







Пресс гидравлический OVTO PF-100
Пресс гидравлический рамного типа усилием 1000кН (100 тс.) предназначен для компрессионного (прямого) и трансферного (литьевого) прессования изделий из термореактивных пластмасс.
Пресс может быть использован на предприятиях, занимающихся изготовлением изделий из пластмасс и резины в различных отраслях промышленности:
- электротехнической
- радиотехнической
- электронной
- химической
- приборостроения
- машиностроении.
Конструкция пресса обеспечивает:
- поддержание усилия прессования при выдержке под давлением
- бесступенчатую регулировку скорости ходов ползуна и выталкивателя
| Номинальное усилие пресса, кН | 1000 |
| Усилие размыкания пресса (при ходе снизу - вверх), кН | 510 |
| Ход ползуна, мм | 400 / 450 / 500 |
| Наибольшее расстояние между столом и ползуном, мм | 800 / 750 / 700 |
| Размеры верхней рабочей поверхности стола, мм | 630x560 |
| Номинальное усилие выталкивателя, кН | 120 |
| Ход выталкивателя, мм | 140 |
| Режим ходов ползуна и выталкивателя | регулируемый |
| Режимы работы | Наладочный, полуавтомат |
| Система управления | на базе ПЛК с сенсорной панелью |
| Скорость холостого хода ползуна, мм/с | 150 |
| Скорость рабочего хода ползуна, мм/с | 3,8...10 |
| Скорость обратного хода ползуна, мм/с | 150 |
| Скорость рабочего хода выталкивателя, мм/с | 2,5...55 |
| Скорость возвратного хода выталкивателя, мм/с | 130 |
| Время выдержки под давлением, регулируемое в диапазоне, с | 1 - 179 999 |
| Номинальное рабочее давление, МПа | 32 |
| Мощность двигателя главного привода, кВт | 7,5 |
| Габариты (ДxШxВ), мм | 1110x2230x2820 |
| Масса пресса в сборе, кг | 2045 |
| Перпендикулярность хода ползуна к поверхности стола, мм/100 мм | Не более 0,03 |
| Перпендикулярность хода выталкивателя к поверхности стола, мм/100 мм | Не более 0,1 |
| Параллельность нижний поверхности ползуна к поверхности стола, мм/1000 мм | Не более 0,3 |
| Плоскостность поверхности стола, мм/1000 мм | Не более 0,06 |
| Плоскостность нижней поверхности ползуна, мм/1000 мм | Не более 0,06 |
| Тип питания подключаемых нагревательных плит | электрический |
| Расположение главного гидравлического цилиндра | верхнее |
| Расположение выталкивателя | нижнее |
| Тип действия главного гидравлического цилиндра | поршневой |
| Наличие аварийных выключателей | Да |
| Наличие механизмов блокировки | Да |
| Наличие освещения рабочей зоны | Да |
Стандартная комплектация:
- Пресс гидравлический рамный - 1
- Гидроагрегат - 1
- Электрошкаф управления - 1
ЗИП:
- Шприц рычажно-плунжерный - 1
- Комплект РТИ - 1
Документация:
- Руководство по эксплуатации - 1
- Паспорт - 1
- Комплект документации на приобретенные комплектующие - 1
СОСТАВ ПРЕССА PF-100
Основной несущей конструкцией пресса является станина, в верхнюю поперечину которой встроен главный цилиндр. В нишах станины расположены трубопроводы, механизм конечных выключателей ползуна. Выталкиватель, с механизмом конечных выключателей, закреплен в нижней поперечине станины.
Электроаппаратура пресса размещена в отдельном шкафу.
Гидроагрегат закреплен на фундаменте слева от станины пресса.
Станина
Станина 1 пресса рамного типа, сварная. На стойках станины расположены клиновые направляющие (поз.2), закрепленные винтами (поз. 3). С помощью регулировочных винтов (поз. 4 и 5) устанавливается зазор «b» - как на рисунке между рабочими поверхностями направляющих станины и ползуна.
Ползун
Ползун (поз.6) пресса (массивная чугунная плита) имеет проушины, которые через прорези в боковых листах выходят в ниши станины, с правой стороны к проушине жестко прикреплен флажок, который подает сигналы о нахождении ползуна. Соединение ползуна с плунжером главного цилиндра показано на рис. 4.
Направляющие ползуна снабжены текстолитовыми накладками поз.8. Для смазки направляющих установлены пресс масленки поз.9.
Гидроцилиндры пресса
Гидроцилиндры выполнены в соответствии с требованиями отраслевого стандарта.
