





Ножницы гильотинные OVTO MNG-12
Ножницы для резки листового материала MNG-12, предназначены для резки листовой стали с временным сопротивлением 500МПа толщиной до 12 мм и шириной до 2000 мм.
Ножницы могут применяться в заготовительных и ремонтных цехах предприятий машиностроения, различных отраслей промышленности при эксплуатации в климатических районах с умеренным и холодным климатом – исполнение УХЛ.
Одним из преимуществ электромеханических ножниц гильотинного типа является высокая скорость работы и возможность точной настройки интенсивности сжатия. Благодаря электрическому двигателю, эти ножницы способны производить многочисленные резы в минуту, что делает их идеальными для массовой обработки материалов. Кроме того, электромеханические ножницы обычно обладают большей прочностью и долговечностью.
| Толщина разрезаемых листов с временным сопротивлением σвр=450 МПа, мм | 1 .. 12 |
| Ширина разрезаемого листа, мм | 2500 |
| Максимальная длина листа отрезаемого по упору, мм | 700 |
| Частота ходов ножа в мин | 38 |
| Угол наклона подвижного ножа | 2 10' |
| Расстояние между стойками в свету, мм | 2740 |
| Расстояние от уровня пола до верхней кромки нижнего ножа, мм | 800 |
| Мощность двигателя главного привода, кВт | 22 |
| Габариты (ДxШxВ), мм | 3200x2250x2250 |
| Масса, кг | 8700 |
Стандартная комплектация:
- Ножницы в сборе - 1шт.
Установлено на ножницах:
- Задний упор 500мм - 1шт.
- Светодиодная линия освещения рабочей зоны - 1шт.
- Электрошкаф управления - 1шт.
- Пульт управления - 1шт.
Принадлежности:
- Выносная педаль управления с кнопкой аварийного останова - 1шт.
- Шприц рычажно-плунжерный - 1шт.
Документация:
- Руководство по эсксплуатации - 1шт.
- Паспорт - 1шт.
- Комплект документации на приобретенные комплектующие - 1 к-т
Доп. опции:
- Комплект сменных ножей
- Лазерный указатель линии реза
- Боковой упор
- Угловой упор
- Механизированный задний упор
- Рольганг подающий
- Тележка откатная
- Сортовая секция*
* - используется для резки прутка, уголка и швеллера
Стандартная комплектация:
- Ножницы в сборе - 1шт.
Установлено на ножницах:
- Задний упор 500мм - 1шт.
- Светодиодная линия освещения рабочей зоны - 1шт.
- Электрошкаф управления - 1шт.
- Пульт управления - 1шт.
Принадлежности:
- Выносная педаль управления с кнопкой аварийного останова - 1шт.
- Шприц рычажно-плунжерный - 1шт.
Документация:
- Руководство по эсксплуатации - 1шт.
- Паспорт - 1шт.
- Комплект документации на приобретенные комплектующие - 1 к-т
Доп. опции:
- Комплект сменных ножей
- Лазерный указатель линии реза
- Боковой упор
- Угловой упор
- Механизированный задний упор
- Рольганг подающий
- Тележка откатная
- Сортовая секция*
* - используется для резки прутка, уголка и швеллера
УСТРОЙСТВО НОЖНИЦ
Состав ножниц
- Станина
- Привод
- Балка ножевая
- Прижим
- Упор задний
- Валы приводные
- Муфта включения
- Уравновешиватель
- Электромагнитное управление
- Тормоз
- Ограждения
- Решетка защитная
- Электрооборудование
- Пульт управления
Станина
Все механизмы и узлы установки смонтированы на станине.
Станина представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой стяжками и столом. Стол крепится к стойкам болтами. К столу винтами крепятся нижние ножи. Для удаления отрезанных заготовок предусмотрен склиз.
Привод
Электродвигатель ножниц шарнирно закреплен на плите станины. Регулировка натяжения клиновых ремней осуществляется изменением угла наклона электродвигателя с помощью натяжного винта.
