








Машина трубогибочная механическая (полуавтомат) OVTO PB-76S
Машина трубогибочная электромеханическая с автоматическим зажимом трубы и с функцией догиба, предназначена для холодной гибки труб в холодном состоянии до ø76х6000 мм с оправкой и без оправки методом наматывания трубы на инструмент.
Машина может быть использована в котлостроительной, судостроительной промышленности, в промышленном и гражданском строительстве при производстве санитарно-технических работ, на заводах.
| Диаметр изгибаемой трубы, мм | 25 - 76 |
| Максимальная толщина стенки изгибаемой трубы, мм | 5 |
| Наибольший внутренний радиус гибочного инструмента, мм | 320 |
| Наименьший внутренний радиус гибочного инструмента, мм | 1,5D/2,0D |
| Наибольший угол поворота гибочного инструмента, град. | 210 |
| Частота вращения гибочного инструмента, об/мин | 2.5 |
| Расстояние от оси центра гибочного инструмента до места крепления конца оправки, мм | 3000 (6000*) |
| Высота оси гиба над уровнем пола, мм | 970 |
| Мощность двигателя главного привода, кВт | 7.5 |
| Габариты (ДxШxВ), мм | 3800x1650x1350 |
| Масса, кг | 1200 |
Стандартная комплектация:
- Машина трубогибочная в сборе
Инструмент:
- Комплект оснастки для труб Ø76х6 Rср 190
- Шприц рычажно-плунжерный
Документация:
- Руководство по эксплуатации.
- Паспорт.
Дополнительные опции:
- Комплект оснастки для труб Ø48х4 Rср 120
- Комплект оснастки для труб Ø57х6 Rср 145
- Комплект оснастки для труб Ø55х3 Rср 140
Стандартная комплектация:
- Машина трубогибочная в сборе
Инструмент:
- Комплект оснастки для труб Ø76х6 Rср 190
- Шприц рычажно-плунжерный
Документация:
- Руководство по эксплуатации.
- Паспорт.
Дополнительные опции:
- Комплект оснастки для труб Ø48х4 Rср 120
- Комплект оснастки для труб Ø57х6 Rср 145
- Комплект оснастки для труб Ø55х3 Rср 140
УСТРОЙСТВО МАШИНЫ ТРУБОГИБОЧНОЙ PB-76S
Состав машины:

| № | Наименование |
| 1. | Редуктор |
| 2. | Механизм зажима |
| 3. | Механизм поджима |
| 4. | Механизм выдергивания дорна |
| 5. | Рама |
| 6. | Стрела |
| 7. | Электродвагатель |
| 8. | Электрооборудование |
| 9. | Пульт управления |
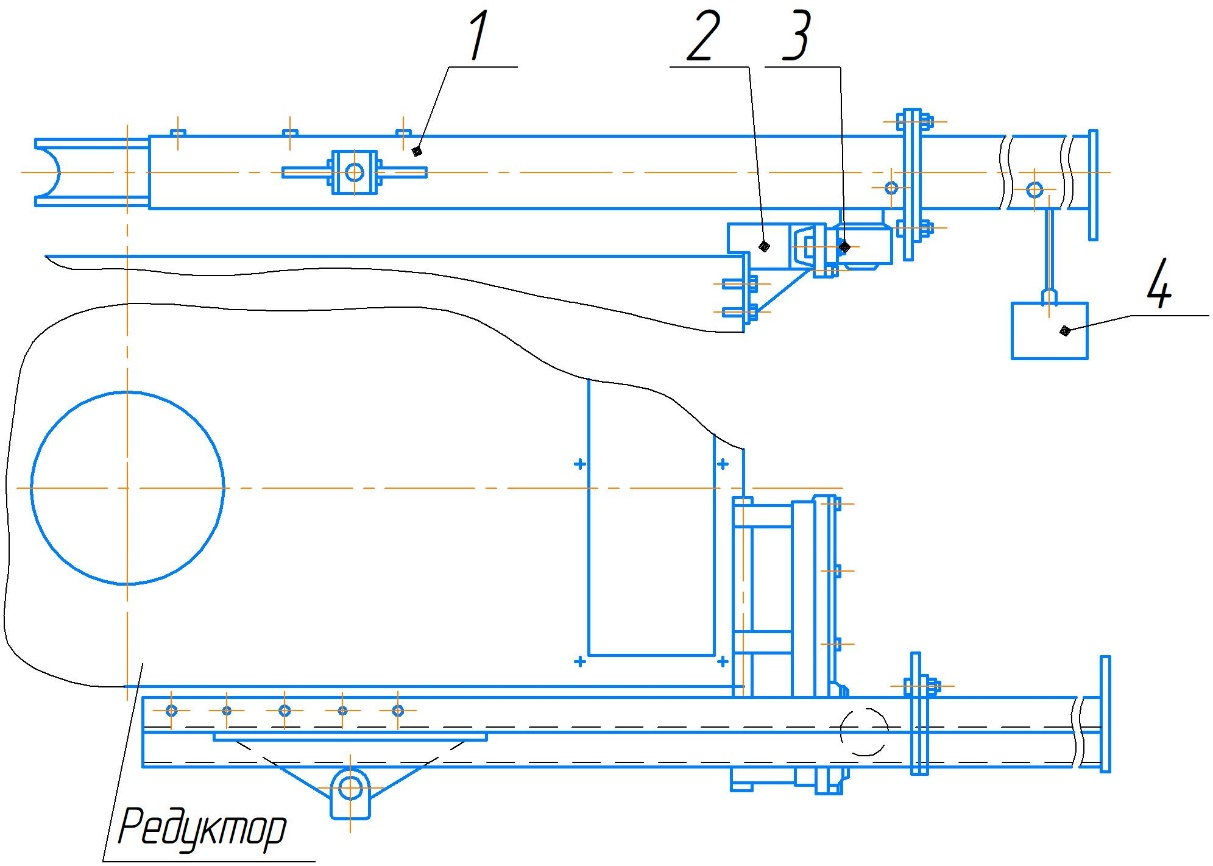
Рама
Рама представляет собой конструкцию, состоящую из двух балок и сварной стойки, соединенных между собой болтами. Стойка имеет направляющие, по которым может перемещаться механизм выдергивания дорна, ролик для поддержки трубы. Рама крепится к корпусу редуктора болтами и стяжками.
