







Ножницы гильотинные электромеханические с наклонным ножом OVTO MNG-6
Ножницы гильотинные с наклонным ножом для резки листа модели MNG-6 предназначены для резки листовой конструкционной стали с пределом прочности до 50 кгс/мм2 толщиной до 6 мм.
За один ход ножевой балки происходит отрезка полосы длиной не более 2000 мм. Разрезание листов на заготовки производится с использованием заднего упора, а также по разметке.
Могут быть использованы в заготовительных участках или цехах предприятий, изготавливающих изделия промышленной вентиляции, а также на других предприятиях, где требуется резка листового материала.
Одним из преимуществ электромеханических ножниц гильотинного типа является высокая скорость работы и возможность точной настройки интенсивности сжатия. Благодаря электрическому двигателю, эти ножницы способны производить многочисленные резы в минуту, что делает их идеальными для массовой обработки материалов. Кроме того, электромеханические ножницы обычно обладают большей прочностью и долговечностью.
| Ширина разрезаемого листа, мм | 2000 |
| Толщина разрезаемых листов с временным сопротивлением σвр=450 МПа, мм | 6 |
| Максимальная длина листа отрезаемого по упору, мм | 630 |
| Частота ходов ножа в мин | 60 |
| Ход ножа, мм | 80 |
| Угол наклона подвижного ножа | 1 30' |
| Расстояние от уровня пола до верхней кромки нижнего ножа, мм | 800 |
| Мощность двигателя главного привода, кВт | 11 |
| Габариты (ДxШxВ), мм | 2950x1900x1940 |
| Масса, кг | 4600 |
Стандартная комплектация:
- Ножницы в сборе
- Педаль электрическая
- Шприц плунжерный
- Комплект расходных материалов на гарантийный срок эксплуатации
Документация:
- Руководство по эксплуатации
- Паспорт
- Комплект документации на приобретенные комплектующие
Стандартная комплектация:
- Ножницы в сборе
- Педаль электрическая
- Шприц плунжерный
- Комплект расходных материалов на гарантийный срок эксплуатации
Документация:
- Руководство по эксплуатации
- Паспорт
- Комплект документации на приобретенные комплектующие
УСТРОЙСТВО НОЖНИЦ
Состав ножниц
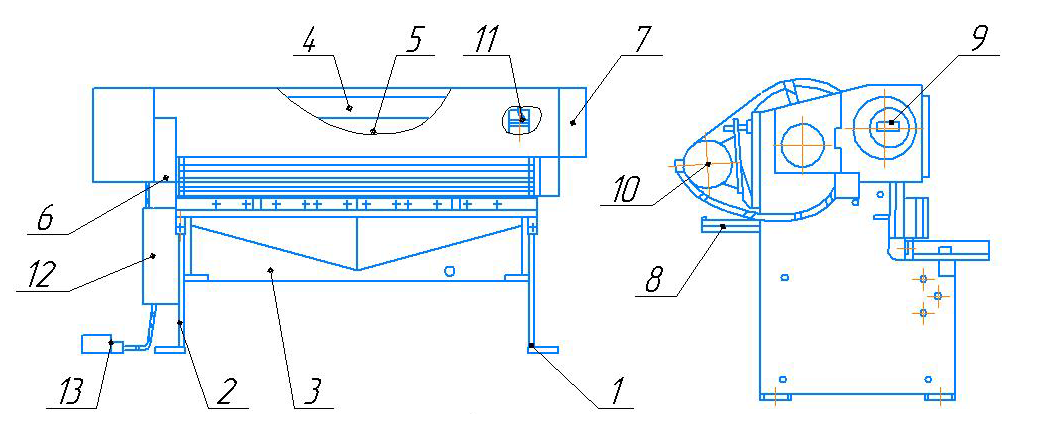
1 - Стойка правая
2 - Стойка левая
3 - Стол
4 - Балка ножевая
5 - Балка прижимная
6 - Пульт
7 - Тормоз
8 - Упор задний
9 - Цилиндрический редуктор с муфтой включения
10 - Электродвигатель
11 - Уравновешиватель балки ножевой
12 - Электрошкаф
13 - Педаль
Кинематическая схема
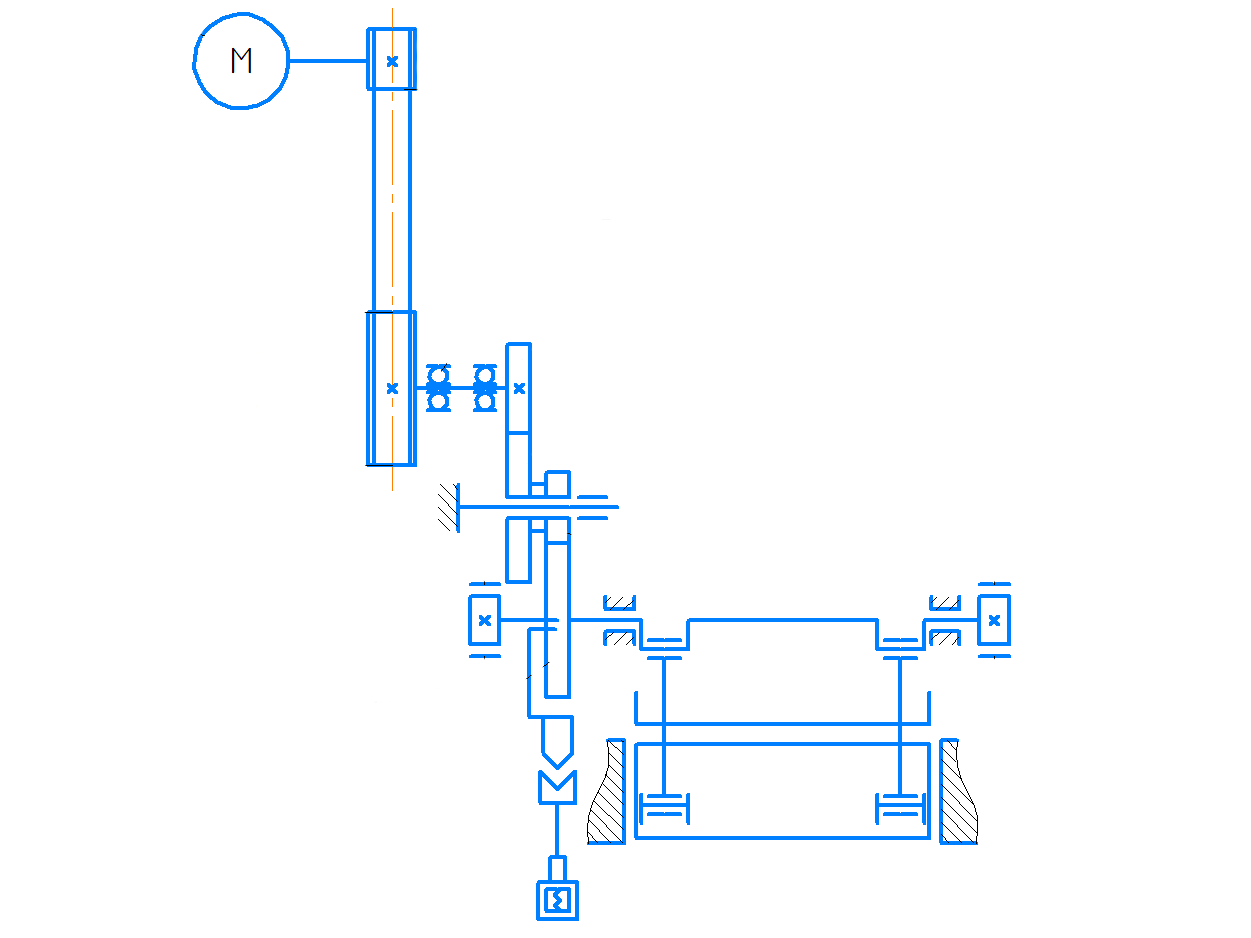