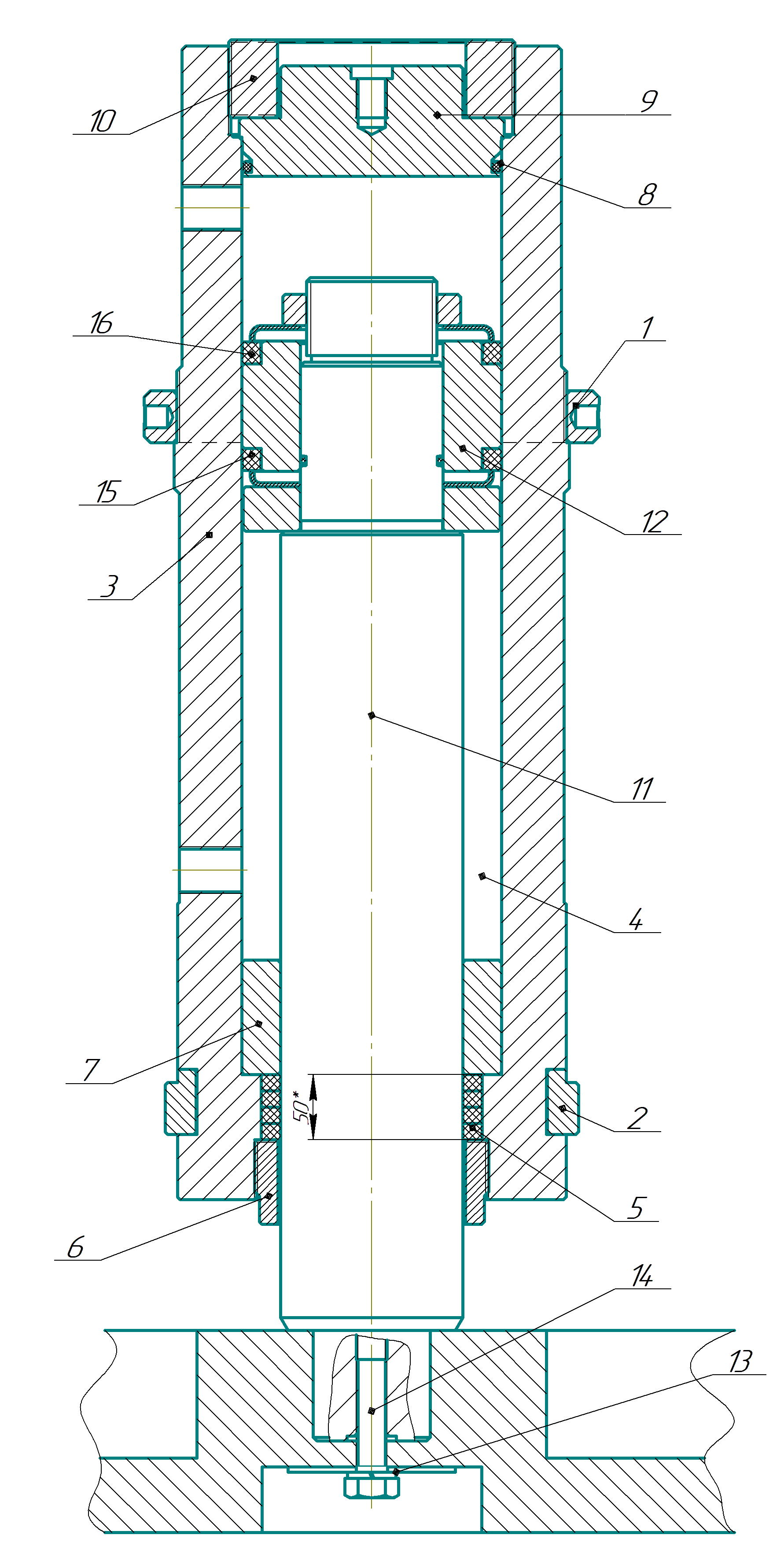
На прессе установлен главный цилиндр поршневого типа. С помощью гайки поз.1 и полуколец поз.2 корпус цилиндра поз. 3 закреплен в верхней поперечине станины. Уплотнение щтоковой полости поз. 4 осуществляется манжетами поз. 5, гайка поз. 6 прижимает манжеты. Втулка поз. 7 служит для обеспечения необходимого направления штоку.
Уплотнения поз. 8 служат для предотвращения утечек рабочей жидкости, через неподвижный фланец поз. 9, который прижат гайкой 10. Шток поз. 11 соединяется с ползуном при помощи шайбы поз. 13 и болта поз. 14. Уплотнительные манжеты поз. 5 имеют защитные капроновые кольца. Поршень поз. 12 осуществляет перемещение ползуна с помощью манжет поз. 15 и 16. Подача и слив масла осуществляется через отверстия в цилиндре поз 3.
Цилиндр выталкивателя представляет собой цилиндр поршневого типа.
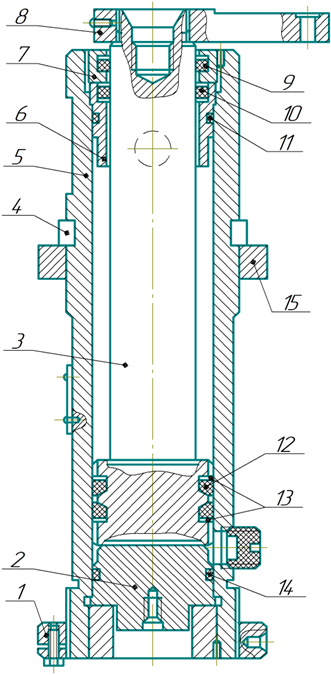
Корпус цилиндра поз.5 крепится в нижней поперечине станины при помощи полуколец поз. 4 и гайки поз. 1. Днищем цилиндра служит крышка поз. 2. В верхней части корпуса цилиндра установлена направляющая втулка поз. 6. Уплотнение по наружному диаметру втулки поз. 6 достигается резиновым кольцом поз. 11, а по внутреннему диаметру манжетой поз. 10. Уплотнение поршня поз. 3 обеспечивается манжетами поз.12. Манжеты предохраняются от преждевременного износа защитными кольцами поз. 13. Поводок поз. 8 служит для закрепления подвижной штанги механизма конечных выключателей выталкивателя. Для очистки поршня поз. 3 от пыли и инородных частиц в гайке поз.7 установлена манжета поз.9. Для демонтажа выталкивателя необходимо отвернуть гайку поз. 1 и выдвинуть вместе с кольцом поз. 15 цилиндр в окно станины.