Муфта включения
Конструкция муфты включения с поворотными шпонками:
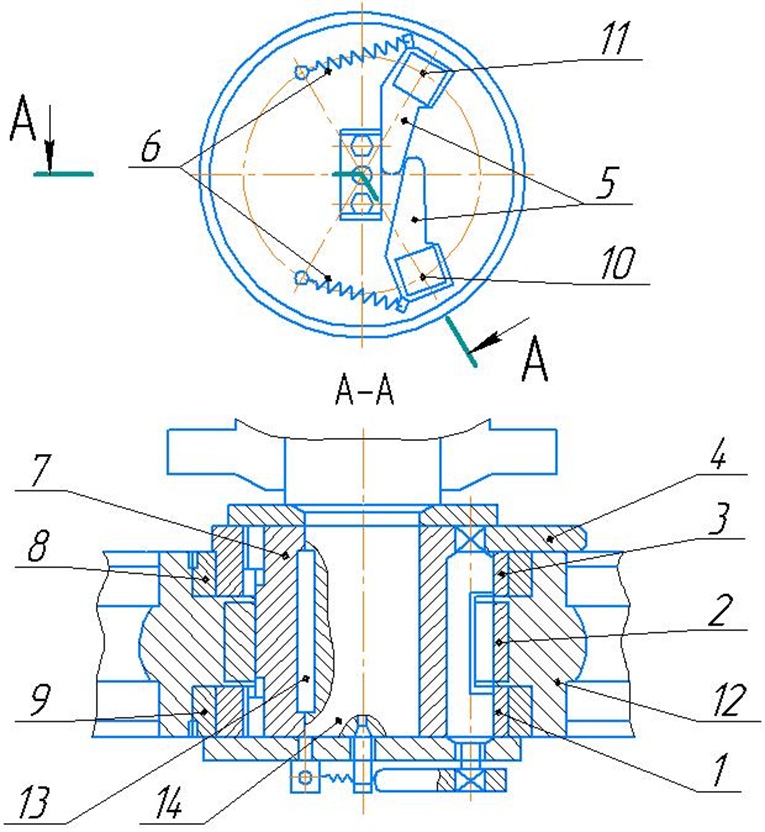
Муфта включения при помощи втулки 2 жестко крепится в ступице колеса 12. При отключенном электромагните втулка 2 свободно вращается с колесом 12, не входя в зацепление с втулкой 7, заклиненной относительно вала 14, шпонкой 13. Втулки 8 и 9 являются подшипниками скольжения.
При включении электромагнита хвостовик 4, расположенный на правом конце шпонки 10, освобождается от упора электромагнита, и пружины 6 приводят в действие рычаги 5. Рычаги 5 поворачивают рабочую 10 и запорную 11 шпонку муфты включения, и они занимают рабочее положение, войдя в пазы втулок 7 и 2, жестко связывают их между собой. От колеса 12 через втулки 1, 2, 3 вращение передается втулке 7, от нее через шпонку 13, вращение передается на вал 14. Вал делает один оборот (рабочий ход), хвостовик упирается в палец, поворачивая рабочую шпонку 10 и, одновременно, через рычаги 5 запорную шпонку 11, муфта отключается.
В режиме холостого хода зубчатое колесо свободно вращается на паре подшипников скольжения 8 и 9.
Ножевая балка
Ножевая балка представляет собой сварную конструкцию Г-образной формы, усиленную ребрами жесткости. К балке винтами крепятся ножи для резки.
Прижим и защитная решетка
Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой. При движении ножевой балки вниз прижимная балка зажимает лист, а затем начинается рез. Подъем прижима осуществляется упорами ножевой балки, упирающимися в платики прижима.
Регулировка усилия прижима производится гайками, сжимающими пружину прижимной балки.
К направляющим планкам прижима жестко закреплена защитная решетка, предохраняющая руки рабочего от попадания под прижим. При снятой защитной решетке срабатывает электрическая блокировка, и ножницы автоматически отключаются.
Упор задний
Установка снабжена задним упором для резки листа заданного размера. Задний упор состоит из упорной линейки и двух цилиндрических реек, перемещаемых вручную. При резке листа длиной более 500 мм уголок упора снимается.
Уравновешиватели
Уравновешиватели служат для компенсации веса ножевой балки, снижение динамических нагрузок при работе на ножницах.
