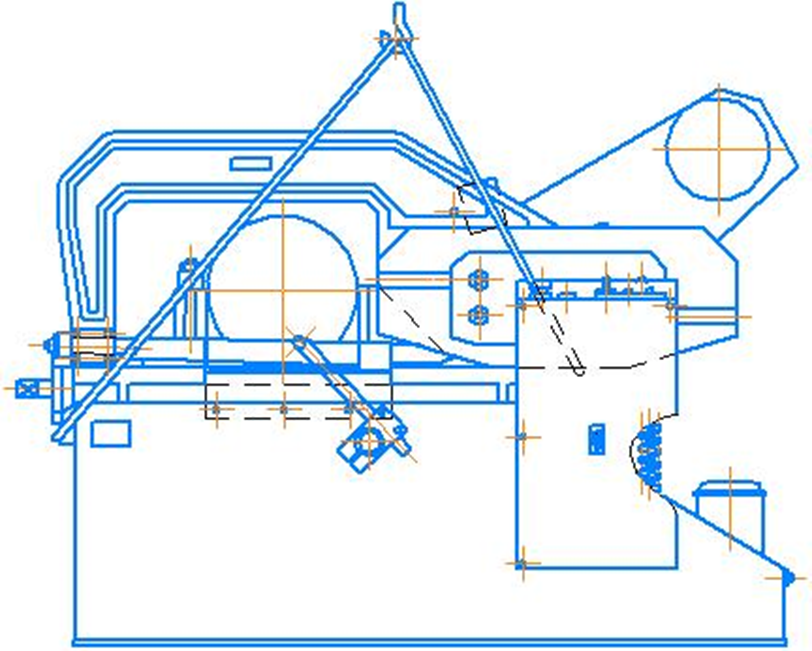
При захвате станка тросом необходимо следить за тем, чтобы не повредить наружную отделку станка, для чего в соответствующих местах надо подкладывать под трос деревянные прокладки. При транспортировке к месту установки необходимо избегать сильного наклона станка, и при спускании на фундамент станок не должен подвергаться сильным толчкам.
Снятие антикоррозийных покрытий
Перед установкой станок необходимо тщательно очистить от антикоррозийных покрытий, нанесенных перед упаковкой станка на механически обработанные поверхности и во избежание коррозии покрыть слоем масла индустриального И-20А.
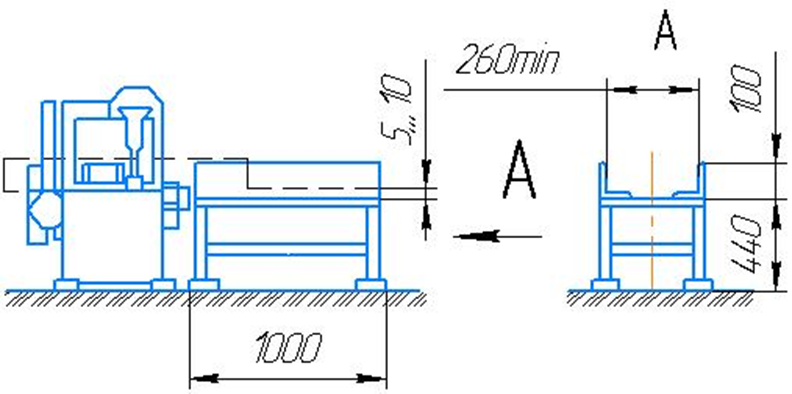
Монтаж
Станок устанавливается на фундамент или бетонную подушку. Станок крепится к фундаменту четырьмя фундаментными болтами диаметром 20 мм. Фундаментные болты не поставляются заводом.
Станок устанавливается на фундамент и выверяется в обеих плоскостях при помощи уровня, устанавливаемого на станине. Отклонение не должно превышать 0.1/300 мм в обеих плоскостях.
ПОДГОТОВКА К ПУСКУ
Заземлить станок подключением к общей цеховой системе заземления.
Подключить станок к электросети, проверив соответствие напряжения сети и электрооборудования станка.
Залить в гидрорезервуар около 2 л масла марки «Индустриальное И-40А» или «Индустриальное И-30А».
Залить в резервуар (нижняя часть станины) 20 литров охлаждающей жидкости. Хорошей охлаждающей жидкостью является 6-10% Эмульсола ГОСТ 6243-75-75.
Для предварительного детального ознакомления со станком рекомендуется его обкатать на холостом ходу, усвоить назначения и действие органов управления.
Убедившись в нормальной работе всех механизмов станка, можно приступить к настройке станка для работы.