Поддерживающий клапан (Доп.опция)
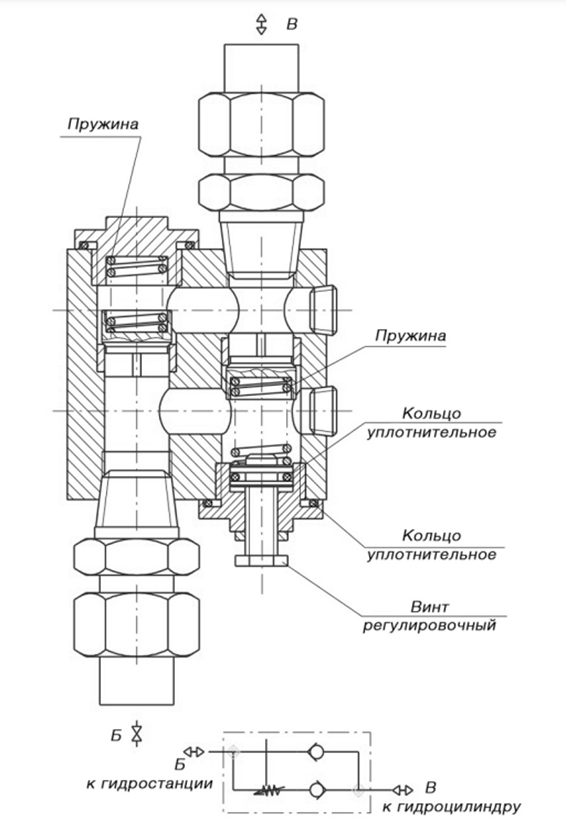
Поддерживающий клапан Г4617-53Б-001 служит для удержания ползуна в верхнем положении. Устанавливается в трубопроводе пресса между штоковой полостью цилиндра и гидростанцией типа Г4617, У2706.082, ГС110, ГС130.У и др. Клапан настраивается с помощью винта регулировочного на определенное давление, достаточное для удержания ползуна «на весу»
Принцип работы клапана:
При движении ползуна вниз, масло из нижней (штоковой) полости главного цилиндра поступает в отвод «В» клапана и преодолевая сопротивление пружины проходит в отвод «Б» клапана; далее соединяется с потоком масла от насоса.
Величина натяжения пружины устанавливается такой, чтобы удержать подвесные части «на весу». Давление срабатывания клапана устанавливается регулировочным винтом. При движении ползуна вверх, масло свободно проходит из отвода «Б» через клапан в отвод «В».
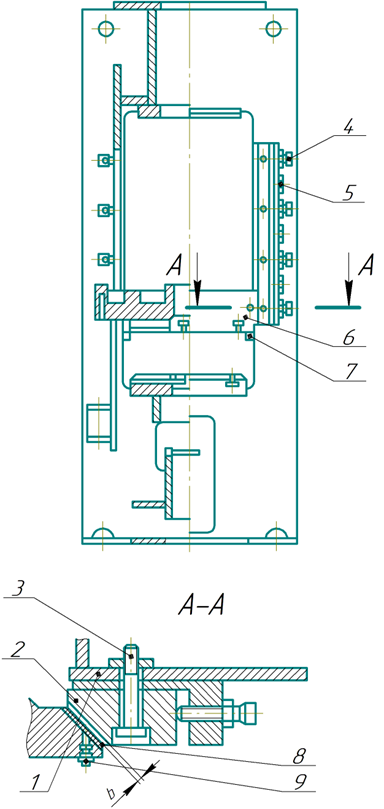
Механизм конечных выключателей ползуна
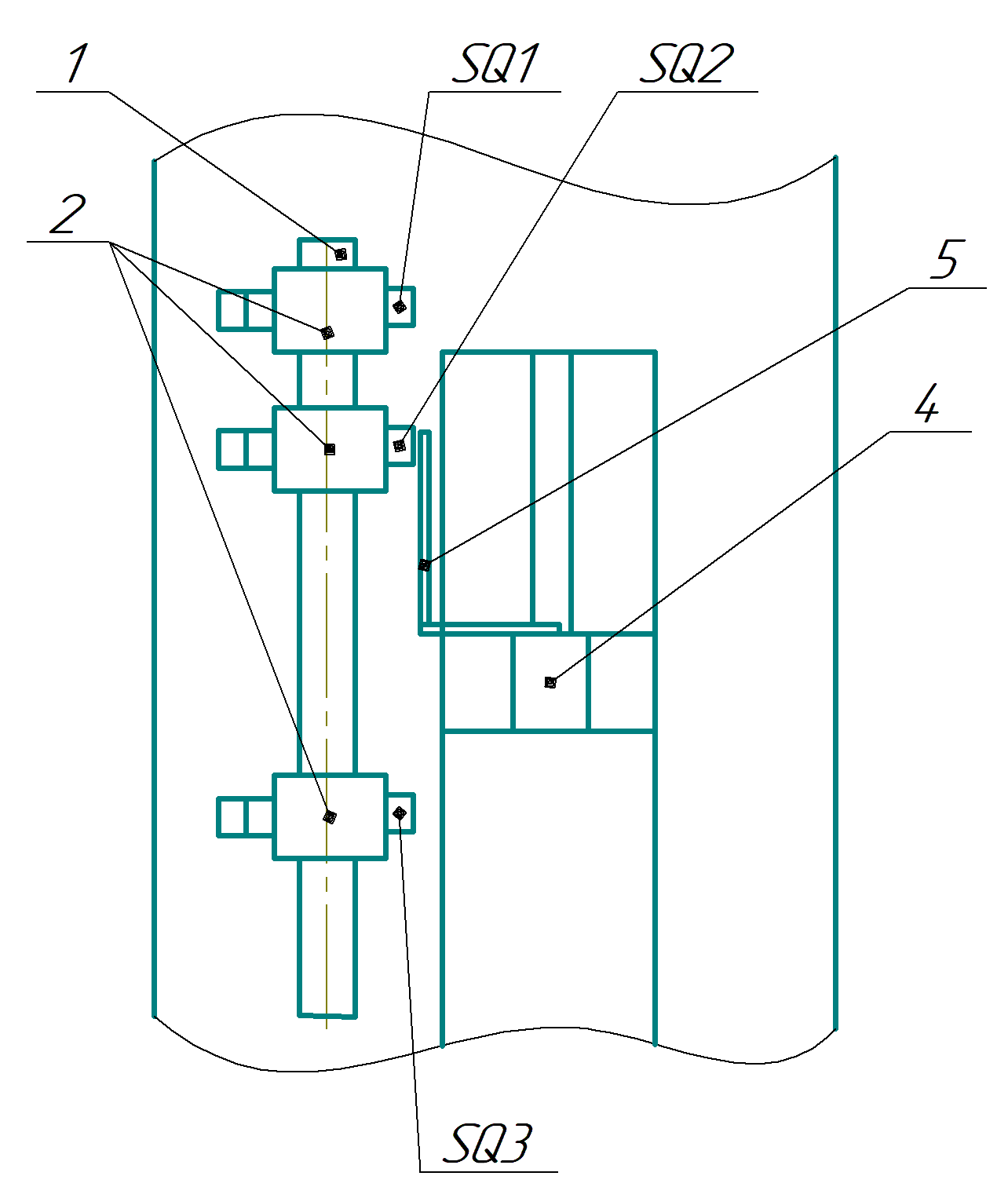