Уравновешиватель состоит из двух наборов пружин, установленных в стаканах, приваренных к швеллерной коробке станины.
Штоки уравновешивателя шарнирно соединены с ножевой балкой.
Ограждения ножниц
Ограждения ножниц сварной конструкции выполнено из тонколистовой стали. Состоит из четырех кожухов, которые закрывают шкив мотора, маховик, клиноременную передачу шестерни и зубчатые колеса. Все ограждения крепиться к станине болтами.
Принцип работы
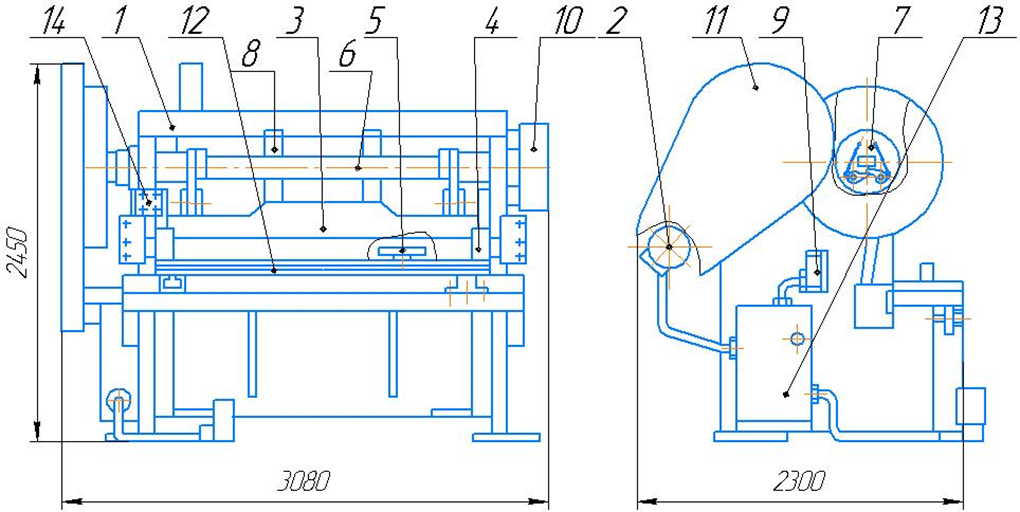
Кинематическая схема ножниц:
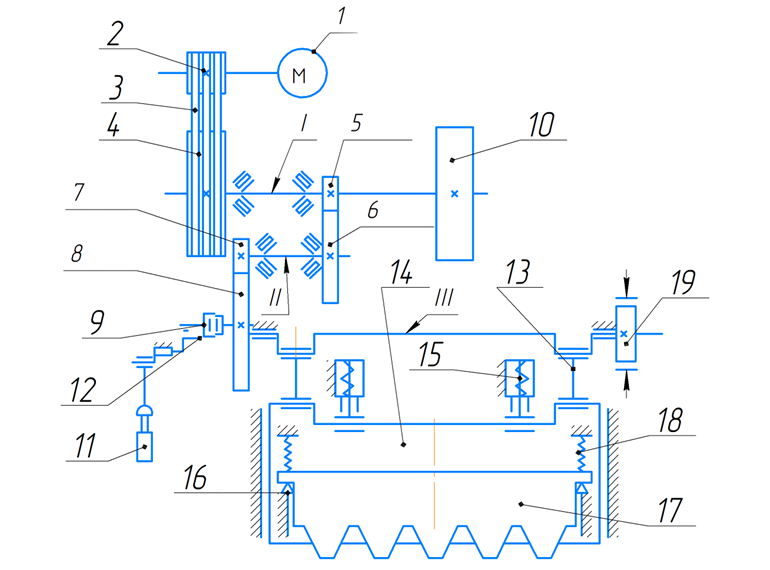
Ножницы приводятся в движение электродвигателем 1. Шкив 2, сидящий на валу электродвигателя, с помощью клиноременной передачи 3, приводит во вращение маховик 4. Маховик 4 закреплен на приводном валу I. На другом конце вала I закреплен инерционный маховик 10. На вал I посажена шестерня 5, находящаяся в зацеплении с зубчатым колесом 6, которое закреплено на промежуточном валу II. Шестерня 7 посажена на другом конце вала II и находится в зацеплении с зубчатым колесом 8, внутри которого смонтирована муфта включения 9 с поворотными шпонками. Включение и выключение муфты производится электромагнитом 11, системой рычагов 12 и пружин, расположенных на крышке муфты. При включении электромагнита муфта передает вращательное движение эксцентриковому валу III, который через шатуны 13 приводит в возвратно-поступательное перемещение ножевую балку 14. При движении ножевой балки вниз прижимная балка 17 прижимает отрезаемый лист к столу в момент реза. Движение прижима связано с перемещением ножевой балки. Для снижения динамических нагрузок предусмотрены уравновешиватели 15 ножевой балки. Подъем прижима 17 происходит при подъеме ножевой балки, когда упоры 18, установленные на ней, увлекают вверх прижим.
