




Ножницы гильотинные OVTO MNG-3/1
Гильотинные ножницы модели MNG3/1 предназначенны для резки листового материала с пределом прочности ≤500 МПа и с наибольшими размерами поперечного сечения 1600 х 2,5 мм.
Поперечная резка листа, толщина и ширина которого соответствует технической характеристике ножниц, производится за один ход ножа, продольная резка производится рядом повторных резов при продвижении листа вдоль линии реза. При этом длина листа может быть неограниченной, а ширина отрезаемой полосы определяется величиной вылета станины.
Одним из преимуществ электромеханических ножниц гильотинного типа является высокая скорость работы и возможность точной настройки интенсивности сжатия. Благодаря электрическому двигателю, эти ножницы способны производить многочисленные резы в минуту, что делает их идеальными для массовой обработки материалов. Кроме того, электромеханические ножницы обычно обладают большей прочностью и долговечностью.
| Толщина разрезаемых листов с временным сопротивлением σвр=450 МПа, мм | 2.5 |
| Ширина разрезаемого листа, мм | 1600 |
| Максимальная длина листа отрезаемого по упору, мм | 700 |
| Частота ходов ножа в мин | 68..30 |
| Угол наклона подвижного ножа | 1 30'' |
| Расстояние от уровня пола до верхней кромки нижнего ножа, мм | 860 |
| Мощность двигателя главного привода, кВт | 3 |
| Габариты (ДxШxВ), мм | 2150x1475x1375 |
| Масса, кг | 1800 |
Стандартная комплектация:
- Ножницы в сборе - 1 шт.
На ножницах установлено:
- Электрошкаф - 1 шт.
- Пульт управления - 1 шт.
- Электродвигатель главного привода - 1 шт.
- Пневмооборудование Camozzi - 1 к-т.
- Комплект РТИ - 1 к-т
- Комплект ножей - 1 к-т.
- Резиновые проставки прижимной балки - 1 к-т
- Светодиодная линия освещения рабочей зоны - 1 шт.
- Задний упор 700 мм - 1 шт.
- Боковой упор для резки под прямым углом
- Заднее ограждение для сбора заготовок - 1 шт.
Принадлежности:
- Педаль электрическая, выносная - 1 шт.
- Шприц рычажно-плунжерный - 1 шт.
Документация:
- Руководство по эксплуатации - 1 шт.
- Технический паспорт - 1 шт.
- Документация на приобретенные комплектующие - 1 к-т.
Доп. опции:
- Дополнительный комплект ножей = 40 000 ₽
- Передний упор = 30 000 ₽
- Угловой упор = 15 000 ₽
- Механизированный задний упор 700 мм = Цена по запросу
- УЦИ = 30 000 ₽
- Механизм поддержки листа = Цена по запросу
- Лазерный указатель линии реза = 15 000 ₽
- Рольганг подающий = 150 000 ₽
- Тележка откатная = 180 000 ₽
- Транспортер = 235 000 ₽
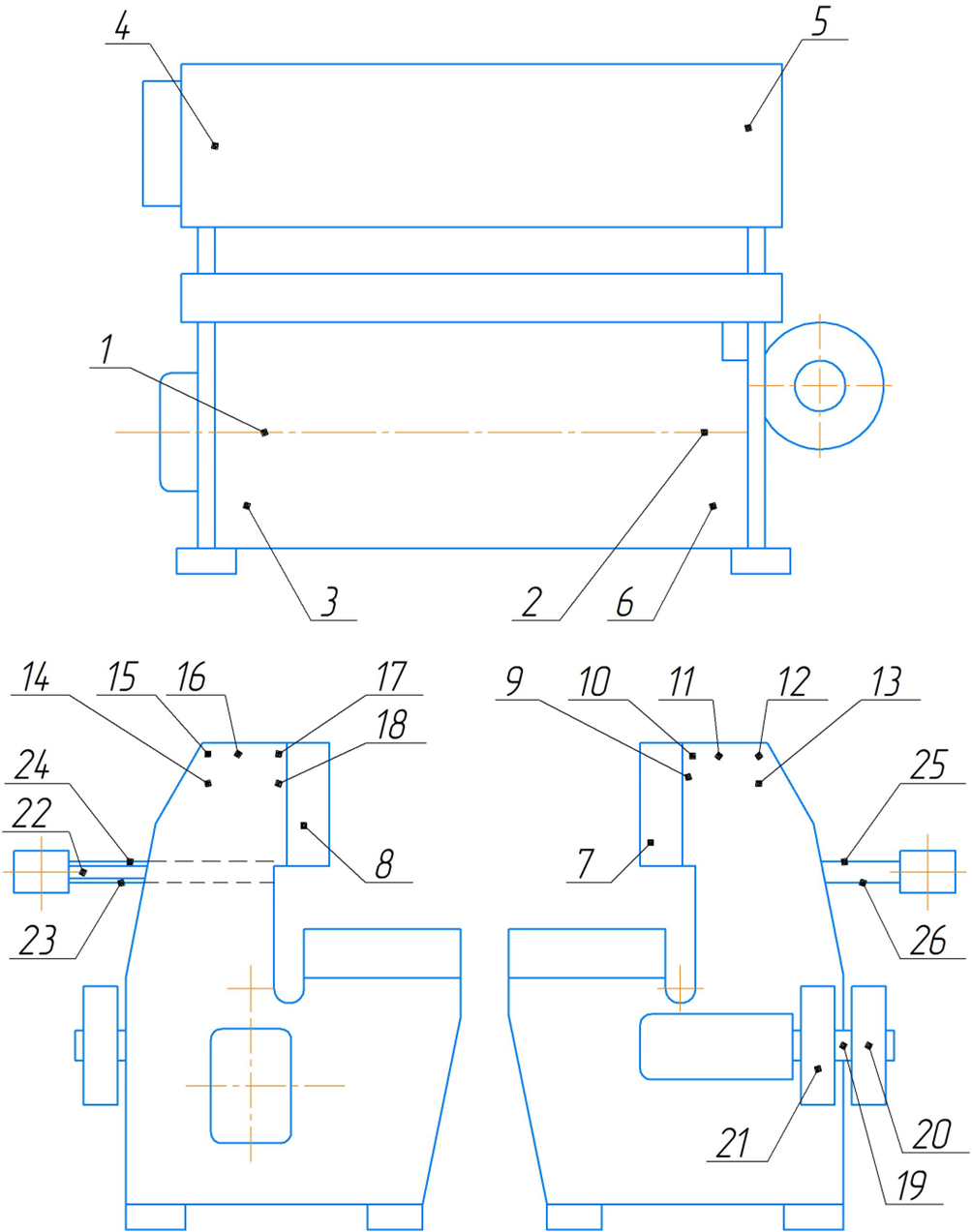
УСТРОЙСТВО НОЖНИЦ
Состав ножниц
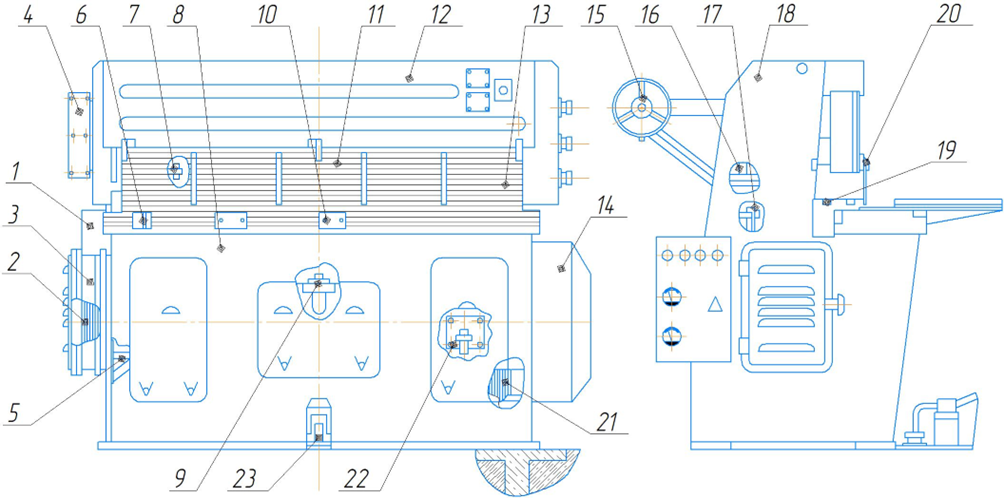
1 - Электрошкаф
2 - Конечный выключатель
3 - Ограждение конечного выключателя
4 - Пульт управления
5 - Система смазки*
6 - Боковой упор
7 - Линия освещение рабочей зоны*
8 - Ограждение станины
9 - Воздухопровод
10 - Передний упор*
11 - Прижимная балка
12 - Ограждение ножевой балки
13 - Угловой упор*
14 - Ограждение привода
15 - Задний упор или Механизированнный упор*
16 - Уравновешиватель
17 - Датчики заднего упора*
18 - Станина
19 - Ножевая балка
20 - Защитная решетка
21 - Привод
22 - Приводной вал
23 - Педаль управления или Выносная педаль
Станина
Станина является базовой сборочной единицей, на которой крепятся все остальные сборочные единицы ножниц.
