
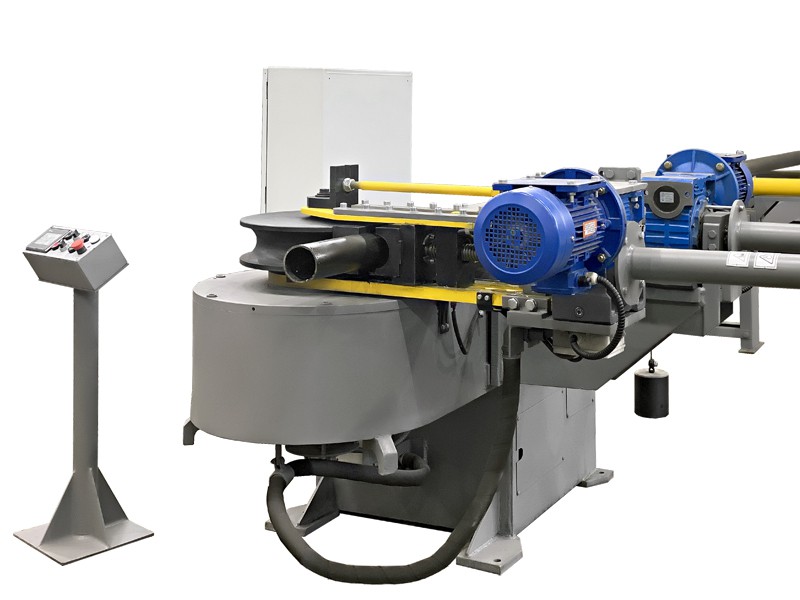







Машина трубогибочная электромеханическая с ЧПУ OVTO PB-76A
Машина предназначена для холодной гибки труб в холодном состоянии до ø76х3000 мм с оправкой и без оправки методом наматывания трубы на инструмент в ручном и автоматическом режиме.
Станок оснащен автоматической системой управления, позволяющей делать до 10 гибов под разным углом, в разных плоскостях.
Станок обладает следующими функциями:
- автоматический зажим трубы
- автоматический поджим трубы
- автоматическая подача трубы на заданное расстояние
- автоматический поворот трубы во круг своей оси на заданный угол
- автоматический привод механизма выдергивания дорна
- возможность догиба до нужного угла
- возможность сохранения программ
Машина может быть использована в котлостроительной, судостроительной промышленности, в промышленном и гражданском строительстве при производстве санитарно-технических работ, на заводах.
| Диаметр изгибаемой трубы, мм | 25-76 |
| Максимальная толщина стенки изгибаемой трубы, мм | 5 |
| Наибольший внутренний радиус гибочного инструмента, мм | 320 |
| Наименьший внутренний радиус гибочного инструмента, мм | 1,5D/2,0D |
| Наибольший угол поворота гибочного инструмента, град. | 210 |
| Частота вращения гибочного инструмента, об/мин | 2.5 |
| Расстояние от оси центра гибочного инструмента до места крепления конца оправки, мм | 3000 |
| Высота оси гиба над уровнем пола, мм | 970 |
| Мощность двигателя главного привода, кВт | 7.5 |
| Габариты (ДxШxВ), мм | 3800x1650x1300 |
| Масса, кг | 1300 |
Стандартная комплектация:
- Машина трубогибочная в сборе - 1
- Устройство автоподачи трубы - 1
Инструменты:
- Комплект инструмента для гибки труб Ø42х4 Rср 105 - 1
- Шприц рычажно-плунжерный - 1
Документация:
- Руководство по эксплуатации - 1
- Паспорт - 1
Дополнительные опции:
Дополнительный комплект инструмента для труб до Ø76
Стандартная комплектация:
- Машина трубогибочная в сборе - 1
- Устройство автоподачи трубы - 1
Инструменты:
- Комплект инструмента для гибки труб Ø42х4 Rср 105 - 1
- Шприц рычажно-плунжерный - 1
Документация:
- Руководство по эксплуатации - 1
- Паспорт - 1
Дополнительные опции:
Дополнительный комплект инструмента для труб до Ø76
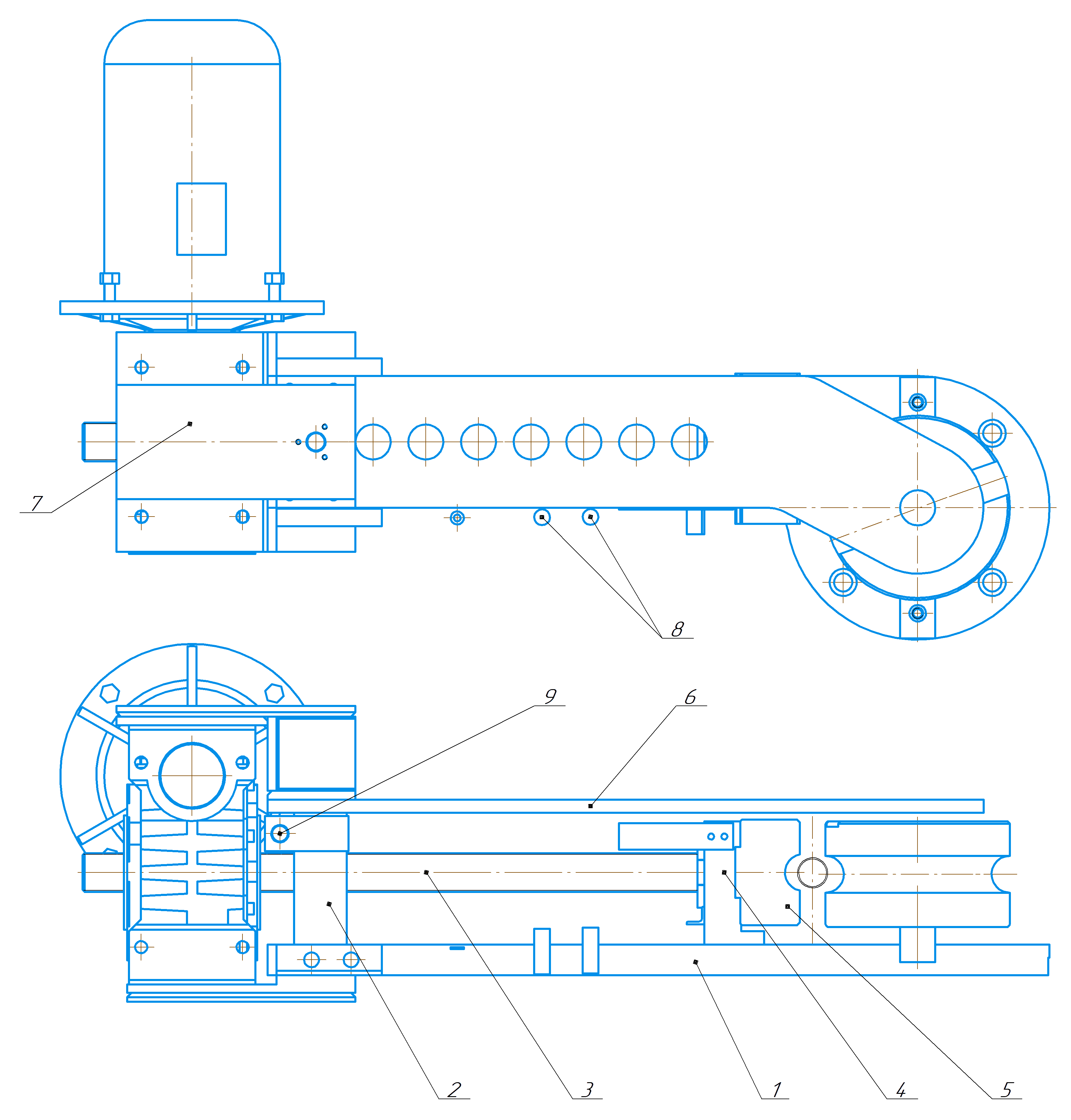
СОСТАВ МАШИНЫ
!_oC3hLQp.png)
Рис.1. Состав машины
1. Редуктор
2. Механизм зажима
3. Механизм поджима
4. Механизм выдергивания дорна
5. Рама
6. Стрела
7. Электродвагатель
8. Электрооборудование
9. Пульт управления
10.Каретка
11.Привод перемещения каретки
12.Цанговый зажим
13.Привод цангового зажима
14.Привод вращения цанги
15.Направляющие
16.Рейка
Рама
Рама представляет собой конструкцию, состоящую из балок и сварной стойки, соединенных между собой болтами. Стойка имеет направляющие, по которым может перемещаться механизм выдергивания дорна, в верхней части рамы установлены направляющие и рейка по которым перемещается каретка. Рама крепится к корпусу редуктора болтами и стяжками и фундаменту.
