








Машина листогибочная трехвалковая, механическая OVTO SBM-2223
Машина предназначена для гибки обечаек из листового материала в холодном стоянии толщиной до 20 мм и шириной до 2000мм с пределом текучести 25 кгс/мм.кв..
На машине допускается гибка конических заготовок из листового материала при комплектовании её соответствующим приспособлением. Размеры получаемых конических заготовок регламентируются технической документацией на машину.
Машина имеет в своей конструкции 3 валка. Верхний валок регулируется по высоте. Два боковых валка – нерегулируемые по высоте, приводятся в движение электродвигателем при помощи редукторов.
Для удобства обслуживания машина может комплектоваться столом приемным СП-1 и столом подающим СП-2. Верхняя часть подающего стола укомплектована роликами, на которые укладывается лист для облегчения процесса его подачи в рабочую зону машины. Полученная посредством гибки обечайка перемещается на стол приемный, откуда при помощи грузоподъемного оборудования может быть перемещена на постоянное место складирования.
Также, с целью расширения технологических возможностей, машина может комплектоваться инструментом для гибки уголков, полос, квадратов, труб, швеллеров, которые поставляются заводом по особому заказу.
| Рабочая длина, мм | 2000 |
| Наибольшая толщина изгибаемого листа, мм | 20 |
| Диаметр верхнего валка, мм | 280 |
| Диаметр боковых валков, мм | 240 |
| Мощность двигателя главного привода, кВт | 11 |
| Габариты (ДxШxВ), мм | 4600x1400x1620 |
| Масса, кг | 7500 |
Стандартная комплектация:
- Машина листогибочная 3-х валковая в сборе
- Выносной пульт управления
- Паспорт и руководство по эксплуатации
- Комплект ЗиП
- Электрическая откидная опора верхнего вала
Дополнительные опции:
- инструмент для гибки сортового проката
- приспособление для гибки конусных обечаек
- приемный стол
- подающий стол
- механизм съема изделия
- механизм поддержки обечайки
Стандартная комплектация:
- Машина листогибочная 3-х валковая в сборе
- Выносной пульт управления
- Паспорт и руководство по эксплуатации
- Комплект ЗиП
- Электрическая откидная опора верхнего вала
Дополнительные опции:
- инструмент для гибки сортового проката
- приспособление для гибки конусных обечаек
- приемный стол
- подающий стол
- механизм съема изделия
- механизм поддержки обечайки
СОСТАВ МАШИНЫ
Машина листогибочная трехвалковая состоит из следующих узлов и механизмов:
- Станина;
- Привод машины;
- Механизм перемещения верхнего валка;
- Система смазки;
- Ограждение.
Станина
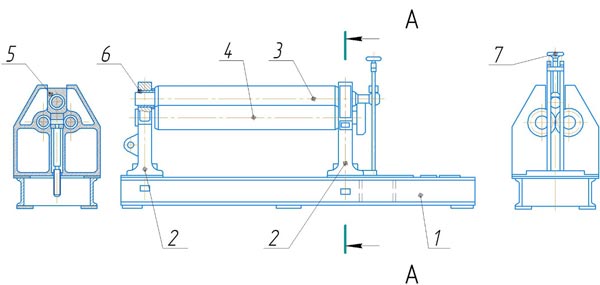
Станина сварная, состоит из основания 1 и двух стоек 2. К основанию станины с помощью болтов крепятся стойки, редуктор, электродвигатели.
Нижние боковые валки 4 и крепятся к стойкам. Левый подшипник верхнего валка запрессован в качающейся опоре 5, а правый покоится в специальной обойме 6, которая поддерживается откидной опорой и фиксируется шпонкой. С помощью планки 7 подпирают верхний валок при откинутой правой опоре.
Механизм перемещения верхнего валка
Механизм перемещения верхнего валка состоит из электродвигателя клиноременной передачи, кулачковой муфты, двух червячных редукторов с общим карданным валом и ручного механизма отключения правого червячного редуктора.
Электродвигатель крепится на плите, которая прижимается сухарями к основанию станины. В случае гибки конусных обечаек отключают правый червячный редуктор поворотом ручки механизма отключения кулачковой муфты, установленной на общем карданном валу червячных редукторов.
