









Ножницы гильотинные OVTO MNG-20
Гильотинные ножницы MNG-20 предназначены для прямой продольной и поперечной резки листового металла с временным сопротивлением ≤ 50 кГс/мм2, толщиной не более 22 мм и шириной 2000 мм.
Резка листа производится за один ход ножа по разметке или по упору.
Ножницы эксплуатируются в закрытых помещениях или на открытом воздухе при температуре окружающей среды -10º до +40ºС. Ножницы могут быть использованы в любой отрасли народного хозяйства.
Одним из преимуществ электромеханических ножниц гильотинного типа является высокая скорость работы и возможность точной настройки интенсивности сжатия. Благодаря электрическому двигателю, эти ножницы способны производить многочисленные резы в минуту, что делает их идеальными для массовой обработки материалов. Кроме того, электромеханические ножницы обычно обладают большей прочностью и долговечностью.
| Толщина разрезаемых листов с временным сопротивлением σвр=450 МПа, мм | 22 |
| Ширина разрезаемого листа, мм | 2000 |
| Максимальная длина листа отрезаемого по упору, мм | 650 |
| Частота ходов ножа в мин | 20 |
| Ход ножа, мм | 140 |
| Угол наклона подвижного ножа | 2 70' |
| Расстояние между стойками в свету, мм | 2250 |
| Расстояние от уровня пола до верхней кромки нижнего ножа, мм | 800 |
| Мощность двигателя главного привода, кВт | 37 |
| Габариты (ДxШxВ), мм | 3300x2600x2500 |
| Масса, кг | 12500 |
Стандартная комплектация:
Ножницы в сборе - 1шт.
Установлено на ножницах:
- Комплект ножей с четырехгранной заточкой - 1к-т
- Механизм прижима листа - 1 шт.
- Задний упор 650мм - 1шт.
- Светодиодная линия освещения рабочей зоны - 1шт.
- Электрошкаф управления - 1шт.
- Пульт управления - 1шт.
Принадлежности:
- Выносная педаль управления с кнопкой аварийного останова - 1шт.
- Шприц рычажно-плунжерный - 1шт.
Документация:
- Руководство по эсксплуатации - 1шт.
- Паспорт - 1шт.
- Комплект документации на приобретенные комплектующие - 1 к-т
Доп. опции:
- Комплект сменных ножей
- Лазерный указатель линии реза
- Боковой упор
- Угловой упор
- Механизированный задний упор
- Рольганг подающий
- Тележка откатная
Стандартная комплектация:
Ножницы в сборе - 1шт.
Установлено на ножницах:
- Комплект ножей с четырехгранной заточкой - 1к-т
- Механизм прижима листа - 1 шт.
- Задний упор 650мм - 1шт.
- Светодиодная линия освещения рабочей зоны - 1шт.
- Электрошкаф управления - 1шт.
- Пульт управления - 1шт.
Принадлежности:
- Выносная педаль управления с кнопкой аварийного останова - 1шт.
- Шприц рычажно-плунжерный - 1шт.
Документация:
- Руководство по эсксплуатации - 1шт.
- Паспорт - 1шт.