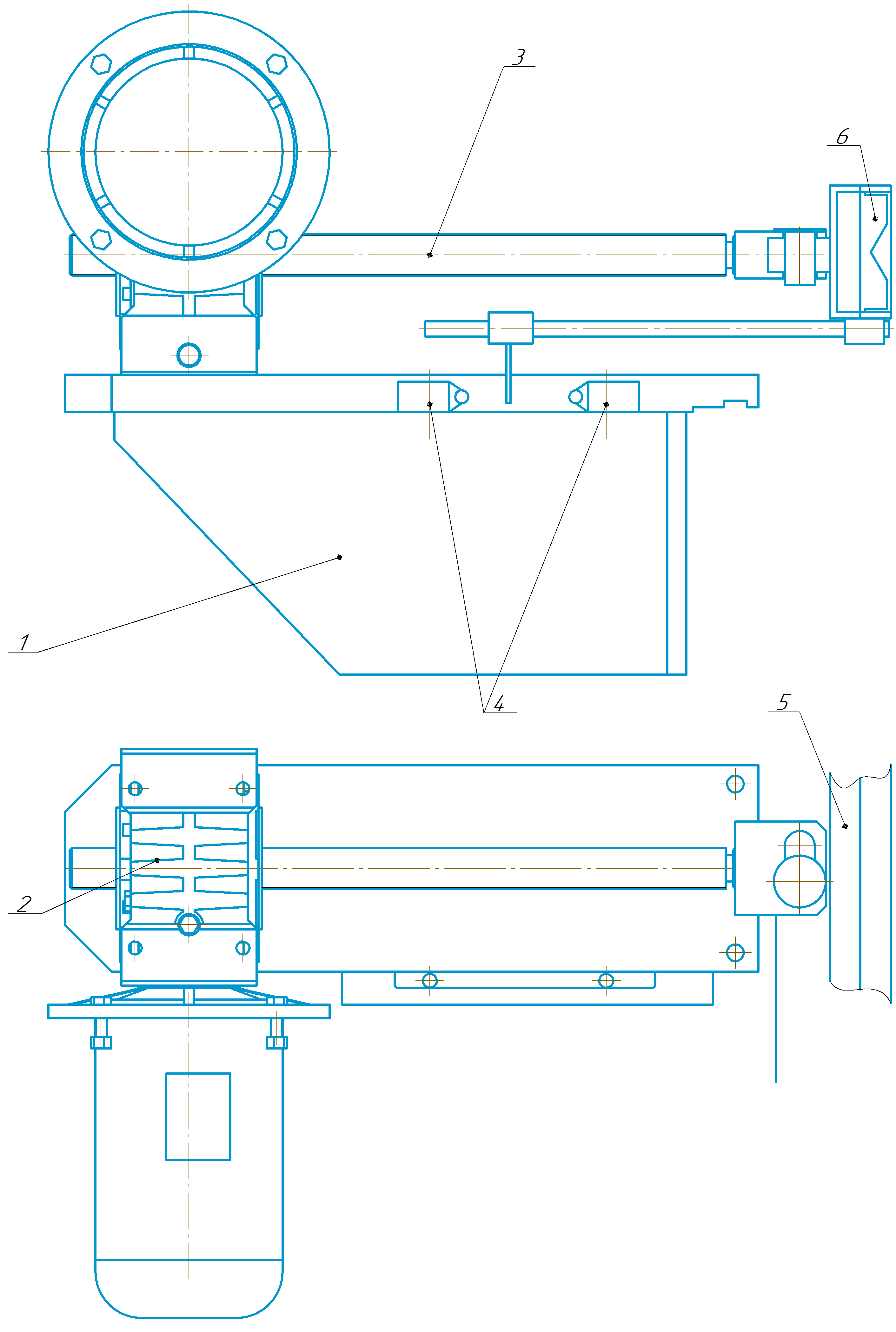
Редуктор
Редуктор машины трехступенчатый червячно-цилиндрический.

Крутящий момент от электродвигателя через предохранительную моментную муфту 6 предается на червяк 11, вращающийся в подшипниках качения 9, 12. Регулировка Зазоров в подшипниках 9 производится за счет кольца 8. На червяке 11 установлена крыльчатка 10, создающая масляный туман для смазки вращающихся частей в верхней части редуктора. Червяк 11 зацепляется с червячным колесом 5, расположенным на валу 14, вращающемся в конических роликоподшипниках 15. Регулировка зазоров в подшипниках обеспечивается набором прокладок 13, 3. Шестерня 4 входит в зацепление с шестерней 19, расположенной на валу 18, вращающемся в конических роликоподшипниках 17. Регулировка зазоров в подшипниках обеспечивается набором прокладок 21, 16. Шестерня 20 зацепляется с колесом 2, находящемся на валу 1, передающем крутящий момент через механизм зажима на гибочный ролик.
Для гашения инерции вращающихся масс, после выключения электродвигателя, на быстроходном валу редуктора осуществляется с помощью тормозного резистора.
Механизм зажима
Механизм предназначен для зажима трубы.
Состоит из щек 1, 6 между которыми расположен упор 2 с винтом 3, перемещающему кронштейн 4 с зажимной губкой 5. Щека 1 жестко закреплена на выходной шестерне редуктора с помощью шпонок и винтов, с другой стороны жестко крепится к мотор-редуктору 7, который обеспечивает перемещение кронштейна. Ограничение перемещения кронштейна обеспечивается датчиками 8, 9.
Крутящий момент на гибочной ролик предается с помощью шпонок. В зависимости от диаметра гибочного ролика упор 2 с винтом 3 и кронштейна 4 переставляются в отверстиях щек.
Механизм поджима
Механизм поджима обеспечивает подвод и отвод противоупора (стрелы) при гибке трубы.
В сварном кронштейне 1 размещается мотор-редуктор 2 с винтом 3, шарнирно соединенный со стрелой 5, по которой перемещается желоб 6, возврат желоба в исходное положение осуществляется с помощью груза. Контроль положения осуществляется конечными выключателями 4.
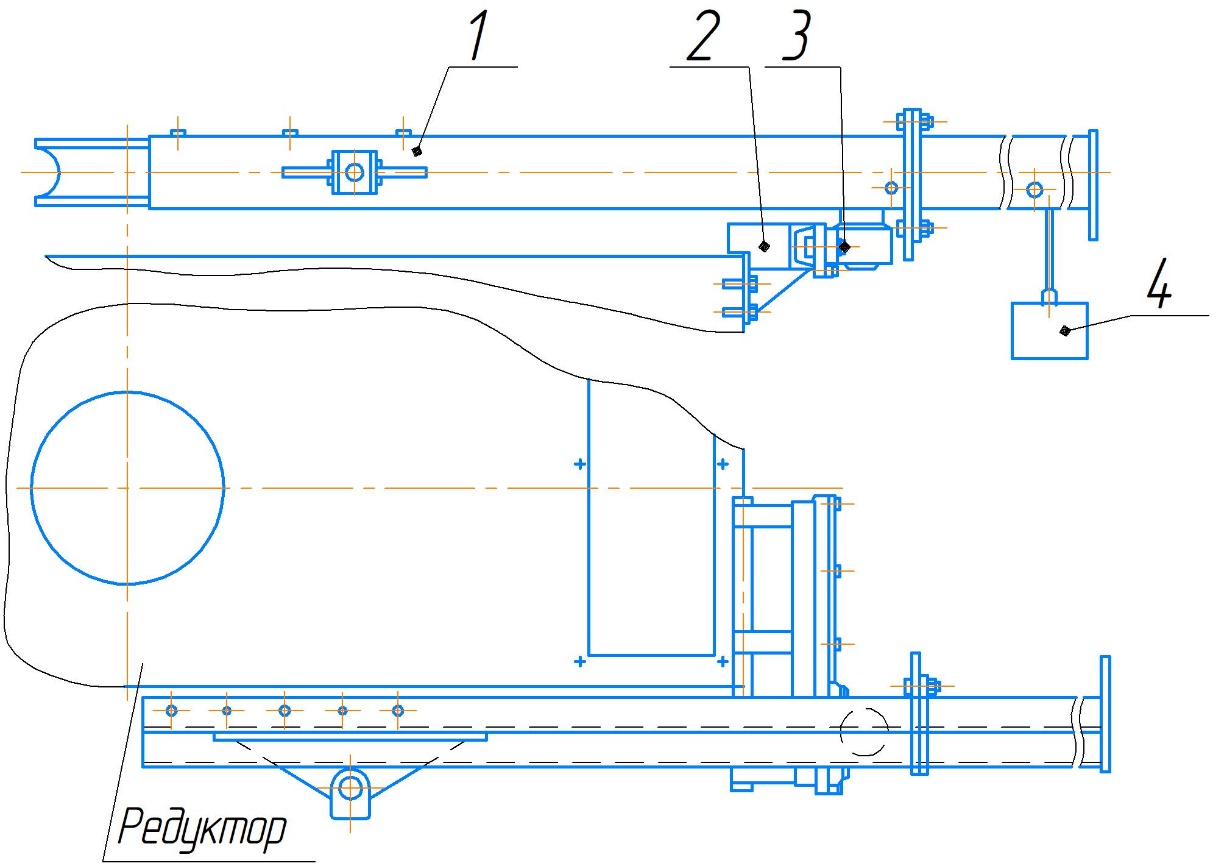
Механизм выдергивания дорна
Механизм выдергивания дорна предназначен для удержания дорна во время гибки и для выдергивания его из трубы в случае защемления.