Для остановки ножевой балки 14 в крайнем верхнем положении служит тормоз 19, установленный на правом конце вала III.
ЭЛЕКТРООБОРУДОВАНИЕ
Общие сведения
Род тока – переменный, 3-х фазный.
Напряжение – 380 В; 50 Гц.
Напряжение цепей управления – переменного тока 24 В; 50 Гц.
Напряжение цепей сигнализации – 24 В; 50 Гц.
Напряжение цепей освещения – 24 В; 50 Гц.
Номинальный ток - 80 А
Электродвигатель главного привода 18,5кВт 1500 об/мин.
Пульт управления
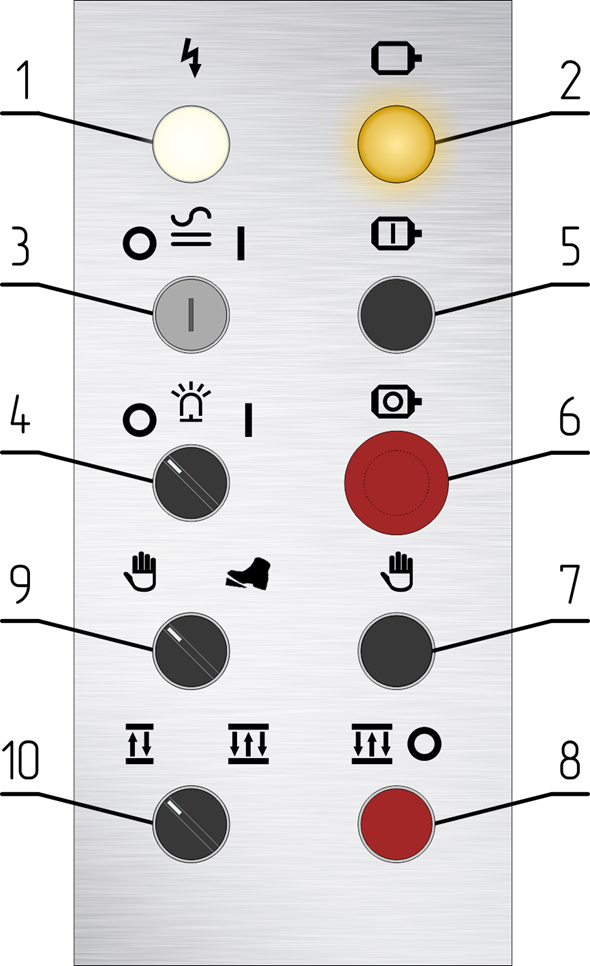
- индикатор "Электросеть подключена"
- индикатор "Двигатель включен"
- ключ "Включение схемы"
- переключатель "Местное освещение"
- кнопка "Пуск двигателя"
- кнопка "Стоп двигателя"
- кнопка "Пуск цикла"
- кнопка – "Стоп циклов"
- переключатель режимов "Ручное управление / Педаль"
- переключатель циклов "Одиночный / Непрерывный ход"
Описание работы
Электрическая схема ножниц предусматривает следующие режимы:
- отключено;
- ручное управление;
- педальное управление;
- автоматический цикл;
- одиночный ход.
Выбор режимов осуществляется переключателями, установленным на пульте управления.