Редуктор
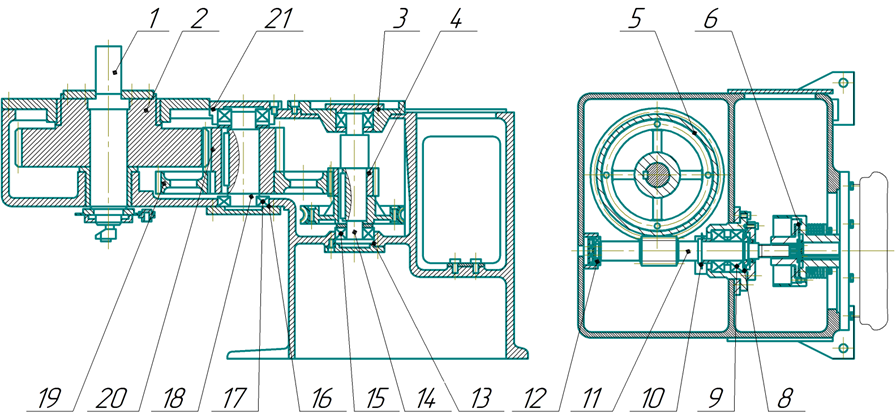
Редуктор машины трехступенчатый червячно-цилиндрический. Крутящий момент от электродвигателя через предохранительную моментную муфту 6 предается на червяк 11, вращающийся в подшипниках качения 9, 12. Регулировка Зазоров в подшипниках 9 производится за счет кольца 8. На червяке 11 установлена крыльчатка 10, создающая масляный туман для смазки вращающихся частей в верхней части редуктора. Червяк 11 зацепляется с червячным колесом 5, расположенным на валу 14, вращающемся в конических роликоподшипниках 15. Регулировка зазоров в подшипниках обеспечивается набором прокладок 13, 3. Шестерня 4 входит в зацепление с шестерней 19, расположенной на валу 18, вращающемся в конических роликоподшипниках 17. Регулировка зазоров в подшипниках обеспечивается набором прокладок 21, 16. Шестерня 20 зацепляется с колесом 2, находящемся на валу 1, передающем крутящий момент через механизм зажима на гибочный ролик.
Для гашения инерции вращающихся масс, после выключения электродвигателя, на быстроходном валу редуктора осуществляется с помощью тормозного резистора.
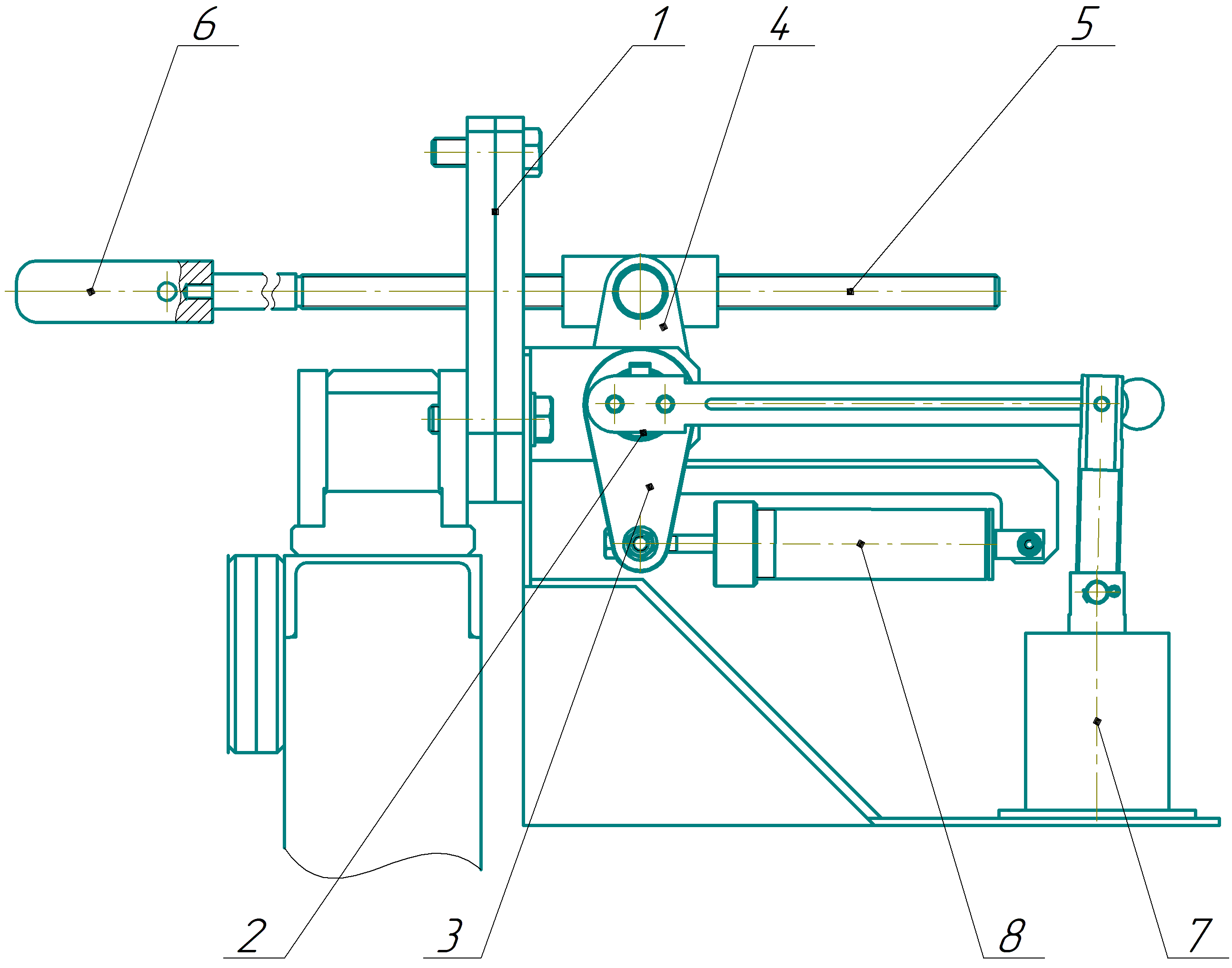
Механизм зажима
Механизм предназначен для зажима трубы. Состоит из щек 1, 6 между которыми расположен упор 2 с винтом 3, перемещающему кронштейн 4 с зажимной губкой 5. Щека 1 жестко закреплена на выходной шестерне редуктора с помощью шпонок и винтов, с другой стороны жестко крепится к мотор-редуктору 7, который обеспечивает перемещение кронштейна. Ограничение перемещения кронштейна обеспечивается датчиками 8, 9.
Крутящий момент на гибочной ролик предается с помощью шпонок. В зависимости от диаметра гибочного ролика упор 2 с винтом 3 и кронштейна 4 переставляются в отверстиях щек.