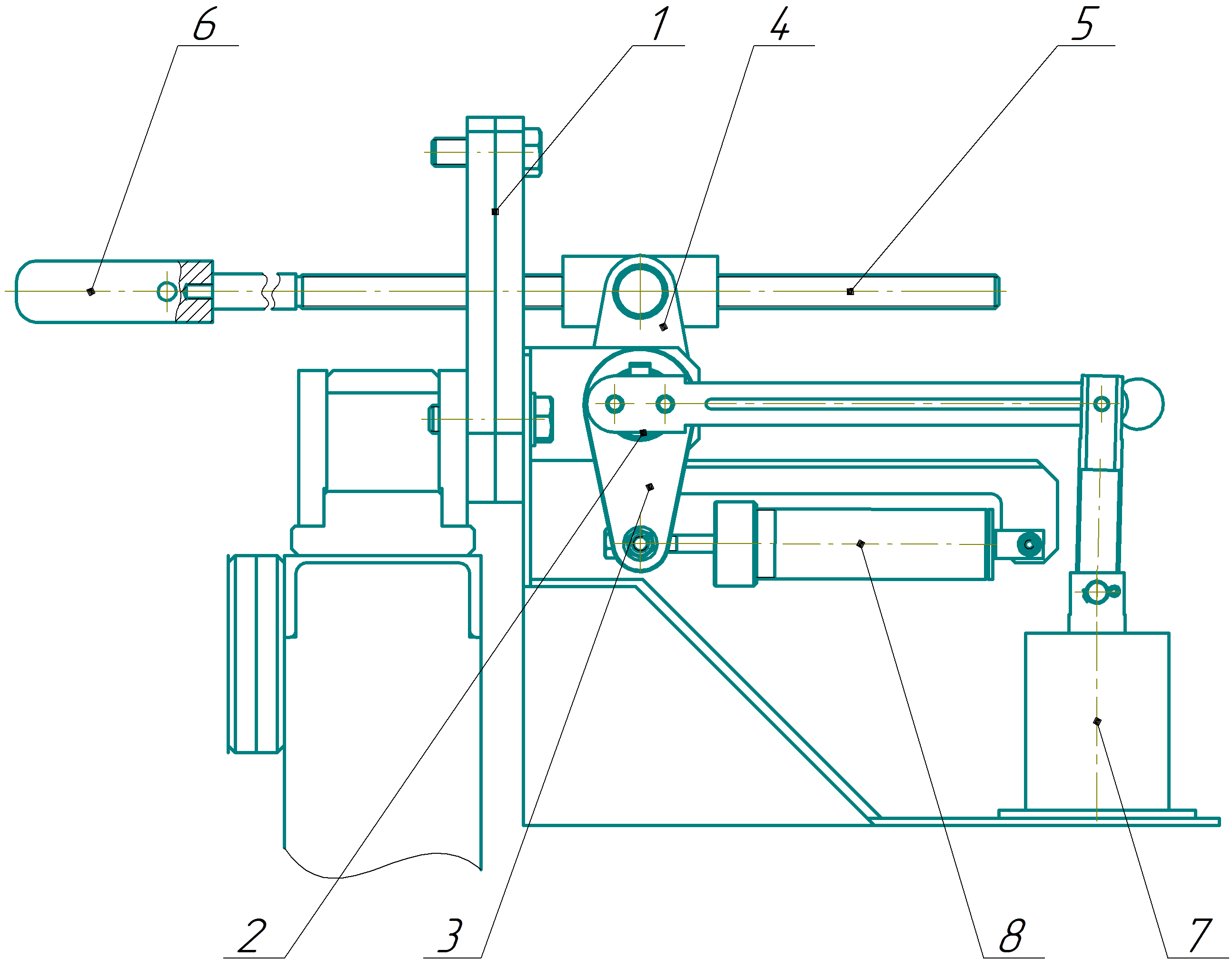
В сварном кронштейне 1 на оси 2 установлены на шпонках рычаги 3, 4. В рычаге 4 шарнирно закреплена тяга дорна 5, на которой крепится дорн 6. Выдергивание дорна производится с помощью электромагнита 7, возврат дорна в исходное положение производится пружиной, установленной в стакане 8. Устанавливается механизм выдергивания дорна на заднем конце штанги.
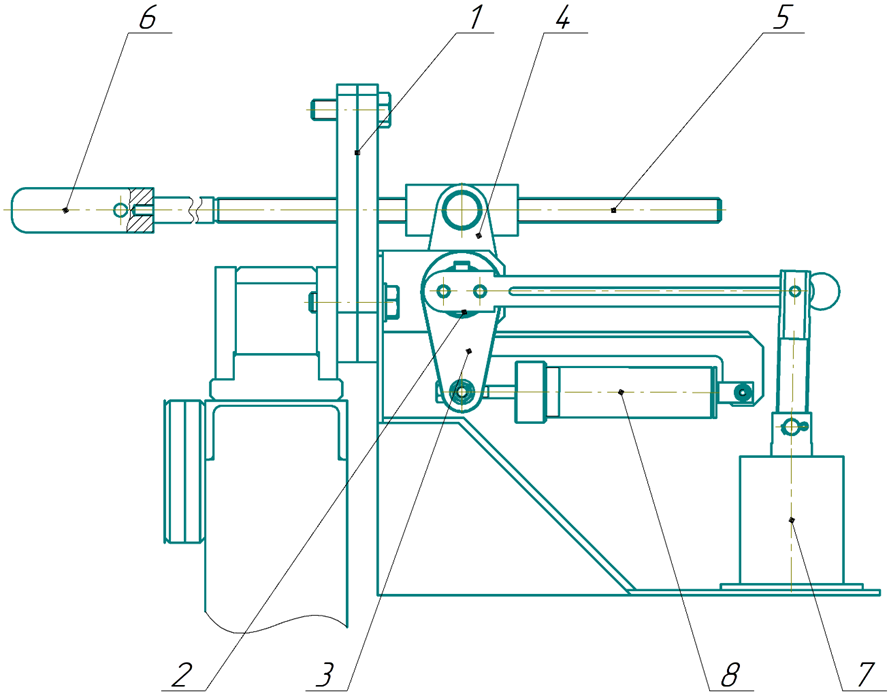
Стрела
Стрела служит противоупором при гибке трубы.
Сварная балка 1, установленная на сварном кронштейне 2, служит противоупором при гибке трубы, может поворачиваться вокруг цапфы 3 и в зависимости от диаметра гибочного ролика может перемещаться по кронштейну 2. В балке устанавливается призматическая колодка, перемещающаяся по балке совместно с трубой. В исходное положение колодка возвращается под действием груза 4.
Поджимается балка с помощью винта механизма поджима, шарнирно соединенного с балкой. Для удобства транспортирования балка выполнена из 2-х частей.
Каретка
Каретка предназначена для подачи трубы в зону обработки. Каретка перемещается по направляющим 15 (рис.1) привод осуществляется с помощью серводвигателя, который вращает зубчатое колесо, которое находится в зацеплении с рейкой 16 (рис.1).
Цанговый зажим
Цанговый зажим жестко крепится на каретке, предназначен для подачи трубы в зону обработки на заданное расстояние и поворота трубы на заданный угол. Привод зажима трубы 13 (рис.1) осуществляется от электромагнита, который с помощью тяги отводит прижимную гильзу и освобождает пружину цанги. Привод поворота цанги 14 (рис.1) происходит от серводвигателя, через ременную передачу.
Инструмент
Инструмент для гибки состоит из гибочного ролика, дорна и зажимной губки.
По заказу потребителя машина комплектуется набором инструмента для гибки водо- газопроводных труб от 40 до 108 мм. по ГОСТ 10704-91. Качество гиба трубы зависит от качества изготовления и подгонки гибочного инструмента, для получения высокого качества гиба, возможно потребуется на один вид трубы изготовить несколько комплектов инструмента (для минимизации погрешности допусков на трубу). Для изготовления гибочного инструмента для трубы по другим стандартам, заказчику необходимо предоставлять образцы труб.
ЭЛЕТКРООБОРУДОВАНИЕ
Краткая характеристика электрооборудования
Род тока Переменный
Рабочее напряжение 380В
Частота 50Гц
Напряжение цепи управления 24В
Мощность электродвигателя 7,5кВт
Частота вращения 1000 об/мин
Защита электрооборудования
Защита электрооборудования машины от токов короткого замыкания осуществляется однополюсными автоматическими выключателями.
Защита от перегрузки осуществляется автоматом и тепловым реле.
Нулевая защита электросхемы осуществляется магнитными пускателями.
ПОРЯДОК УСТАНОВКИ
Распаковка
Вскройте заводскую упаковку. После вскрытия упаковки осмотрите машину и проверьте комплектность согласно упаковочной документации. При распаковке необходимо следить за тем, чтобы не повредить машину инструментом.
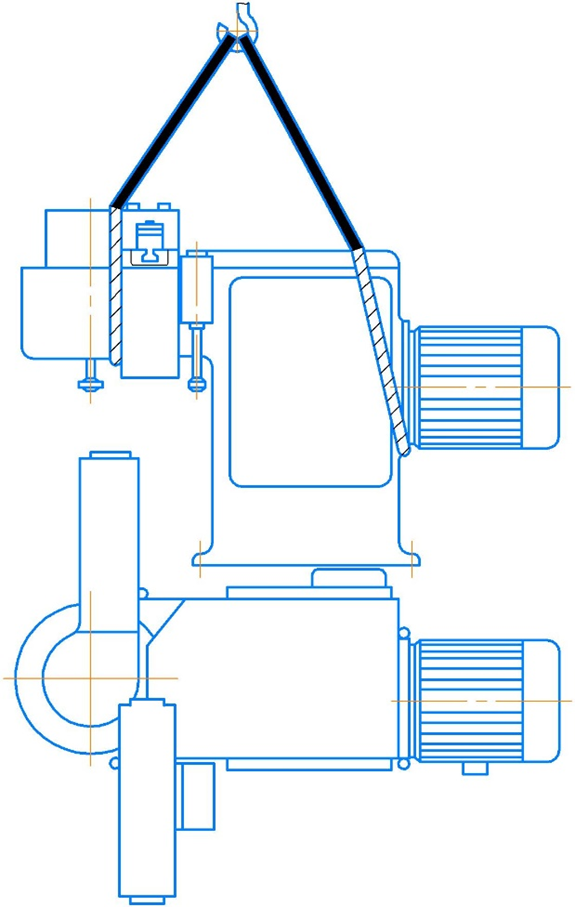
Транспортирование
Зачаливание машины для подъема производите согласно схеме:
Расконсервация
Антикоррозийное покрытие снимайте не металлическим скребком, затем обтирочным материалом, смоченным жидкостью, растворяющей минеральные масла (бензин, уайт-спирит и другие). Очищенные места покройте тонким слоем жидкого индустриального масла.