На стойке 1, закрепленной на корпусе пресса фиксируются подвижные кронштейны 2, в кронштейнах фиксируются датчики SQ1, SQ2, SQ3. На ухе ползуна 4 жестко крепится флажок 5, который перемещается вместе с ползуном. При перемещении ползуна, флажок 5 так же перемещается.
При попадании флажка 5 в зону действия датчика подается соответствующая команда:
• датчик SQ1 на останов ползуна в верхнем положении
• датчик SQ2 на рабочий ход
• датчик SQ3 на подпрессовки
Механизм конечных выключателей выталкивателя
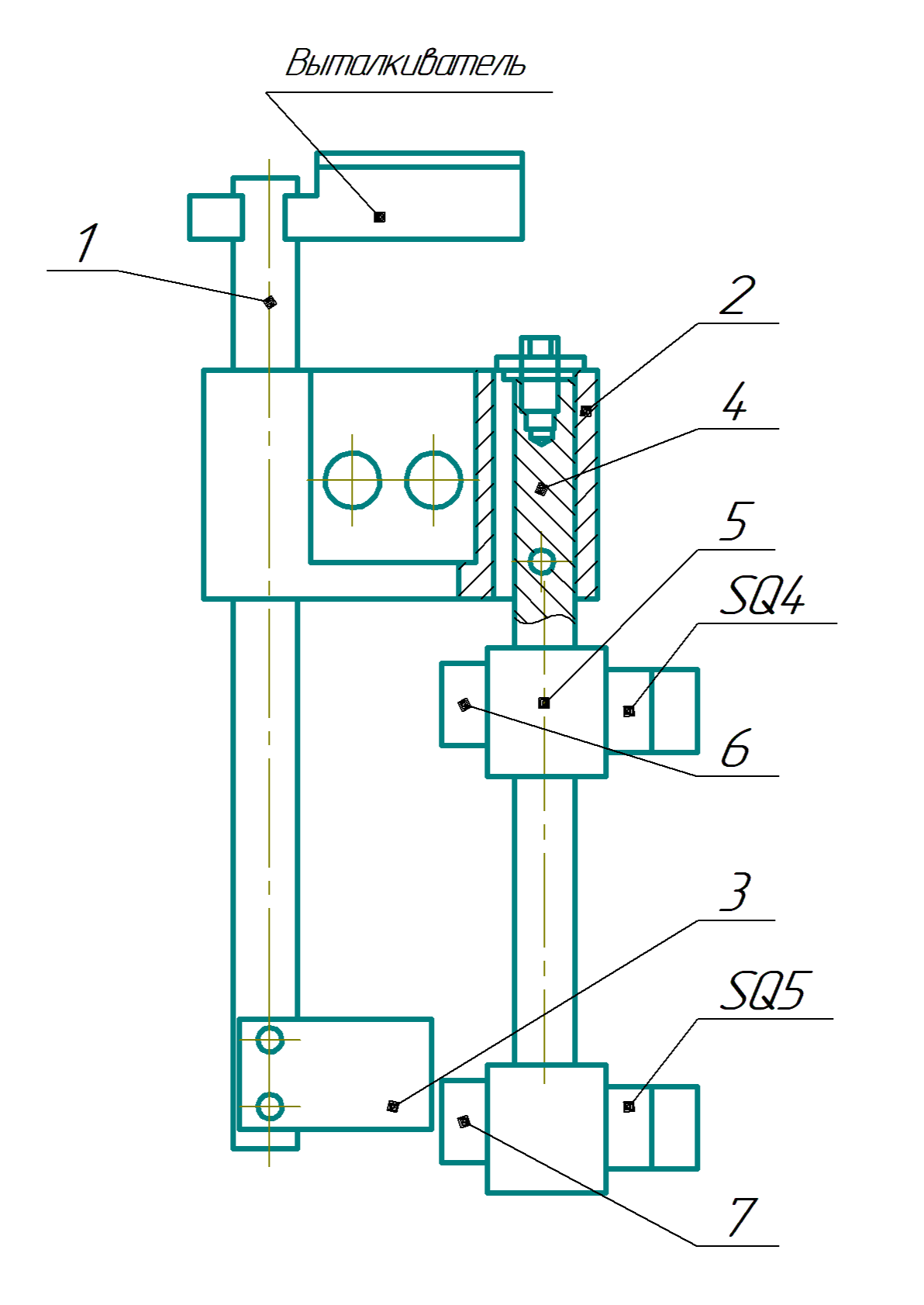
Подвижная штанга 1 механизма жестко связана с поводком 11 выталкивателя и проходит через основание 2. На конце штанги закреплен флажок 3. Штанга 4 крепится неподвижно в основании 2. На ней, расположены на кронштейнах 5 датчики 6 и 7, предназначенные для ограничения движения выталкивателя вверх и вниз соответственно. Положение датчиков регулируется гайками и контргайками, находящимися на корпусе датчиков. Кронштейны 5 могут перемещаться по штанге 4 и фиксируют свое положение с помощью винтов.