- Комплект документации на приобретенные комплектующие - 1 к-т
Доп. опции:
- Комплект сменных ножей
- Лазерный указатель линии реза
- Боковой упор
- Угловой упор
- Механизированный задний упор
- Рольганг подающий
- Тележка откатная
УСТРОЙСТВО НОЖНИЦ
Состав ножниц
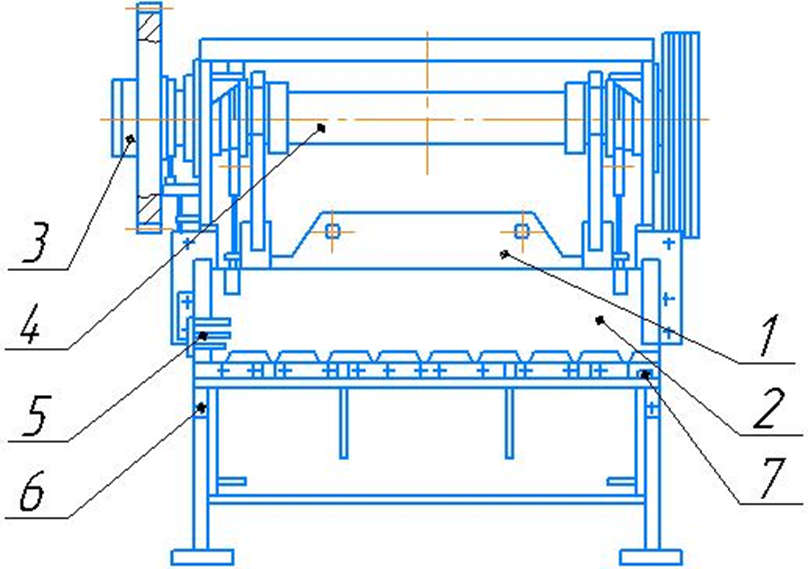
1 – ножевая балка
2 – прижимная балка
3 – муфта включения
4 – вал коленчатый
5 – устройство автоматического отключения
6 – винт
7 – болт
Станина
Станина сварная из листовой стали. В ее передней части болтами укреплен стол. Для регулировки зазора между ножами стол можно перемещать, предварительно отпустив болты 7, которые после регулировок необходимо снова затянуть.
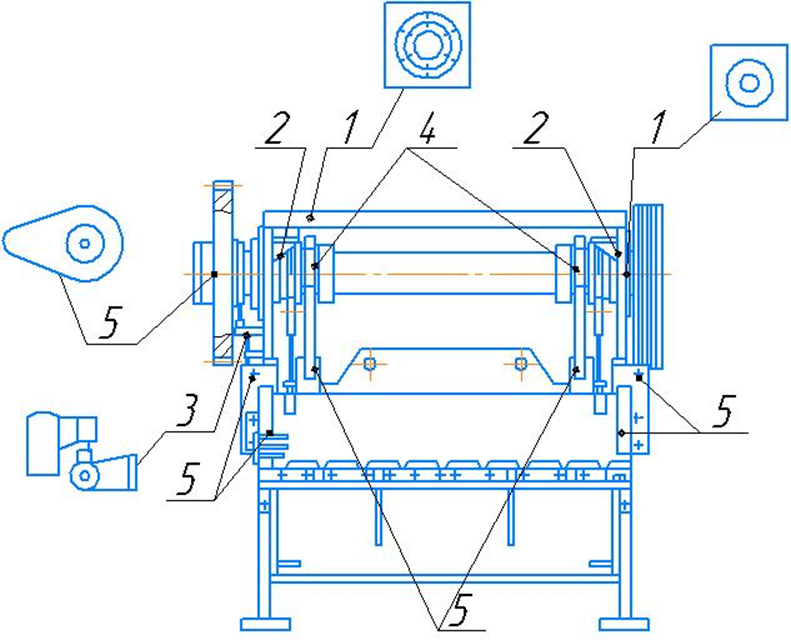
Привод и валы
На задней части станины установлен электродвигатель 1.
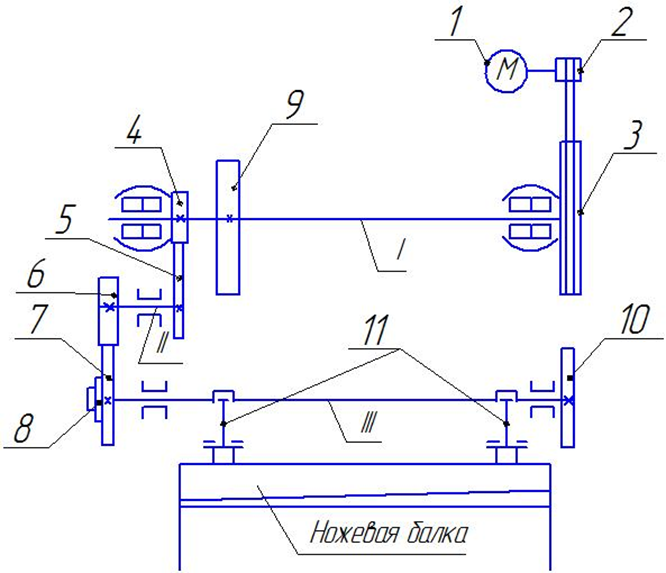
Вращение передается через 5 клиновых ремней на маховик 9, через зубчатые колеса 4,5,6,7 на коленчатый вал III, Промежуточный вал I установлен на радиальных сферических роликоподшипниках, коленчатый вал III - на подшипниках скольжения.