Установка
Машина устанавливается на фундамент.
Глубина заложения фундамента Н выполняется в зависимости от грунта, но не менее 550мм. глубина Н1 не менее 350 мм.
На фундаменте машина проверяется по уровню, устанавливаемому на верхней плоскости корпуса редуктора. Отклонение не должно превышать 0,5/1000 мм в обоих плоскостях.
ПОДГОТОВКА К ПУСКУ
- Подключить машину к электросети, проверив соответствие напряжения сети и электрооборудования машины.
- Подводку электропитания станка осуществляется по пятипроводной сети (3-фазы, земля, ноль)
- Подводку проводов от электрошкафа к распределительной коробке машины выполнить в металлической трубе.
- Заземление машины и шкафа выполнить через специальные болты (винты) на корпусах в соответствии с действующими правилами.
- Подводки к сети электрошкафа выполнить проводом сечением не менее 6 мм2.
- Залить масло в редуктор 15 дм3 (см. карту смазки).
- Проверить уровень масла в мотор-редукторах (2 шт.).
- Произвести смазку направляющих, винтов, др. трущихся поверхностей.
- Установить необходимый инструмент (ролик, губка, дорн).
- Выставить датчики механизмов зажима и поджима, в случае необходимости отрегулировать их расположение.
- Смазать оборудование согласно описания точек смазки (стр…).
- Опробовать на холостом ходу работу всех механизмов машины, убедившись в нормальной работе всех механизмов машины приступить к настройке машины для работы.
ПОРЯДОК РАБОТЫ
Настройка машины
Все смазочные резервуары заправить нужным количеством и сортом смазки.
Проверить надежность крепления гибочного инструмента, датчиков и инициаторов, дорна. Губки ролика и кронштейна должны быть соосны.
Кратковременным включением главного электродвигателя проверить направление вращения привода.
Включением электродвигателей мотор-редукторов механизмов зажима и поджима проверить соответствие направлений перемещения механизмов пусковым кнопкам пульта.
Настройка инструмента
Настройка инструмента производится в ручном режиме:
- Установить соответствующий гибочный инструмент: ролик, зажимную губку, дорн.
- Выставить дорн так, чтобы начало радиуса или конуса на цилиндрической части дорна совпадало с осью гибочного ролика.
- Установить упор (механизм зажима) в положение, соответствующему радиусу гибки, т.е. в положение, когда у подвижного кронштейна будет свободный ход, для освобождения трубы, установить датчики крайних положений и датчик замедления хода (за 10-15 мм. до полного зажима трубы).
- Механизмом поджима установить таким образом, чтобы труба была прижата призматической колодкой к ручью гибочного ролика, а балка располагается параллельно оси машины, установить датчики крайних положений.
- В ручном режиме настроить усилие зажима, оно должно обеспечить надежное закрепление трубы. Усилие зажима ограничивается возрастанием силы тока на эл. двигателе (задается программно) или концевым датчиком (что раньше сработает).
После настройки инструмента необходимо убедится в том, что губки прижимают трубу всей своей площадью, перекос губок при зажиме не допустим.
Настройка механизма выдергивания дорна
Перед работой необходимо обильно смазать всю поверхность дорна.
Выставить пружину 8 и тягу 5 таким образом, чтобы в исходном положении механизма, начало округления радиуса дорна совпало с осью ролика.
Регулировка
В процессе эксплуатации машины возникает необходимость в регулирование отдельных ее узлов и устранения неисправностей в работе.
ВНИМАНИЕ! При холодной гибке труб на станках важное значение имеет смазка трубы, которая обеспечивает равномерный ее изгиб.
В случае недостаточной или плохой смазки между дорном и трубой, а также между наружной поверхностю трубы и ползуном удаление трубы из дорна и скольжение ползуна происходит рывками, что сопровождается образованием гофр. Поэтому лучше всего, смазывать внутреннюю и наружную стенки трубы. Для смазки короткие трубы целесообразно перед гибкой погрузить в ванну, где содержится смазочное масло. Если гиб удален от концов трубы, то смазка подводится непосредственно к изгибаемому месту. В качестве смазки применяют антикоррозийную мыльную эмульсию или машинное масло.
РЕЖИМЫ РАБОТЫ
Пульт управления
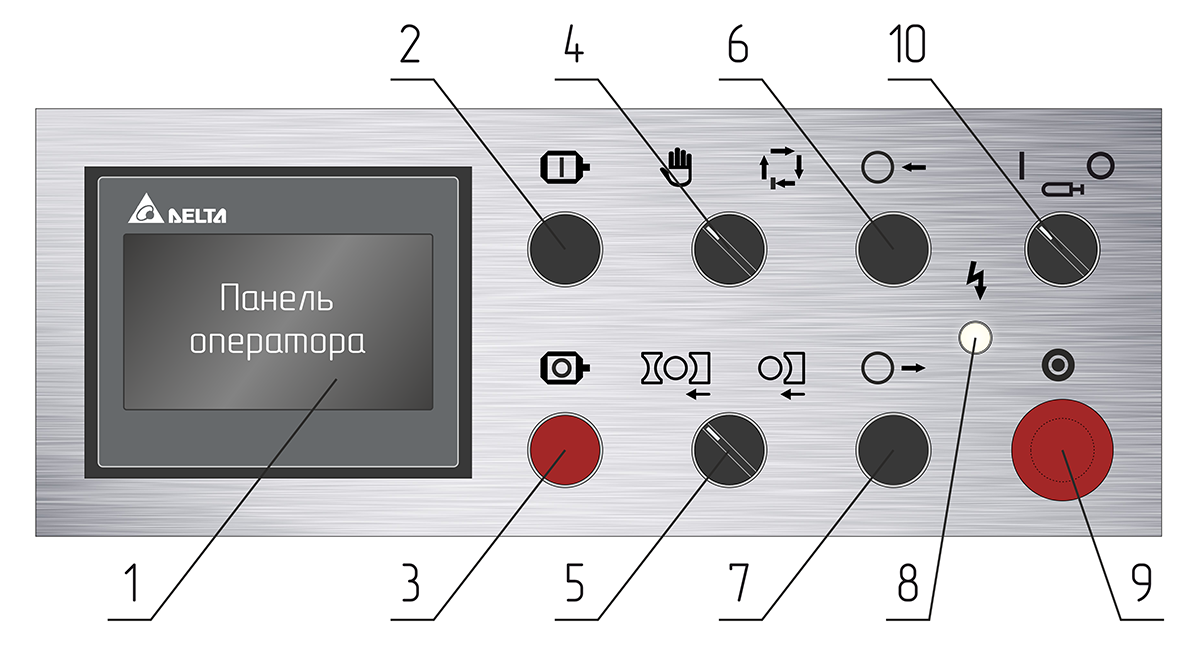
1 Сенсорная панель управления
2 Подача вперед
3 Подача назад
4 Работа Ручной/Полувтоматический режим
5 Зажим/Поджим
6 (Зажим/Поджим) Вперед
7 (Зажим/Поджим) Назад
8 Индикатор питания сети
9 Кнопка СТОП
10 Вкл/Выкл дорна
Ручной режим и наладка станка.
Данный режим предназначен для настройки узлов машины к работе в автоматическом режиме, а также гибки трубы в ручном режиме.
Для включения ручного режима необходимо на пульте управления переключатель установить в ручной режим.
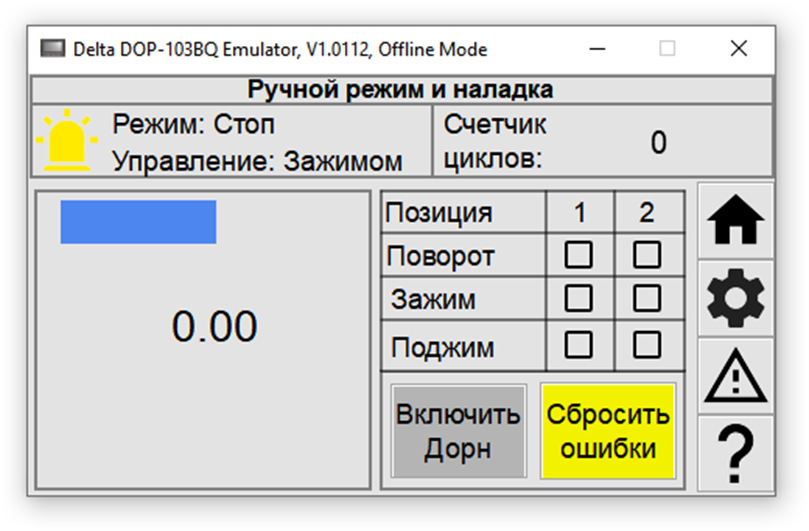
Для перемещения механизма зажима, необходимо установить переключатель на пульте управления (вставить иконку) на механизм зажима, нажимая кнопки «вперед» или «назад», на пульте управления, перемещаем губке зажима.
При перемещении губки вперед, останов губки происходит при наборе максимально допустимого (настроенного) усилия, или при срабатывании индукционного датчика (что раньше сработает). Запрещено прижимать инструмент (ролик и губку), без установленной трубы.
При перемещении губки назад, останов губки происходит по сигналу датчика.
Для перемещения механизма поджима, необходимо установить переключатель на пульте управления (вставить иконку) на механизм поджима, нажимая кнопки «вперед» или «назад», на пульте управления, перемещаем стрелу механизма поджима.