В маховике встроена фрикционная предохранительная муфта, с помощью винта осуществляется регулировка натяжения ремней. Смазка червячных редукторов производится маслом, залитым в корпус редуктора, а уровень контролируется щупом.
Привод машины
Электродвигатель установлен на плите 5.

От электродвигателя 1 через муфту 2, вращение передается на редуктор 3, на выходном валу которого установлена шестерня 4.
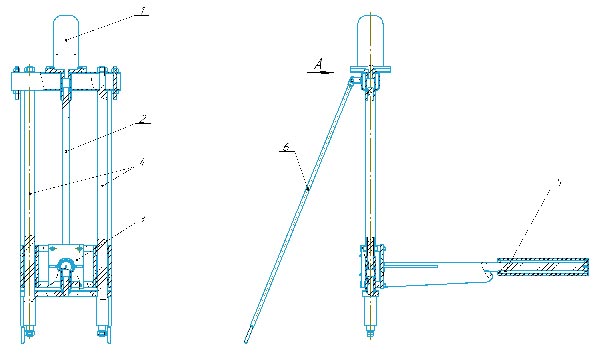
Механизм поддержки обечайки
Механизм предназначен для поддержки заготовки в процессе работы. Привод осуществляется от эл. двигателя 1, который передает вращение на ходовой винт 2, вращаясь винт перемещает каретку 3, по направляющим 4. На каретке 3 жёстко закреплен упор 5, который необходимо установить на нужной высоте, для поддержки заготовки в процессе гиба. Тяга 6 обеспечивает жесткость конструкции.
Электрооборудование
Машина оснащена двумя 3-фазными двигателями переменного тока. Один предназначен для приведения в движение нижних роликов, другой - для опускания и подъема верхнего ролика.
Машина содержит низковольтную систему управления.
Подробное описание электрооборудования представлено в руководстве по эксплуатации.
Краткое описание конструкции и работы машины
Ввиду простоты кинематических цепей главного движения и вспомогательных механизмов порядок передачи вращения к исполнительным органам ясен из кинематической схемы.
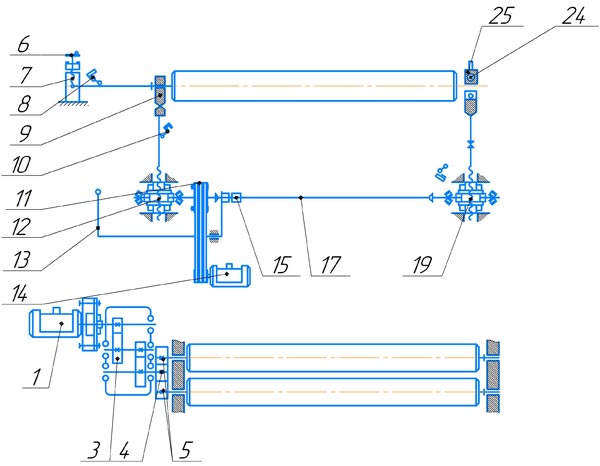
1 Электродвигатель главного привода
2 Муфта
3 Редуктор
4 Шестерня редуктора
5 Шестерня валков
6 Маховичок винтового упора верхнего валка
7 Винтовой упор левого конца верхнего валка
8 Конечный выключатель упора левого конца верхнего валка
9 Поворотная опора верхнего валка
10 Конечные выключатели крайних положений верхнего валка
11 Клиноременная передача
12 Червячно-винтовая передача верхнего валка
13 Рукоятка включения кулачковой муфты
14 Электродвигатель механизма перемещения верхнего валка
15 Кулачковая муфта выключения правого червяка
17 Промежуточный вал
19 Червячно-винтовая передача перемещения верхнего валка
25 Опора откидная
Основными рабочими органами являются три валка. Валки установлены в двух стойках, закрепленных на общем основании. Два нижних валка являются приводными, верхний валок перемещается по высоте, создавая условия гибки.
Правый конец верхнего валка покоится в откидной опоре, левы конец может подпираться упором. Откидывание правой опоры необходимо для снятия с валка согнутой обечайки. Подъем и опускание верхнего валка производятся с помощью червячно-винтовых передач, а контролируются по указателю положения верхнего валка.
Управление машиной кнопочное с пульта, расположенного на правой стойке машины.