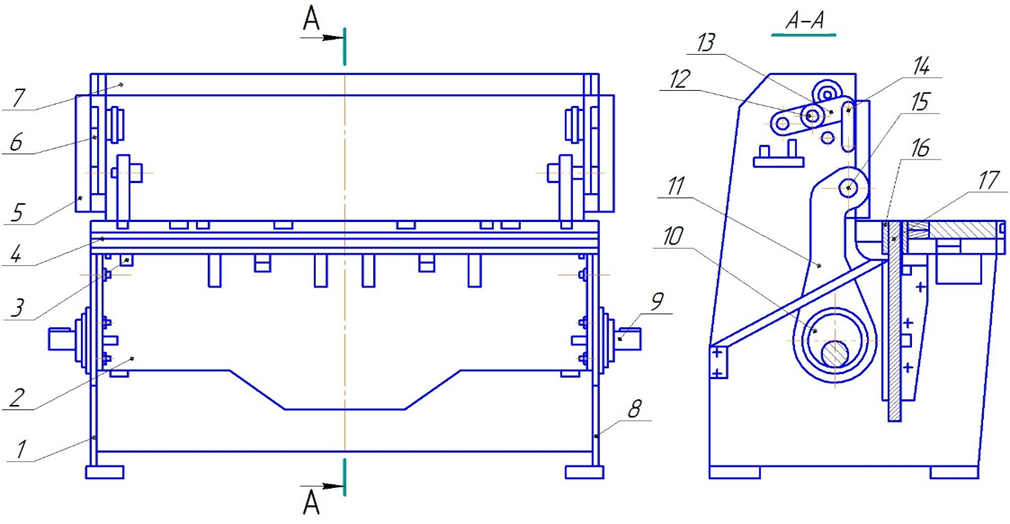
Станина имеет сборно-сварную конструкцию и состоит из двух стоек 1 и 8, которые соединены между собой траверсой 2 и стяжкой 7.
На стойки и траверсу опирается стол 4, к которому с помощью винтов крепятся нижние ножи 16. Затягивание гаек на винтах, крепящих ножи, производится через окна в столе.
Регулировка зазора между ножами ножевой балки и станины осуществляется перемещением стола 4 с помощью установочных болтов, расположенных с обеих сторон стола. Винты 3перед регулировкой зазора необходимо отпустить, а после регулировки— затянуть.
Направляющие 5 стоек вместе с прикрепленными к ним накладными 6 наклонены к плоскости стола под углом 870.
Установка ножа по высоте при переточке и замене ножей производится подгонкой планки 17.
В сборочную единицу «Станина» входит также эксцентриковый вал 9 с насажденными на нем эксцентриками 10 и шатунами 11. С помощью осей 15 шатуны соединяются с ножевой балкой.
С внутренних сторон стоек 1 и 8 на осях 12 установлены рычаги 13, соединенные с ножевой балкой (серьгами14) с одной стороны и с уравновешивателями – с другой.
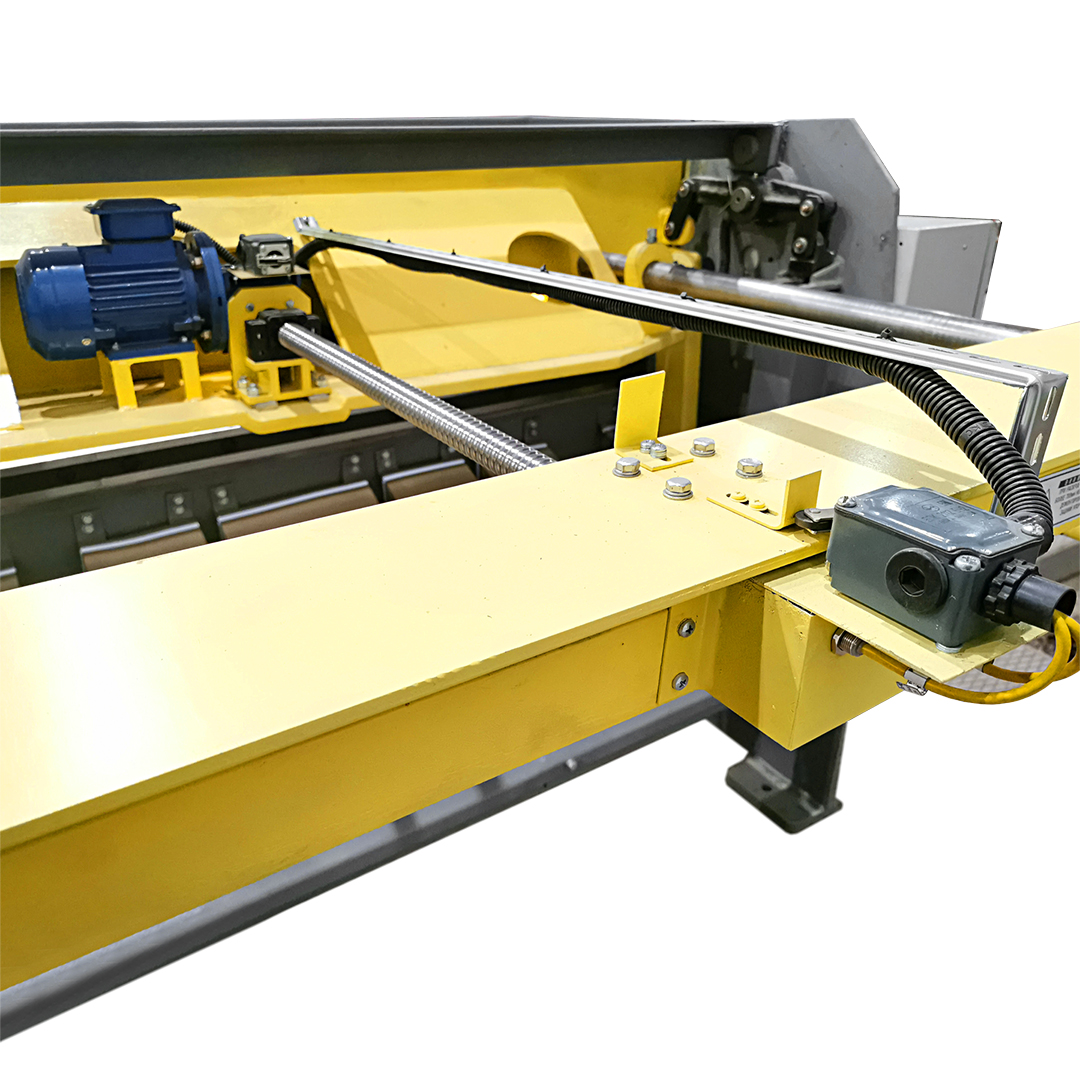
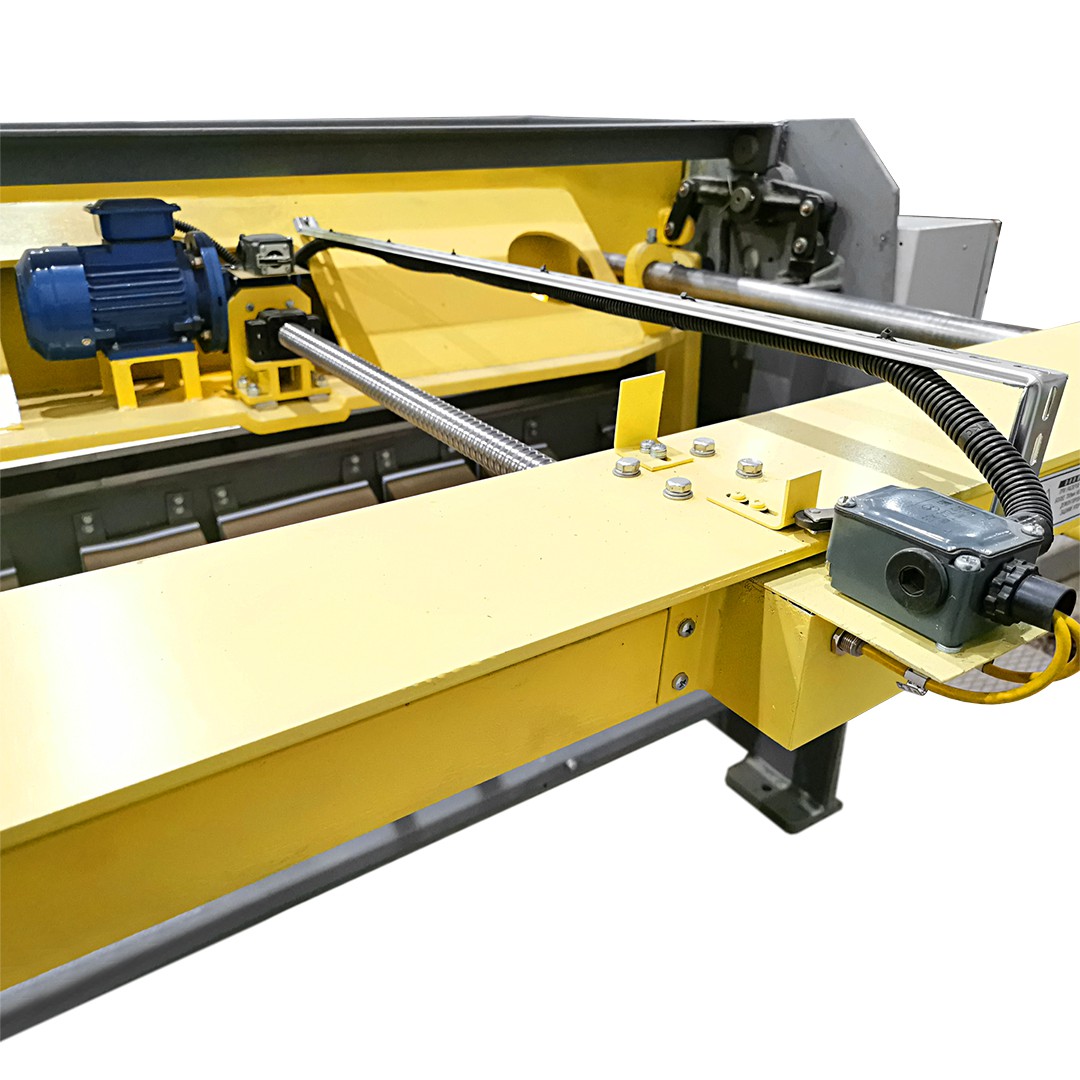
Привод ножниц
Привод ножниц осуществляется от электродвигателя 2, установленного на качающейся плите 1, через клиноременную передачу 3 на маховик 4.
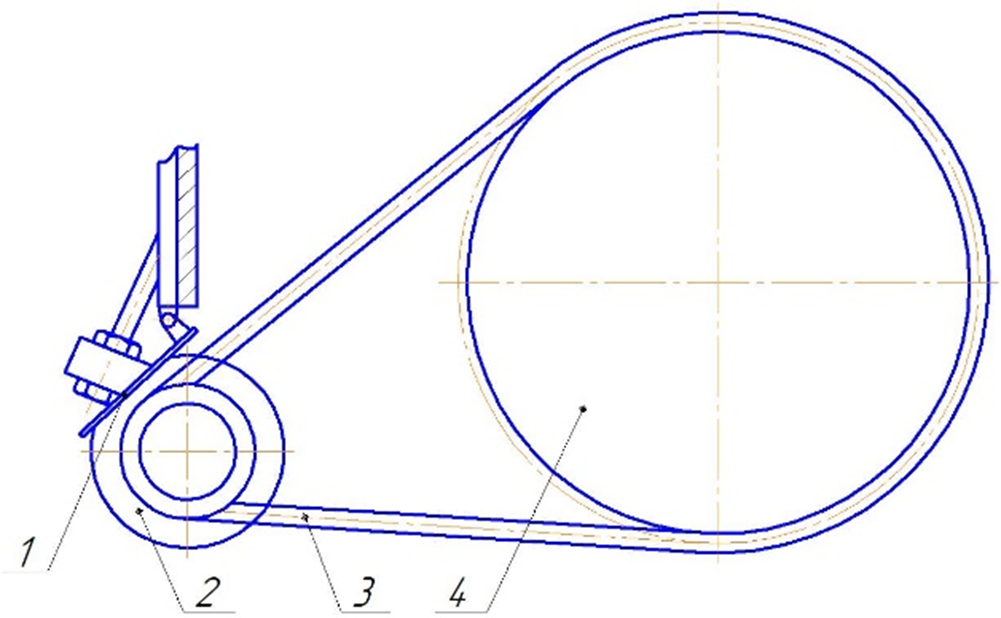
Маховик ножниц установлен на промежуточном валу с внутренней стороны правой стойки.
Маховик с помощью пальцев связан сведущими дисками муфты-тормоза.
Муфта-тормоз
Муфта-тормоз состоит из нормализованной сборочной единицы, воздухоподводящей головки и маховика, опорами которого насаженные на втулку радиальные шарикоподшипники.
Жестко сблокированная многодисковая фрикционная муфта-тормоз с пневматическим включением состоит из трех частей: ведущей, ведомой и тормозной.
Работа муфты-тормоза происходит следующим образом: сжатый воздух через воздухоподводящую головку поступает в пневмокамеру, перемещает цилиндр вдоль оси опорных дисков в сторону муфты и зажимает ведущие диски, связанные с постоянно вращающимся маховиком через пальцы, обеспечивая передачу крутящего момента через ступицу на приводной вал.