Настройка перемещения механизма осуществляется расположением крайних конечных выключателей.
Вращение гибочного сектора осуществляется нажатием и удерживанием кнопки «Вперед» на пульте управления, вращение остановится если отпустить кнопку. В крайнем положении установлен конечный выключатель, ограничивающий перемещение.
Для возврата гибочного сектора в исходное положение, необходимо нажать и удерживать кнопку «назад» на пульте управления, дойдя до начального положения, срабатывает индукционный датчик и вращение останавливается.
При вращении гибочного ролика, на панели оператора отображается значение угла поворота.
Для включения дорна можно использовать 2 способа: нужно нажать на панели оператора кнопку «Включить дорн», срабатывает механизм выдергивания дорна, через 3 секунды (время настраивается программно), привод отключается и дорн под воздействием пружины возвращается в исходное положение, или включать привод с помощью переключателя с пульта оператора (Не оставлять включенным на долгое время). Привод включения дорна работает только в ручном режиме.
При возникновении ошибки, станок останавливается, на панели оператора появляется сообщение о ошибке, для сброса ошибки нужно на главном экране нажать кнопку «Сбросить ошибки», затем установить причину появления ошибки и устранить ее.
Автоматический режим
Автоматический режим предназначен для работы станка в автоматическом режиме.
Для включения автоматического режима необходимо на пульте управления переключатель установить в автоматический режим.
На панели оператора появляется следующая информация:
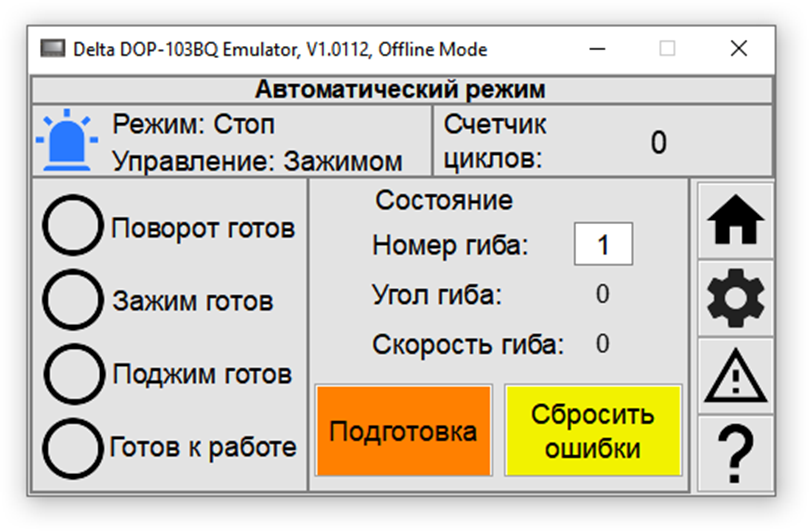
Для работы в автоматическом режиме необходимо произвести настройку станка в ручном режиме, выставить все механизма станка, произвести смазку дорна и внутренней части трубы.
Выбрать необходимую программу или внести данные для гибки.
Нажатием кнопки «Подготовка» все механизмы станка автоматически перемещаются в исходное положение, по окончанию установки индикаторы в левой части панели оператора загораются зеленым цветом-станок готов к работе в автоматическом режиме.
Установить заготовку на станок
При нажатии кнопки «Вперед» механизм зажима зажимает заготовку (рекомендуется использовать настраиваемое усилие), механизм поджима, перемещается в рабочую позицию, включается привод вращения ролика, на установленный угол, по достижению заданного угла вращение останавливается.
Нажатием кнопки «Назад» происходит возврат механизмов (зажим и поджим) в исходные положения, кратковременно срабатывает механизм выдергивания дорна, ролик возвращается в исходное положение.
Если запрограммированно несколько гибов одной трубы, на панели оператора появляется номер следующего гиба, вручную необходимо выставить трубу для следующего гиба и нажать кнопку «Вперед», станок произведет отработку по следующей программе.
Программирование
Для выбора программы или написания новой, необходимо зайти в меню Настройки нажатием кнопки «Настройка» на панели оператора, в меню выбрать «Программы»
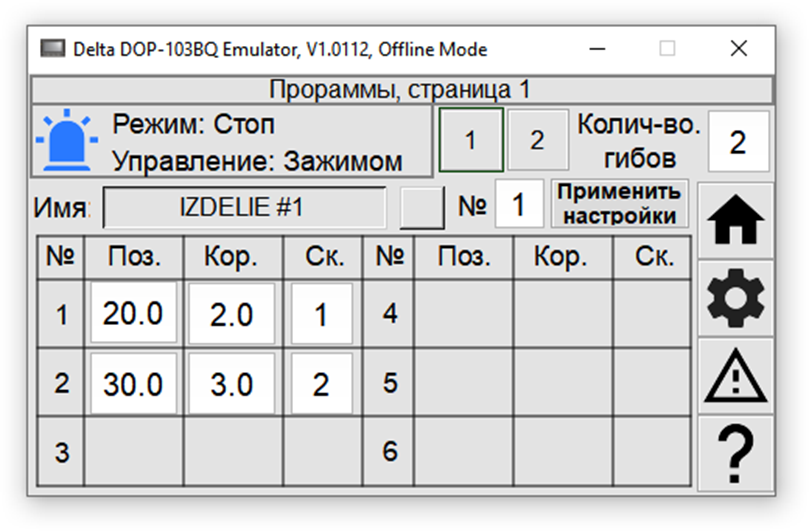
Для внесения новых данных, в открывшемся окне устанавливаем: количество гибов, в колонке Поз. вносим требуемый угол гиба, в колонке Кор. вносим значение корректировки (для учета пруженения), в колонку «Ск.» вносим значение скорости вращения гибочного ролика (0т 1 до 8, 1-низкая скорость). Если в программе несколько гибов, аналогичным образом вносим данные для второго и последующих гибов (до 8 гибов). На первой вкладке окна «Программы» отображаются настройки для гибов от первого до шестого, на второй от седьмого до десятого.
После окончания внесения данных необходимо нажать клавишу «применить настройки», для сохранения программы нужно внести имя программы (латинскими буквами).
Для выбора ранее сохраненной программы, нужно выбрать номер ранее сохраненной программы.
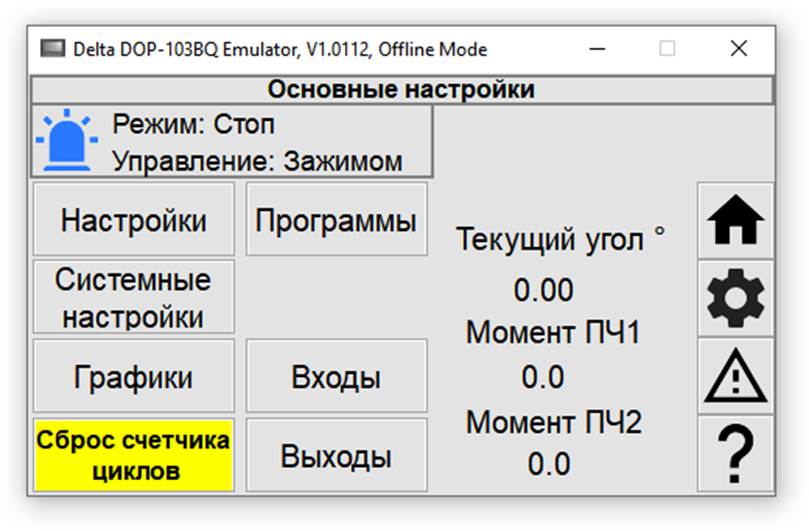
Настройки
Подменю «Настройки» предназначены для внесения корректировок в систему управления станка. Для входа в подменю нужно нажать кнопку «Настройки»
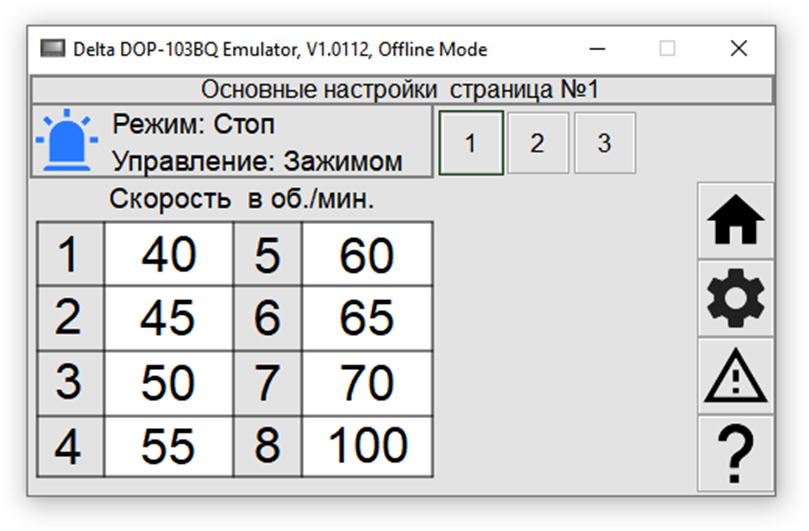
В данном подменю можно менять величину скоростей главного привода, время срабатывания дорна, деактивировать работу энкодера, включать дополнительные системы контроля.
Подменю имеет несколько страниц, для перехода необходимо выбрать нужную страницу и нажать кнопку (в правом верхнем углу).