Механизм перемещения верхнего валка имеет блокировку с помощью путевых переключателей, которые ограничивают ход валка вверх и вниз. Для предохранения от перегрузок главного привода, привода откидывания опоры и привода механизма подъема верхнего валка в механизмы вмонтированы фрикционные предохранительные муфты.
ОРГАНЫ УПРАВЛЕНИЯ
Управление трехвалковой листогибочной машиной осуществляется с помощью пульта управления и педали.
Общий вид панели пульта управления и педали приведен на рисунке:

1 - Поддержка обечайки вверх
2 - Индикация сети
3 - Верхний валок вверх
4 - Поддержка обечайки вниз
5 - Общий стоп
6 - Верхний валок вниз
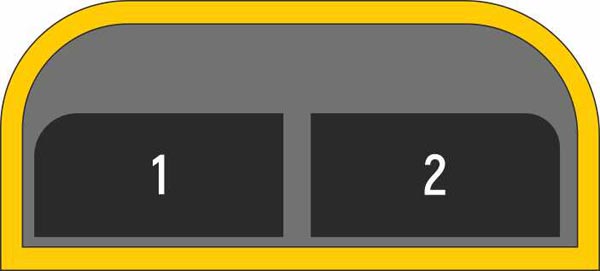
1 - Вращение верхнего вала против часовой стрелки
2 - Вращение верхнего вала по часовой стрелке
СИСТЕМА СМАЗКИ
Принципиальная схема смазочной системы машины показана на рисунке.
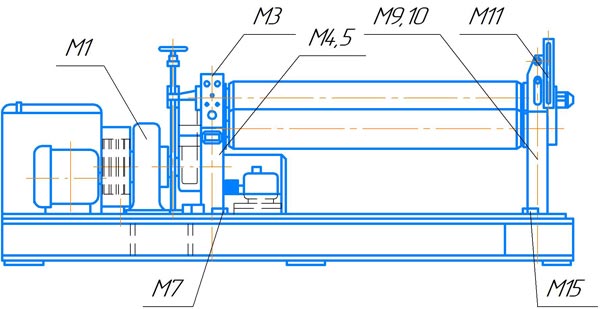
Редуктор главного привода и червячный редуктор: М1
Подшипники скольжения верхнего валка: М3, М11
Подшипники скольжения боковых валков: М4, М5, М9, М10
Подшипники скольжения винтов подъема верхнего валка: М7, М15
Для смазки редукторов применяется масло И-40. Смазка осуществляется разбрызгиванием. Смазка подшипников скольжения, винтов подъема, вала рычагов производится от пресс-масленок при помощи шприца – ЦИАТИМ-203.
Замену масла в редукторах подъема верхнего валка производить через 300ч. Замену масла в редукторе главного привода и червячном редукторе производить через 6 месяцев. Смазку подшипников через 3 часа работы.
ПОРЯДОК УСТАНОВКИ
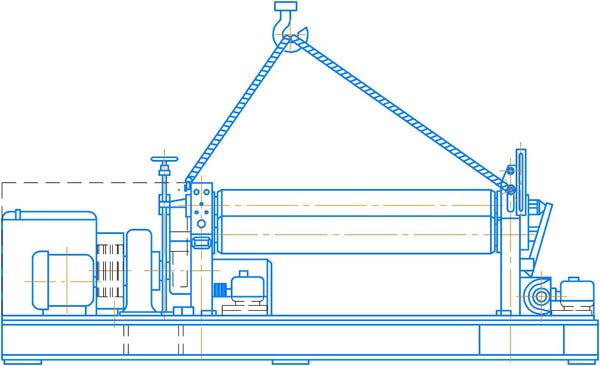
Транспортирование
Транспортировку машины следует производить согласно схеме. Погрузку и разгрузку производить за такелажные бобышки, расположенные на стойках станка.