Ручное управление
Переключатель режимов 9 ставится в положение «Ручное управление», при нажатии кнопки 7 происходит одиночный цикл: включается реле, и включает электромагнит, который включает муфту.
Педальное управление
Переключатель режимов 9 ставится в положение «Педальное управление», и при нажатии педали происходит одиночный цикл.
Автоматический цикл
Переключатель режимов 10 ставится в положение «Автоматический цикл», и при нажатии кнопки 7 включается реле и становится на самопитание, электромагнит постоянно включен, происходят непрерывные хода (циклы) ножевой балки. Отключение производится кнопкой 8.
Защита и блокировка
Защита схемы осуществляется автоматическими выключателями. Тепловая защита двигателя осуществляется тепловым реле. Электросхемой предусмотрена блокировка – невозможность работы ножниц, если решетка снята, то есть конечный выключатель должен быть нажат.
Сигнализация и местное освещение
Электросхемой предусмотрена следующая сигнализация:
- наличие напряжения;
- двигатель включен;
Для освещения зоны реза предусмотрена светодиодная линия освещения.
СМАЗКА НОЖНИЦ
Карта смазки:
Точки и способ смазки, применяемые масла и периодичность смазки:
ЦИАТИМ-203 (Пресс-масленки, 1 раз в смену):
1-2 - Опора эксцентрикого вала
3-4 - Эксцентрики вала
ЦИАТИМ-203 (Шприцеванием, 1 раз в смену):
7-8 - Ножевая балка
9-10 - Прижим
11 - Муфта включения
12 - Оси электромагнитного управления
13-14 - Оси тормоза
ЦИАТИМ-203 (Набивкой, 1 раз в 6 месяцев):
15-16 - Опоры валов
Подача смазки осуществляется до тех пор, пока смазка не начнет выступать с боков смазываемых поверхностей.
Выступающую из зазоров смазку необходимо удалить ветошью.
Необходимо периодически проверять состояние масленок и маслопроводящих отверстий.
ПОРЯДОК УСТАНОВКИ
Ножницы поставляются заказчику в собранном виде.
Подъем ножниц в распакованном виде следует производить за отверстия в станине, согласно схеме:
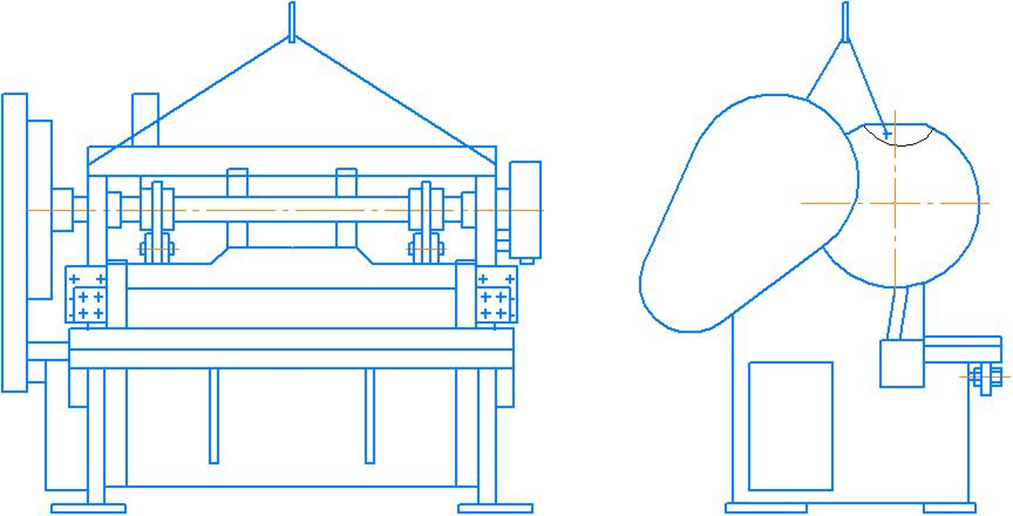
Ножницы устанавливаются на фундамент. Глубина фундамента Н принимается в зависимости от характера грунта, но не менее 800 мм. Горизонтальное положение ножниц на фундаменте производится с помощью клиньев и проверяется уровнем, установленным на столе ножниц. Точность монтажа в поперечном и продольном направлениях должна быть не менее 0,2 мм. На длине 1000 мм.