Приводной вал
Приводной вал смонтирован на конических роликовых подшипниках в ступице правой стойки станины. На одном конце вала установлен маховик, на другом конце — вал-шестерня, от которой вращение передается зубчатому колесу, смонтированному на эксцентриковом валу.
Ножевая и прижимная балки
Ножевая балка представляет собой жесткую конструкцию сварного типа.
Движение балки происходит в направляющих под углом 3' к вертикальной плоскости. В нижней части ножевой балки имеется паз, в котором крепятся ножи.
Ножевая балка имеет два выступа, с помощью которых при возврате в верхнее исходное положение ножевая балка приподнимает прижимную балку.
Прижимная балка имеет выступы и скользит в пазах, образованных направляющими и планками.
Ножевая балка скользит в пазах, образованных накладками и планкой.
Крепление направляющих к станине осуществляется через приставки.
Зазор в направляющих ножевой балки регулируется подгонкой компенсационных прокладок.
Боковой зазор в направляющих ножевой балки регулируется перемещением планки винтами.
Прижимная балка взаимодействует с ножевой балкой. Высота прижимной балки над столом в верхнем положении регулируется винтами, которые упираются в выступы ножевой балки.
При совершении рабочего хода происходит одновременное опускание ножевой и прижимной балок. Прижим листа осуществляется за счет силы сжатия пружин и собственного веса балки, причем сила сжатия пружин регулируется винтами.
Защитная решетка
Защитная решетка полностью преграждает доступ к ножам и прижиму.
Решетка представляет собой рамку, состоящую из жестко связанных между собой вертикальных и горизонтальных планок и.
Защитная решетка прикреплена к прижимной балке, что предохраняет рабочих от несчастных случаев при ремонте и техническом обслуживании ножниц.
Уравновешиватели
На внутренних сторонах обеих стоек станины установлены уравновешиватели.
Штоки уравновешивателей с помощью осей связаны с рычагами станины. При опускании ножевой балки шток поднимается вверх и сжимает пружину, которая опирается на кронштейн станины.
Пружина смонтирована с предварительным сжатием, поэтому даже в случае разладки тормоза ножевая балка удерживается в верхнем положении.