Привод механизма осуществляется от индивидуального электродвигателя 10 (см.рис.1) через клиноременную передачу и цилиндрический редуктор 9 на эксцентриковый вал, который расположен параллельно фронту механизма.
Муфта включения установлена в ступице зубчатого колеса, сидящего на эксцентриковом валу. Включение муфты производится электромагнитом. При включении муфты эксцентриковый вал приводится в движение от зубчатого колеса и происходит рез листового материала.
Остановка эксцентрикового вала при выключении муфты осуществляется тормозом 7.
Прижим листов механический, работает автоматически, согласован с движением ножевой балки 4.
Механизм снабжен задним упором 8. Перемещение заднего упора производится вручную, величина перемещения до 600 мм.
Смазка всех точек при помощи шприца.
Управление от переносной электрической педали.
Пульт управления и электрошкаф расположены на левой стойке ножниц.
Механизм имеет единичные и автоматические ходы.
Примечание: *После каждого реза листа максимально допустимой толщины необходимо дать время электродвигателю набрать номинальное число оборотов. Запрещается рубить металл максимально допустимой толщины в автоматическом режиме.
Устройство основных составных частей
Стойка правая 2 и стойка левая 1 соединены между собой двумя стяжками 3, 4 и столом 5. Стол с комплектом ножей 6, устанавливается на горизонтальных плоскостях стоек и закрепляется шестью болтами 7. Зазор между ножами стола и ножевой балки регулируется передвижением стола винтами 8, при этом болты 9 и 7 должны быть отпущены, а после регулировки снова затянуты.
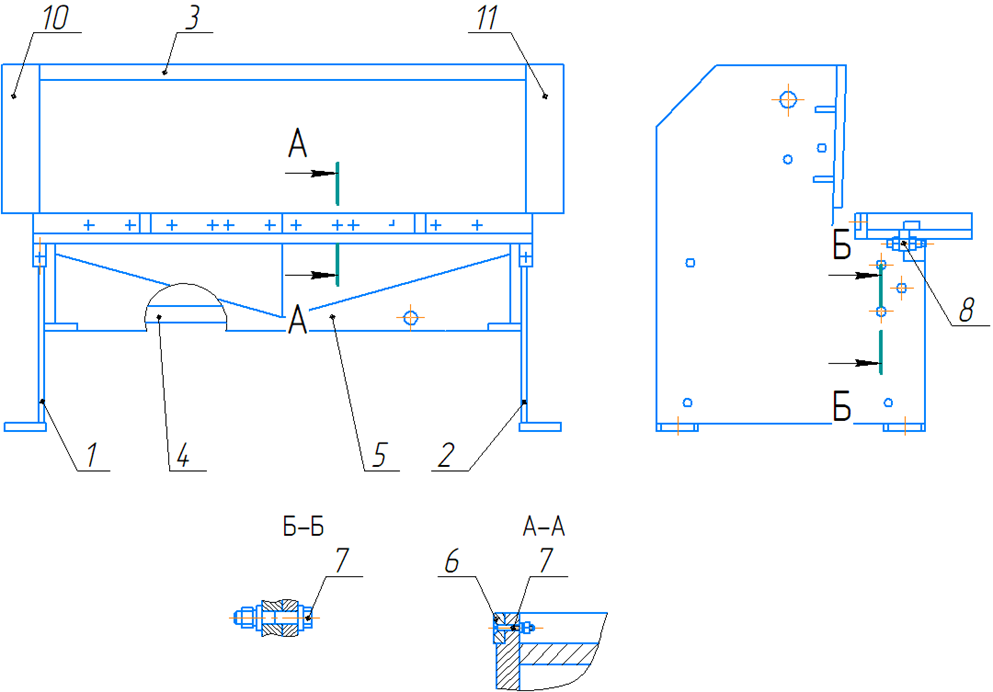
На вертикальных плоскостях стоек под углом 1°20' расположены текстолитовые направляющие ножевой балки 10 и 11.
Снизу на стойках устанавливаются буксы, являющиеся подшипниками эксцентрикового вала. На правой стойке механизма смонтированы цилиндрический редуктор со встроенной шпоночной муфтой и электромагнит включения муфты.
Балка ножевая
Ножевая балка 1 представляет собой жесткую конструкцию сварного типа, выполненную из горизонтальной и вертикальной плиты. Вертикально-поступательное движение ножевой балке сообщается эксцентриковым валом через шатуны 2. Балка ножевая движется в чугунных направляющих 3 и 4, которые крепятся болтами к стойкам. Винты 5 служат для регулировки торцового зазора направляющих ножевой балки. Ножи расположены в нижней части балки, в пазу, под углом 1°20' к плоскости стола и закреплены винтами 6.