ПОРЯДОК РАБОТЫ
Органы управления
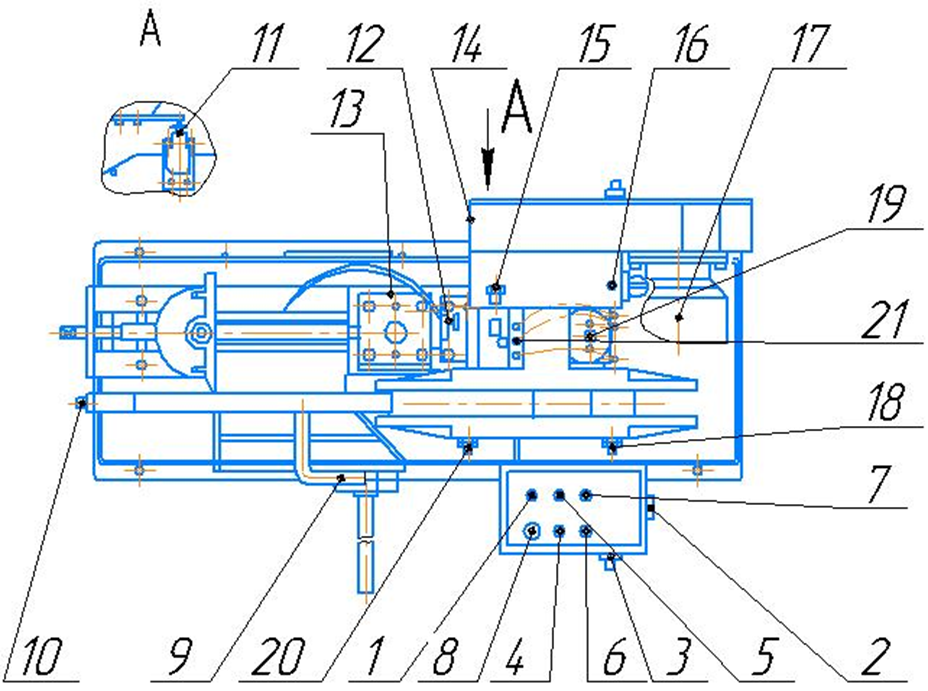
- Сигнальная лампа включения
- Автоматический выключатель включения
- Переключатель скоростей электродвигателя
- Кнопка «ПУСК»
- Сигнальная лампа
- Кнопка «КЛАПАН»
- Сигнальная лампа
- Кнопка «Аварийный стоп»
- Упор для фиксации длинны отрезаемых заготовок
- Винт натяжения полотна
- Конечный выключатель
- Кран охлаждающей жидкости
- Регулятор давления масла
- Ограждение
- Щуп для контроля уровня масла в редукторе
- Эксцентрик для натяжения ремня
- Электродвигатель
- Гайка регулировочная
- Щуп для контроля уровня масла в гидроцилиндре.
- Оси эксцентриков для регулирования зазора лезвия в вертикальном направлении
- Винт для удаления воздуха из гидроцилиндра
Описание работы
Включение станка осуществляется посредством автоматического выключателя. Загорается лампа 1.
Пуск электродвигателя главного привода и электродвигателя насоса охлаждения осуществляется нажатием кнопки «ПУСК», которая замыкает цепь катушки магнитного пускателя, переводя его на самопитание. Загорается лампа 2.
Электродвигатель посредством ремённой передачи через редуктор приводит в движение пильную раму.
Электродвигатель имеет две частоты вращения, переключение между которыми осуществляется при помощи пакетного переключателя.
Нажатием кнопки «КЛАПАН» подаётся питание на катушку магнитного пускателя, который замыкая свои контакты переводится на самопитание и снимает питание с катушки электромагнитного клапана гидрораспределителя.
Загорается лампа 3 и начинается опускание пильной рамы. После достижения пильной рамой нулевой отметки (заготовка отпилена), срабатывает конечный выключатель, размыкая цепь питания.
Станок останавливается, включается электромагнитный клапан.
Пильная рама посредством возвратной пружины возвращается в исходное положение. В исходном положении включается конечник, отключая электромагнитный клапан.
Экстренное отключение станка осуществляется кнопкой «АВАРИЙНЫЙ СТОП».
Наладка станка
Полотно ножовочное устанавливается с направлением резания от главного привода.
Оно должно быть достаточно натянутым. Слабо натянутое полотно ведет к неправильному резу. Усилие натяжения полотна должно быть 10-12 кН.