ГИДРОСИСТЕМА ПРЕССА PF-100
Гидрооборудование
Гидрооборудование пресса скомпоновано в отдельный гидроагрегат. Подвод рабочей жидкости к цилиндрам пресса осуществляется трубами и РВД.
Гидросхема, описание работы, указание по эксплуатации гидроагрегата, перечень возможных нарушений в его работе – см. руководство по эксплуатации гидроагрегата ГС130.У.
Система смазки
Перед пуском пресса необходимо произвести смазку рабочих поверхностей в точках, указанных на схеме смазки пресса:
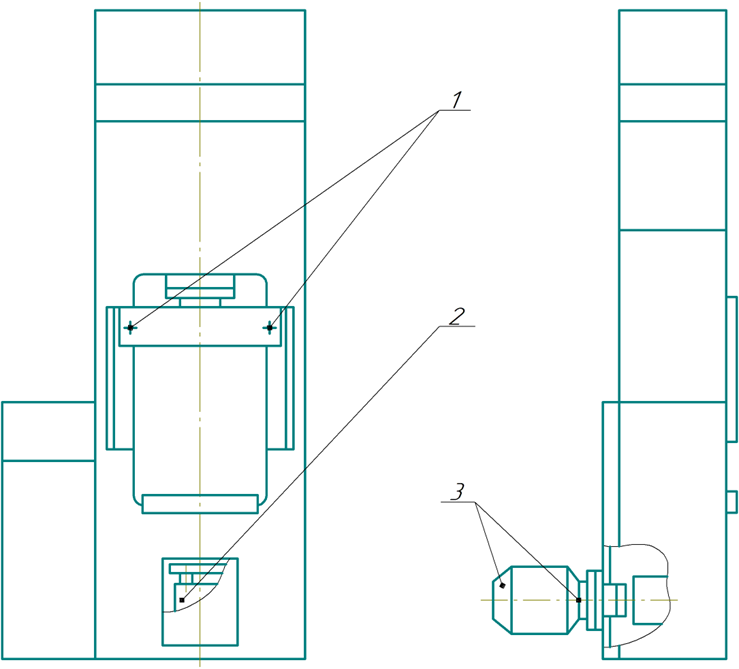
Точка «1» - рабочие поверхности направляющих ползуна и станины – смазывать не реже одного раза в смену.
Точка «2» - подвижная штанга механизма конечных выключателей выталкивателя – смазывать не реже одного раза в смену.
Для смазки применять пресс-солидол марки «С» по ГОСТ 4366.
Новый пресс рекомендуется обильно смазывать в течении первых 10-15 дней работы.
Рабочие поверхности главного цилиндра, цилиндров возврата и выталкивателя постоянно смазываются маслом, являющимся рабочей жидкостью, и не требует дополнительной смазки.
Точка «3» - подшипники электродвигателя - смазывать при проведении ТО и ремонте.
ЭЛЕКТРООБОРУДОВАНИЕ ПРЕССА PF-100
Краткая характеристика электрооборудования пресса
Питание электрооборудования пресса осуществляется через вводный автоматический выключатель QF1 от цеховой сети трехфазного переменного напряжения 380В, 50Гц.
Насос гидросистемы пресса приводится во вращение асинхронным трехфазным двигателем с короткозамкнутым ротором.
Двигатель маслостанции включается магнитным пускателем КМ1 через автоматический выключатель QF2.
Управление гидроаппаратами осуществляется электромагнитными клапанами. Рабочее напряжение катушек электромагнитов – 24В постоянного тока. Ограничение движения механизмов и определение их положения выполняются бесконтактными конечными выключателями.
Система управления построена на базе ПЛК Mitsubishi FX3u-64MR/ES-A и панели оператора Mitsubishi GS2107-WTBD.
На боковой стенке установлен вводной автомат QF1. Также на боковой стенке размещены разъемы для подключения датчиков, электромагнитов, двигателя, нагревателей пресса.
Через отверстия в днище шкафа подводится питание ~380В трехфазного переменного тока и термокомпенсационные провода от термопар.