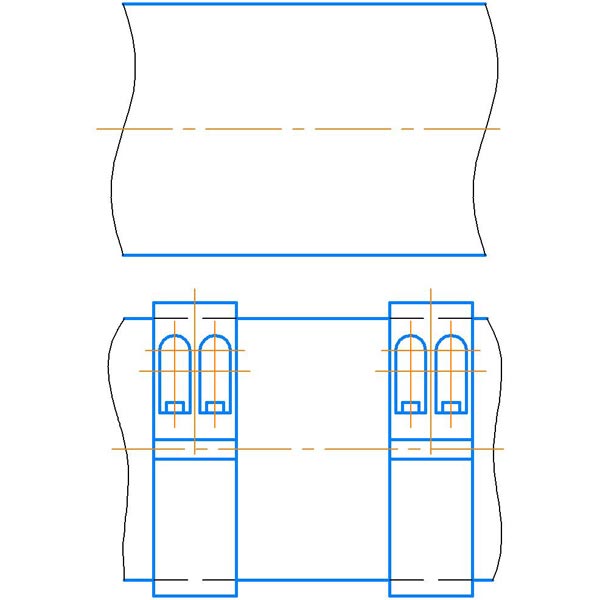
Монтаж
Точность работы машины зависит от правильности ее установки. Машину установить на фундамент и выверить в двух плоскостях при помощи уровней, установленных на поверхности в левой и правой его частях. Отклонение не должно превышать 1м на длине 1000 мм. Глубина заложения фундамента принимается в зависимости от грунта.
ПОДГОТОВКА К РАБОТЕ
Перед пуском необходимо выполнить указания, относящиеся к пуску в разделе «Электрооборудование».
Эксплуатация и обслуживание электрооборудование машины должны производиться в соответствии с действующими «Правилами эксплуатации электроустановок потребителей»
Обслуживание электрооборудование должно производиться электротехническим персоналом, закрепленным за данной машиной.
Корпуса электрошкафа и машины должны быть надежно заземлены. Работа на незаземленной машине КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ.
Проверить надежность заземления всего электрооборудования и качество монтажа. Включить вводной выключатель, установленный на борту электрошкафа.
При помощи кнопок, установленных на пульте управления, проверить правильность срабатывания магнитных пускателей, блокировок и поверить правильность вращения электродвигателей.
Для предварительного детального ознакомления с машиной рекомендуется обкатать ее на холостом ходу и усвоить назначение и действие органов управления.
ПОРЯДОК РАБОТЫ
Оборудование должно эксплуатироваться в режиме односменной работы (не более 8 рабочих часов в сутки). Несоблюдение данного правила эксплуатации является причиной преждевременного износа и выхода оборудования из строя.
А. Гибка цилиндрических обечаек
- До начала работы проверяется следующее:
- - Нажимной винт левого конца верхнего валка должен быть максимально вывернут, чтобы, во время работы исключалось касание винтом хвостовика верхнего валка.
- - Рукоятка, фиксирующая шпонку откидной опоры, должна быть повернута вниз.
- - Необходима строгая параллельность верхнего валка относительно нижних валков. Необходимая регулировка производится при помощи механизма подъема и опускания валка и устройства для отключения правого червячного редуктора. По окончании выверки редуктор остается включенным в работу.
- Листы, подлежащие гибке, вставляются в вальцы с предварительно подогнутыми кромками, верхний валок опускается в соответствии с диаметром изгибаемой обечайки, опускание верхнего валка производится как до начала гибки, так и в процессе ее.
- По окончании гибки обечайки привод машины выключается, верхний валок несколько поднимается, нажимной винт опускается до упора в хвостовик верхнего валка. Затем, изменив положение поворотной шпонки, включают привод откидывании опоры верхнего валка, и производится съем согнутой обечайки при помощи грузоподъемных механизмов.
Б. Гибка конических обечаек
- Гибка конических обечаек производится с наклонным верхним валком. Уклон валка должен быть обязательно в сторону откидной опоры и осуществляется следующим образом. Механизмом перемещения поднимают верхний валок на нужную высоту, затем отключают правый редуктор и, продолжая работать механизмом перемещения, поднимают левый конец верхнего валка в необходимое наклонное положение.
- Заготовленная из листа развертка с предварительно подогнутыми кромками вводится между валками и производится гибка обечайки с необходимой подрегулировкой положения верхнего валка в процессе гибки, предварительно настроив упор таким образом, чтобы он своим верхним концом зашел в проточку верхнего валка.
- Съем согнутой обечайки производится также как цилиндрической.
В. Гибка двутавров и швеллеров (прихваченных попарно в виде швеллера)
- Гибка двутавров и крупных швеллеров по оси У-У производится между валками машины. Швеллера гнутся в обечайки полками наружу или внутрь.
- Для гибки двутавров и швеллеров на середине нижних валков закрепляются специальные кольца из комплекта сменных деталей вальцов. Расстояние между кольцами должно соответствовать номеру сгибаемого двутавра или швеллера.