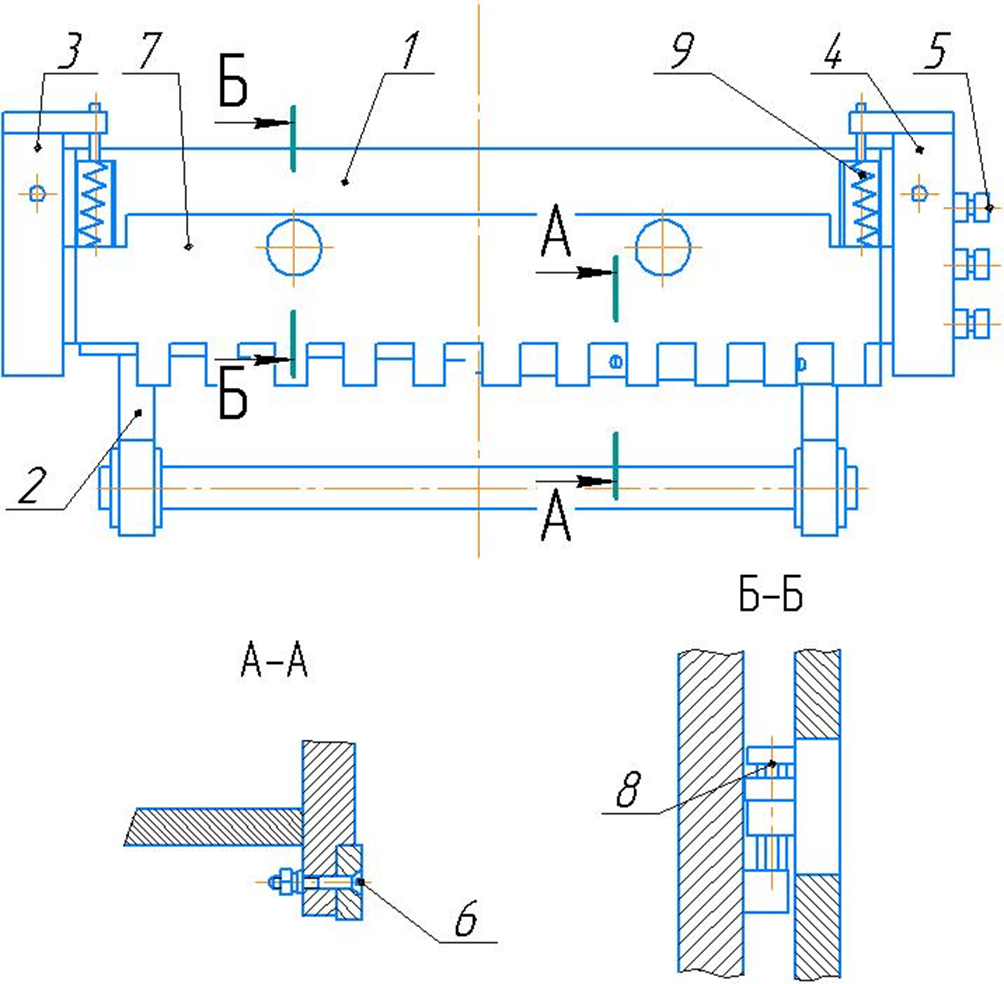
Движение балки прижимной 7 согласовано с движением ножевой балки. Величина опережения прижима относительно ножевой балки и величина зазора между столом и прижимом регулируется винтами 8. Усилие прижима регулируется с помощью пружин 9.
Привод
Привод механизма осуществляется от электродвигателя, установленного на шарнирной плите, через клиноременную передачу и редуктор с механизмом управления муфтой на эксцентриковый вал.
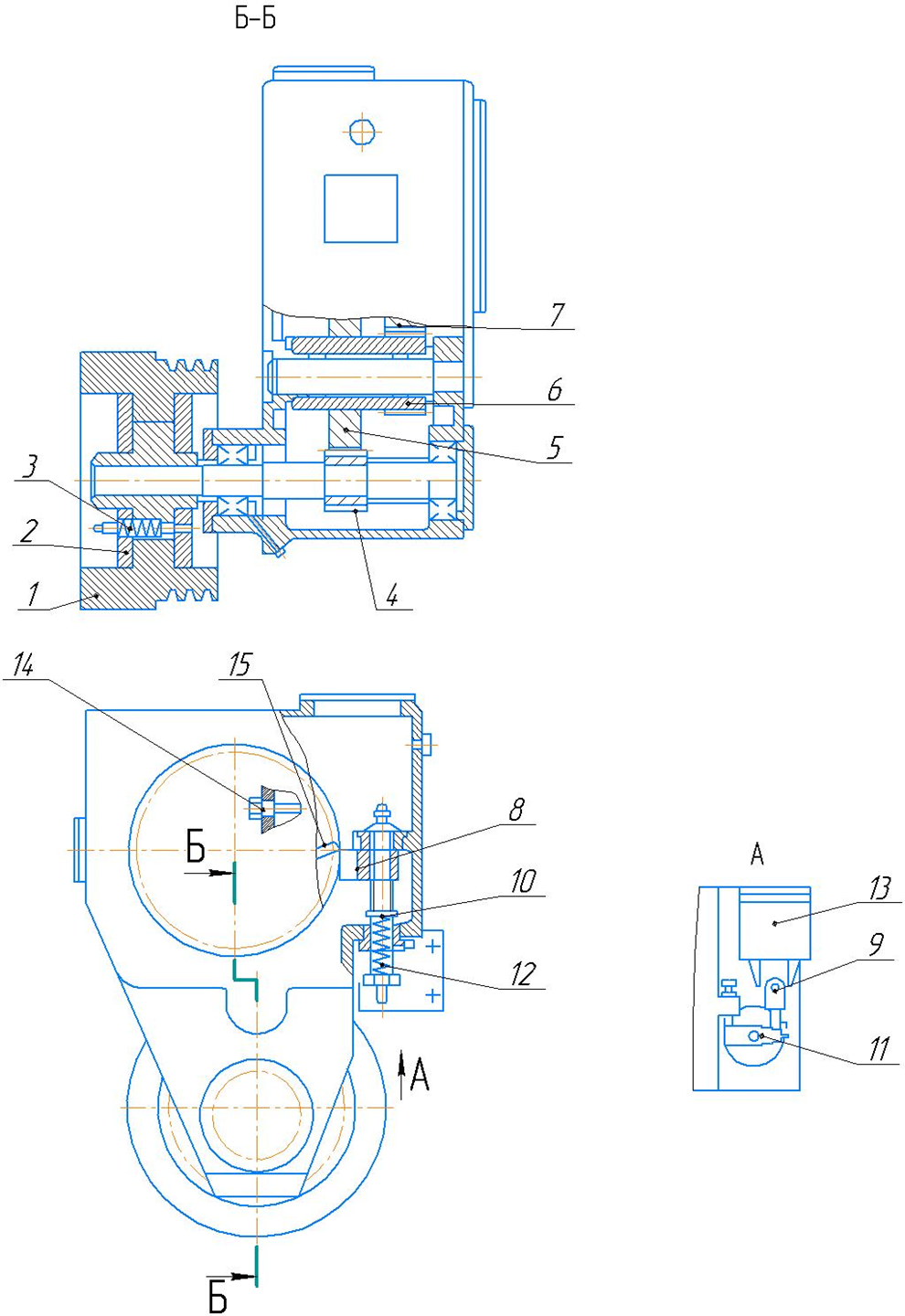
В маховик 1, который сидит на выходном конце быстроходного вала редуктора, вмонтирована фрикционная дисковая муфта 2 для предотвращения поломки механизма при перегрузках.