Кроме того, за счет постоянно направленного усилия пружин все зазоры в сочленениях подвижных частей цепи «эксцентриковый вал — шатуны — ножевая балка — уравновешиватели» выбираются в одну сторону, что обеспечивает плавную работу ножниц. Поскольку действие уравновешивателей на ножевую балку направлено под углом 150° к вертикали, ножевая балка постоянно прижата к направляющим станины, что обеспечивает постоянство зазора между ножами.
Освещение зоны реза
Освещение зоны реза позволяет производить работу, связанную с разметкой листа.
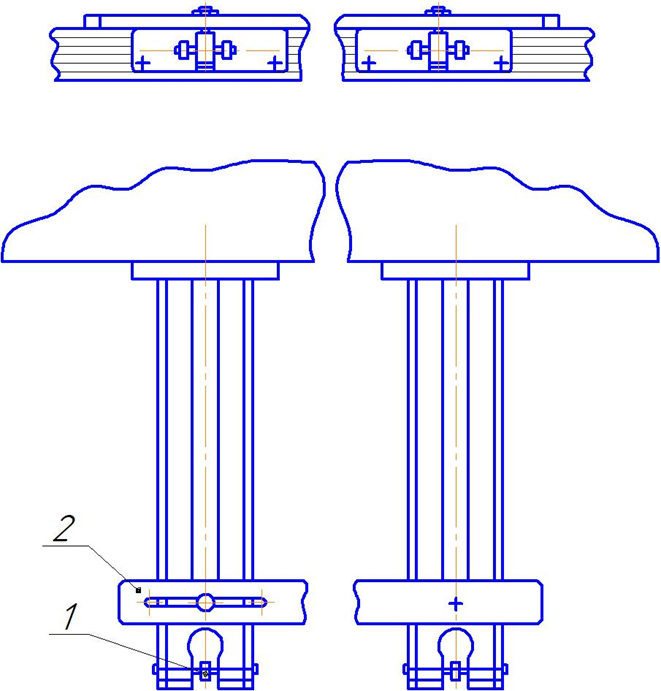
Задний упор
Задний упор посредством скалки и кронштейнов подвешен к двум ползунам, которые скользят по двум направляющим.
Допустимое отклонение при рубке с задним упором до 3мм.
При резке полос шириной более 700 мм, необходимо демонтировать задний упор.
Таким образом, лист свободно может проходить под задним упором. Отвод упора в заднее положение производится при нормальной высоте ножевой балки. Минимальная длина полосы, отрезаемой по упору определяется практически, исходя из ширины и толщины отрезаемого листа.
Механизированный задний упор (Опция)
Установка заднего упора на определенное расстояние от линии реза осуществляется мотор-редуктором и ШВП. При вращении ШВП перемещаются ползуны.
Устройство цифровой индикации (Опция)
На ножницы с механизированным задним упором может быть установлено УЦИ для отображения заданной длины листа, отрезаемого по заднему упору.
Боковой упор (Опция)
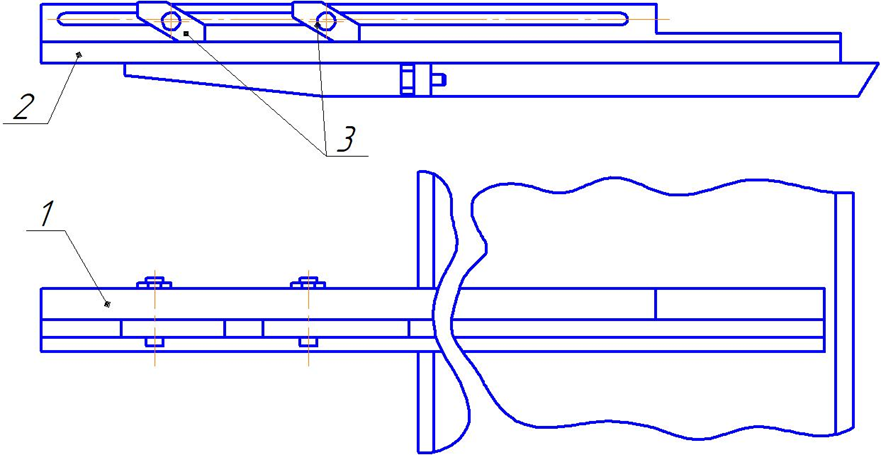
При работе с боковым упором две ползушки 3 устанавливаются на определенный, размер по линейке 1, закрепленной на кронштейне 2.
При продольной резке листов с использованием вылета боковой упор необходимо снять.
Передний упор (Опция)
В Т-образном пазу стола устанавливаются удлинители 1. Ширина полосы, отрезаемой по переднему упору, определяется положением линейки 2.
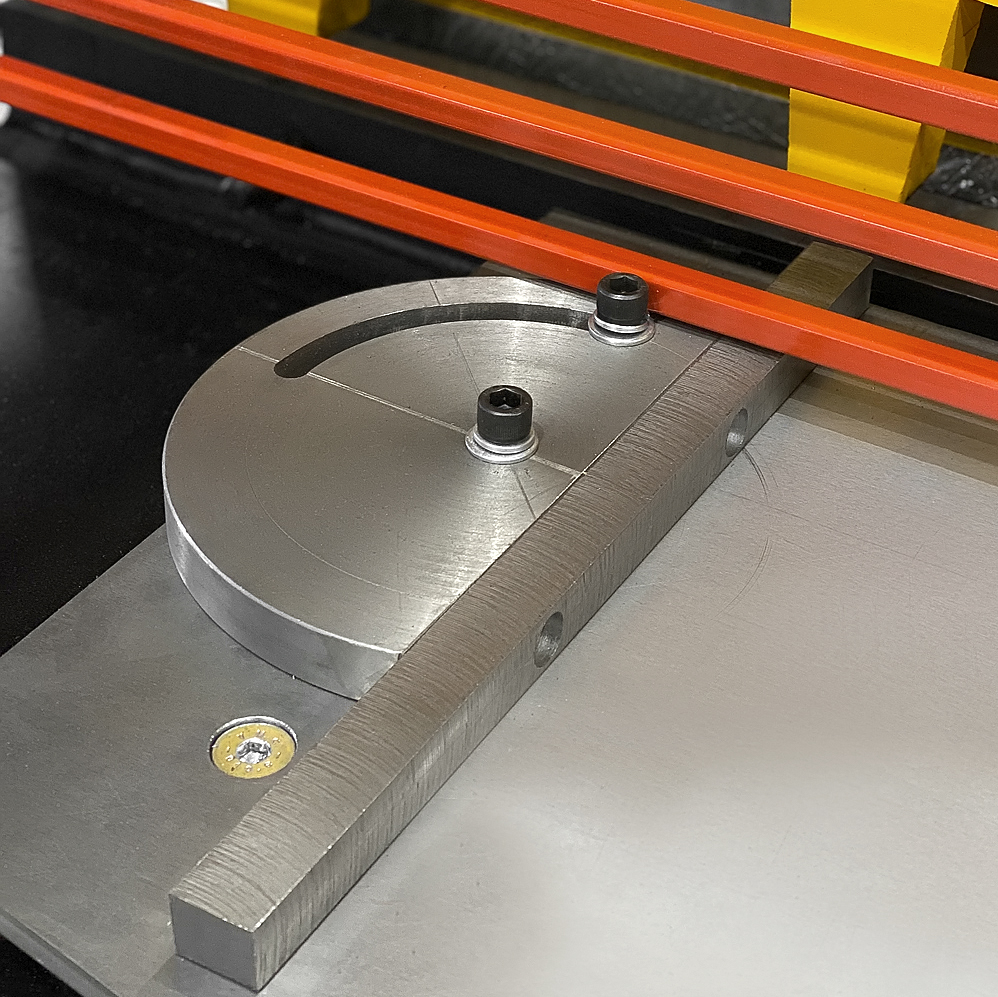
Угловой упор (Опция)
В Т-образном пазу стола устанавливаются поворотный упор; позволяющий осуществлять резку заготовок под углом.