Тормоз
На правом конце коленчатого вала 4 установлен ленточный тормоз 3 периодического действия.
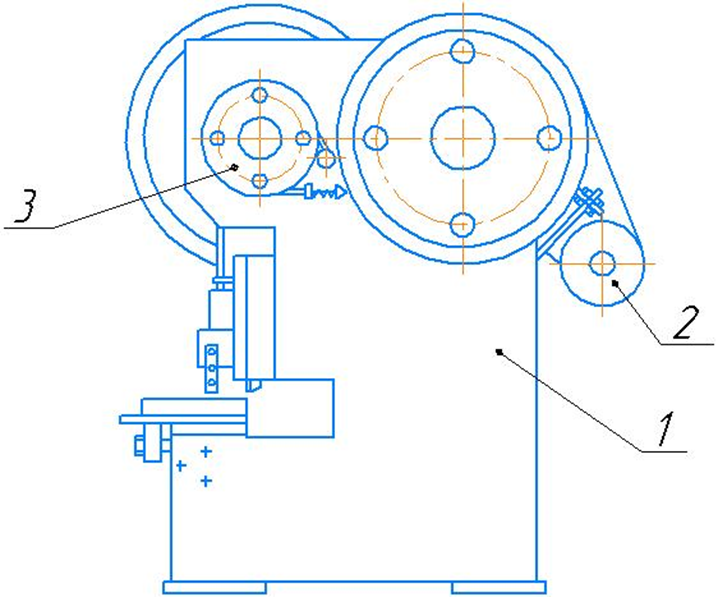
1 – станина; 2 – электродвигатель; 3 – тормоз;
Периодичность торможения осуществляется за счет шкива. Торможение происходит в момент, когда линейка ножа находится в верхнем положении. За счет тормоза устраняется забегание под действием инерции коленвала.
Муфта включения
На левом конце коленчатого вала и ступице зубчатого колеса установлена шпоночная муфта включения.
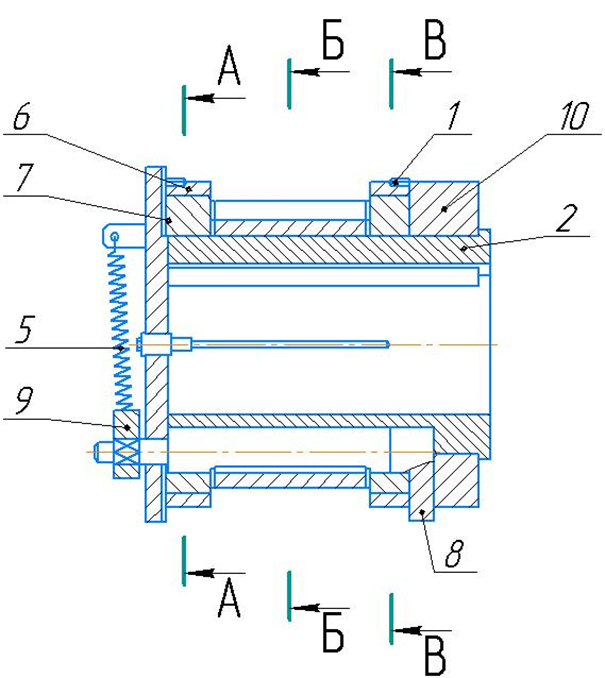
Втулки неподвижно посажены в ступице зубчатого колеса. Остальные детали соединяются с валом через втулку. Поворотные (рабочая и запорная) шпонки, муфты включаются пружинами 5, поворачиваясь, захватываются полукруглыми пазами втулки 6. Втулки 7, имеющие полукруговые пазы, дополняют гнезда для круглых концов шпонки. Правый конец рабочей шпонки снабжен легкоотводным языком, который, ударяясь об один из пальцев, отключает шпонки, соединенные между собой рычагами 9.