Для передачи муфтой крутящего момента, необходимого для резки листа и с наибольшими параметрами 6х2000 мм, пружины 3 муфты сжимают до такой величины, когда ножницы режут лист толщиной 6 мм, а на листе толщиной 6 мм муфта пробуксовывает.
Вращение от маховика на эксцентриковый вал передается через зубчатые колеса 4, 5, 6 и 7. В ступице последнего колеса вмонтирована шпоночная муфта. Механизм управления муфтой встроен в корпус редуктора.
Для получения одиночных резов, после подачи листа нажимается педаль, включается электромагнит 13. Тянущий якорь электромагнита через детали 9, 10 и 11 поворачивают упор8 и освобождается зацепляющийся с ним хвостовик 15 с поворотной шпонкой.
После этого под действием пружин шпонки поворачиваются и включают эксцентриковый вал - происходит одиночный рез. Под действием пружины 12 якорь электромагнита и упор 8 возвращаются в исходное положение, задерживая хвостовик рабочей шпонки, после чего происходит выключение муфты. Для получения повторного реза вначале нужно отпустить педаль и нажать ее снова.
В редуктор заливается масло, уровень которого контролируют по маслоуказателю 14.
Шпоночная муфта включения
Смонтирована в ступице зубчатого колеса, сидящего на левом конце эксцентрикового вала.
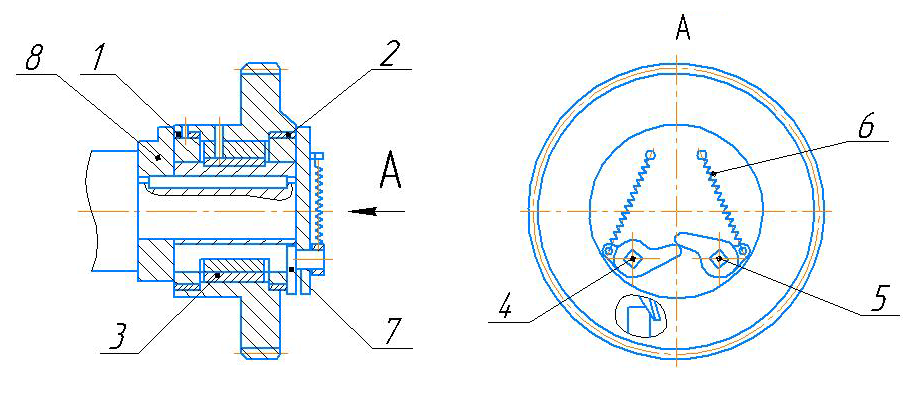
Со ступицей зубчатого колеса неподвижно связаны антифрикционные втулки 1, 2 и втулка включения 3, остальные детали соединены с валом. Поворотные шпонки 4 и 5 под воздействием пружин 6, поворачиваются и захватываются полукруглыми пазами втулки включения 3. От поворота их удерживает хвостовик рабочей шпонки 7, который упирается в упор механизма управления. Включение механизма происходит при повороте упора механизма управления по команде от электропедали. Освобождая хвостовик 7, шпонки под действием пружин поворачиваются, соединяя эти самым зубчатое колесо с эксцентриковым валом. При включении и выключении шпонок угол поворота последних ограничивается пазом ведущей втулки 8.
Тормоз
На правом конце эксцентрикового вала насажен тормоз периодического действия.
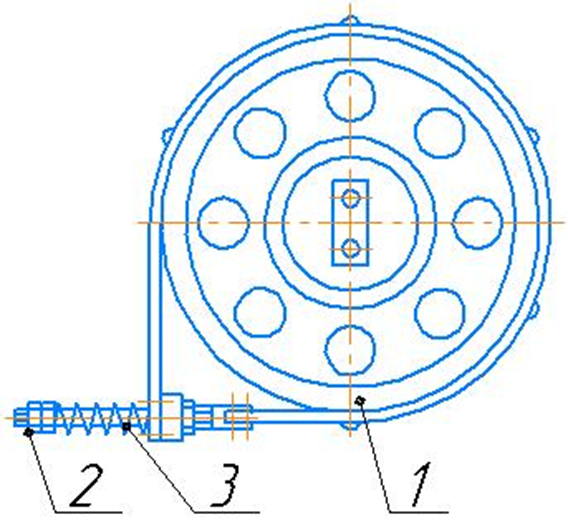
Периодичность торможения осуществляется за счет эксцентричного расположения шкива 1 по отношению к оси вала. Торможение происходит тогда, когда балка ножевая находится в верхнем положении, чем устраняется ее забегание под действием инерции.