После монтажа ножниц на фундаменте необходимо провести расконсервацию. Расконсервированные обработанные поверхности во избежание коррозии необходимо покрыть тонким слоем масла «Индустриальное 80»
ПОРЯДОК РАБОТЫ
Первоначальный пуск
Требования, изложенные ниже, обязательны при пуске ножниц после монтажа, а также после ремонта или длительного перерыва в эксплуатации:
- Заземлить ножницы, подключить ее к электросети, проверив соответствие напряжения сети и электрооборудования ножниц.
- Выполнить указания, изложенные в разделе Смазка.
- Проверить затяжку всех болтов и их стопорение.
- Включить вводный автомат. При этом должна загореться сигнальная лампа «Напряжение подано». Если сигнальная лампа не загорелась, необходимо проверить напряжение в сети, согласно правилам технической эксплуатации, ибо отсутствие сигнала еще не свидетельствует об отсутствии напряжения.
- Включить электродвигатель привода нажатием кнопки «Пуск» и разогнать маховик. Проверить направление вращения большой шестерни, сидящей на конце эксцентрикового вала со стороны муфты включения. Шестерня должна вращаться по часовой стрелке, если смотреть на нее со стороны муфты. Вращение в обратную сторону не допускается.
- Обкатать ножницы в течение двух часов, из них один час на одиночных ходах и один час на автоматических. При этом проверить взаимодействие всех узлов и деталей ножниц.
Порядок работы
Приступая к работе, необходимо выполнить следующие требования:
- Смазать ножницы, согласно карте смазки
- Настроить задний упор на требуемую длину реза заготовок. Расстояние от режущих кромок нижнего ножа до заднего упора определяется по линейкам, укрепленным на рейках заднего упора
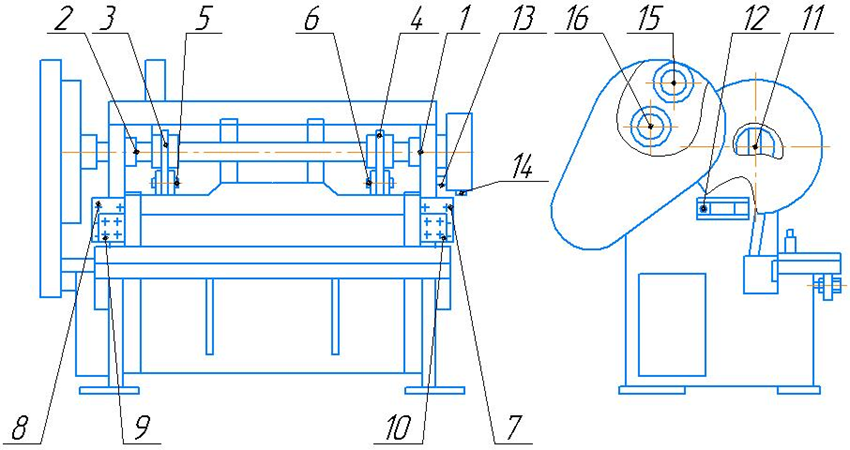
- Установить необходимый зазор между верхними и нижними ножами. Для этого необходимо ослабить болты поз.1 и поз.3, которыми крепится стол к станине:
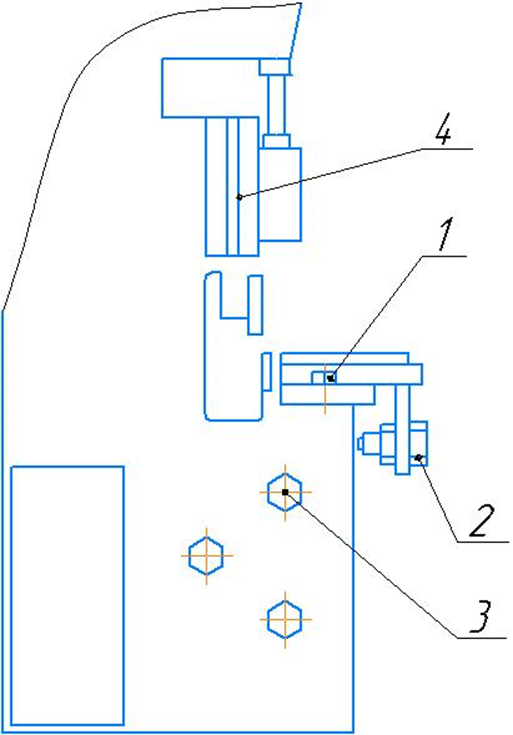
Вращая вручную маховик по стрелке, указанной на кожухе, опускать ножевую балку вниз до перекрытия ножей стола и ножевой балки (10 мм. – перекрытие ножей).