При включении шпонок угол поворота последних ограничивается пазом ведущей втулки 10.
Ножевая и прижимная балки
Усилие от коленчатого вала передается на ножевую балку посредством двух шатунов. Прижимная балка прижимает разрезаемый материал и работает автоматически согласованно с движением ножевой балки. Усилие нажатия прижима регулируется пружинами вмонтированными в стаканы на прижимной балке.
ЭЛЕКТРООБОРУДОВАНИЕ
Общие сведения
Род тока – переменный , 3-х фазный.
Напряжение – 380 В 50 Гц.
Напряжение цепей управления: – переменного тока 24 В 50 Гц.
Напряжение цепей сигнализации – 24 В 50 Гц.
Напряжение цепей освещения – 24 В 50 Гц.
Номинальный ток - 100 А
Количество точек освещения – 4.
Электродвигатель главного привода – 37кВт 3000 об/мин.
Пульт управления

1 – индикатор "Электросеть подключена"
2 – индикатор "Двигатель включен"
3 – ключ "Включение схемы"
4 – переключатель "Местное освещение"
5 – кнопка "Пуск двигателя"
6 – кнопка "Стоп двигателя"
7 – кнопка "Пуск цикла"
8 – кнопка – "Стоп циклов"
9 – переключатель режимов "Ручное управление / Педаль"
10 – переключатель циклов "Одиночный / Непрерывный ход"
Описание работы
Электрическая схема ножниц предусматривает следующие режимы:
- отключено
- ручное управление
- педальное управление
- автоматический цикл
- одиночный ход
Выбор режимов осуществляется переключателями, установленным на пульте управления.
Ручное управление
Переключатель режимов 9 ставится в положение «Ручное управление», при нажатии кнопки 7 происходит одиночный цикл: включается реле, и включает электромагнит, который включает муфту.
Педальное управление
Переключатель режимов 9 ставится в положение «Педальное управление», и при нажатии педали происходит одиночный цикл.
Автоматический цикл
Переключатель режимов 10 ставится в положение «Автоматический цикл», и при нажатии кнопки 7 включается KМ2 и становится на самопитание, электромагнит постоянно включен, происходят непрерывные ходы (циклы) ножевой балки. Отключение производится кнопкой 8.
Защита и блокировка
Защита схемы осуществляется автоматическими выключателями. Тепловая защита двигателя осуществляется тепловым реле. Электросхемой предусмотрена блокировка – невозможность работы ножниц, если решетка снята, то есть конечный выключатель SQ должен быть нажат.
Сигнализация и местное освещение
Электросхемой предусмотрена следующая сигнализация:
- наличие напряжения;
- двигатель включен;
Для освещения линии реза предусмотрены лампы местного освещения.
СМАЗКА НОЖНИЦ
Исправность и качественная работа Ваших ножниц напрямую зависит от своевременной смазки.
Применяемый смазочный материал: ЦИАТИМ-201
Способ смазки: Шприцеванием
Пополнение раз в 50 часов, Зпмена раз в 3500 часов:
1 - Подшипниковые узлы промежуточного вала.
Не менее 3-х раз в смену:
2 - Опоры шеек коленчатого вала, опоры вал-шестерен.
4 - Шатунные шейки коленчатого вала.
1 раз в смену:
3 - Оси шатунов, оси рычагов, ось механизма включения муфты.
5 - Подушки, направляющие линейки ножа, прижимной линейки, муфта включения.
Примечание: Смазочные отверстия промывать керосином не реже 1 раза в 3 (три) месяца.
ПОРЯДОК УСТАНОВКИ
Ножницы поставляются заказчику в собранном виде.
Подъем ножниц в распакованном виде следует производить за строповочные уши, согласно схеме:

Ножницы устанавливаются на фундамент.
После монтажа ножниц на фундаменте необходимо провести расконсервацию.
Снятие антикоррозийного покрытия осуществляется деревянной лопаточкой и ветошью, смоченной бензином.