При установке материала и закреплении его необходимо следить, чтобы заготовка лежала на опорной поверхности станины.
При отрезке заготовок длиной до 350 мм рекомендуется устанавливать технологическую тару*, при отрезке заготовок длиной более 350 мм необходимо устанавливать приемный лоток* для предотвращения падения заготовок на пол во избежание травмирования.
* не включено в базовую комплектацию.
Регулировка зазоров
Боковой зазор «α» между держателем 3, пильной рамой 1 и крышкой 4, регулируется при помощи гаек и контр гаек. Величина зазора «α» - 0,05 мм.
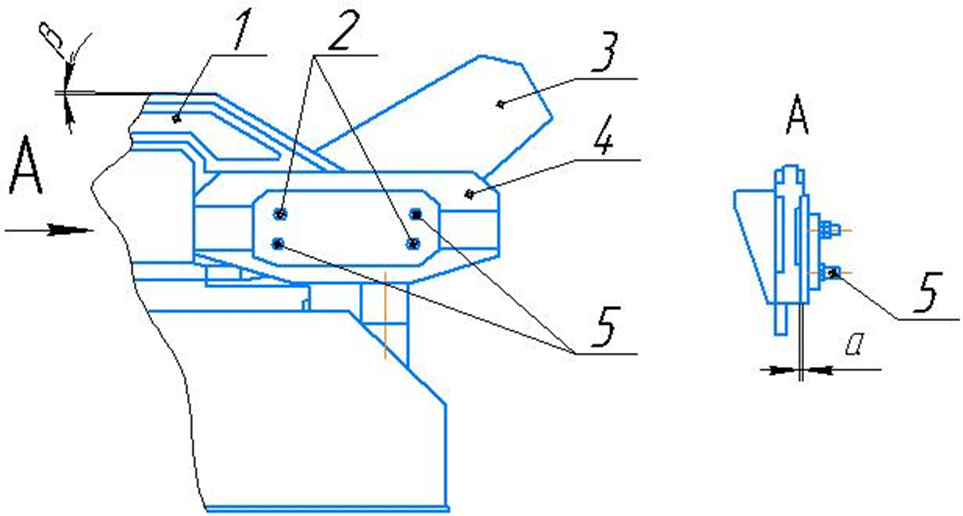
После регулировки зазора «а» полотно должно двигаться легко при перемещении вручную через ремённую передачу.
Величина вертикального зазора «β» - 0. В случаи обнаружения зазора «β» необходимо ослабить гайки эксцентриковых осей и повернуть последовательно две оси против часовой стрелки до упора. Момент затягивания не должен превышать 5Нм. После этого затянуть гайки.
СОСТАВ СТАНКА
- Основание
- Приспособление
- Тиски
- Пильная рама
- Гидравлика
- Маслоуказатель
- Электрооборудование
- Пружина
- Охлаждение
Станина
Станина имеет коробчатую форму, на ней монтируются основные узлы станка. Нижняя часть станины с резервуаром для охлаждения жидкости. Здесь же устанавливается электронасос системы охлаждения.
Ограждение
Все вращающиеся элементы привода станка ограждены кожухом, закрепленным на станине.
Охлаждение
Для охлаждения ножовочного полотна станок имеет систему охлаждения, состоящую из резервуара охлаждающей жидкости, электронасоса, шланга и специальной насадки, по которым охлаждающая жидкость подается в зону резания.
Тиски
Тиски состоят из подвижной 1 и неподвижной 2 губок.
Посредством рукоятки 5, винта 3 и гайки 4 губка 1 перемещается в направлении губки 2, зажимая заготовку. Тиски позволяют зажимать заготовки ø25…300мм.
Тиски комбинированные.*
По особому заказу, за отдельную плату поставляются тиски комбинированные (рис.4.), предназначены для резки материала под углом 45о. В тисках можно зажимать заготовки от 25 до 180 мм. Минимальная длина устанавливаемой заготовки при резке под углом 45° – 400 мм.
Для резки материала под углом до 45° необходимо: ослабить 3 и 5, развернуть на требуемый угол губку 2, затем зафиксировать угол поворота губки 2 винтом 4 и закрепить ее гайками 3 и 5. Заготовка зажимается в тисках при помощи винта, перемещающего гайку направляющую, на которой закреплена губка 1. В зависимости от требуемого размера заготовки губка 2 устанавливается в одно из трех отверстий, расположенных на станине.
Принцип работы
Движение от электродвигателя передается посредством клиноременной передачи на двухступенчатый редуктор и, далее, на эксцентриковый вал, который посредством шатуна приводит в движение пильную раму с ножовочным полотном. Опускание пильной рамы осуществляется при помощи гидропривода.