Тормоз ленточный, величина тормозного момента регулируется гайками 2, которые зажимают пружину 3.
Задний упор
Задний упор устанавливается с тыльной стороны ножевой балки и служит упором для листа при поперечной резке. Задний упор состоит из упорной линейки и двух цилиндрических валов, перемещаемых вручную. При резке полосы шириной более 500 мм задний упор снимается.
Уравновешиватели
Для обеспечения плавной работы привода служат два пружинных уравновешивателя, которые уравновешивают ножевую балку и подвижные с ней части.
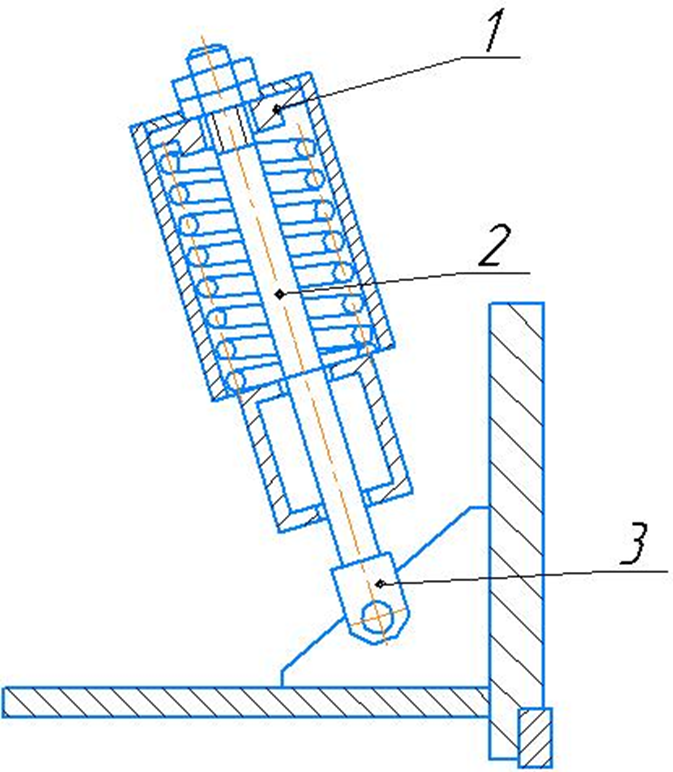
Конструкция уравновешивателя состоит из пружины верхней, шайбы 1 штока 2, связанного с проушиной 3. Уравновешиватели установлены на промежуточную балку-стяжку станины, проушины соединены с ножевой балкой.
При разборке уравновешивателей необходимо пользоваться удлинителями штоков, т. к. освободившиеся заневоленные пружины могут нанести травму обслуживающему персоналу.
ЭЛЕКТРООБОРУДОВАНИЕ
Общие сведения
Шкаф управления установлен на стойке станины. На стенке шкафа установлены: переключатель режимов работы. На левой стенке шкафа установлен вводный автомат.
На лицевой стороне ножниц размещены: конечный выключатель – блокировка решетки и пульт управления.
Род тока – переменный, 3-х фазный.
Напряжение – 380; 50Гц.
Напряжение цепей управления – переменного тока – 24В; 50Гц;
Напряжений цепей сигнализации – 24В; 50Гц.
Напряжение цепей освещения – 24В; 50Гц.
Номинальный ток, - 80 А
Электродвигатель главного привода 11кВт 1500 об/мин.
Описание работы
Электрическая схема ножниц предусматривает следующие режимы:
- отключено;
- ручное управление;
- педальное управление;
- автоматический цикл;
- одиночный ход.
Выбор режимов осуществляется переключателями, установленным на пульте управления.
Органы управления
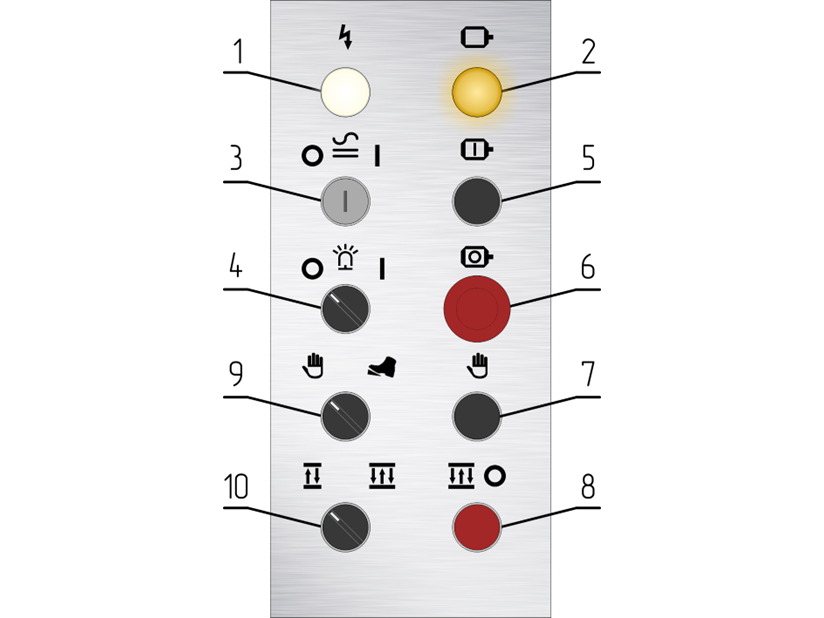
- индикатор – электросеть подключена
- индикатор – двигатель включен
- ключ
- кнопка – местное освещение
- кнопка пуск
- кнопка стоп
- кнопка пуск цикла
- кнопка – стоп циклов
- переключатель педаль-пульт
- переключатель циклов
Электросхемой предусмотрена следующая сигнализация:
- наличие напряжения;
- двигатель включен;
Для освещения линии реза предусмотрены лампы местного освещения.
СИСТЕМА СМАЗКИ
Смазка ножниц комбинированная. Перед пуском механизма необходимо наполнить маслом корпус цилиндрического редуктора, все места закладки и прошприцевать все масленки согласно схеме и карты смазки.