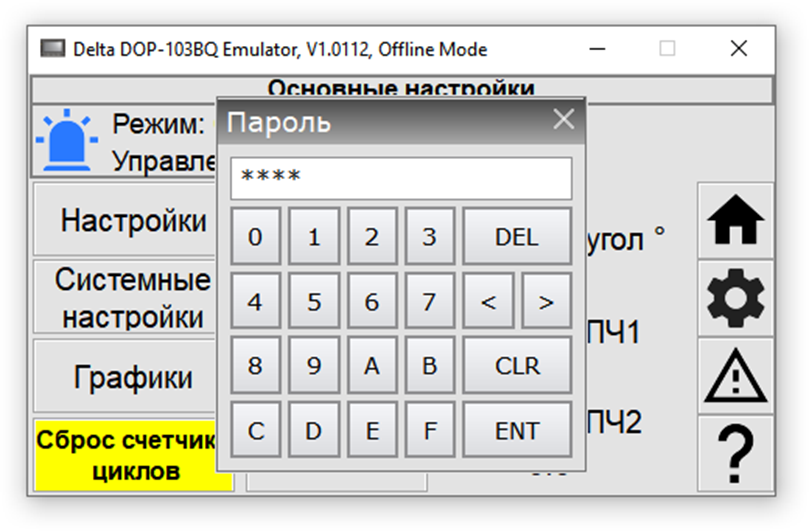
Системные настройки
Подменю «Системные настройки» предназначены для внесения корректировок, которые влияют на работу оборудования. Для входа в подменю нужно нажать кнопку «Системные настройки», для входа необходимо ввести пароль.
В данном подменю можно устанавливать значения поправочного коэффициента, скорости перемещения узлов, точки замедления, усилие момента, пр.
Подменю имеет несколько страниц, для перехода необходимо выбрать нужную страницу и нажать кнопку (в правом верхнем углу).
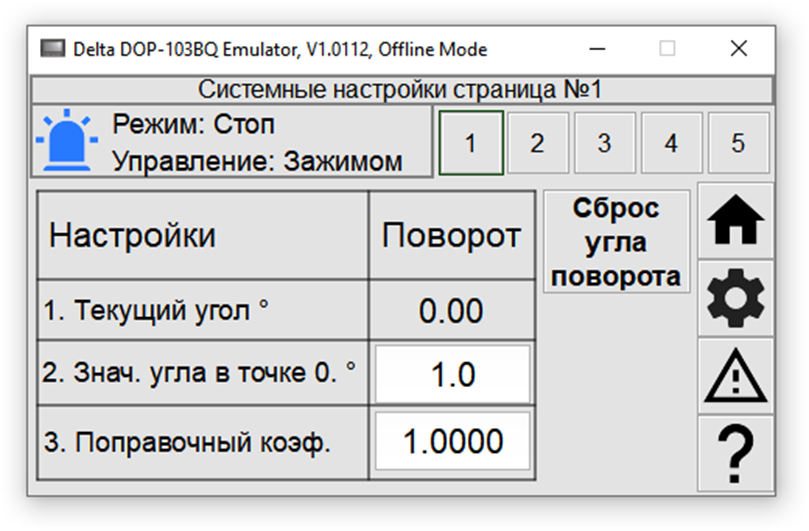
1. Значение текущего угла.
2. Возможность корректировки нулевой точки.
3. Коэффициент корректной работы энкодера.
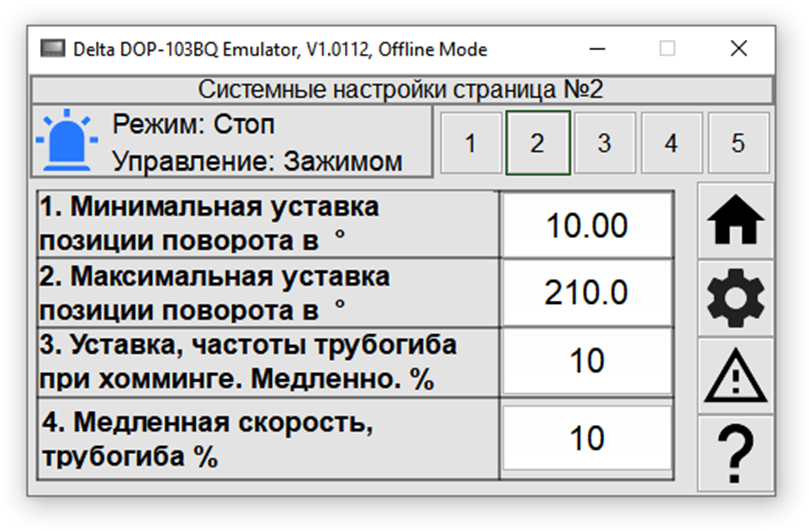
1. Значение минимально допустимого угла гиба.
2. Значение максимально допустимого угла гиба.
3. Допустимая минимальная скорость гиба.
4. Установка скорости вращения ролика при замедлении.
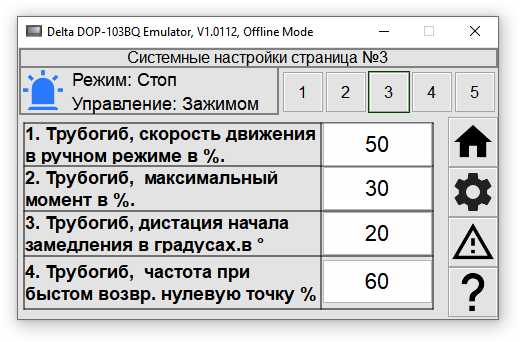
1. Установка скорости вращения ролика в ручном режиме.
2. Установка максимального момента при работе.
3. Установка момента замедления ролика при гибе (в режиме автомат).
4. Установка скорости при возврате ролика в исходное положение (в режиме автомат).
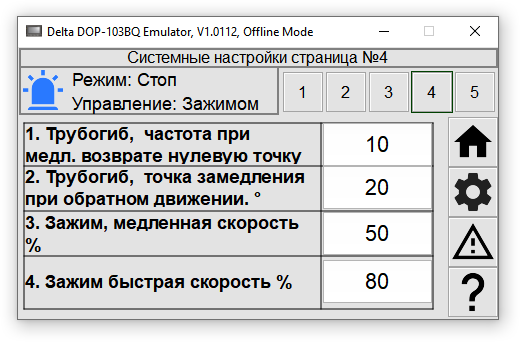
1. Установка скорости замедления ролика.
2. Установка момента включения заземления при возврате ролика в исходное положение (в режиме автомат).
3. Установка скорости замедления механизма зажима (в режиме автомат).
4. Установка скорости быстрого перемещения механизма зажима (в режиме автомат).
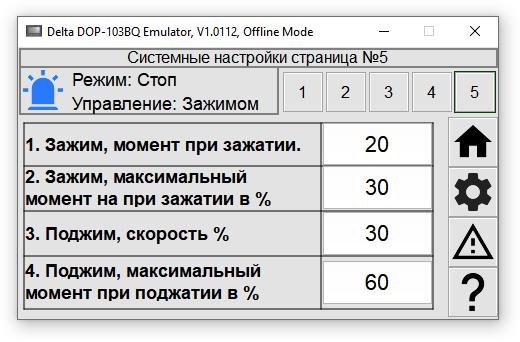
1. Установка усилия зажима.
2. Установка максимально допустимого усилия зажима.
3. Установка усилия поджима.
4. Установка максимально допустимого усилия поджима.
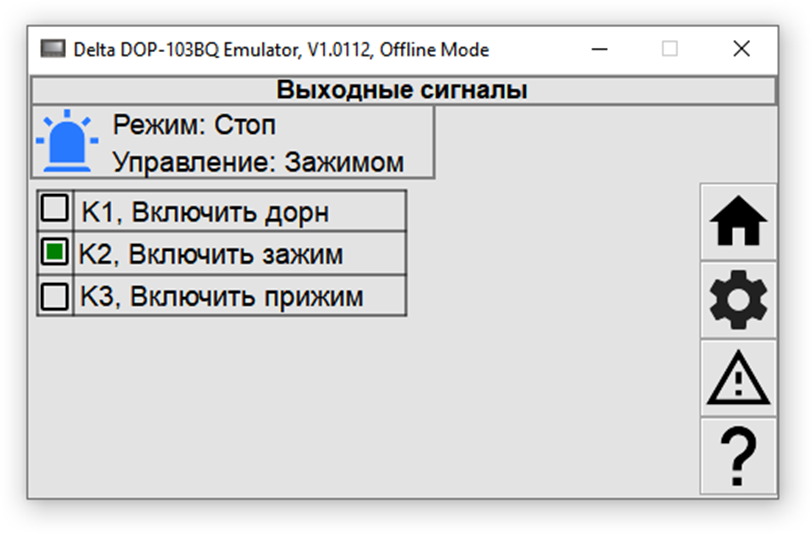
Контроль сигналов
Окна «Входные сигналы» и «Выходные сигналы» предназначены для регулировки работы оборудования, проверки правильности срабатывания механизмов, конечных выключателей.
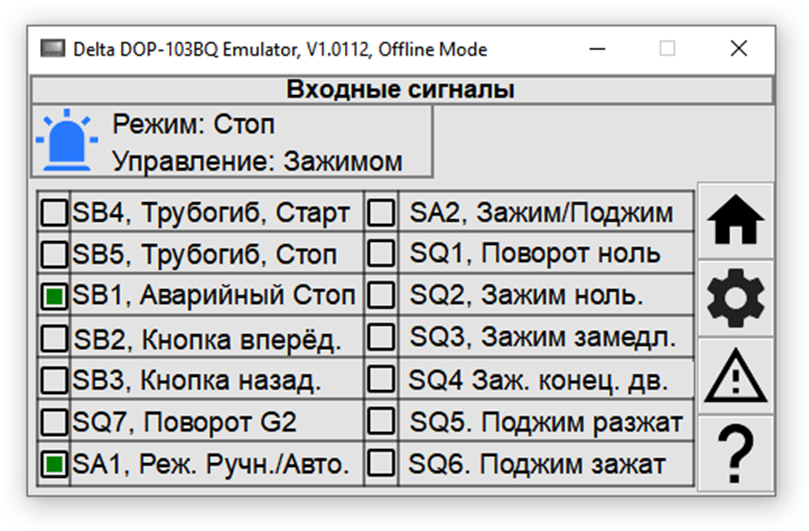
Для того чтобы открыть окна «Входные сигналы» и «Выходные сигналы» необходимо перейти в окно «наладки» нажатием кнопки «Настройка», нажать кнопку «Входы» или «Выходы» соответственно.