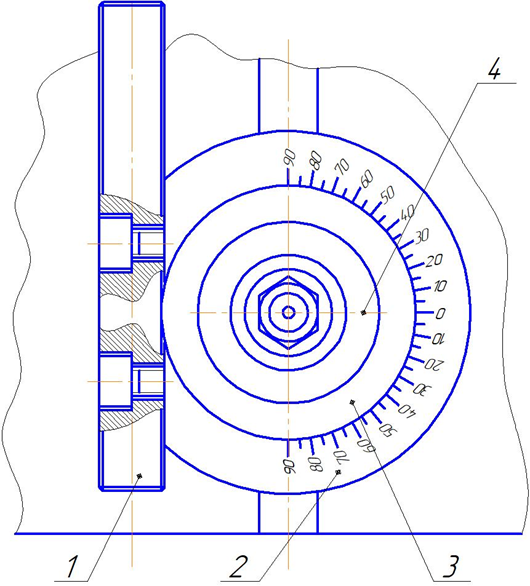
Направляющая планка 1 вместе с лимбом 2 устанавливается под углом, который отсчитывается относительно риски. А на диске 3.
Механизм поддержки листа (Опция)
Механизм поддержки листа предназначен для удержания и сохранения направления в процессе подачи листового материала в зону резания до соприкосновения с задним упором.
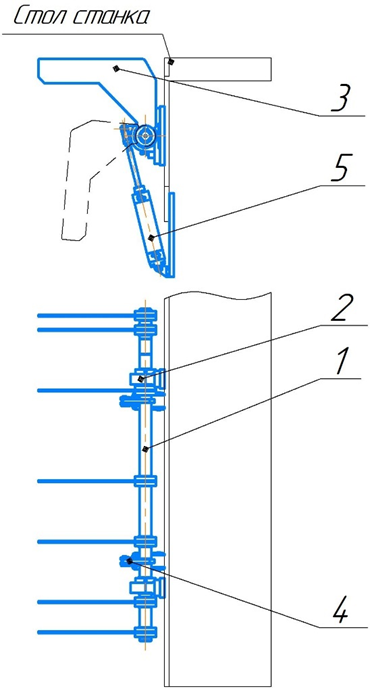
Данный механизм состоит из вала 1 установленного в подшипниках 2. На валу располагаются кронштейны поддержки 3, а также кронштейны 4 при помощи которых пневмоцилиндры 5 осуществляют поворот вала.
ВНИМАНИЕ! В процессе работы (резки металла) механизм поддержки листа должен быть опущен в нижнее положение, во избежание поломки данного узла.
Рольганг (Опция)
Рольганг предназначен для облегчения перемещения и разворота листов при их подаче в зону резания ножниц.
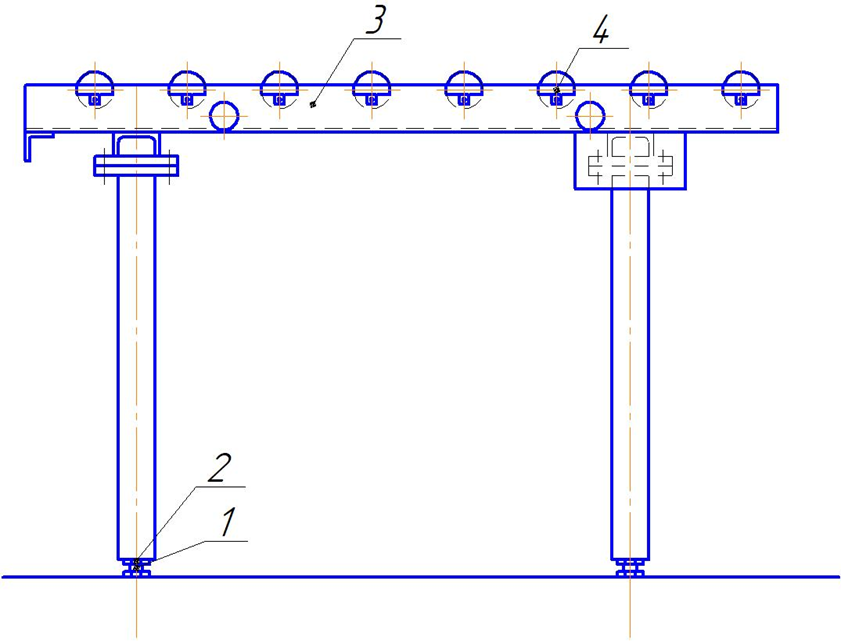
Он состоит из сварной рамы 3, регулируемой по высоте (в зависимости от высоты поверхности стола над уровнем пола) с помощью болтов 1 и контргаек 2. На раме установлен ряд роликов 4, смонтированных на подшипниках качения.
Транспортер (Опция)
Ленточный транспортер состоит из привода 1 и рамы 4, в которой на подшипниках качения смонтированы ведущий вал 2 и ведомый вал 7. На валах натянут ряд прорезиненных лент 3. Ведомый вал расположен со стороны ножниц и имеет натяжное устройство. Натяжение ленты производится с помощью винтов 6, которые стопорятся контргайками 5.
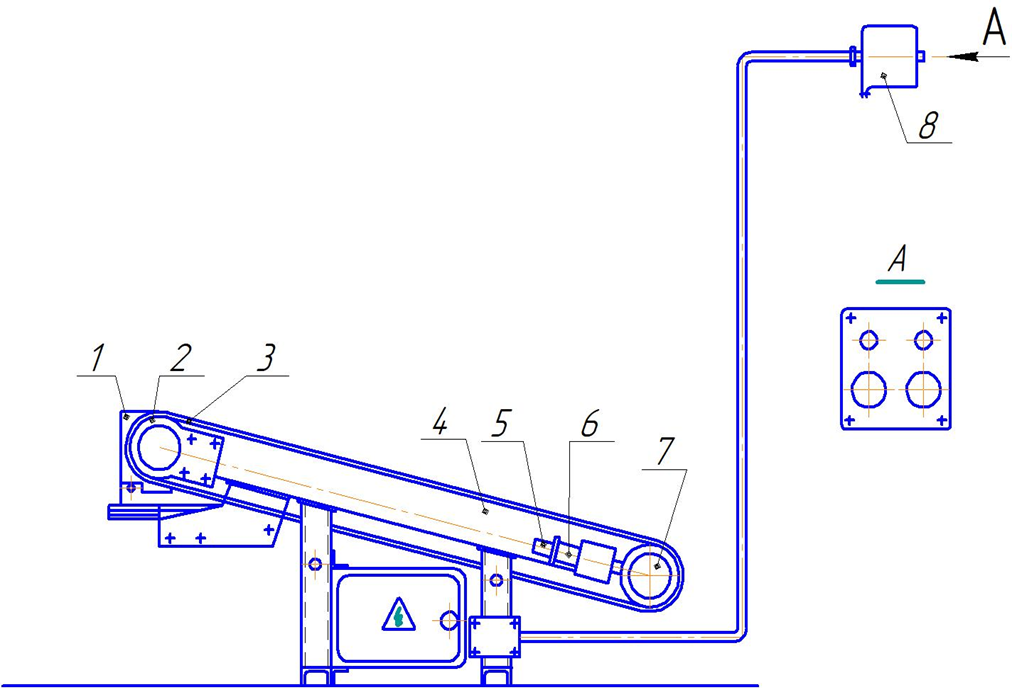
Привод 1 состоит из электродвигателя, жесткой втулочной муфты и червячного редуктора, вращение от которого передается на ведущий вал 2.
Транспортер предназначен для отвода отрезанных заготовок из зоны резания ножниц.
Управление транспортером осуществляется с пульта управления 8.
Ограждения
На внешних сторонах стоек ножниц и с лицевой стороны крепятся ограждения привода, станины, прижима и конечного выключателя.
Ограждения обеспечивают безопасность работы на ножницах и улучшают их внешний вид.