- Сгибаемый двутавр или швеллер (полками вверх или вниз) укладывается предварительно обогнутым концом на нижние валки между кольцами. Сам процесс гибки и съем производится аналогично описанного в разделе А.
Г. Гибка уголков (прихваченных попарно в виде швеллера)
- Гибка производится между специальными роликами из комплекта сменных деталей машины. Гибка обечаек выполняется полками наружу или внутрь при одной и той же установке роликов.
- Ролики закрепляются при помощи болтов валка.
- Швеллеры и уголки, прихваченные попарно в виде швеллера укладываются предварительно подогнутыми концами на профильные ролики с гайками, закрепленные на валках. Расстояние между выступами ролика и гайки должно соответствовать номеру изгибаемого швеллера или сумме номеров двух уголков.
- Опускание верхнего валка с закрепленным на его конус гладким роликом производится в соответствии с диаметром гибки как до начала гибки, так и в процессе ее.
- По окончании гибки верхний валок несколько приподнимается, согнутый швеллер или уголки удерживаются захватным приспособлением грузоподъемного механизма или поддерживается рабочим (в зависимости от веса) и производится снятие готовой детали.
Д. Гибка полосовой стали
- Гибка полосовой стали производится на ребро между специальными роликами из комплекта сменных деталей машины.
- Крепление нижних прижимных роликов с гайками и верхнего гладкого ролика, так же как и в процессе гибки и снятия готовой детали аналогично описанному процессу в разделе Г. Расстояние между профильным роликом и гайкой устанавливается в зависимости от толщины полосовой стали.
Е. Гибка труб
Гибка труб производится между фасонными роликами, закрепленными на концах валков. Каждый ролик имеет по 2 желобка и рассчитан на 2 типоразмера труб.
СОСТАВ МАШИНЫ
Машина листогибочная трехвалковая состоит из следующих узлов и механизмов:
- Станина;
- Привод машины;
- Механизм перемещения верхнего валка;
- Система смазки;
- Ограждение.
Станина
Станина сварная, состоит из основания 1 и двух стоек 2. К основанию станины с помощью болтов крепятся стойки, редуктор, электродвигатели.
Нижние боковые валки 4 и крепятся к стойкам. Левый подшипник верхнего валка запрессован в качающейся опоре 5, а правый покоится в специальной обойме 6, которая поддерживается откидной опорой и фиксируется шпонкой. С помощью планки 7 подпирают верхний валок при откинутой правой опоре.
Механизм перемещения верхнего валка
Механизм перемещения верхнего валка состоит из электродвигателя клиноременной передачи, кулачковой муфты, двух червячных редукторов с общим карданным валом и ручного механизма отключения правого червячного редуктора.
Электродвигатель крепится на плите, которая прижимается сухарями к основанию станины. В случае гибки конусных обечаек отключают правый червячный редуктор поворотом ручки механизма отключения кулачковой муфты, установленной на общем карданном валу червячных редукторов.
В маховике встроена фрикционная предохранительная муфта, с помощью винта осуществляется регулировка натяжения ремней. Смазка червячных редукторов производится маслом, залитым в корпус редуктора, а уровень контролируется щупом.
Привод машины
Электродвигатель установлен на плите 5.
От электродвигателя 1 через муфту 2, вращение передается на редуктор 3, на выходном валу которого установлена шестерня 4.
Механизм поддержки обечайки
Механизм предназначен для поддержки заготовки в процессе работы. Привод осуществляется от эл. двигателя 1, который передает вращение на ходовой винт 2, вращаясь винт перемещает каретку 3, по направляющим 4. На каретке 3 жёстко закреплен упор 5, который необходимо установить на нужной высоте, для поддержки заготовки в процессе гиба. Тяга 6 обеспечивает жесткость конструкции.
Электрооборудование
Машина оснащена двумя 3-фазными двигателями переменного тока. Один предназначен для приведения в движение нижних роликов, другой - для опускания и подъема верхнего ролика.
Машина содержит низковольтную систему управления.
Подробное описание электрооборудования представлено в руководстве по эксплуатации.
Краткое описание конструкции и работы машины
Ввиду простоты кинематических цепей главного движения и вспомогательных механизмов порядок передачи вращения к исполнительным органам ясен из кинематической схемы.