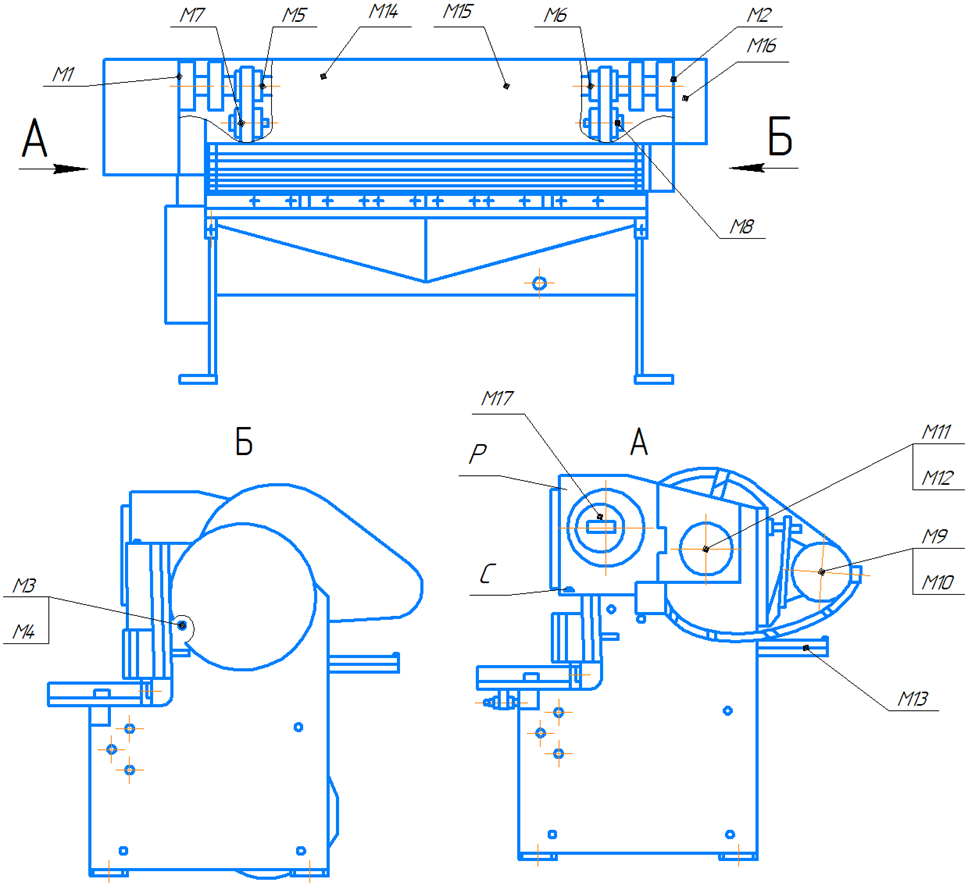
Перечень способов смазки и применяемого смазочного материала:
ЦИАТИМ-203:
1 раз в смену шприцеванием:
- Опоры эксцентрикового вала Ml и М2
- Направляющие ножевой и прижимной балки МЗ и М4
- Верхние подшипники шатуна М5 и М6
- Нижние подшипники шатуна М7 и М8
- Скалка заднего упора М13
- Уравновешиватель М14 и М15
- Ось привода
- Ось привода тормоза М16
- Механизм включения М17
1 раз в полгода шприцеванием:
- Подшипник электродвигателя M9 и М10
Масло «Индустриальное-30»:
1 раз в месяц:
- Подшипники быстроходного вала М11 и М12 - Масляная ванна
- Корпус зубчатого редуктора Р - Индивидуальная заливка
Уровень масла в редукторе контролируется через отверстие, вывернув пробку. При наличии масла в корпусе ниже предельного уровня работа механизма не допускается. Емкость редуктора - 16 л.
Увеличение температуры масла в редукторе допускается до +60°С. Слив масла из корпуса редуктора и чистка его должны производиться один раз в месяц.
Необходимо периодически проверять состояние масленок и маслопроводящих отверстий. Не реже одного раза в три месяца смазочные отверстия следует промывать чистым керосином.
ПОРЯДОК УСТАНОВКИ
Транспортирование и распаковка
Ножницы поставляются заказчику в собранном виде в частичной упаковке.
Транспортирование ножниц следует производить согласно схеме транспортирования ножниц в распакованном и упакованном виде.
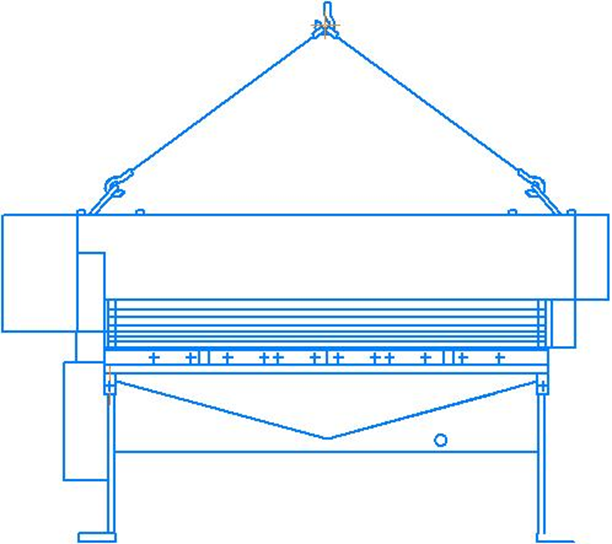
При распаковке ножниц нужно следить за тем, чтобы не повредить деталей самих ножниц распаковочным инструментом.
При транспортировании распакованных ножниц к месту установки, необходимо следить за тем, чтобы канатом не помять и не поломать кожухи, крышку и другие детали. Во избежание порчи деталей необходимо в соответствующих местах установить под канат подкладки.
ЗАПРЕЩАЕТСЯ ставить ножницы на плоскую поверхность, так как маховик находится ниже уровня пола.
Расконсервация
Антикоррозийные покрытия, нанесенные перед упаковкой ножниц, следует удалить одним из указанных растворителей: бензин, уайт-спирит, керосин. Антикоррозийные покрытия сначала удаляют деревянной лопаточкой, а оставшаяся смазка с наружных поверхностей удаляется чистыми хлопчатобумажными салфетками, смоченными в одном из вышеуказанных растворителей. После расконсервации все неокрашенные поверхности во избежание коррозии равномерно покрыть слоем масла «Индустриальное-30» ГОСТ 20799-88.