Напряжения, применяемые в электросхеме:
380В, 50Гц трехфазное – силовые цепи
220В, 50Гц однофазное – силовые цепи
24В постоянного тока – цепи управления
24В переменного тока – цепи освещения
Электрошкаф управления
Шкаф предназначен для работы в условиях, соответствующих УХЛ4 по ГОСТ 15150, в окружающей среде не взрывоопасной, не содержащей токопроводящей пыли, агрессивных газов и паров в концентрациях, разрушающих металл и изоляцию, и соответствующей группам 1-3 по ГОСТ24682. Степень защиты IP54 по ГОСТ 14254.
Шкаф рассчитан для эксплуатации при температуре от 10 до 50˚С для стран с умеренным климатом. При этом относительная влажность воздуха не должна превышать 90% при 20˚С или 50% при 40˚С для умеренного климата. Верхнее значение относительной влажности допускается и при более низких температурах без конденсации влаги.
Органы управления и индикации
Управление прессом осуществляется с панели пульта, расположенной на верхней крышке электрошкафа.
На панели пульта располагаются панель оператора, терморегулятор, кнопки управления, переключатели, индикация.
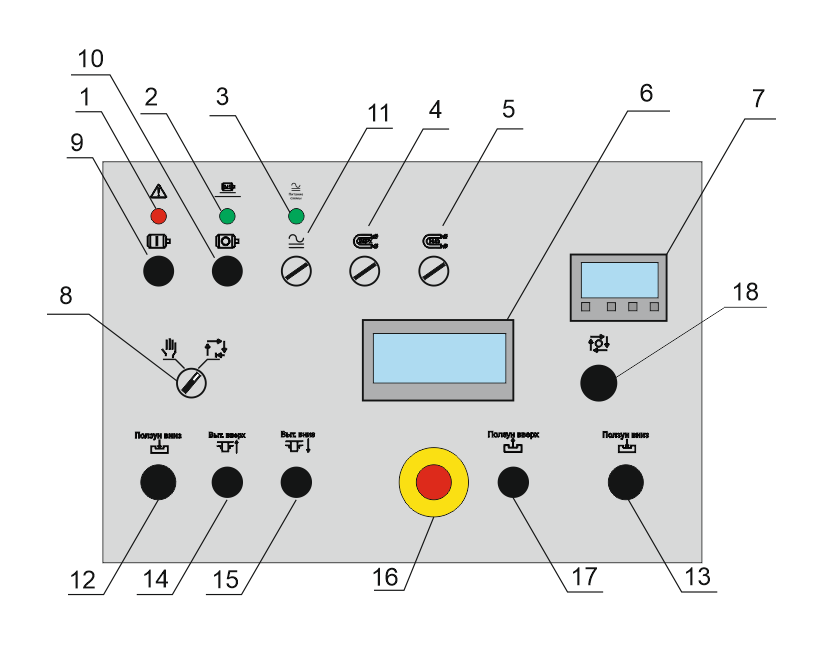
1 - АВАРИЯ - Индикатор аварии или неисправности красный
2 - СЕТЬ - Индикатор наличия сети, зеленый
3 - ЦЕПЬ УПРАВЛЕНИЯ - Индикатор включения цепи управления зеленый
4 - ПЛИТА НИЖНЯЯ - Переключатель с ключом для включения/отключения питания нижней нагревательной плиты
5 - ПЛИТА ВЕРХНЯЯ - Переключатель с ключом для включения/отключения питания верхней нагревательной плиты
6 - ПАНЕЛЬ ОПЕРАТОРА - Панель оператора GS2107-WTBD, служит для ввода и отображения технологических параметров
7 - ПАНЕЛЬ ТЕРМОРЕГУЛЯТОРА - Терморегулятор для управления обогревом
8 - РЕЖИМ - Переключатель с ключом выбора режима работы пресса «наладка» или «полуавтомат»
9 - ДВИГАТЕЛЬ - Кнопка «Пуск двигателя»
10 - ДВИГАТЕЛЬ - Кнопка «Стоп двигателя»
11 - СХЕМА - Переключатель с ключом для включения/отключения цепей управления
12,13 - ПОЛЗУН ВНИЗ Кнопки двуручного управления, служат для управления ходом вниз ползуна
14 - ВЫТАЛКИВАТЕЛЬ ВВЕРХ - Кнопка управления ходом выталкивателя вверх.
15 - ВЫТАЛКИВАТЕЛЬ ВНИЗ - Кнопка управления ходом выталкивателя вниз.
16 - ОБЩИЙ СТОП - Кнопка аварийного останова и отключения цепей управления.
17 - ПОЛЗУН ВВЕРХ - Кнопка управления ходом ползуна вверх.
18 - АВАРИЙНЫЙ РАЗЪЕМ - Кнопка служит для аварийного прерывания цикла и разъема пресс-формы при нарушении тех. процесса. Не работает во время выдержки.
Панель оператора оснащена сенсорным дисплеем и является основным элементом системы управления, служащим для настройки и отображения состояния пресса.
Защита и блокировки
Перегрев масла.
При перегреве масла загорается лампа «Авария». На панели оператора появляется индикатора «Авария» и соответствующее сообщение в списке аварий.
В режиме «Наладка» работа прекращается, двигатель отключается.
В режиме «Полуавтомат» цикл завершается до конца, двигатель отключается.
Аварийный разъем SB12.
При нажатии на кнопку «аварийный разъем», работа пресса прерывается, ползун уходит в исходное положение. Кнопка аварийный разъем не действует во время выдержки.
Блокировка хода ползуна вниз. Если выталкиватель не в нижнем положении.
Блокировка хода выталкивателя вверх. Если ползун не в верхнем положении.