1 Электродвигатель главного привода
2 Муфта
3 Редуктор
4 Шестерня редуктора
5 Шестерня валков
6 Маховичок винтового упора верхнего валка
7 Винтовой упор левого конца верхнего валка
8 Конечный выключатель упора левого конца верхнего валка
9 Поворотная опора верхнего валка
10 Конечные выключатели крайних положений верхнего валка
11 Клиноременная передача
12 Червячно-винтовая передача верхнего валка
13 Рукоятка включения кулачковой муфты
14 Электродвигатель механизма перемещения верхнего валка
15 Кулачковая муфта выключения правого червяка
17 Промежуточный вал
19 Червячно-винтовая передача перемещения верхнего валка
25 Опора откидная
Основными рабочими органами являются три валка. Валки установлены в двух стойках, закрепленных на общем основании. Два нижних валка являются приводными, верхний валок перемещается по высоте, создавая условия гибки.
Правый конец верхнего валка покоится в откидной опоре, левы конец может подпираться упором. Откидывание правой опоры необходимо для снятия с валка согнутой обечайки. Подъем и опускание верхнего валка производятся с помощью червячно-винтовых передач, а контролируются по указателю положения верхнего валка.
Управление машиной кнопочное с пульта, расположенного на правой стойке машины.
Механизм перемещения верхнего валка имеет блокировку с помощью путевых переключателей, которые ограничивают ход валка вверх и вниз. Для предохранения от перегрузок главного привода, привода откидывания опоры и привода механизма подъема верхнего валка в механизмы вмонтированы фрикционные предохранительные муфты.
ОРГАНЫ УПРАВЛЕНИЯ
Управление трехвалковой листогибочной машиной осуществляется с помощью пульта управления и педали.
Общий вид панели пульта управления и педали приведен на рисунке:
1 - Поддержка обечайки вверх
2 - Индикация сети
3 - Верхний валок вверх
4 - Поддержка обечайки вниз
5 - Общий стоп
6 - Верхний валок вниз
1 - Вращение верхнего вала против часовой стрелки
2 - Вращение верхнего вала по часовой стрелке
СИСТЕМА СМАЗКИ
Принципиальная схема смазочной системы машины показана на рисунке.
Редуктор главного привода и червячный редуктор: М1
Подшипники скольжения верхнего валка: М3, М11
Подшипники скольжения боковых валков: М4, М5, М9, М10
Подшипники скольжения винтов подъема верхнего валка: М7, М15
Для смазки редукторов применяется масло И-40. Смазка осуществляется разбрызгиванием. Смазка подшипников скольжения, винтов подъема, вала рычагов производится от пресс-масленок при помощи шприца – ЦИАТИМ-203.
Замену масла в редукторах подъема верхнего валка производить через 300ч. Замену масла в редукторе главного привода и червячном редукторе производить через 6 месяцев. Смазку подшипников через 3 часа работы.
ПОРЯДОК УСТАНОВКИ
Транспортирование
Транспортировку машины следует производить согласно схеме. Погрузку и разгрузку производить за такелажные бобышки, расположенные на стойках станка.
Монтаж
Точность работы машины зависит от правильности ее установки. Машину установить на фундамент и выверить в двух плоскостях при помощи уровней, установленных на поверхности в левой и правой его частях. Отклонение не должно превышать 1м на длине 1000 мм. Глубина заложения фундамента принимается в зависимости от грунта.
ПОДГОТОВКА К РАБОТЕ
Перед пуском необходимо выполнить указания, относящиеся к пуску в разделе «Электрооборудование».
Эксплуатация и обслуживание электрооборудование машины должны производиться в соответствии с действующими «Правилами эксплуатации электроустановок потребителей»
Обслуживание электрооборудование должно производиться электротехническим персоналом, закрепленным за данной машиной.
Корпуса электрошкафа и машины должны быть надежно заземлены. Работа на незаземленной машине КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ.
Проверить надежность заземления всего электрооборудования и качество монтажа. Включить вводной выключатель, установленный на борту электрошкафа.
При помощи кнопок, установленных на пульте управления, проверить правильность срабатывания магнитных пускателей, блокировок и поверить правильность вращения электродвигателей.
Для предварительного детального ознакомления с машиной рекомендуется обкатать ее на холостом ходу и усвоить назначение и действие органов управления.