Механизм поджима
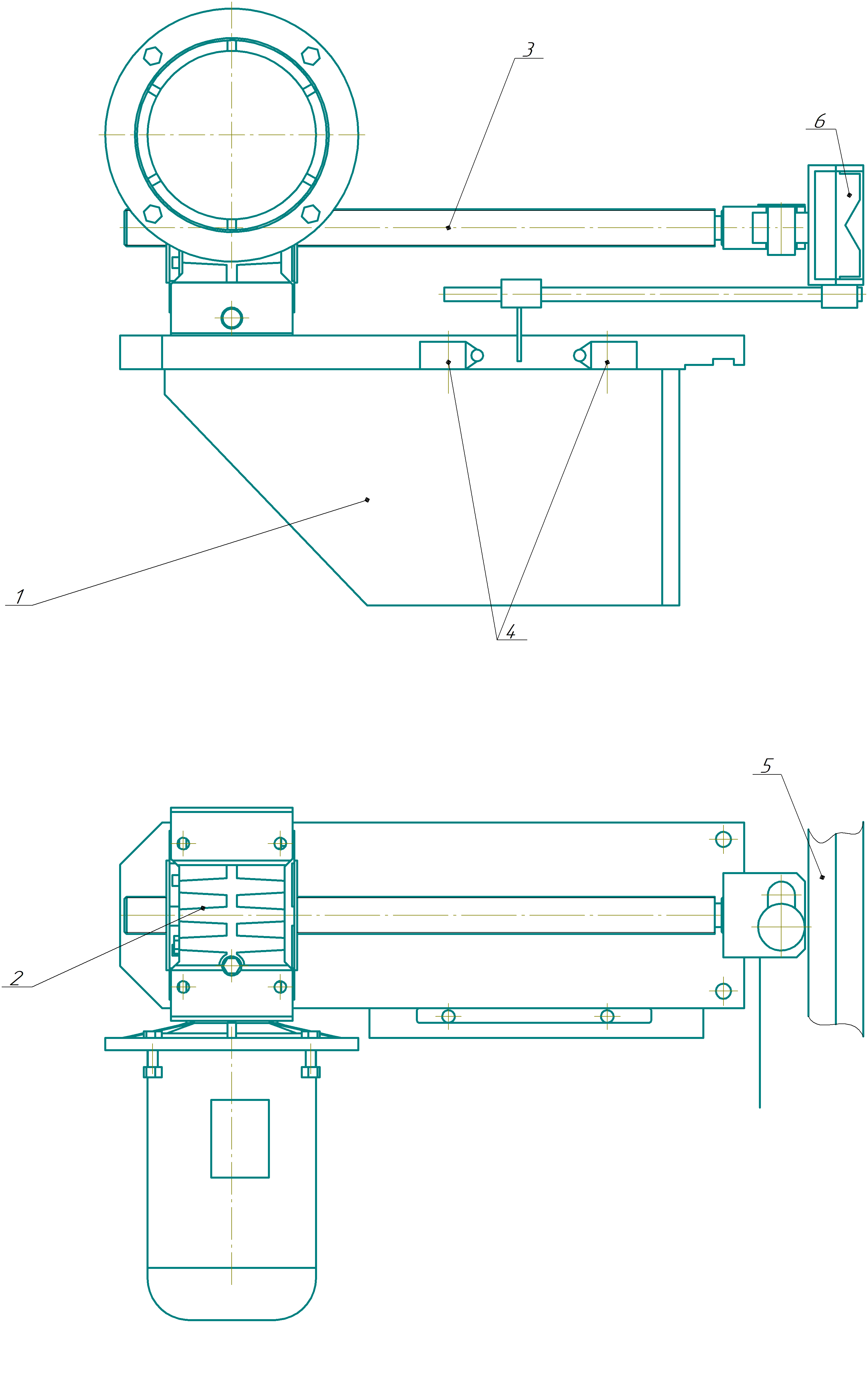
Механизм поджима обеспечивает подвод и отвод противоупора (стрелы) при гибке трубы. В сварном кронштейне 1 размещается мотор-редуктор 2 с винтом 3, шарнирно соединенный со стрелой 5, по которой перемещается желоб 6, возврат желоба в исходное положение осуществляется с помощью груза. Контроль положения осуществляется конечными выключателями 4.
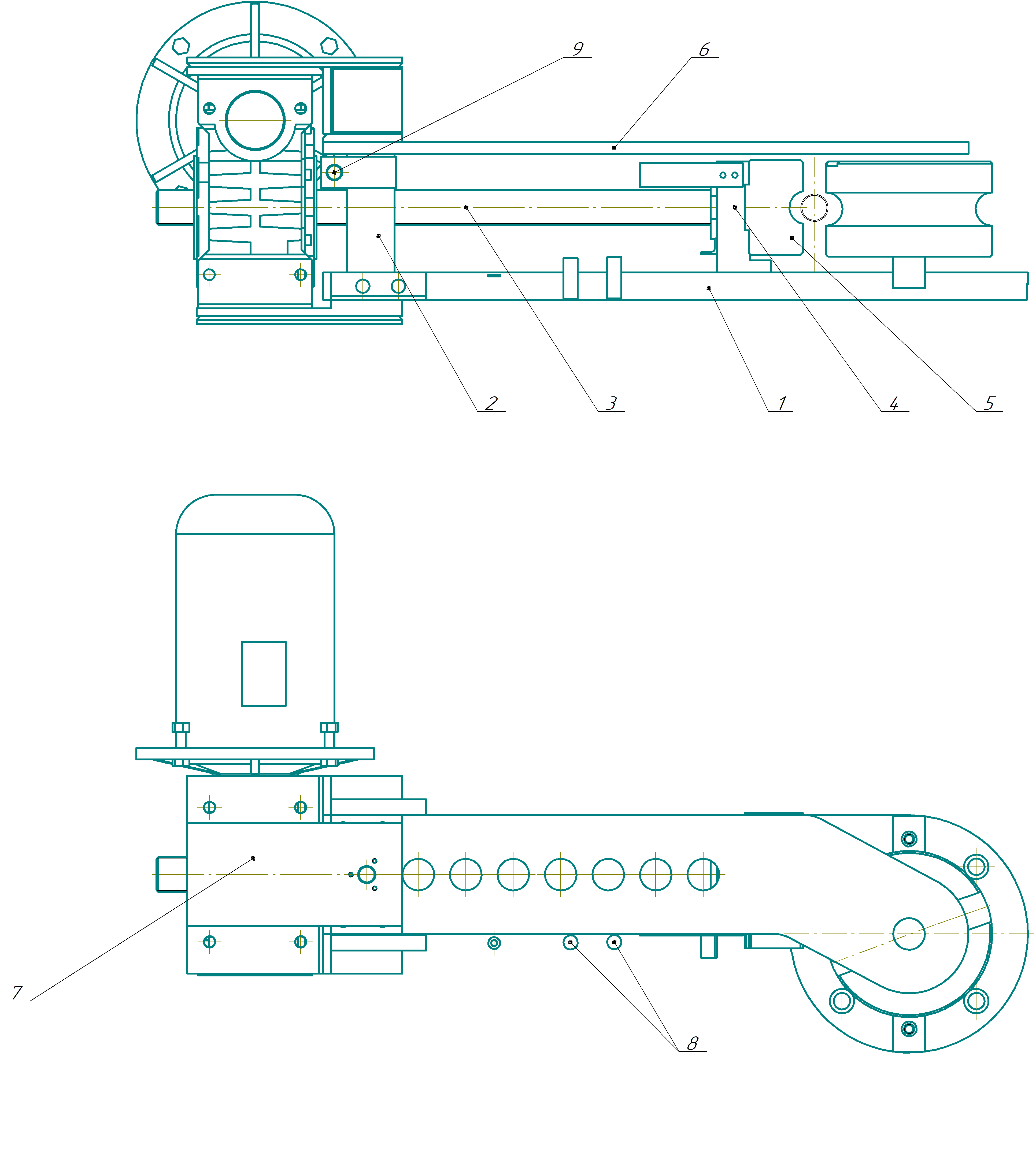
Механизм выдергивания дорна
Механизм выдергивания дорна предназначен для удержания дорна во время гибки и для выдергивания его из трубы в случае защемления.