ГИДРООБОРУДОВАНИЕ
Гидравлическая система состоит из насоса гидравлического, с расположенным в нём поршнем, снабженным пружиной 11, ограничителем 50, кольцом ограничителя 51. В нижней части поршня имеется ролик, который соприкасается с кулачком 46, неподвижно закреплённым на валу.
К насосу прикреплена панель 16 со ступенчатым отверстием, в котором двигается плунжер 35. На плунжер давит регулировочная пружина 32, предназначенная для регулировки движения резания (нажима).
В плунжере находится нагнетательный шаровый клапан 17, а в панели всасывающий шаровый клапан поршня, рабочая камера которого посредством шланга связана с подпоршневой зоной гидроцилиндра.
Надпоршневая зона гидроцилиндра, представляет собой резервуар, который с помощью двух шлангов всасывающего и дренажного связан с панелью.
Напротив плунжера имеется рукоятка 2 с откатным роликом 5, которая посредством болтов перемещается к плунжеру. При вращении рукоятки налево, плунжер 48 приходит во вращение и открывает клапан 58, связывающий надпоршневую камеру с резервуаром. Поршень гидроцилиндра сжимается. Пильная рама под действием возвратной пружины поднимается вверх.
На панели имеется винт 19 для удаления воздуха из гидросистемы. Во время работы станка насос подаёт масло в гидроцилиндр. Когда давление в гидроцилиндре повышается до установленного значения, открывается клапан и в подпоршневую камеру поступает соответствующий объём масла, при этом пильная рама опускается.
В конце рабочего хода откатной ролик 5 давит на плунжер 35, в результате чего в масло перекачивается в надпоршневую камеру, цилиндр сжимается и происходит подъём пильной рамы.
Рабочее давление устанавливается с помощью маховика 29 в одно из шести положений.
ЭЛЕКТРООБОРУДОВАНИЕ
Общие сведения
Электрооборудование состоит из:
• асинхронных электродвигателей переменного тока и конечных выключателей, размещенных на станке;
• аппаратуры управления и защиты, размещенных в электрошкафу, установленном на задней стенке стойки;
• органов управления, размещенных на электрошкафу.
Релейные аппараты установлены на панели в шкафу.
Вся разводка провода выполнена жгутами по панели управления и в металлорукавах.
Краткая характеристика
Род тока: Переменный, трехфазный
Характеристика сети: 50 Гц, 380 В
Цепь управления: 110 В
Цепь местного освещения: 24 В
Электродвигатель главного привода: Двухскоростной 1,5/2,2 кВт 1500/3000 об/мин
Электродвигатель насоса охлаждения: 0.12 кВт 3000 об/мин
Защита
Электродвигатели станка защищаются:
• от тока короткого замыкания – однополюсным автоматическим выключателем
• от перегрузок-тепловым реле
Цепи управления и освещения защищается от токов короткого замыкания однополюсными автоматическими выключателями.
Нулевая защита схемы осуществляется контактами магнитного пускателя.
СИСТЕМА СМАЗКИ
○ - Литол 24
● - 6-10% раствор Эмульсола
∆ - Масло И-20А
x - Масло И-40А
1. Ежедневное смазывание;
2. Лёгкое смазывание;
3. Первая замена масла после 150 часов работы. Последующие – 1 раз в год;
4. Контроль уровня масла в редукторе
5. Первая замена масла после 150 часов работы. Последующие – каждые 3000 часов работы;
6. Переполнение смазки НЕ ДОПУСКАЕТСЯ!
ПОРЯДОК УСТАНОВКИ
Распаковка
Станок поставляется потребителю на транспортировочных брусках упакованный полиэтиленовой пленкой марки Т или в частичной упаковке, по желанию клиента станок может быть упакованный в деревянный ящик.
При распаковке необходимо следить за тем, чтобы не повредить станок распаковочным инструментом.
Транспортирование
Для транспортирования распакованного станка необходимо применить тросы диаметром не менее 10 мм, согласно схеме строповки.
При захвате станка тросом необходимо следить за тем, чтобы не повредить наружную отделку станка, для чего в соответствующих местах надо подкладывать под трос деревянные прокладки. При транспортировке к месту установки необходимо избегать сильного наклона станка, и при спускании на фундамент станок не должен подвергаться сильным толчкам.
Снятие антикоррозийных покрытий
Перед установкой станок необходимо тщательно очистить от антикоррозийных покрытий, нанесенных перед упаковкой станка на механически обработанные поверхности и во избежание коррозии покрыть слоем масла индустриального И-20А.