ПОРЯДОК УСТАНОВКИ ПРЕССА PF-100
Транспортирование
Зачаливание и транспортирование пресса, гидроагрегата следует производить согласно схемам:
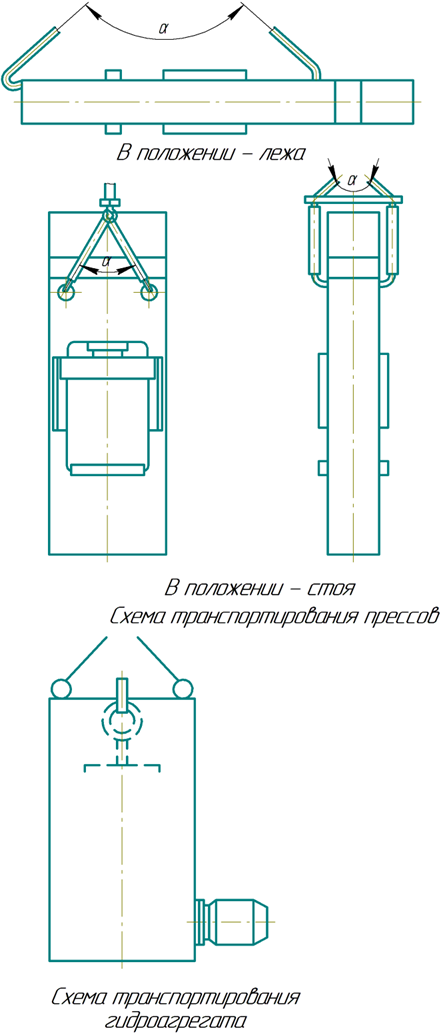
(угол зачаливания (α) не более 90 градусов)
Во избежание несчастных случаев не рекомендуется зачаливать оборудование иными способами.
При транспортировании необходимо предохранять выступающие части от повреждения.
Перед транспортированием гидроагрегата необходимо ознакомиться с соответствующим разделом руководства по эксплуатации гидроагрегата ГПД, ГЕ, ГС.
Монтаж
Пресс устанавливаются на фундаменте:
Глубина заложения фундамента принимается в зависимости от грунта, но не менее 1000мм.
Гидроагрегат устанавливаются на фундаменте и соединяются с прессом РВД. Глубина заложения фундамента принимается в зависимости от грунта, но не менее 600мм.
Пульт управления устанавливается с правой стороны от пресса. Установка на фундамент пульта управления и прокладка кабель-каналов на усмотрение заказчика. Глубина закладки фундамента берется в зависимости от грунта, но не менее 400 мм.
После установки пресса на фундамент производится выверка по плоскости стола в двух взаимно перпендикулярных направлениях. Отклонение плоскости стола от горизонтального положения не должно превышать 0,5мм на 1000мм длины в обоих направлениях. После выверки под пресс и гидроагрегат подливается цементный раствор. При полном затвердении раствора равномерно затягиваются гайки фундаментных болтов. Одновременно производится проверка положения стола пресса по уровню.
Установленный и закрепленный на фундаменте пресс следует расконсервировать, удалить с обработанных поверхностей антикоррозийные покрытия. Очистка производится сначала деревянной палочкой, а затем чистыми салфетками, смоченными уайт-спиритом. Промытые поверхности протереть чистой ветошью и смазать тонким слоем масла Т22 ГОСТ 32 или ВНИИ НП–403 ГОСТ16728.
ПОРЯДОК РАБОТЫ
Подготовка к первоначальному пуску
Перед пуском пресс должен выдерживаться в помещении не менее 3-х суток, необходимых для удаления влаги из изоляции обмоток электродвигателя, из электроаппаратуры и проводов. Рабочие поверхности пресса смазываются в соответствии с разделом «Смазка пресса».
Подсоединить маслоохладитель к водопроводной сети и канализации.
После подключения к силовой электросети, перед пуском, надежно заземлить пресс, присоединив его к общей системе заземления.
Кроме внешнего осмотра защитных цепей, необходимо измерить величину сопротивления между любой металлической частью пресса и устройством заземления, находящемся на вводе. Оно не должно превышать 0,1Ом, в противном случае работа на прессе ЗАПРЕЩАЕТСЯ!
Перед пуском пресса необходимо выполнить все требования, относящиеся к первоначальному пуску и изложенные в соответствующих руководствах по эксплуатации электрооборудования и гидроагрегата.
Произвести заливку рабочей жидкости в бак гидроагрегата. Емкость бака 160 литров.
Первоначальный пуск
Первоначальное включение пресса после монтажа должно осуществляться опытным и достаточно квалифицированным персоналом, имеющим допуск к производству пуско-наладочных работ и предварительно ознакомленным с принципиальной электросхемой пресса и данным руководством.
На пульте переключатель SA2 установить в положение «Наладка».
Включением вводного автомата QF1 подключить электрооборудование к цеховой сети.
Включить в силовом шкафу все автоматические выключатели кроме QF2.
Выключателем цепей управления SA1 включить цепи управления. На пульте должен засветиться индикатор «Сеть».
При отключенном автоматическом выключателе QF2 с помощью кнопок включении/отключения двигателя М1 на пульте проверяется четкость срабатывания контактора.
После проверки электрооборудования и устранения недостатков, включить в силовом шкафу QF2, закрыть пульт на ключ.
Далее необходимо произвести расфиксацию ползуна.