В сварном кронштейне I на оси 2 установлены на шпонках рычаги 3, 4. В рычаге 4 шарнирно закреплена тяга дорна 5, на которой крепится дорн 6. Выдергивание дорна производится с помощью электромагнита 7, возврат дорна в исходное положение производится пружиной, установленной в стакане 8. Устанавливается механизм выдергивания дорна на заднем конце штанги.
Стрела
Стрела служит противоупором при гибке трубы. Сварная балка 1 служит противоупором при гибке трубы. Сварная балка 1, установленная на сварном кронштейне 2, может поворачиваться вокруг цапфы 3 и в зависимости от диаметра гибочного ролика может перемещаться по кронштейну 2. В балке устанавливается призматическая колодка, перемещающаяся по балке совместно с трубой. В исходное положение колодка возвращается под действием груза 4.
Поджимается балка с помощью винта механизма поджима, шарнирно соединенного с балкой. Для удобства транспортирования балка выполнена из 2-х частей.
Инструмент
Инструмент для гибки состоит из гибочного ролика, дорна и зажимной губки.
По заказу потребителя машина комплектуется набором инструмента для гибки водо- газопроводных труб от 40 до 108 мм. по ГОСТ 10704-91. Качество гиба трубы зависит от качества изготовления и подгонки гибочного инструмента, для получения высокого качества гиба, возможно потребуется на один вид трубы изготовить несколько комплектов инструмента (для минимизации погрешности допусков на трубу). Для изготовления гибочного инструмента для трубы по другим стандартам, заказчику необходимо предоставлять образцы труб.
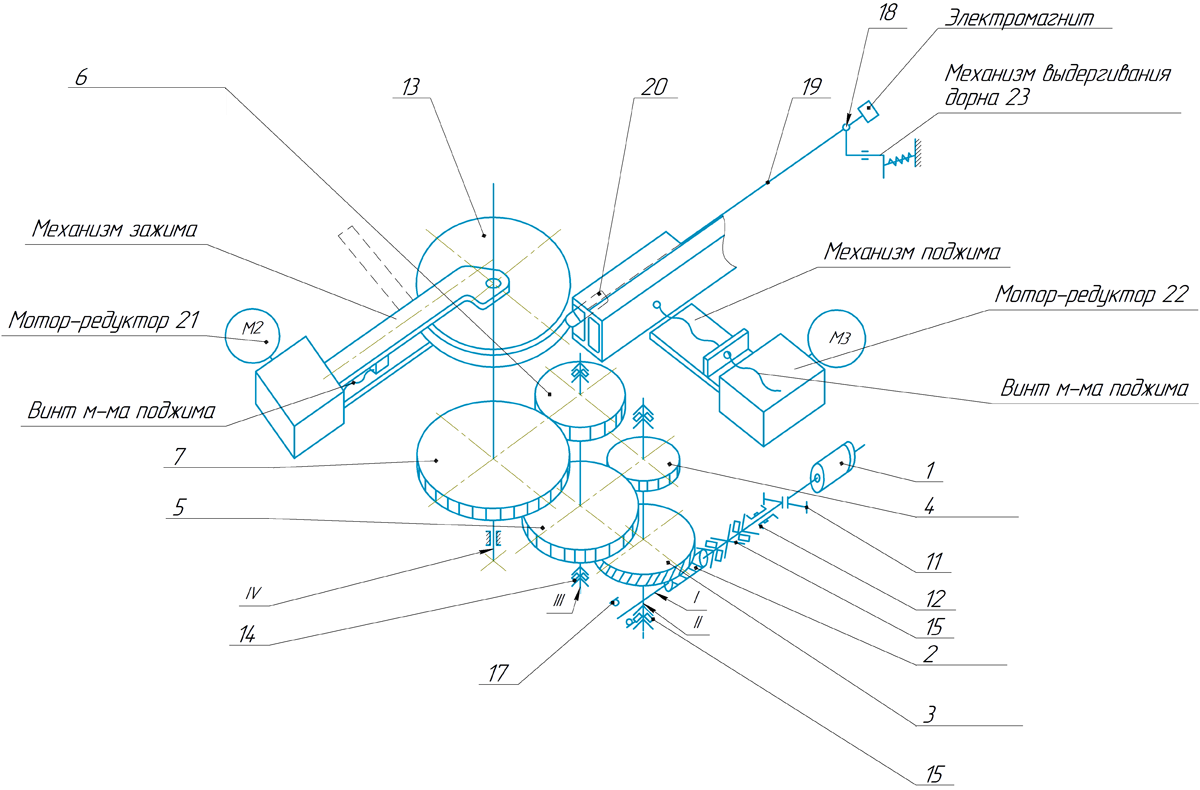
Принцип работы
Вращение гибочного сектора 13 осуществляется от электродвигателя I через муфту 12 на вал, вращающийся в конических роликоподшипниках 15 и шарикоподшипнике 17. Червяк 2, расположенный на валу I через червячное колесо 3 передает вращение на вал II, установленный в конических роликоподшипниках 15 и шестерне 4. Зубчатой передачей шестерен 4 и 5 вращение передается на вал III, вращающийся в конических роликоподшипниках 14 и шестерне 6. Шестерня 6 передает движение шестерне 7 и жестко связанный с ней гибочный ролик 13.
Зажим трубы на гибочном ролике и поджим колодки к трубе осуществляется винтами приводимыми в действие мотор-редукторами 21 и 22.
Тягой 19 дорн 20 выдергивается из зоны защемления, привод осуществляется от электромагнита 23.
| № | Наименование | Кол-во |
| 1. | Электродвигатель | 1 |
| 2. | Червяк | 1 |
| 3. | Колесо червячное | 1 |
| 4. | Шестерня | 1 |
| 5. | Колесо | 1 |
| 6. | Шестерня | 1 |
| 7. | Колесо зубчатое | 1 |
| 13 | Ролик гибочный | 1 |
| 14 | Подшипник 7518 | 1 |
| 15 | Подшипник 7611 | 2 |
| 16 | Подшипник 60202 | 4 |
| 17 | Подшипник 208 | 2 |
| 18 | Рычаг | 1 |
| 19 | Тяга дорна | 1 |
| 20 | Дорн | 1 |
| 21 | Мотор-редуктор | 1 |
| 22 | Мотор-редуктор | 1 |
| 23 | Электромагнит | 1 |
СИСТЕМА СМАЗКИ
Смазка механизмов машины индивидуальная ручная. Периодическая. Контроль визуальный. В редуктор залить масло «Индустриальное И-30» ГОСТ 20799-88 в объеме 15дм3.
Смену масло в редукторе производить один раз в шесть месяцев.
Смазка пар трения осуществляется смазкой ЦИАТИМ -203 ГОСТ 8773-73. Смазку машины производить согласно карте смазки.
Смену масла в толкателе рекомендуется производить не реже одного раза в 6 месяцев
ЭЛЕКТРООБОРУДОВАНИЕ
Краткая характеристика электрооборудования
Род тока: Переменный
Рабочее напряжение: 380В
Частота: 50Гц
Напряжение цепи управления: 24В
Мощность электродвигателя: 7.5кВт
Частота вращения: 750 об/мин
Защита электрооборудования
Защита электрооборудования машины от токов короткого замыкания осуществляется однополюсными автоматическими выключателями.