Счетчик циклов
Для счета количества гибов предусмотрен счетчик циклов
Обнулить можно нажав в окне «Настройки» на кнопку «Сброс счетчика циклов».
Сброс ошибок
При возникновении программных ошибок оборудование останавливает работу, на панели оператора появляется предупреждение о возникшей ошибке. Для сброса ошибки необходимо нажать кнопку «Сброс ошибок» на главном меню, для повторного запуска необходимо определить и устранить причину возникновения ошибки.
СОСТАВ МАШИНЫ
Рис.1. Состав машины
1. Редуктор
2. Механизм зажима
3. Механизм поджима
4. Механизм выдергивания дорна
5. Рама
6. Стрела
7. Электродвагатель
8. Электрооборудование
9. Пульт управления
10.Каретка
11.Привод перемещения каретки
12.Цанговый зажим
13.Привод цангового зажима
14.Привод вращения цанги
15.Направляющие
16.Рейка
Рама
Рама представляет собой конструкцию, состоящую из балок и сварной стойки, соединенных между собой болтами. Стойка имеет направляющие, по которым может перемещаться механизм выдергивания дорна, в верхней части рамы установлены направляющие и рейка по которым перемещается каретка. Рама крепится к корпусу редуктора болтами и стяжками и фундаменту.
Редуктор
Редуктор машины трехступенчатый червячно-цилиндрический.
Крутящий момент от электродвигателя через предохранительную моментную муфту 6 предается на червяк 11, вращающийся в подшипниках качения 9, 12. Регулировка Зазоров в подшипниках 9 производится за счет кольца 8. На червяке 11 установлена крыльчатка 10, создающая масляный туман для смазки вращающихся частей в верхней части редуктора. Червяк 11 зацепляется с червячным колесом 5, расположенным на валу 14, вращающемся в конических роликоподшипниках 15. Регулировка зазоров в подшипниках обеспечивается набором прокладок 13, 3. Шестерня 4 входит в зацепление с шестерней 19, расположенной на валу 18, вращающемся в конических роликоподшипниках 17. Регулировка зазоров в подшипниках обеспечивается набором прокладок 21, 16. Шестерня 20 зацепляется с колесом 2, находящемся на валу 1, передающем крутящий момент через механизм зажима на гибочный ролик.
Для гашения инерции вращающихся масс, после выключения электродвигателя, на быстроходном валу редуктора осуществляется с помощью тормозного резистора.
Механизм зажима
Механизм предназначен для зажима трубы.
Состоит из щек 1, 6 между которыми расположен упор 2 с винтом 3, перемещающему кронштейн 4 с зажимной губкой 5. Щека 1 жестко закреплена на выходной шестерне редуктора с помощью шпонок и винтов, с другой стороны жестко крепится к мотор-редуктору 7, который обеспечивает перемещение кронштейна. Ограничение перемещения кронштейна обеспечивается датчиками 8, 9.
Крутящий момент на гибочной ролик предается с помощью шпонок. В зависимости от диаметра гибочного ролика упор 2 с винтом 3 и кронштейна 4 переставляются в отверстиях щек.
Механизм поджима
Механизм поджима обеспечивает подвод и отвод противоупора (стрелы) при гибке трубы.
В сварном кронштейне 1 размещается мотор-редуктор 2 с винтом 3, шарнирно соединенный со стрелой 5, по которой перемещается желоб 6, возврат желоба в исходное положение осуществляется с помощью груза. Контроль положения осуществляется конечными выключателями 4.
Механизм выдергивания дорна
Механизм выдергивания дорна предназначен для удержания дорна во время гибки и для выдергивания его из трубы в случае защемления.
В сварном кронштейне 1 на оси 2 установлены на шпонках рычаги 3, 4. В рычаге 4 шарнирно закреплена тяга дорна 5, на которой крепится дорн 6. Выдергивание дорна производится с помощью электромагнита 7, возврат дорна в исходное положение производится пружиной, установленной в стакане 8. Устанавливается механизм выдергивания дорна на заднем конце штанги.
Стрела
Стрела служит противоупором при гибке трубы.
Сварная балка 1, установленная на сварном кронштейне 2, служит противоупором при гибке трубы, может поворачиваться вокруг цапфы 3 и в зависимости от диаметра гибочного ролика может перемещаться по кронштейну 2. В балке устанавливается призматическая колодка, перемещающаяся по балке совместно с трубой. В исходное положение колодка возвращается под действием груза 4.
Поджимается балка с помощью винта механизма поджима, шарнирно соединенного с балкой. Для удобства транспортирования балка выполнена из 2-х частей.
Каретка
Каретка предназначена для подачи трубы в зону обработки. Каретка перемещается по направляющим 15 (рис.1) привод осуществляется с помощью серводвигателя, который вращает зубчатое колесо, которое находится в зацеплении с рейкой 16 (рис.1).
Цанговый зажим
Цанговый зажим жестко крепится на каретке, предназначен для подачи трубы в зону обработки на заданное расстояние и поворота трубы на заданный угол. Привод зажима трубы 13 (рис.1) осуществляется от электромагнита, который с помощью тяги отводит прижимную гильзу и освобождает пружину цанги. Привод поворота цанги 14 (рис.1) происходит от серводвигателя, через ременную передачу.
Инструмент
Инструмент для гибки состоит из гибочного ролика, дорна и зажимной губки.
По заказу потребителя машина комплектуется набором инструмента для гибки водо- газопроводных труб от 40 до 108 мм. по ГОСТ 10704-91. Качество гиба трубы зависит от качества изготовления и подгонки гибочного инструмента, для получения высокого качества гиба, возможно потребуется на один вид трубы изготовить несколько комплектов инструмента (для минимизации погрешности допусков на трубу). Для изготовления гибочного инструмента для трубы по другим стандартам, заказчику необходимо предоставлять образцы труб.
ЭЛЕТКРООБОРУДОВАНИЕ
Краткая характеристика электрооборудования
Род тока Переменный
Рабочее напряжение 380В
Частота 50Гц
Напряжение цепи управления 24В
Мощность электродвигателя 7,5кВт
Частота вращения 1000 об/мин
Защита электрооборудования
Защита электрооборудования машины от токов короткого замыкания осуществляется однополюсными автоматическими выключателями.
Защита от перегрузки осуществляется автоматом и тепловым реле.
Нулевая защита электросхемы осуществляется магнитными пускателями.
ПОРЯДОК УСТАНОВКИ
Распаковка
Вскройте заводскую упаковку. После вскрытия упаковки осмотрите машину и проверьте комплектность согласно упаковочной документации. При распаковке необходимо следить за тем, чтобы не повредить машину инструментом.
Транспортирование
Зачаливание машины для подъема производите согласно схеме:
Расконсервация
Антикоррозийное покрытие снимайте не металлическим скребком, затем обтирочным материалом, смоченным жидкостью, растворяющей минеральные масла (бензин, уайт-спирит и другие). Очищенные места покройте тонким слоем жидкого индустриального масла.
Установка
Машина устанавливается на фундамент.
Глубина заложения фундамента Н выполняется в зависимости от грунта, но не менее 550мм. глубина Н1 не менее 350 мм.
На фундаменте машина проверяется по уровню, устанавливаемому на верхней плоскости корпуса редуктора. Отклонение не должно превышать 0,5/1000 мм в обоих плоскостях.
ПОДГОТОВКА К ПУСКУ
- Подключить машину к электросети, проверив соответствие напряжения сети и электрооборудования машины.
- Подводку электропитания станка осуществляется по пятипроводной сети (3-фазы, земля, ноль)
- Подводку проводов от электрошкафа к распределительной коробке машины выполнить в металлической трубе.
- Заземление машины и шкафа выполнить через специальные болты (винты) на корпусах в соответствии с действующими правилами.
- Подводки к сети электрошкафа выполнить проводом сечением не менее 6 мм2.
- Залить масло в редуктор 15 дм3 (см. карту смазки).
- Проверить уровень масла в мотор-редукторах (2 шт.).
- Произвести смазку направляющих, винтов, др. трущихся поверхностей.
- Установить необходимый инструмент (ролик, губка, дорн).
- Выставить датчики механизмов зажима и поджима, в случае необходимости отрегулировать их расположение.
- Смазать оборудование согласно описания точек смазки (стр…).
- Опробовать на холостом ходу работу всех механизмов машины, убедившись в нормальной работе всех механизмов машины приступить к настройке машины для работы.
ПОРЯДОК РАБОТЫ
Настройка машины
Все смазочные резервуары заправить нужным количеством и сортом смазки.
Проверить надежность крепления гибочного инструмента, датчиков и инициаторов, дорна. Губки ролика и кронштейна должны быть соосны.
Кратковременным включением главного электродвигателя проверить направление вращения привода.
Включением электродвигателей мотор-редукторов механизмов зажима и поджима проверить соответствие направлений перемещения механизмов пусковым кнопкам пульта.