ПОРЯДОК РАБОТЫ
При подготовке к работе необходимо:
- осмотреть ножницы, убрать посторонние предметы со стола;
- проверить надежность крепления ножей, а также соответствие величины зазора между ножами согласно таблице, размещенной на станине ножниц;
- смазать ножницы согласно карте смазки;
- проверить натяжение клиновых ремней и при необходимости подтянуть;
- установить упор на задаваемый размер, учитывать, что диапазон заднего упора настраивается перемещением планок на скалках, в диапазоне от 0 до 300 мм и от 300 до 500 мм;
- обнаруженные недостатки следует устранить.
Включить автоматический выключатель QF1, при этом загорится индикатор на пульте управления.
Установить переключатель в положение «Одиночный ход» и «Управление кнопкой».
Нажать кнопку «Электродвигатель», после того как двигатель наберет обороты (1-2 мин.) подать разрезаемый лист до упора и нажать кнопку «Рез». Последующие резы осуществляются нажатием на кнопку «Рез».
Для работы с педалью установить переключатель в положение «Управление педалью». Рез осуществляется путем нажатия на педаль.
Для выключения ножниц необходимо нажать кнопку «Стоп» или «Общий стоп».
Для регулировки зазора между ножами отпустить болты и при помощи винтов осуществить перемещение стола до получения заданного зазора.
УСТРОЙСТВО НОЖНИЦ
Состав ножниц
1 – ножевая балка
2 – прижимная балка
3 – муфта включения
4 – вал коленчатый
5 – устройство автоматического отключения
6 – винт
7 – болт
Станина
Станина сварная из листовой стали. В ее передней части болтами укреплен стол. Для регулировки зазора между ножами стол можно перемещать, предварительно отпустив болты 7, которые после регулировок необходимо снова затянуть.
Привод и валы
На задней части станины установлен электродвигатель 1.
Вращение передается через 5 клиновых ремней на маховик 9, через зубчатые колеса 4,5,6,7 на коленчатый вал III, Промежуточный вал I установлен на радиальных сферических роликоподшипниках, коленчатый вал III - на подшипниках скольжения.
Тормоз
На правом конце коленчатого вала 4 установлен ленточный тормоз 3 периодического действия.
1 – станина; 2 – электродвигатель; 3 – тормоз;
Периодичность торможения осуществляется за счет шкива. Торможение происходит в момент, когда линейка ножа находится в верхнем положении. За счет тормоза устраняется забегание под действием инерции коленвала.
Муфта включения
На левом конце коленчатого вала и ступице зубчатого колеса установлена шпоночная муфта включения.
Втулки неподвижно посажены в ступице зубчатого колеса. Остальные детали соединяются с валом через втулку. Поворотные (рабочая и запорная) шпонки, муфты включаются пружинами 5, поворачиваясь, захватываются полукруглыми пазами втулки 6. Втулки 7, имеющие полукруговые пазы, дополняют гнезда для круглых концов шпонки. Правый конец рабочей шпонки снабжен легкоотводным языком, который, ударяясь об один из пальцев, отключает шпонки, соединенные между собой рычагами 9.
При включении шпонок угол поворота последних ограничивается пазом ведущей втулки 10.
Ножевая и прижимная балки
Усилие от коленчатого вала передается на ножевую балку посредством двух шатунов. Прижимная балка прижимает разрезаемый материал и работает автоматически согласованно с движением ножевой балки. Усилие нажатия прижима регулируется пружинами вмонтированными в стаканы на прижимной балке.
ЭЛЕКТРООБОРУДОВАНИЕ
Общие сведения
Род тока – переменный , 3-х фазный.
Напряжение – 380 В 50 Гц.
Напряжение цепей управления: – переменного тока 24 В 50 Гц.
Напряжение цепей сигнализации – 24 В 50 Гц.
Напряжение цепей освещения – 24 В 50 Гц.
Номинальный ток - 100 А
Количество точек освещения – 4.
Электродвигатель главного привода – 37кВт 3000 об/мин.