Защита от перегрузки осуществляется автоматом и тепловым реле.
Нулевая защита электросхемы осуществляется магнитными пускателями.
Органы управления
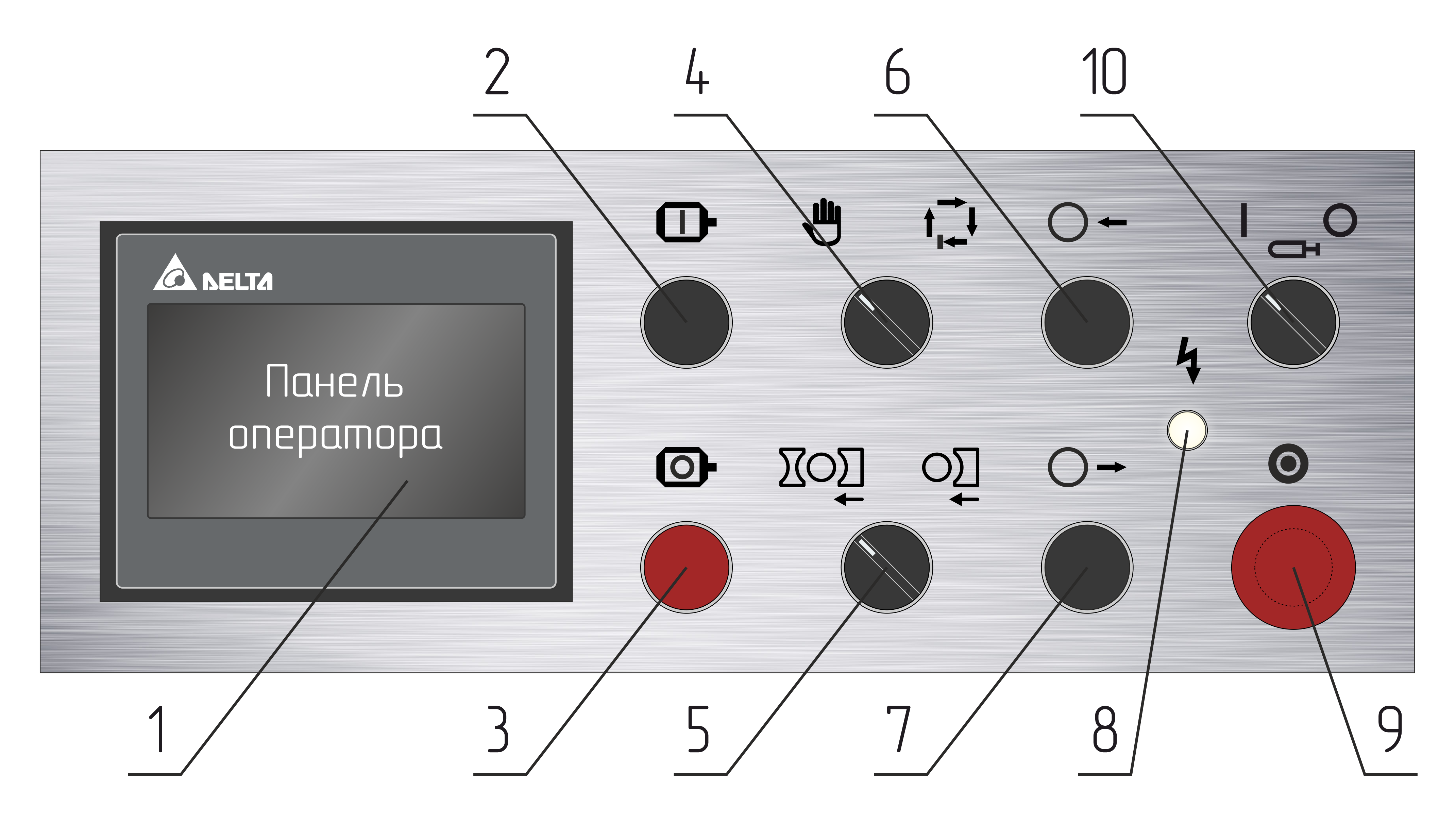
| Позиция | Описание |
| 1 | Сенсорная панель управления |
| 2 | Подача вперед |
| 3 | Подача назад |
| 4 | Работа Ручной/Полувтоматический режим |
| 5 | Зажим/Поджим |
| 6 | (Зажим/Поджим) Вперед |
| 7 | (Зажим/Поджим) Назад |
| 8 | Индикатор питания сети |
| 9 | Кнопка СТОП |
| 10 | Вкл/Выкл дорна |
ПОРЯДОК УСТАНОВКИ
Распаковка
Вскройте заводскую упаковку. После вскрытия упаковки осмотрите машину и проверьте комплектность согласно упаковочной документации. При распаковке необходимо следить за тем, чтобы не повредить машину инструментом.
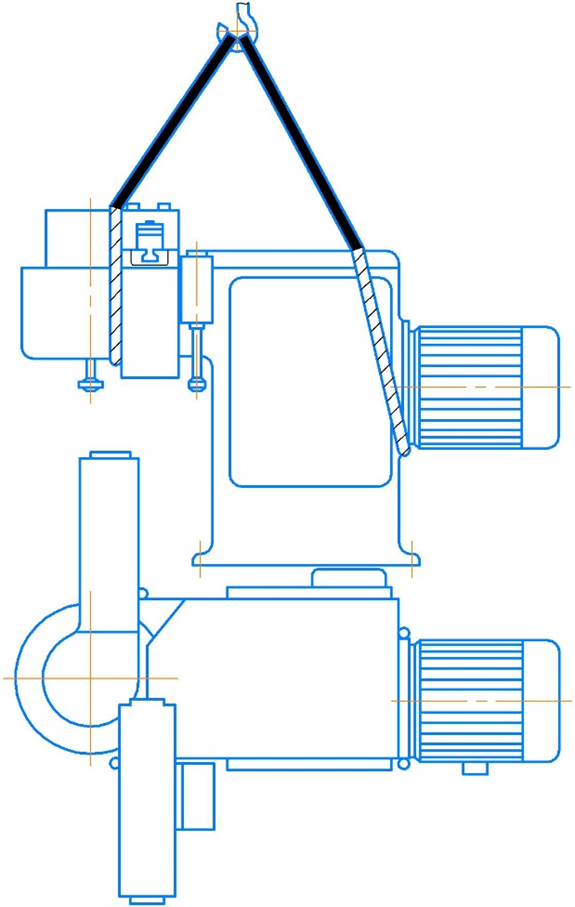
Транспортирование
Зачаливание машины для подъема производите согласно схеме:
Расконсервация
Антикоррозийное покрытие снимайте не металлическим скребком, затем обтирочным материалом, смоченным жидкостью, растворяющей минеральные масла (бензин, уайт-спирит и другие). Очищенные места покройте тонким слоем жидкого индустриального масла.
Установка
Машина устанавливается на фундамент:
.jpg)
Глубина заложения фундамента Н выполняется в зависимости от грунта, но не менее 550мм. глубина Н1 не менее 350 мм.
На фундаменте машина проверяется по уровню, устанавливаемому на верхней плоскости корпуса редуктора. Отклонение не должно превышать 0,5/1000 мм в обоих плоскостях.