Настройка инструмента
Настройка инструмента производится в ручном режиме:
- Установить соответствующий гибочный инструмент: ролик, зажимную губку, дорн.
- Выставить дорн так, чтобы начало радиуса или конуса на цилиндрической части дорна совпадало с осью гибочного ролика.
- Установить упор (механизм зажима) в положение, соответствующему радиусу гибки, т.е. в положение, когда у подвижного кронштейна будет свободный ход, для освобождения трубы, установить датчики крайних положений и датчик замедления хода (за 10-15 мм. до полного зажима трубы).
- Механизмом поджима установить таким образом, чтобы труба была прижата призматической колодкой к ручью гибочного ролика, а балка располагается параллельно оси машины, установить датчики крайних положений.
- В ручном режиме настроить усилие зажима, оно должно обеспечить надежное закрепление трубы. Усилие зажима ограничивается возрастанием силы тока на эл. двигателе (задается программно) или концевым датчиком (что раньше сработает).
После настройки инструмента необходимо убедится в том, что губки прижимают трубу всей своей площадью, перекос губок при зажиме не допустим.
Настройка механизма выдергивания дорна
Перед работой необходимо обильно смазать всю поверхность дорна.
Выставить пружину 8 и тягу 5 таким образом, чтобы в исходном положении механизма, начало округления радиуса дорна совпало с осью ролика.
Регулировка
В процессе эксплуатации машины возникает необходимость в регулирование отдельных ее узлов и устранения неисправностей в работе.
ВНИМАНИЕ! При холодной гибке труб на станках важное значение имеет смазка трубы, которая обеспечивает равномерный ее изгиб.
В случае недостаточной или плохой смазки между дорном и трубой, а также между наружной поверхностю трубы и ползуном удаление трубы из дорна и скольжение ползуна происходит рывками, что сопровождается образованием гофр. Поэтому лучше всего, смазывать внутреннюю и наружную стенки трубы. Для смазки короткие трубы целесообразно перед гибкой погрузить в ванну, где содержится смазочное масло. Если гиб удален от концов трубы, то смазка подводится непосредственно к изгибаемому месту. В качестве смазки применяют антикоррозийную мыльную эмульсию или машинное масло.
РЕЖИМЫ РАБОТЫ
Пульт управления
1 Сенсорная панель управления
2 Подача вперед
3 Подача назад
4 Работа Ручной/Полувтоматический режим
5 Зажим/Поджим
6 (Зажим/Поджим) Вперед
7 (Зажим/Поджим) Назад
8 Индикатор питания сети
9 Кнопка СТОП
10 Вкл/Выкл дорна
Ручной режим и наладка станка.
Данный режим предназначен для настройки узлов машины к работе в автоматическом режиме, а также гибки трубы в ручном режиме.
Для включения ручного режима необходимо на пульте управления переключатель установить в ручной режим.
Для перемещения механизма зажима, необходимо установить переключатель на пульте управления (вставить иконку) на механизм зажима, нажимая кнопки «вперед» или «назад», на пульте управления, перемещаем губке зажима.
При перемещении губки вперед, останов губки происходит при наборе максимально допустимого (настроенного) усилия, или при срабатывании индукционного датчика (что раньше сработает). Запрещено прижимать инструмент (ролик и губку), без установленной трубы.
При перемещении губки назад, останов губки происходит по сигналу датчика.
Для перемещения механизма поджима, необходимо установить переключатель на пульте управления (вставить иконку) на механизм поджима, нажимая кнопки «вперед» или «назад», на пульте управления, перемещаем стрелу механизма поджима.
Настройка перемещения механизма осуществляется расположением крайних конечных выключателей.
Вращение гибочного сектора осуществляется нажатием и удерживанием кнопки «Вперед» на пульте управления, вращение остановится если отпустить кнопку. В крайнем положении установлен конечный выключатель, ограничивающий перемещение.
Для возврата гибочного сектора в исходное положение, необходимо нажать и удерживать кнопку «назад» на пульте управления, дойдя до начального положения, срабатывает индукционный датчик и вращение останавливается.
При вращении гибочного ролика, на панели оператора отображается значение угла поворота.
Для включения дорна можно использовать 2 способа: нужно нажать на панели оператора кнопку «Включить дорн», срабатывает механизм выдергивания дорна, через 3 секунды (время настраивается программно), привод отключается и дорн под воздействием пружины возвращается в исходное положение, или включать привод с помощью переключателя с пульта оператора (Не оставлять включенным на долгое время). Привод включения дорна работает только в ручном режиме.
При возникновении ошибки, станок останавливается, на панели оператора появляется сообщение о ошибке, для сброса ошибки нужно на главном экране нажать кнопку «Сбросить ошибки», затем установить причину появления ошибки и устранить ее.
Автоматический режим
Автоматический режим предназначен для работы станка в автоматическом режиме.
Для включения автоматического режима необходимо на пульте управления переключатель установить в автоматический режим.
На панели оператора появляется следующая информация:
Для работы в автоматическом режиме необходимо произвести настройку станка в ручном режиме, выставить все механизма станка, произвести смазку дорна и внутренней части трубы.
Выбрать необходимую программу или внести данные для гибки.
Нажатием кнопки «Подготовка» все механизмы станка автоматически перемещаются в исходное положение, по окончанию установки индикаторы в левой части панели оператора загораются зеленым цветом-станок готов к работе в автоматическом режиме.
Установить заготовку на станок
При нажатии кнопки «Вперед» механизм зажима зажимает заготовку (рекомендуется использовать настраиваемое усилие), механизм поджима, перемещается в рабочую позицию, включается привод вращения ролика, на установленный угол, по достижению заданного угла вращение останавливается.
Нажатием кнопки «Назад» происходит возврат механизмов (зажим и поджим) в исходные положения, кратковременно срабатывает механизм выдергивания дорна, ролик возвращается в исходное положение.
Если запрограммированно несколько гибов одной трубы, на панели оператора появляется номер следующего гиба, вручную необходимо выставить трубу для следующего гиба и нажать кнопку «Вперед», станок произведет отработку по следующей программе.
Программирование
Для выбора программы или написания новой, необходимо зайти в меню Настройки нажатием кнопки «Настройка» на панели оператора, в меню выбрать «Программы»
Для внесения новых данных, в открывшемся окне устанавливаем: количество гибов, в колонке Поз. вносим требуемый угол гиба, в колонке Кор. вносим значение корректировки (для учета пруженения), в колонку «Ск.» вносим значение скорости вращения гибочного ролика (0т 1 до 8, 1-низкая скорость). Если в программе несколько гибов, аналогичным образом вносим данные для второго и последующих гибов (до 8 гибов). На первой вкладке окна «Программы» отображаются настройки для гибов от первого до шестого, на второй от седьмого до десятого.
После окончания внесения данных необходимо нажать клавишу «применить настройки», для сохранения программы нужно внести имя программы (латинскими буквами).
Для выбора ранее сохраненной программы, нужно выбрать номер ранее сохраненной программы.
Настройки
Подменю «Настройки» предназначены для внесения корректировок в систему управления станка. Для входа в подменю нужно нажать кнопку «Настройки»
В данном подменю можно менять величину скоростей главного привода, время срабатывания дорна, деактивировать работу энкодера, включать дополнительные системы контроля.
Подменю имеет несколько страниц, для перехода необходимо выбрать нужную страницу и нажать кнопку (в правом верхнем углу).
Системные настройки
Подменю «Системные настройки» предназначены для внесения корректировок, которые влияют на работу оборудования. Для входа в подменю нужно нажать кнопку «Системные настройки», для входа необходимо ввести пароль.
В данном подменю можно устанавливать значения поправочного коэффициента, скорости перемещения узлов, точки замедления, усилие момента, пр.
Подменю имеет несколько страниц, для перехода необходимо выбрать нужную страницу и нажать кнопку (в правом верхнем углу).
1. Значение текущего угла.
2. Возможность корректировки нулевой точки.
3. Коэффициент корректной работы энкодера.
1. Значение минимально допустимого угла гиба.
2. Значение максимально допустимого угла гиба.
3. Допустимая минимальная скорость гиба.
4. Установка скорости вращения ролика при замедлении.
1. Установка скорости вращения ролика в ручном режиме.
2. Установка максимального момента при работе.
3. Установка момента замедления ролика при гибе (в режиме автомат).
4. Установка скорости при возврате ролика в исходное положение (в режиме автомат).
1. Установка скорости замедления ролика.
2. Установка момента включения заземления при возврате ролика в исходное положение (в режиме автомат).
3. Установка скорости замедления механизма зажима (в режиме автомат).
4. Установка скорости быстрого перемещения механизма зажима (в режиме автомат).
1. Установка усилия зажима.
2. Установка максимально допустимого усилия зажима.
3. Установка усилия поджима.
4. Установка максимально допустимого усилия поджима.
Контроль сигналов
Окна «Входные сигналы» и «Выходные сигналы» предназначены для регулировки работы оборудования, проверки правильности срабатывания механизмов, конечных выключателей.
Для того чтобы открыть окна «Входные сигналы» и «Выходные сигналы» необходимо перейти в окно «наладки» нажатием кнопки «Настройка», нажать кнопку «Входы» или «Выходы» соответственно.
Счетчик циклов
Для счета количества гибов предусмотрен счетчик циклов
Обнулить можно нажав в окне «Настройки» на кнопку «Сброс счетчика циклов».
Сброс ошибок
При возникновении программных ошибок оборудование останавливает работу, на панели оператора появляется предупреждение о возникшей ошибке. Для сброса ошибки необходимо нажать кнопку «Сброс ошибок» на главном меню, для повторного запуска необходимо определить и устранить причину возникновения ошибки.