Монтаж
Станок устанавливается на фундамент или бетонную подушку. Станок крепится к фундаменту четырьмя фундаментными болтами диаметром 20 мм. Фундаментные болты не поставляются заводом.
Станок устанавливается на фундамент и выверяется в обеих плоскостях при помощи уровня, устанавливаемого на станине. Отклонение не должно превышать 0.1/300 мм в обеих плоскостях.
ПОДГОТОВКА К ПУСКУ
Заземлить станок подключением к общей цеховой системе заземления.
Подключить станок к электросети, проверив соответствие напряжения сети и электрооборудования станка.
Залить в гидрорезервуар около 2 л масла марки «Индустриальное И-40А» или «Индустриальное И-30А».
Залить в резервуар (нижняя часть станины) 20 литров охлаждающей жидкости. Хорошей охлаждающей жидкостью является 6-10% Эмульсола ГОСТ 6243-75-75.
Для предварительного детального ознакомления со станком рекомендуется его обкатать на холостом ходу, усвоить назначения и действие органов управления.
Убедившись в нормальной работе всех механизмов станка, можно приступить к настройке станка для работы.
ПОРЯДОК РАБОТЫ
Органы управления
- Сигнальная лампа включения
- Автоматический выключатель включения
- Переключатель скоростей электродвигателя
- Кнопка «ПУСК»
- Сигнальная лампа
- Кнопка «КЛАПАН»
- Сигнальная лампа
- Кнопка «Аварийный стоп»
- Упор для фиксации длинны отрезаемых заготовок
- Винт натяжения полотна
- Конечный выключатель
- Кран охлаждающей жидкости
- Регулятор давления масла
- Ограждение
- Щуп для контроля уровня масла в редукторе
- Эксцентрик для натяжения ремня
- Электродвигатель
- Гайка регулировочная
- Щуп для контроля уровня масла в гидроцилиндре.
- Оси эксцентриков для регулирования зазора лезвия в вертикальном направлении
- Винт для удаления воздуха из гидроцилиндра
Описание работы
Включение станка осуществляется посредством автоматического выключателя. Загорается лампа 1.
Пуск электродвигателя главного привода и электродвигателя насоса охлаждения осуществляется нажатием кнопки «ПУСК», которая замыкает цепь катушки магнитного пускателя, переводя его на самопитание. Загорается лампа 2.
Электродвигатель посредством ремённой передачи через редуктор приводит в движение пильную раму.
Электродвигатель имеет две частоты вращения, переключение между которыми осуществляется при помощи пакетного переключателя.
Нажатием кнопки «КЛАПАН» подаётся питание на катушку магнитного пускателя, который замыкая свои контакты переводится на самопитание и снимает питание с катушки электромагнитного клапана гидрораспределителя.
Загорается лампа 3 и начинается опускание пильной рамы. После достижения пильной рамой нулевой отметки (заготовка отпилена), срабатывает конечный выключатель, размыкая цепь питания.
Станок останавливается, включается электромагнитный клапан.
Пильная рама посредством возвратной пружины возвращается в исходное положение. В исходном положении включается конечник, отключая электромагнитный клапан.
Экстренное отключение станка осуществляется кнопкой «АВАРИЙНЫЙ СТОП».
Наладка станка
Полотно ножовочное устанавливается с направлением резания от главного привода.
Оно должно быть достаточно натянутым. Слабо натянутое полотно ведет к неправильному резу. Усилие натяжения полотна должно быть 10-12 кН.
При установке материала и закреплении его необходимо следить, чтобы заготовка лежала на опорной поверхности станины.
При отрезке заготовок длиной до 350 мм рекомендуется устанавливать технологическую тару*, при отрезке заготовок длиной более 350 мм необходимо устанавливать приемный лоток* для предотвращения падения заготовок на пол во избежание травмирования.
* не включено в базовую комплектацию.
Регулировка зазоров
Боковой зазор «α» между держателем 3, пильной рамой 1 и крышкой 4, регулируется при помощи гаек и контр гаек. Величина зазора «α» - 0,05 мм.
После регулировки зазора «а» полотно должно двигаться легко при перемещении вручную через ремённую передачу.
Величина вертикального зазора «β» - 0. В случаи обнаружения зазора «β» необходимо ослабить гайки эксцентриковых осей и повернуть последовательно две оси против часовой стрелки до упора. Момент затягивания не должен превышать 5Нм. После этого затянуть гайки.