ПОРЯДОК РАБОТЫ
Подготовка к пуску
Настройка машины:
- Все смазочные резервуары заправить нужным количеством и сортом смазки.
- Проверить надежность крепления гибочного инструмента, датчиков и инициаторов, дорна. Губки ролика и кронштейна должны быть соосны.
- Кратковременным включением главного электродвигателя проверить направление вращения привода.
- Включением электродвигателей мотор-редукторов механизмов зажима и поджима проверить соответствие направлений перемещения механизмов пусковым кнопкам пульта.
Настройка инструмента:
Настройка инструмента производится в ручном режиме:
- Установить соответствующий гибочный инструмент: ролик, зажимную губку, дорн.
- Выставить дорн так, чтобы начало радиуса или конуса на цилиндрической части дорна совпадало с осью гибочного ролика.
- Установить упор (механизм зажима) в положение, соответствующему радиусу гибки, т.е. в положение, когда у подвижного кронштейна будет свободный ход, для освобождения трубы, установить датчики крайних положений и датчик замедления хода (за 10-15 мм. до полного зажима трубы).
- Механизмом поджима установить таким образом, чтобы труба была прижата призматической колодкой к ручью гибочного ролика, а балка располагается параллельно оси машины, установить датчики крайних положений.
- В ручном режиме настроить усилие зажима, оно должно обеспечить надежное закрепление трубы. Усилие зажима ограничивается возрастанием силы тока на эл. двигателе (задается программно) или концевым датчиком (что раньше сработает).
- После настройки инструмента необходимо убедится в том, что губки прижимают трубу всей своей площадью, перекос губок при зажиме не допустим.
Настройка механизма выдергивания дорна: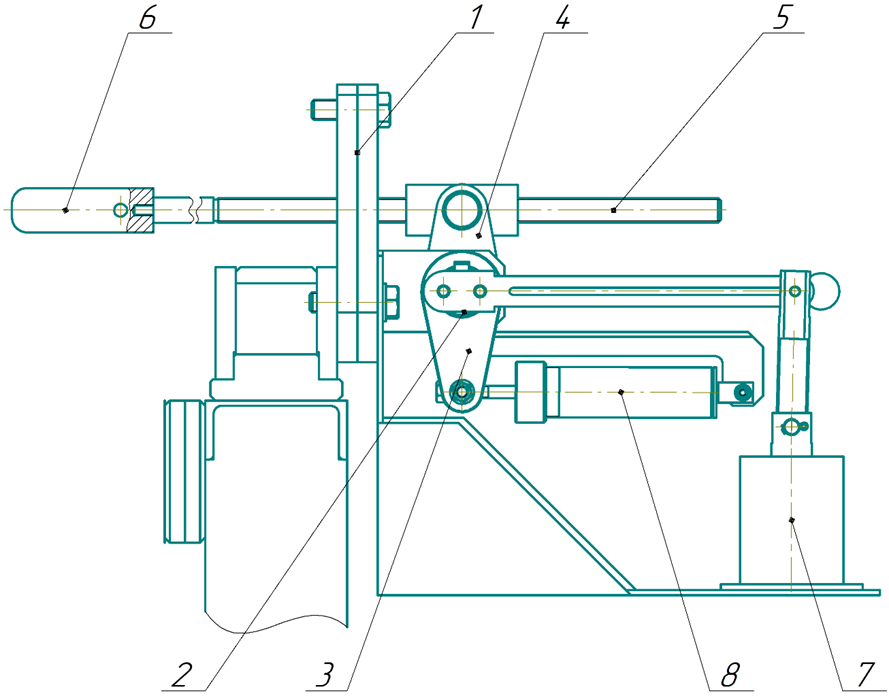
- Перед работой необходимо обильно смазать всю поверхность дорна.
- Выставить пружину 8 и тягу 5 таким образом, чтобы в исходном положении механизма, начало округления радиуса дорна совпало с осью ролика.
Регулировка
В процессе эксплуатации машины возникает необходимость в регулирование отдельных ее узлов и устранения неисправностей в работе.
ВНИМАНИЕ!При холодной гибке труб на станках важное значение имеет смазка трубы, которая обеспечивает равномерный ее изгиб. В случае недостаточной или плохой смазки между дорном и трубой, а также между наружной поверхностю трубы и ползуном удаление трубы из дорна и скольжение ползуна происходит рывками, что сопровождается образованием гофр. Поэтому лучше всего, смазывать внутреннюю и наружную стенки трубы. Для смазки короткие трубы целесообразно перед гибкой погрузить в ванну, где содержится смазочное масло. Если гиб удален от концов трубы, то смазка подводится непосредственно к изгибаемому месту.
В качестве смазки применяют антикоррозийную мыльную эмульсию или машинное масло.
Машина может работать в двух режимах:
- ручной режим
- полуавтоматический режим.
Подготовка машины
Ручной режим
Ручной режим предназначен для настройки оборудования. Работа в ручном режиме осуществляется с пульта управления, предварительно установив ручной режим работы на пульте управления.
Настройку машины необходимо производить в следующем порядке:
- Установить гибочный ролик, соответствующий диаметру трубы.
- Установить и закрепить губку нужного размера на подвижную колодку.
- Установить упор в положение, соответствующему радиусу гибки, т.е. в положение, когда у подвижной колодки будет свободный ход, для освобождения трубы. труба прижата призматической колодкой к ручью гибочного ролика, а балка располагается параллельно оси машины, упор закрепить болтами с верху и снизу.
- Установить датчики поджима, зажима и максимального положения механизма зажима, в нужные положения.
- Внести в программу значение максимального усилия зажима трубы.
- Установить соответствующий дорн так, чтобы начало скругления головки дорна совпало с осью гибочного ролика.
- Выбрать нужную программу (или внести новые данные) для гибка трубы (для работы в режиме автомат).
- Проверить работу машины на холостом ходу (без трубы).
- Тщательно смазать дорн и внутреннею поверхность трубы.
- Надеть трубу на дорн до нужного значения, зажать трубу с помощью механизма зажима.
- Настроить механизм поджима: поджать трубу колодкой при помощи винта мотор-редуктора, не допуская пережима, настроить максимальное усилие прижима и величину отхода прижима с помощью датчиков.
Полуавтоматический режим
Для работы в полуавтоматическом режиме, необходимо перевести станок в соответствующий режим.
- Нажатием клавиши «подготовка», все механизмы перемещаются в исходное положение.
- Нажатием кнопки «Вперед» на пульте управления, механизм зажима зажимает трубу, колодка механизма поджима прижимает трубу, начинается вращение ролика, при достижении заданного угла машина автоматически останавливается, за 10° до окончания гиба скорость вращения ролика снижается до минимальной.
- Нажатием кнопки «Назад», колодка поджима отходит от трубы на заданное расстояние, механизм зажима освобождает трубу, и возвращается в исходное положение, срабатывает механизм выдергивания дорна (дорн под воздействием пружины возвращается в исходное положение), после этого включается обратный ход и гибочный ролик возвращается в исходное положение.
- Отжать трубу и передвинуть трубу для следующего гиба или снять ее при одиночном гибе гибе.