ПОРЯДОК РАБОТЫ
Оборудование должно эксплуатироваться в режиме односменной работы (не более 8 рабочих часов в сутки). Несоблюдение данного правила эксплуатации является причиной преждевременного износа и выхода оборудования из строя.
А. Гибка цилиндрических обечаек
- До начала работы проверяется следующее:
- - Нажимной винт левого конца верхнего валка должен быть максимально вывернут, чтобы, во время работы исключалось касание винтом хвостовика верхнего валка.
- - Рукоятка, фиксирующая шпонку откидной опоры, должна быть повернута вниз.
- - Необходима строгая параллельность верхнего валка относительно нижних валков. Необходимая регулировка производится при помощи механизма подъема и опускания валка и устройства для отключения правого червячного редуктора. По окончании выверки редуктор остается включенным в работу.
- Листы, подлежащие гибке, вставляются в вальцы с предварительно подогнутыми кромками, верхний валок опускается в соответствии с диаметром изгибаемой обечайки, опускание верхнего валка производится как до начала гибки, так и в процессе ее.
- По окончании гибки обечайки привод машины выключается, верхний валок несколько поднимается, нажимной винт опускается до упора в хвостовик верхнего валка. Затем, изменив положение поворотной шпонки, включают привод откидывании опоры верхнего валка, и производится съем согнутой обечайки при помощи грузоподъемных механизмов.
Б. Гибка конических обечаек
- Гибка конических обечаек производится с наклонным верхним валком. Уклон валка должен быть обязательно в сторону откидной опоры и осуществляется следующим образом. Механизмом перемещения поднимают верхний валок на нужную высоту, затем отключают правый редуктор и, продолжая работать механизмом перемещения, поднимают левый конец верхнего валка в необходимое наклонное положение.
- Заготовленная из листа развертка с предварительно подогнутыми кромками вводится между валками и производится гибка обечайки с необходимой подрегулировкой положения верхнего валка в процессе гибки, предварительно настроив упор таким образом, чтобы он своим верхним концом зашел в проточку верхнего валка.
- Съем согнутой обечайки производится также как цилиндрической.
В. Гибка двутавров и швеллеров (прихваченных попарно в виде швеллера)
- Гибка двутавров и крупных швеллеров по оси У-У производится между валками машины. Швеллера гнутся в обечайки полками наружу или внутрь.
- Для гибки двутавров и швеллеров на середине нижних валков закрепляются специальные кольца из комплекта сменных деталей вальцов. Расстояние между кольцами должно соответствовать номеру сгибаемого двутавра или швеллера.
- Сгибаемый двутавр или швеллер (полками вверх или вниз) укладывается предварительно обогнутым концом на нижние валки между кольцами. Сам процесс гибки и съем производится аналогично описанного в разделе А.
Г. Гибка уголков (прихваченных попарно в виде швеллера)
- Гибка производится между специальными роликами из комплекта сменных деталей машины. Гибка обечаек выполняется полками наружу или внутрь при одной и той же установке роликов.
- Ролики закрепляются при помощи болтов валка.
- Швеллеры и уголки, прихваченные попарно в виде швеллера укладываются предварительно подогнутыми концами на профильные ролики с гайками, закрепленные на валках. Расстояние между выступами ролика и гайки должно соответствовать номеру изгибаемого швеллера или сумме номеров двух уголков.
- Опускание верхнего валка с закрепленным на его конус гладким роликом производится в соответствии с диаметром гибки как до начала гибки, так и в процессе ее.
- По окончании гибки верхний валок несколько приподнимается, согнутый швеллер или уголки удерживаются захватным приспособлением грузоподъемного механизма или поддерживается рабочим (в зависимости от веса) и производится снятие готовой детали.
Д. Гибка полосовой стали
- Гибка полосовой стали производится на ребро между специальными роликами из комплекта сменных деталей машины.
- Крепление нижних прижимных роликов с гайками и верхнего гладкого ролика, так же как и в процессе гибки и снятия готовой детали аналогично описанному процессу в разделе Г. Расстояние между профильным роликом и гайкой устанавливается в зависимости от толщины полосовой стали.
Е. Гибка труб
Гибка труб производится между фасонными роликами, закрепленными на концах валков. Каждый ролик имеет по 2 желобка и рассчитан на 2 типоразмера труб.