Кинематическая схема
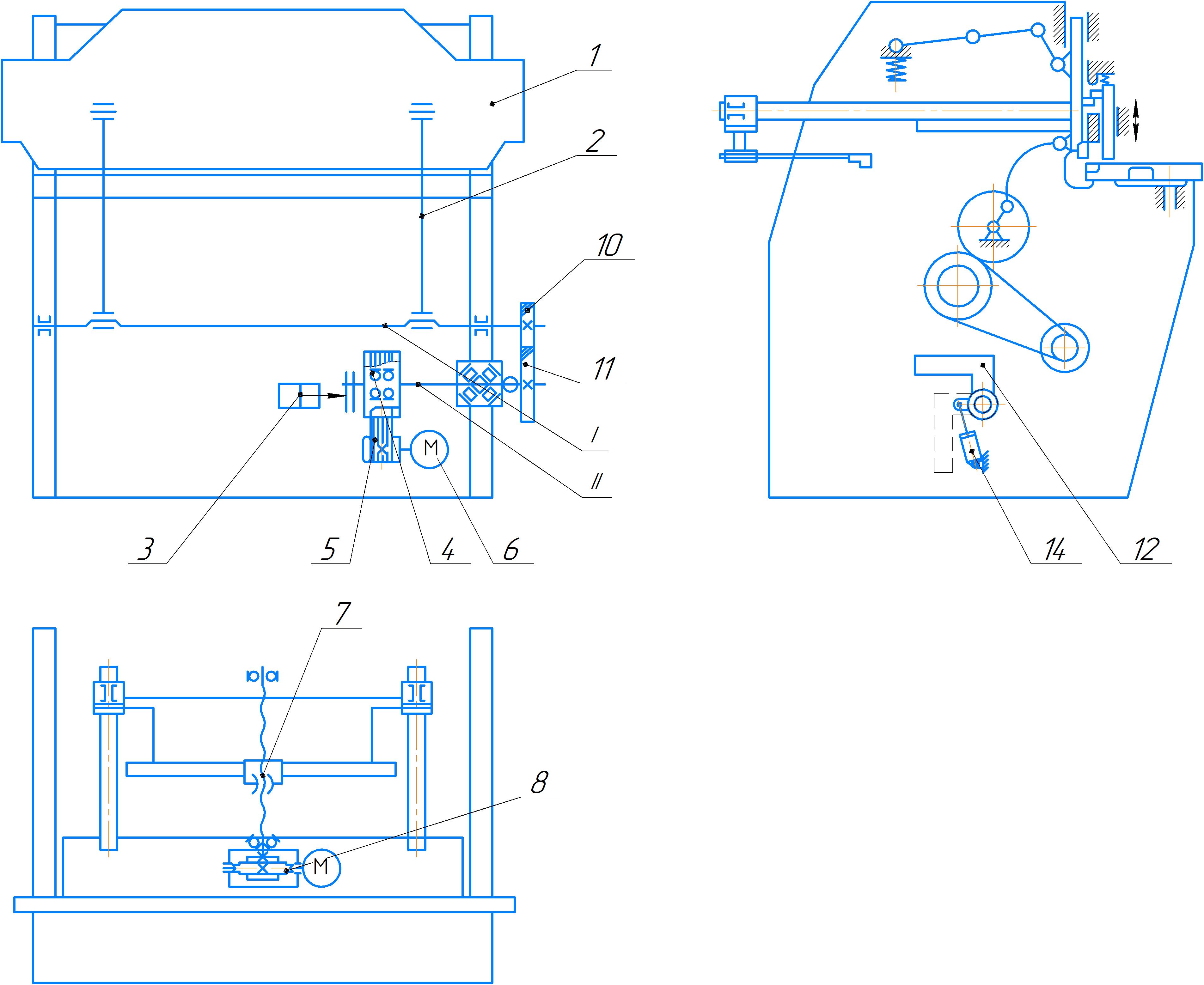
В ножницах MNG-3/1 привод осуществляется от электродвигателя 6 через клиноременную передачу 5 на маховик 4, соединенный муфтой-тормозом 3 с приводным валом II От приводного вала II через пару цилиндрических косозубых колес 10, 11 вращение передается на эксцентриковый вал I. Эксцентриковый вал I соединен с ножевой балкой шатунами 2.
Перемещение заднего упора осуществляется с помощью ШВП 7 соединеного с червячным мотор-редуктором 9.
В нижней части станины расположен механизм поддержки тонкого листа 12, который поднимается или опускается при помощи двух пневматических цилиндров 14.
ПНЕВМООБОРУДОВАНИЕ
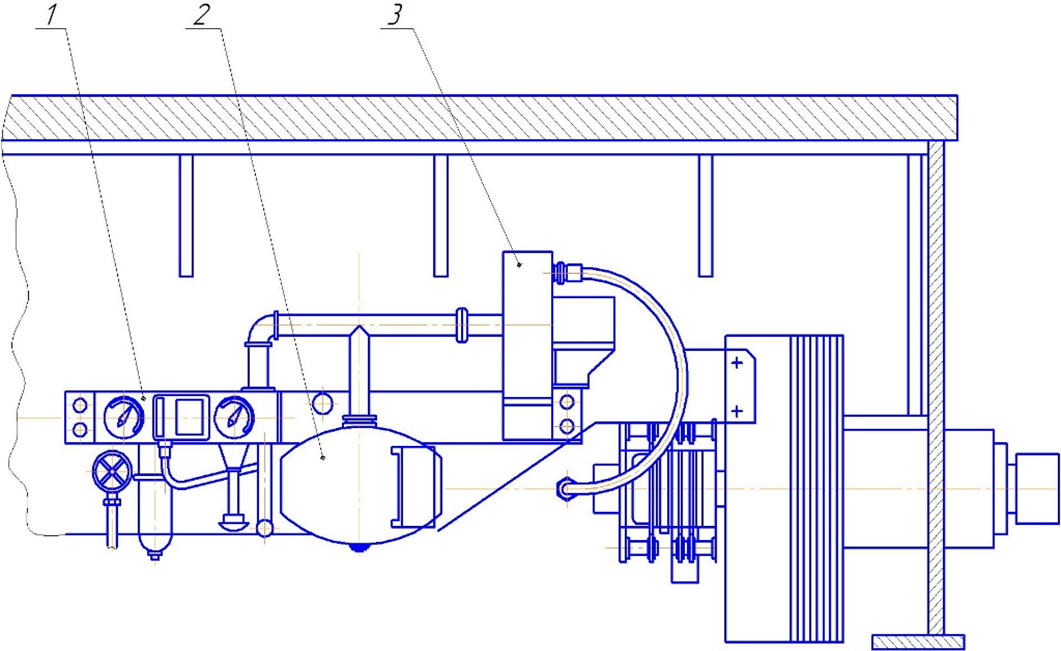
Воздухопровод состоит из пневматического блока 1, ресивера (конструкция ресивера может быть изменена по усмотрению производителя) 2, и трехходового сдвоенного сблокированного клапана 3, соединенных линиями связи с муфтой-тормозом.