Для расфиксации ползуна необходимо:
- переключатель SA2 установить в положение «Наладка»
- включить вводной автомат QF1;
- включить схему управления переключателем SA1;
- включить электродвигатель M1;
- нажать кнопку SB8 «Ползун вверх». При этом должны включиться электромагниты на ход ползуна вверх, согласно циклограмме. Поднимать ползун необходимо только до момента освобождения фиксатора;
- отпустить кнопку SB8. При отпускании кнопки должны отключиться электромагниты;
- отключить двигатель;
- убрать фиксатор ползуна;
- после расфиксации, включить двигатель и с помощью кнопок SB6 и SB7 «Ползун вниз» и SB8 «Ползун вверх» установить ползун в исходное положение.
Описание режимов работы
Система управления прессом обеспечивает работу в режимах «Наладка» и «Полуавтомат».
В режиме «Наладка» все движения выполняются, пока нажата соответствующая кнопка.
В режиме «Полуавтомат» пресс отрабатывает автоматически один цикл. Параметры работы цикла задаются оператором с панели оператора. Запуск цикла осуществляется оператором. Перед запуском пресса в работу в режиме «Полуавтомат» пресс должен находиться в исходном положении.
В режиме полуавтомат есть два основных режима работы пресса: режим прямого прессования и режим трансферного прессования.
Режим прямого прессования:
Для работы в режиме прямого прессования в настройках следует выбрать «Прямое».
Для запуска нового цикла из исходного положения следует нажать и удерживать кнопки двурукого управления до окончания холостого хода ползуна, т.е. до замыкания SQ2. Если кнопки отпустить раньше цикл прервется.
По достижении ползуном концевого выключателя SQ2 начинается рабочий ход. Кнопки двурукого управления можно отпустить. Далее выполняется полуавтоматический цикл, при этом на панели оператора на главной странице в строке «Состояние» появляется надпись «ЦИКЛ».
Если задано ненулевое количество подпрессовок, то ползун будет идти на рабочем ходу до набора давления подпрессовок (давление подпрессовок устанавливается с помощью реле давления РД2). Если задана настройка «с паузой», то будет выдержано заданное время паузы при давлении подпрессовок. Пауза может быть только при первой подпрессовке. Если пауза отключена, то это выдержки не будет. Далее ползун пойдет вверх до замыкания SQ3. Затем цикл подпрессовки повторится заданное количество раз.
После последней подпрессовки рабочий ход продолжается до набора «рабочего давления» (РД1). Затем начинается выдержка. Выдержка длится заданное время.
Если выбрана настройка «с двигателем», то во время выдержки двигатель не отключается. Если выбрана настройка «без двигателя», то двигатель отключится во время выдержки.
Во время выдержки работает подпитка давления. Если давление падает ниже «давления подпитки» (давление подпитки устанавливается на электроконтактном манометре), то происходит автоматический подъем давления до «рабочего давления». При настройке «без двигателя» сначала включается двигатель, включаются электромагниты на подпитку, двигатель снова отключается. Подпитка может сработать любое количество раз, в зависимости от скорости падения давления и времени выдержки.
По окончании времени выдержки включиться двигатель, если он был отключен и ползун поднимется вверх до SQ1.
Цикл завершен, если выбран режим «без выталкивателя».
Если выбран режим «с выталкивателем», то по окончании хода ползуна вверх, выталкиватель поднимется вверх до SQ4. Для опускания выталкивателя следует нажать кнопку «Выталкиватель вниз» (SB10), и выталкиватель опуститься до SQ5. Цикл завершен.
Режим трансферного прессования:
Для работы в режиме трансферного прессования в режиме прессования следует выбрать «Трансферное». При этом автоматически будет выбран режим «с выталкивателем».
Для запуска нового цикла из исходного положения следует нажать и удерживать кнопки двурукого управления SB6 и SB7 до окончания холостого хода ползуна, т.е. до замыкания SQ2. Если кнопки отпустить раньше цикл прервется.
По достижении ползуном концевого выключателя SQ2 начинается рабочий ход. Кнопки двурукого управления можно отпустить. Рабочий ход продолжается до набора «рабочего давления». После небольшой паузы 0,5 с, выталкиватель будет идти вверх в течении заданного времени трансферного прессования (Литья).
Затем начинается выдержка. Выдержка длится заданное время.
Если выбрана настройка «с двигателем», то во время выдержки двигатель не отключается. Если выбрана настройка «без двигателя», то двигатель отключится во время выдержки.
Во время выдержки работает подпитка давления. Если давление падает ниже «давления подпитки» (давление подпитки устанавливается на электроконтактном манометре), то происходит автоматический подъем давления до «рабочего давления». При настройке «без двигателя» сначала включается двигатель, включаются электромагниты на подпитку, двигатель снова отключается. Подпитка может сработать любое количество раз, в зависимости от скорости падения давления и времени выдержки.
По окончании времени выдержки включиться двигатель, если он был отключен и ползун поднимется вверх до SQ1.
По окончании хода ползуна вверх, выталкиватель поднимется вверх до SQ4. Для опускания выталкивателя следует нажать кнопку «Выталкиватель вниз» (SB10), и выталкиватель опуститься до SQ5. Цикл завершен.
Обогрев:
Управление обогревом плит осуществляется четырехканальным терморегулятором 2ТРМ1. Терморегулятор с помощью первичных преобразователей (термопара или термосопротивление) измеряет значение температуры в плитах и осуществляет управление питанием нагревательных элементов. Первичные преобразователи подключены к входам 1 и 2. Питание нагревательных элементов осуществляет через твердотельное реле SSR1, SSR2, при этом необходимо включить переключатели S3, S4. Информацию по подключение первичных преобразователей и настройки терморегулятора см. в руководстве по эксплуатации на сам прибор.