При появлении большой овальности и гофр на изогнутом участке дорн необходимо выдвинуть вперед. При правильной настройке овальность трубы в изогнутой зоне не должна превышать 10 %.
При отклонении по углу гиба произвести программную корректировку угла гиба.
УСТРОЙСТВО МАШИНЫ ТРУБОГИБОЧНОЙ PB-76S
Состав машины:
| № | Наименование |
| 1. | Редуктор |
| 2. | Механизм зажима |
| 3. | Механизм поджима |
| 4. | Механизм выдергивания дорна |
| 5. | Рама |
| 6. | Стрела |
| 7. | Электродвагатель |
| 8. | Электрооборудование |
| 9. | Пульт управления |
Рама
Рама представляет собой конструкцию, состоящую из двух балок и сварной стойки, соединенных между собой болтами. Стойка имеет направляющие, по которым может перемещаться механизм выдергивания дорна, ролик для поддержки трубы. Рама крепится к корпусу редуктора болтами и стяжками.
Редуктор
Редуктор машины трехступенчатый червячно-цилиндрический. Крутящий момент от электродвигателя через предохранительную моментную муфту 6 предается на червяк 11, вращающийся в подшипниках качения 9, 12. Регулировка Зазоров в подшипниках 9 производится за счет кольца 8. На червяке 11 установлена крыльчатка 10, создающая масляный туман для смазки вращающихся частей в верхней части редуктора. Червяк 11 зацепляется с червячным колесом 5, расположенным на валу 14, вращающемся в конических роликоподшипниках 15. Регулировка зазоров в подшипниках обеспечивается набором прокладок 13, 3. Шестерня 4 входит в зацепление с шестерней 19, расположенной на валу 18, вращающемся в конических роликоподшипниках 17. Регулировка зазоров в подшипниках обеспечивается набором прокладок 21, 16. Шестерня 20 зацепляется с колесом 2, находящемся на валу 1, передающем крутящий момент через механизм зажима на гибочный ролик.
Для гашения инерции вращающихся масс, после выключения электродвигателя, на быстроходном валу редуктора осуществляется с помощью тормозного резистора.
Механизм зажима
Механизм предназначен для зажима трубы. Состоит из щек 1, 6 между которыми расположен упор 2 с винтом 3, перемещающему кронштейн 4 с зажимной губкой 5. Щека 1 жестко закреплена на выходной шестерне редуктора с помощью шпонок и винтов, с другой стороны жестко крепится к мотор-редуктору 7, который обеспечивает перемещение кронштейна. Ограничение перемещения кронштейна обеспечивается датчиками 8, 9.
Крутящий момент на гибочной ролик предается с помощью шпонок. В зависимости от диаметра гибочного ролика упор 2 с винтом 3 и кронштейна 4 переставляются в отверстиях щек.
Механизм поджима
Механизм поджима обеспечивает подвод и отвод противоупора (стрелы) при гибке трубы. В сварном кронштейне 1 размещается мотор-редуктор 2 с винтом 3, шарнирно соединенный со стрелой 5, по которой перемещается желоб 6, возврат желоба в исходное положение осуществляется с помощью груза. Контроль положения осуществляется конечными выключателями 4.
Механизм выдергивания дорна
Механизм выдергивания дорна предназначен для удержания дорна во время гибки и для выдергивания его из трубы в случае защемления.
В сварном кронштейне I на оси 2 установлены на шпонках рычаги 3, 4. В рычаге 4 шарнирно закреплена тяга дорна 5, на которой крепится дорн 6. Выдергивание дорна производится с помощью электромагнита 7, возврат дорна в исходное положение производится пружиной, установленной в стакане 8. Устанавливается механизм выдергивания дорна на заднем конце штанги.
Стрела
Стрела служит противоупором при гибке трубы. Сварная балка 1 служит противоупором при гибке трубы. Сварная балка 1, установленная на сварном кронштейне 2, может поворачиваться вокруг цапфы 3 и в зависимости от диаметра гибочного ролика может перемещаться по кронштейну 2. В балке устанавливается призматическая колодка, перемещающаяся по балке совместно с трубой. В исходное положение колодка возвращается под действием груза 4.
Поджимается балка с помощью винта механизма поджима, шарнирно соединенного с балкой. Для удобства транспортирования балка выполнена из 2-х частей.
Инструмент
Инструмент для гибки состоит из гибочного ролика, дорна и зажимной губки.
По заказу потребителя машина комплектуется набором инструмента для гибки водо- газопроводных труб от 40 до 108 мм. по ГОСТ 10704-91. Качество гиба трубы зависит от качества изготовления и подгонки гибочного инструмента, для получения высокого качества гиба, возможно потребуется на один вид трубы изготовить несколько комплектов инструмента (для минимизации погрешности допусков на трубу). Для изготовления гибочного инструмента для трубы по другим стандартам, заказчику необходимо предоставлять образцы труб.
Принцип работы
Вращение гибочного сектора 13 осуществляется от электродвигателя I через муфту 12 на вал, вращающийся в конических роликоподшипниках 15 и шарикоподшипнике 17. Червяк 2, расположенный на валу I через червячное колесо 3 передает вращение на вал II, установленный в конических роликоподшипниках 15 и шестерне 4. Зубчатой передачей шестерен 4 и 5 вращение передается на вал III, вращающийся в конических роликоподшипниках 14 и шестерне 6. Шестерня 6 передает движение шестерне 7 и жестко связанный с ней гибочный ролик 13.
Зажим трубы на гибочном ролике и поджим колодки к трубе осуществляется винтами приводимыми в действие мотор-редукторами 21 и 22.
Тягой 19 дорн 20 выдергивается из зоны защемления, привод осуществляется от электромагнита 23.
| № | Наименование | Кол-во |
| 1. | Электродвигатель | 1 |
| 2. | Червяк | 1 |
| 3. | Колесо червячное | 1 |
| 4. | Шестерня | 1 |
| 5. | Колесо | 1 |
| 6. | Шестерня | 1 |
| 7. | Колесо зубчатое | 1 |
| 13 | Ролик гибочный | 1 |
| 14 | Подшипник 7518 | 1 |
| 15 | Подшипник 7611 | 2 |
| 16 | Подшипник 60202 | 4 |
| 17 | Подшипник 208 | 2 |
| 18 | Рычаг | 1 |
| 19 | Тяга дорна | 1 |
| 20 | Дорн | 1 |
| 21 | Мотор-редуктор | 1 |
| 22 | Мотор-редуктор | 1 |
| 23 | Электромагнит | 1 |
СИСТЕМА СМАЗКИ
Смазка механизмов машины индивидуальная ручная. Периодическая. Контроль визуальный. В редуктор залить масло «Индустриальное И-30» ГОСТ 20799-88 в объеме 15дм3.
Смену масло в редукторе производить один раз в шесть месяцев.
Смазка пар трения осуществляется смазкой ЦИАТИМ -203 ГОСТ 8773-73. Смазку машины производить согласно карте смазки.
Смену масла в толкателе рекомендуется производить не реже одного раза в 6 месяцев
ЭЛЕКТРООБОРУДОВАНИЕ
Краткая характеристика электрооборудования
Род тока: Переменный
Рабочее напряжение: 380В
Частота: 50Гц
Напряжение цепи управления: 24В
Мощность электродвигателя: 7.5кВт
Частота вращения: 750 об/мин
Защита электрооборудования
Защита электрооборудования машины от токов короткого замыкания осуществляется однополюсными автоматическими выключателями.