Монтаж
Ножницы с наклонным ножом устанавливаются на фундаменте с бетонной площадкой и заделанными в него фундаментными болтами.
Фундаментные болты и другие крепежные детали в комплект поставки не входят.
При установке должны быть выдержаны расстояния до расположенного рядом оборудования и стен, согласно существующим нормам. Горизонтальность установки ножниц на фундаменте выдерживается с помощью клиньев и проверяется уровнем, установленным на столе. Точность горизонтальной установки в поперечном и горизонтальном направлении должна быть не более 0,15мм на длине 1000мм.
При эксплуатации горизонтальность проверяется не реже одного раза в месяц.
При установке механизм для резки листа должен быть надежно заземлен.
УСТРОЙСТВО НОЖНИЦ
Состав ножниц
1 - Стойка правая
2 - Стойка левая
3 - Стол
4 - Балка ножевая
5 - Балка прижимная
6 - Пульт
7 - Тормоз
8 - Упор задний
9 - Цилиндрический редуктор с муфтой включения
10 - Электродвигатель
11 - Уравновешиватель балки ножевой
12 - Электрошкаф
13 - Педаль
Кинематическая схема
Привод механизма осуществляется от индивидуального электродвигателя 10 (см.рис.1) через клиноременную передачу и цилиндрический редуктор 9 на эксцентриковый вал, который расположен параллельно фронту механизма.
Муфта включения установлена в ступице зубчатого колеса, сидящего на эксцентриковом валу. Включение муфты производится электромагнитом. При включении муфты эксцентриковый вал приводится в движение от зубчатого колеса и происходит рез листового материала.
Остановка эксцентрикового вала при выключении муфты осуществляется тормозом 7.
Прижим листов механический, работает автоматически, согласован с движением ножевой балки 4.
Механизм снабжен задним упором 8. Перемещение заднего упора производится вручную, величина перемещения до 600 мм.
Смазка всех точек при помощи шприца.
Управление от переносной электрической педали.
Пульт управления и электрошкаф расположены на левой стойке ножниц.
Механизм имеет единичные и автоматические ходы.
Примечание: *После каждого реза листа максимально допустимой толщины необходимо дать время электродвигателю набрать номинальное число оборотов. Запрещается рубить металл максимально допустимой толщины в автоматическом режиме.
Устройство основных составных частей
Стойка правая 2 и стойка левая 1 соединены между собой двумя стяжками 3, 4 и столом 5. Стол с комплектом ножей 6, устанавливается на горизонтальных плоскостях стоек и закрепляется шестью болтами 7. Зазор между ножами стола и ножевой балки регулируется передвижением стола винтами 8, при этом болты 9 и 7 должны быть отпущены, а после регулировки снова затянуты.
На вертикальных плоскостях стоек под углом 1°20' расположены текстолитовые направляющие ножевой балки 10 и 11.
Снизу на стойках устанавливаются буксы, являющиеся подшипниками эксцентрикового вала. На правой стойке механизма смонтированы цилиндрический редуктор со встроенной шпоночной муфтой и электромагнит включения муфты.
Балка ножевая
Ножевая балка 1 представляет собой жесткую конструкцию сварного типа, выполненную из горизонтальной и вертикальной плиты. Вертикально-поступательное движение ножевой балке сообщается эксцентриковым валом через шатуны 2. Балка ножевая движется в чугунных направляющих 3 и 4, которые крепятся болтами к стойкам. Винты 5 служат для регулировки торцового зазора направляющих ножевой балки. Ножи расположены в нижней части балки, в пазу, под углом 1°20' к плоскости стола и закреплены винтами 6.
Движение балки прижимной 7 согласовано с движением ножевой балки. Величина опережения прижима относительно ножевой балки и величина зазора между столом и прижимом регулируется винтами 8. Усилие прижима регулируется с помощью пружин 9.
Привод
Привод механизма осуществляется от электродвигателя, установленного на шарнирной плите, через клиноременную передачу и редуктор с механизмом управления муфтой на эксцентриковый вал.
В маховик 1, который сидит на выходном конце быстроходного вала редуктора, вмонтирована фрикционная дисковая муфта 2 для предотвращения поломки механизма при перегрузках.
Для передачи муфтой крутящего момента, необходимого для резки листа и с наибольшими параметрами 6х2000 мм, пружины 3 муфты сжимают до такой величины, когда ножницы режут лист толщиной 6 мм, а на листе толщиной 6 мм муфта пробуксовывает.
Вращение от маховика на эксцентриковый вал передается через зубчатые колеса 4, 5, 6 и 7. В ступице последнего колеса вмонтирована шпоночная муфта. Механизм управления муфтой встроен в корпус редуктора.
Для получения одиночных резов, после подачи листа нажимается педаль, включается электромагнит 13. Тянущий якорь электромагнита через детали 9, 10 и 11 поворачивают упор8 и освобождается зацепляющийся с ним хвостовик 15 с поворотной шпонкой.
После этого под действием пружин шпонки поворачиваются и включают эксцентриковый вал - происходит одиночный рез. Под действием пружины 12 якорь электромагнита и упор 8 возвращаются в исходное положение, задерживая хвостовик рабочей шпонки, после чего происходит выключение муфты. Для получения повторного реза вначале нужно отпустить педаль и нажать ее снова.
В редуктор заливается масло, уровень которого контролируют по маслоуказателю 14.
Шпоночная муфта включения
Смонтирована в ступице зубчатого колеса, сидящего на левом конце эксцентрикового вала.
Со ступицей зубчатого колеса неподвижно связаны антифрикционные втулки 1, 2 и втулка включения 3, остальные детали соединены с валом. Поворотные шпонки 4 и 5 под воздействием пружин 6, поворачиваются и захватываются полукруглыми пазами втулки включения 3. От поворота их удерживает хвостовик рабочей шпонки 7, который упирается в упор механизма управления. Включение механизма происходит при повороте упора механизма управления по команде от электропедали. Освобождая хвостовик 7, шпонки под действием пружин поворачиваются, соединяя эти самым зубчатое колесо с эксцентриковым валом. При включении и выключении шпонок угол поворота последних ограничивается пазом ведущей втулки 8.