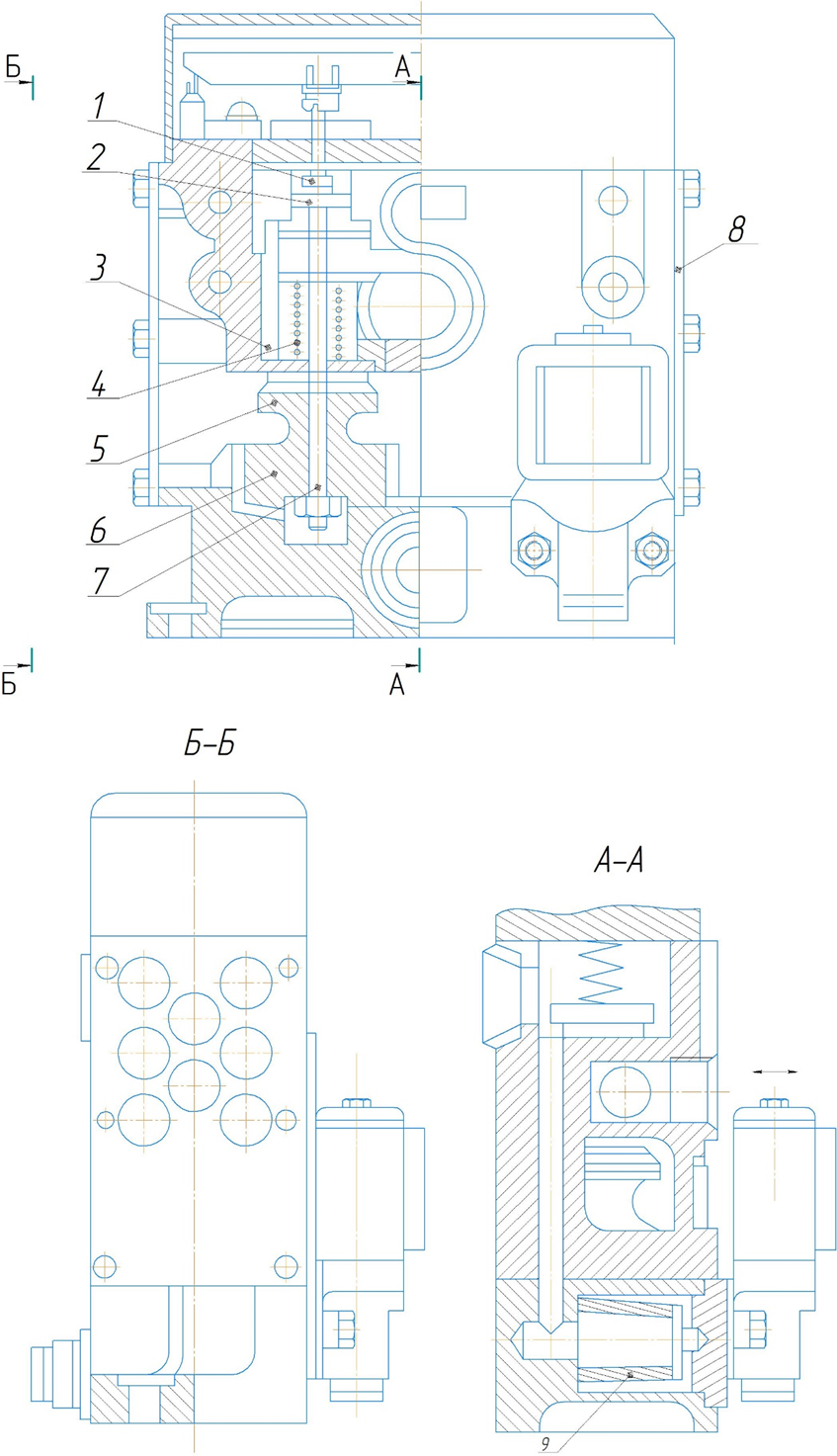
Трехходовой сдвоенный сблокированный клапан представляет собой сдвоенный пневматический клапан с сервоуправлением от электропневматических включающих вентилей. Исполнение клапана нормально-закрытое, то есть при обесточенных катушках электромагнитов включающих вентилей переход через клапан закрыт.
Для включения клапана на обмотки катушек электромагнитов включающих вентилей подается напряжение, при этом клапан вентиля связывает полость I, постоянно соединенную с ресивером ножниц, с полостью IV. Сжатый воздух, подводимый к включающим вентилям, проходит через фильтр 9. Под давлением сжатого воздуха поршни6поднимаются вверх, сжимают пружины 4 и, предварительно уменьшая живое сечение, перекрывают выхлопные отверстия. Одновременно в конце хода штока 7 поднимаются клапаны 2, сжимая пружины 1. Полости I и II соединяются. Полость III отключается, соединяя пневмосеть от ресивера с пневмоцилиндром муфты-тормоза, и происходит включение дисков муфты.
После снятия напряжения с обмоток катушек электромагнитов (отключение муфты) вентили перекрывают доступ сжатого воздуха в полость IV, одновременно соединяя ее с атмосферой. При этом давление в полости IV падает, и поршни 6под действием пружин 4 возвращаются в исходное положение, соединяя полость II с атмосферой. Сжатый воздух, выходя из полости, проходит через глушители 8. В это время пружины1возвращают в исходное положение клапаны 2, перекрывая доступ сжатого воздуха из ресивера в муфту-тормоз и клапан. Муфта-тормоз отключается.
Если при включении клапана один из поршней не включится, то сжатый воздух будет поступать из полости II в атмосферу через щель между кольцом 5 и втулкой 3, и включение муфты-тормоза не произойдет. Одновременно коромысло перекосится и нажмет на микропереключатель, который отключит Электрическую цепь управления ножницами.
Если во время работы на одиночных ходах один из клапанов электропневматического управления не выключится (не соединится с атмосферой), то управляемый им поручень останется в верхнем положении; при этом верхний клапан будет открыт, а нижний — закрыт. Сжатый воздух, пропускаемый верхним клапаном, будет поступать через открытый нижний клапан другого поршня в атмосферу. При этом коромысло также перекосится и отключит электрическую цепь управления ножницами.
Описание работы пневмосистемы
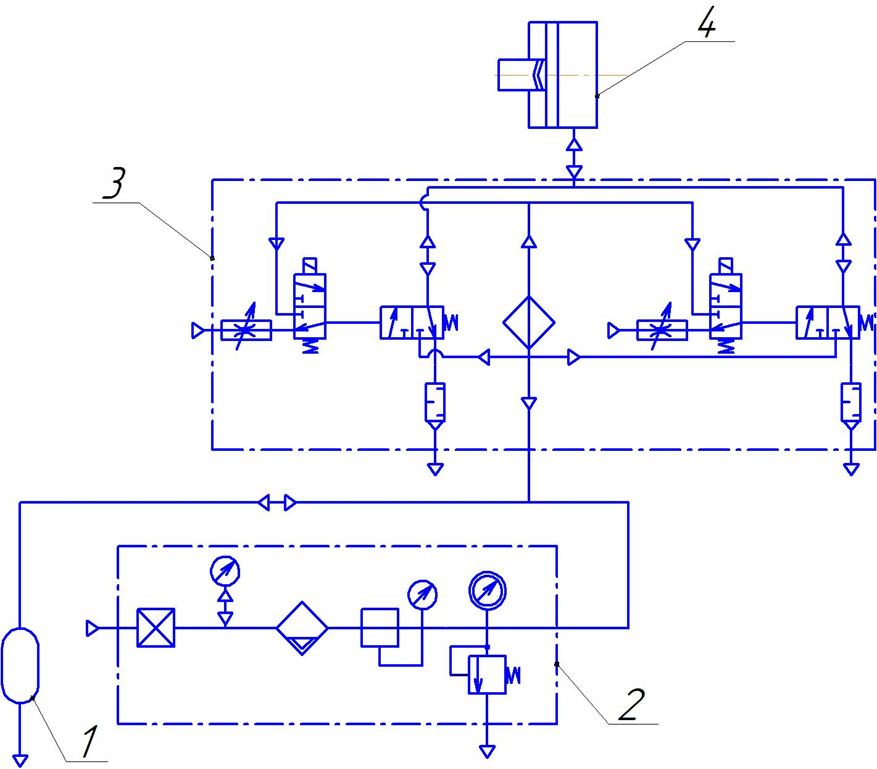
1 - Накопитель (ресивер)
2 - Блок кондиционирования с манометром
3 - Пневмораспределитель сблокированный трехходовой
4 - Муфта тормоз
Сжатый воздух из общей магистрали поступает в ресивер 1. В случае падения давления ниже допустимого срабатывает реле давления, размыкая электрическую цепь управления и замыкая цепь контрольной лампы.
Из ресивера воздух поступает через блок кондиционирования 2 в пневмораспределитель сдвоенный трехлинейный 3 и далее к муфте-тормозу 4.
Давление воздуха, поступающего из общезаводской магистрали должно быть не менее 0,5 МПа.
ЭЛЕКТРООБОРУДОВАНИЕ
Общие сведения
Электрооборудование ножниц состоит из силовой части (главного электропривода), электроаппаратов управления работой электродвигателя, главного привода и электромагнитов пневмовентилей муфты приводного механизма, и электроаппаратов управления работой ножниц в различных режимах.
Электрооборудование смонтировано на ножницах и в шкафу управления.
Органы управления (кнопки, переключатели, сигнальная арматура) находятся на электрошкафу, который расположен на левой стороне ножниц.
Электропедаль подключается через штепсельный разъем к электрошкафу, установленной на внешней стороне стола ножниц, и выносится в удобное для управления ножницами место.
Запуски электродвигателя главного привода, пуск ножниц в работу осуществляется с главного пульта управления.
Управление непосредственно работой ножниц происходит в функции пути за счет включения и отключения путевых конечных выключателей, обеспечивающих необходимую последовательность срабатывания электроаппаратов, и соответственно исполнительных механизмов, и рабочих органов ножниц.
Подключение и отключение ножниц к сети производится вводным автоматическим выключателем QF1.
Аварийной отключение осуществляется кнопками «Общий стоп», установленными на главном пульте управления и педали.