Защита от перегрузки осуществляется автоматом и тепловым реле.
Нулевая защита электросхемы осуществляется магнитными пускателями.
Органы управления
| Позиция | Описание |
| 1 | Сенсорная панель управления |
| 2 | Подача вперед |
| 3 | Подача назад |
| 4 | Работа Ручной/Полувтоматический режим |
| 5 | Зажим/Поджим |
| 6 | (Зажим/Поджим) Вперед |
| 7 | (Зажим/Поджим) Назад |
| 8 | Индикатор питания сети |
| 9 | Кнопка СТОП |
| 10 | Вкл/Выкл дорна |
ПОРЯДОК УСТАНОВКИ
Распаковка
Вскройте заводскую упаковку. После вскрытия упаковки осмотрите машину и проверьте комплектность согласно упаковочной документации. При распаковке необходимо следить за тем, чтобы не повредить машину инструментом.
Транспортирование
Зачаливание машины для подъема производите согласно схеме:
Расконсервация
Антикоррозийное покрытие снимайте не металлическим скребком, затем обтирочным материалом, смоченным жидкостью, растворяющей минеральные масла (бензин, уайт-спирит и другие). Очищенные места покройте тонким слоем жидкого индустриального масла.
Установка
Машина устанавливается на фундамент:
Глубина заложения фундамента Н выполняется в зависимости от грунта, но не менее 550мм. глубина Н1 не менее 350 мм.
На фундаменте машина проверяется по уровню, устанавливаемому на верхней плоскости корпуса редуктора. Отклонение не должно превышать 0,5/1000 мм в обоих плоскостях.
ПОРЯДОК РАБОТЫ
Подготовка к пуску
Настройка машины:
- Все смазочные резервуары заправить нужным количеством и сортом смазки.
- Проверить надежность крепления гибочного инструмента, датчиков и инициаторов, дорна. Губки ролика и кронштейна должны быть соосны.
- Кратковременным включением главного электродвигателя проверить направление вращения привода.
- Включением электродвигателей мотор-редукторов механизмов зажима и поджима проверить соответствие направлений перемещения механизмов пусковым кнопкам пульта.
Настройка инструмента:
Настройка инструмента производится в ручном режиме:
- Установить соответствующий гибочный инструмент: ролик, зажимную губку, дорн.
- Выставить дорн так, чтобы начало радиуса или конуса на цилиндрической части дорна совпадало с осью гибочного ролика.
- Установить упор (механизм зажима) в положение, соответствующему радиусу гибки, т.е. в положение, когда у подвижного кронштейна будет свободный ход, для освобождения трубы, установить датчики крайних положений и датчик замедления хода (за 10-15 мм. до полного зажима трубы).
- Механизмом поджима установить таким образом, чтобы труба была прижата призматической колодкой к ручью гибочного ролика, а балка располагается параллельно оси машины, установить датчики крайних положений.
- В ручном режиме настроить усилие зажима, оно должно обеспечить надежное закрепление трубы. Усилие зажима ограничивается возрастанием силы тока на эл. двигателе (задается программно) или концевым датчиком (что раньше сработает).
- После настройки инструмента необходимо убедится в том, что губки прижимают трубу всей своей площадью, перекос губок при зажиме не допустим.
Настройка механизма выдергивания дорна:
- Перед работой необходимо обильно смазать всю поверхность дорна.
- Выставить пружину 8 и тягу 5 таким образом, чтобы в исходном положении механизма, начало округления радиуса дорна совпало с осью ролика.
Регулировка
В процессе эксплуатации машины возникает необходимость в регулирование отдельных ее узлов и устранения неисправностей в работе.
ВНИМАНИЕ!При холодной гибке труб на станках важное значение имеет смазка трубы, которая обеспечивает равномерный ее изгиб. В случае недостаточной или плохой смазки между дорном и трубой, а также между наружной поверхностю трубы и ползуном удаление трубы из дорна и скольжение ползуна происходит рывками, что сопровождается образованием гофр. Поэтому лучше всего, смазывать внутреннюю и наружную стенки трубы. Для смазки короткие трубы целесообразно перед гибкой погрузить в ванну, где содержится смазочное масло. Если гиб удален от концов трубы, то смазка подводится непосредственно к изгибаемому месту.
В качестве смазки применяют антикоррозийную мыльную эмульсию или машинное масло.
Машина может работать в двух режимах:
- ручной режим
- полуавтоматический режим.
Подготовка машины
Ручной режим
Ручной режим предназначен для настройки оборудования. Работа в ручном режиме осуществляется с пульта управления, предварительно установив ручной режим работы на пульте управления.
Настройку машины необходимо производить в следующем порядке:
- Установить гибочный ролик, соответствующий диаметру трубы.
- Установить и закрепить губку нужного размера на подвижную колодку.
- Установить упор в положение, соответствующему радиусу гибки, т.е. в положение, когда у подвижной колодки будет свободный ход, для освобождения трубы. труба прижата призматической колодкой к ручью гибочного ролика, а балка располагается параллельно оси машины, упор закрепить болтами с верху и снизу.
- Установить датчики поджима, зажима и максимального положения механизма зажима, в нужные положения.
- Внести в программу значение максимального усилия зажима трубы.
- Установить соответствующий дорн так, чтобы начало скругления головки дорна совпало с осью гибочного ролика.
- Выбрать нужную программу (или внести новые данные) для гибка трубы (для работы в режиме автомат).
- Проверить работу машины на холостом ходу (без трубы).
- Тщательно смазать дорн и внутреннею поверхность трубы.
- Надеть трубу на дорн до нужного значения, зажать трубу с помощью механизма зажима.
- Настроить механизм поджима: поджать трубу колодкой при помощи винта мотор-редуктора, не допуская пережима, настроить максимальное усилие прижима и величину отхода прижима с помощью датчиков.
Полуавтоматический режим
Для работы в полуавтоматическом режиме, необходимо перевести станок в соответствующий режим.
- Нажатием клавиши «подготовка», все механизмы перемещаются в исходное положение.
- Нажатием кнопки «Вперед» на пульте управления, механизм зажима зажимает трубу, колодка механизма поджима прижимает трубу, начинается вращение ролика, при достижении заданного угла машина автоматически останавливается, за 10° до окончания гиба скорость вращения ролика снижается до минимальной.
- Нажатием кнопки «Назад», колодка поджима отходит от трубы на заданное расстояние, механизм зажима освобождает трубу, и возвращается в исходное положение, срабатывает механизм выдергивания дорна (дорн под воздействием пружины возвращается в исходное положение), после этого включается обратный ход и гибочный ролик возвращается в исходное положение.
- Отжать трубу и передвинуть трубу для следующего гиба или снять ее при одиночном гибе гибе.
При появлении большой овальности и гофр на изогнутом участке дорн необходимо выдвинуть вперед. При правильной настройке овальность трубы в изогнутой зоне не должна превышать 10 %.
При отклонении по углу гиба произвести программную корректировку угла гиба.