Пульт управления
1 – индикатор "Электросеть подключена"
2 – индикатор "Двигатель включен"
3 – ключ "Включение схемы"
4 – переключатель "Местное освещение"
5 – кнопка "Пуск двигателя"
6 – кнопка "Стоп двигателя"
7 – кнопка "Пуск цикла"
8 – кнопка – "Стоп циклов"
9 – переключатель режимов "Ручное управление / Педаль"
10 – переключатель циклов "Одиночный / Непрерывный ход"
Описание работы
Электрическая схема ножниц предусматривает следующие режимы:
- отключено
- ручное управление
- педальное управление
- автоматический цикл
- одиночный ход
Выбор режимов осуществляется переключателями, установленным на пульте управления.
Ручное управление
Переключатель режимов 9 ставится в положение «Ручное управление», при нажатии кнопки 7 происходит одиночный цикл: включается реле, и включает электромагнит, который включает муфту.
Педальное управление
Переключатель режимов 9 ставится в положение «Педальное управление», и при нажатии педали происходит одиночный цикл.
Автоматический цикл
Переключатель режимов 10 ставится в положение «Автоматический цикл», и при нажатии кнопки 7 включается KМ2 и становится на самопитание, электромагнит постоянно включен, происходят непрерывные ходы (циклы) ножевой балки. Отключение производится кнопкой 8.
Защита и блокировка
Защита схемы осуществляется автоматическими выключателями. Тепловая защита двигателя осуществляется тепловым реле. Электросхемой предусмотрена блокировка – невозможность работы ножниц, если решетка снята, то есть конечный выключатель SQ должен быть нажат.
Сигнализация и местное освещение
Электросхемой предусмотрена следующая сигнализация:
- наличие напряжения;
- двигатель включен;
Для освещения линии реза предусмотрены лампы местного освещения.
СМАЗКА НОЖНИЦ
Исправность и качественная работа Ваших ножниц напрямую зависит от своевременной смазки.
Применяемый смазочный материал: ЦИАТИМ-201
Способ смазки: Шприцеванием
Пополнение раз в 50 часов, Зпмена раз в 3500 часов:
1 - Подшипниковые узлы промежуточного вала.
Не менее 3-х раз в смену:
2 - Опоры шеек коленчатого вала, опоры вал-шестерен.
4 - Шатунные шейки коленчатого вала.
1 раз в смену:
3 - Оси шатунов, оси рычагов, ось механизма включения муфты.
5 - Подушки, направляющие линейки ножа, прижимной линейки, муфта включения.
Примечание: Смазочные отверстия промывать керосином не реже 1 раза в 3 (три) месяца.
ПОРЯДОК УСТАНОВКИ
Ножницы поставляются заказчику в собранном виде.
Подъем ножниц в распакованном виде следует производить за строповочные уши, согласно схеме:
Ножницы устанавливаются на фундамент.
После монтажа ножниц на фундаменте необходимо провести расконсервацию.
Снятие антикоррозийного покрытия осуществляется деревянной лопаточкой и ветошью, смоченной бензином.
ПОРЯДОК РАБОТЫ
При подготовке к работе необходимо:
- осмотреть ножницы, убрать посторонние предметы со стола;
- проверить надежность крепления ножей, а также соответствие величины зазора между ножами согласно таблице, размещенной на станине ножниц;
- смазать ножницы согласно карте смазки;
- проверить натяжение клиновых ремней и при необходимости подтянуть;
- установить упор на задаваемый размер, учитывать, что диапазон заднего упора настраивается перемещением планок на скалках, в диапазоне от 0 до 300 мм и от 300 до 500 мм;
- обнаруженные недостатки следует устранить.
Включить автоматический выключатель QF1, при этом загорится индикатор на пульте управления.
Установить переключатель в положение «Одиночный ход» и «Управление кнопкой».
Нажать кнопку «Электродвигатель», после того как двигатель наберет обороты (1-2 мин.) подать разрезаемый лист до упора и нажать кнопку «Рез». Последующие резы осуществляются нажатием на кнопку «Рез».
Для работы с педалью установить переключатель в положение «Управление педалью». Рез осуществляется путем нажатия на педаль.
Для выключения ножниц необходимо нажать кнопку «Стоп» или «Общий стоп».
Для регулировки зазора между ножами отпустить болты и при помощи винтов осуществить перемещение стола до получения заданного зазора.