Краткая характеристика
1. Род тока питающей сети - переменный, трехфазный
2.Частота тока, Гц - 50
3.Напряжение питающей сети, В - Переменный 380
4.Напряжение цепи управления, В - Переменный 24, Постоянный, 24
5.Напряжение цепи сигнализации, В - Переменный 24
6.Напряжение цепи освещения, В - 24
7.Электродвигатель главного привода:
- мощность, кВт - 3,0
- номинальная частота вращения, минˉ¹ - 1500
8.Электродвигатель заднего упора:
- мощность, кВт - 0,37
- номинальная частота вращения, минˉ¹ - 1500
9.Режимы работы:
- Непрерывный ход
- Одиночный ход
- Толчок
- Ручной проворот
Защита и блокировки
Электросхемой предусмотрены следующие защиты и защитные блокировки:
• защита электродвигателя главного привода и электроаппаратуры осуществляется при помощи автоматических выключателей (QF1-QF7)
• защита электродвигателя главного привода от перегрузок реализована при помощи теплового реле PT1
• нулевая защита осуществлена с помощью блок контактов пускателя КМ1
• контакт пускателя главного привода КМ1 запрещает включение муфты ножниц в рабочих режимах при неработающем двигателе главного привода
Пульт управления

1 - Ключ «Включение схемы»
2 - Переключатель «Освещение линии реза»
3,4 - Кнопки «Пуск», «Стоп» Главного привода
5,6 - Кнопки управления задним упором «Назад», «Вперед»
7 - Кнопка «Пуск хода»
8 - Кнопка «Стоп непрерывного хода»
9 - УЦИ (индикатор заднего упора)
10 - Кнопка сброса индикатора упора
11 - Индикатор работы «Поддерживателя»
12 - Переключатель «Поддерживатель»
СИСТЕМА СМАЗКИ
Система смазки ножниц предусматривает следующие способы смазки:
• смазка с помощью пресс-масленок
• закладка консистентной смазки вручную
• жидкая смазка
Контроль за поступлением смазки к точкам централизованной смазки осуществляется визуально.
Перед пуском ножниц необходимо:
• набить все масленки согласно принципиальной схеме смазки ножниц
• cмазать зубчатые колеса
• залить масло в маслораспылитель
ВНИМАНИЕ! Работа на ножницах при отсутствии смазки на трущихся поверхностях сборочных единиц - Не допускается!
Карта смазки
Перечень точек смазки, перидичность и применямый материал:
ЦИАТИМ-203 (Шприцеванием, 1-2 раза в смену):
1, 2 - Опоры эксцентрикового вала
3, 4, 5, 6 - Втулки левого и правого шатунов
7, 8 - Направляющие ножевой и прижимной балки
с 9 по 18 - Втулки уравновешивателей
23, 24, 25, 26 - Направляющие заднего упора
ЦИАТИМ-203 (Шприцеванием, 1 раз в 3 месяца):
19 - Приводной вал
20, 21 - Подшипники маховика
Масло индустриальное И-20А (1-2 раза в смену)
22 - ШВП
ПОРЯДОК УСТАНОВКИ
Транспортирование
Транспортирование ножниц следует производить согласно схеме:
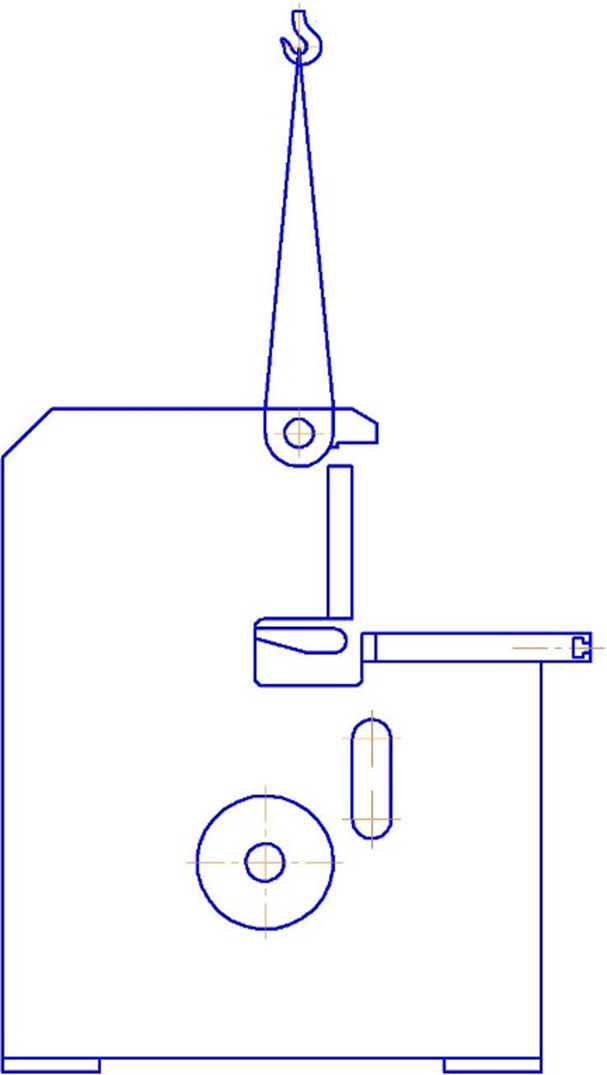
Захват ножниц производится за цапфы, установленные с наружной стороны стенок ножниц.
При транспортировании к месту установки и при опускании на фундамент ножницы не должны подвергаться сильным толчкам.
Расконсервация
Перед установкой ножницы необходимо тщательно очистить от антикоррозийных покрытий, нанесенных на открытые и закрытые поверхности. Промытые поверхности следует покрыть тонким слоем консистентной смазки ЦИАТИМ-203.
Установка
Ножницы устанавливаются на бетонном фундаменте, глубина заложения которого зависит от грунта.
Горизонтальность установки ножниц на фундаменте достигается с помощью клиньев и выверяется уровнем, установленным на столе. Точность установки ножниц в поперечном и продольном направлениях должна быть выдержана в пределах 0,2 мм на длине 1000 мм.
Горизонтальность стола ножниц следует проверять не менее одного раза в месяц.
Примечание. Ножницы могут быть установлены на виброопоры.
ПОРЯДОК РАБОТЫ
Подготовка к первоначальному пуску и первоначальный пуск
Перед первоначальным пуском ножниц необходимо:
заземлить ножницы, подключив их к общей цеховой системе заземления;
подключить ножницы к пневмосети, проверив соответствие давления сжатого воздуха в цеховой пневмосети его номинальному значению (не менее 0,5 МПа);
подключить ножницы к электросети, проверив соответствие напряжения сети электрооборудованию ножниц;
выполнить все указания, изложенные в подразделах „Система смазки", «Пневмосистема» и «Электрооборудование» и относящиеся к пуску ножниц;
проверить затяжку всех болтов, винтов и гаек, их стопорение, правильность крепления ножей, удалить с ножниц все посторонние предметы и проверить показания манометра регулятора давления.
Ознакомившись с расположением и назначением органов управления, следует проверить на холостом ходу работу муфты-тормоза, плавность хода ножевой балки, работу электрооборудования и пневмосистемы.
Убедившись в нормальной работе всех механизмов ножниц, можно приступать к настройке ножниц для работы.
Настройка, наладка и режимы работы
Наладку ножниц следует производить в режиме «Ручной проворот».
Настройка ножниц для резки полос заданной ширины производится перемещением заднего или переднего упоров.
Резка листов под углом производится по угловому упору, который устанавливается на столе.
Электрическая схема предусматривает работу ножниц в следующих режимах:
- наладочный режим - движение рабочих органов происходит от кнопки толчками, а при выключенном электродвигателе главного привода происходит проворот эксцентрикового вала ножниц
- одиночный ход - движение происходит или от кнопки, или от педали. Ножевая балка делает один рез и возвращается в исходное положение. Движение происходит по нажатию на педаль (кнопку)
- непрерывные хода - ножевая балка совершает непрерывные хода вверх-вниз до остановки режима с помощью кнопки
Регулировка положения заднего упора
Производится при настройке заднего упора на величину размера отрезаемой заготовки нажатием на соответствующие кнопки на пульте управления - включается двигатель - происходит перемещение упора, при этом на блоке УЦИ отображается текущее положение упора.
Сопутствующие продукты