Тормоз
На правом конце эксцентрикового вала насажен тормоз периодического действия.
Периодичность торможения осуществляется за счет эксцентричного расположения шкива 1 по отношению к оси вала. Торможение происходит тогда, когда балка ножевая находится в верхнем положении, чем устраняется ее забегание под действием инерции.
Тормоз ленточный, величина тормозного момента регулируется гайками 2, которые зажимают пружину 3.
Задний упор
Задний упор устанавливается с тыльной стороны ножевой балки и служит упором для листа при поперечной резке. Задний упор состоит из упорной линейки и двух цилиндрических валов, перемещаемых вручную. При резке полосы шириной более 500 мм задний упор снимается.
Уравновешиватели
Для обеспечения плавной работы привода служат два пружинных уравновешивателя, которые уравновешивают ножевую балку и подвижные с ней части.
Конструкция уравновешивателя состоит из пружины верхней, шайбы 1 штока 2, связанного с проушиной 3. Уравновешиватели установлены на промежуточную балку-стяжку станины, проушины соединены с ножевой балкой.
При разборке уравновешивателей необходимо пользоваться удлинителями штоков, т. к. освободившиеся заневоленные пружины могут нанести травму обслуживающему персоналу.
ЭЛЕКТРООБОРУДОВАНИЕ
Общие сведения
Шкаф управления установлен на стойке станины. На стенке шкафа установлены: переключатель режимов работы. На левой стенке шкафа установлен вводный автомат.
На лицевой стороне ножниц размещены: конечный выключатель – блокировка решетки и пульт управления.
Род тока – переменный, 3-х фазный.
Напряжение – 380; 50Гц.
Напряжение цепей управления – переменного тока – 24В; 50Гц;
Напряжений цепей сигнализации – 24В; 50Гц.
Напряжение цепей освещения – 24В; 50Гц.
Номинальный ток, - 80 А
Электродвигатель главного привода 11кВт 1500 об/мин.
Описание работы
Электрическая схема ножниц предусматривает следующие режимы:
- отключено;
- ручное управление;
- педальное управление;
- автоматический цикл;
- одиночный ход.
Выбор режимов осуществляется переключателями, установленным на пульте управления.
Органы управления
- индикатор – электросеть подключена
- индикатор – двигатель включен
- ключ
- кнопка – местное освещение
- кнопка пуск
- кнопка стоп
- кнопка пуск цикла
- кнопка – стоп циклов
- переключатель педаль-пульт
- переключатель циклов
Электросхемой предусмотрена следующая сигнализация:
- наличие напряжения;
- двигатель включен;
Для освещения линии реза предусмотрены лампы местного освещения.
СИСТЕМА СМАЗКИ
Смазка ножниц комбинированная. Перед пуском механизма необходимо наполнить маслом корпус цилиндрического редуктора, все места закладки и прошприцевать все масленки согласно схеме и карты смазки.
Перечень способов смазки и применяемого смазочного материала:
ЦИАТИМ-203:
1 раз в смену шприцеванием:
- Опоры эксцентрикового вала Ml и М2
- Направляющие ножевой и прижимной балки МЗ и М4
- Верхние подшипники шатуна М5 и М6
- Нижние подшипники шатуна М7 и М8
- Скалка заднего упора М13
- Уравновешиватель М14 и М15
- Ось привода
- Ось привода тормоза М16
- Механизм включения М17
1 раз в полгода шприцеванием:
- Подшипник электродвигателя M9 и М10
Масло «Индустриальное-30»:
1 раз в месяц:
- Подшипники быстроходного вала М11 и М12 - Масляная ванна
- Корпус зубчатого редуктора Р - Индивидуальная заливка
Уровень масла в редукторе контролируется через отверстие, вывернув пробку. При наличии масла в корпусе ниже предельного уровня работа механизма не допускается. Емкость редуктора - 16 л.
Увеличение температуры масла в редукторе допускается до +60°С. Слив масла из корпуса редуктора и чистка его должны производиться один раз в месяц.
Необходимо периодически проверять состояние масленок и маслопроводящих отверстий. Не реже одного раза в три месяца смазочные отверстия следует промывать чистым керосином.
ПОРЯДОК УСТАНОВКИ
Транспортирование и распаковка
Ножницы поставляются заказчику в собранном виде в частичной упаковке.
Транспортирование ножниц следует производить согласно схеме транспортирования ножниц в распакованном и упакованном виде.
При распаковке ножниц нужно следить за тем, чтобы не повредить деталей самих ножниц распаковочным инструментом.
При транспортировании распакованных ножниц к месту установки, необходимо следить за тем, чтобы канатом не помять и не поломать кожухи, крышку и другие детали. Во избежание порчи деталей необходимо в соответствующих местах установить под канат подкладки.
ЗАПРЕЩАЕТСЯ ставить ножницы на плоскую поверхность, так как маховик находится ниже уровня пола.
Расконсервация
Антикоррозийные покрытия, нанесенные перед упаковкой ножниц, следует удалить одним из указанных растворителей: бензин, уайт-спирит, керосин. Антикоррозийные покрытия сначала удаляют деревянной лопаточкой, а оставшаяся смазка с наружных поверхностей удаляется чистыми хлопчатобумажными салфетками, смоченными в одном из вышеуказанных растворителей. После расконсервации все неокрашенные поверхности во избежание коррозии равномерно покрыть слоем масла «Индустриальное-30» ГОСТ 20799-88.
Монтаж
Ножницы с наклонным ножом устанавливаются на фундаменте с бетонной площадкой и заделанными в него фундаментными болтами.
Фундаментные болты и другие крепежные детали в комплект поставки не входят.
При установке должны быть выдержаны расстояния до расположенного рядом оборудования и стен, согласно существующим нормам. Горизонтальность установки ножниц на фундаменте выдерживается с помощью клиньев и проверяется уровнем, установленным на столе. Точность горизонтальной установки в поперечном и горизонтальном направлении должна быть не более 0,15мм на длине 1000мм.
При эксплуатации горизонтальность проверяется не реже одного раза в месяц.
При установке механизм для резки листа должен быть надежно заземлен.