Подвинуть стол вперед и установить необходимый зазор, затем, опуская ножевую балку вниз, промерить зазор по всей длине ножей слева направо. После установки зазора затянуть болты. Движение стола назад относительной ножевой балки осуществляется болтами поз.2. Зазоры между направляющими и ножевой балкой обеспечить прокладками поз.4.
Величина зазора устанавливается согласно таблице, закрепленной на лицевой части прижимной балки.
Во время работы:
- Не допускать к ножницам посторонних лиц.
- НЕ ДОПУСКАТЬ РЕЗКИ ЛИСТОВ МАКСИМАЛЬНОЙ ТОЛЩИНЫ С ПРЕДЕЛОМ ПРОЧНОСТИ БОЛЕЕ 500 МПа. Максимальная толщина листа с пределом прочности более 500 МПа определяется по формуле: δх=δ х 500/σх мм. где δх – максимально допустимая толщина листа с пределом прочности более 500 МПа, а σх – предел прочности разрезаемого листа, МПа.
- НЕ ДОПУСКАТЬ РЕЗКИ ЛИСТОВ ЗАТУПЛЕННЫМИ НОЖАМИ. Ножи выполнены с четырьмя режущими кромками, при затуплении режущих кромок ножи периодически переворачиваются. Затупившиеся ножи необходимо перешлифовать.
- При резке заготовок длиной более 800 мм.во избежание утяжки листа применять опоры поддержании отрезаемой заготовки.
- При отсутствии электроэнергии выключить вводный автоматический выключатель на электрошкафу.
По окончании работы:
- Остановить привод ножниц.
- Выключить вводный автоматический выключатель.
- Произвести уборку ножниц и смазать ее.
- Сообщить сменщику обо всех замеченных неполадках.
УСТРОЙСТВО НОЖНИЦ
Состав ножниц
- Станина
- Привод
- Балка ножевая
- Прижим
- Упор задний
- Валы приводные
- Муфта включения
- Уравновешиватель
- Электромагнитное управление
- Тормоз
- Ограждения
- Решетка защитная
- Электрооборудование
- Пульт управления
Станина
Все механизмы и узлы установки смонтированы на станине.
Станина представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой стяжками и столом. Стол крепится к стойкам болтами. К столу винтами крепятся нижние ножи. Для удаления отрезанных заготовок предусмотрен склиз.
Привод
Электродвигатель ножниц шарнирно закреплен на плите станины. Регулировка натяжения клиновых ремней осуществляется изменением угла наклона электродвигателя с помощью натяжного винта.
Муфта включения
Конструкция муфты включения с поворотными шпонками:
Муфта включения при помощи втулки 2 жестко крепится в ступице колеса 12. При отключенном электромагните втулка 2 свободно вращается с колесом 12, не входя в зацепление с втулкой 7, заклиненной относительно вала 14, шпонкой 13. Втулки 8 и 9 являются подшипниками скольжения.
При включении электромагнита хвостовик 4, расположенный на правом конце шпонки 10, освобождается от упора электромагнита, и пружины 6 приводят в действие рычаги 5. Рычаги 5 поворачивают рабочую 10 и запорную 11 шпонку муфты включения, и они занимают рабочее положение, войдя в пазы втулок 7 и 2, жестко связывают их между собой. От колеса 12 через втулки 1, 2, 3 вращение передается втулке 7, от нее через шпонку 13, вращение передается на вал 14. Вал делает один оборот (рабочий ход), хвостовик упирается в палец, поворачивая рабочую шпонку 10 и, одновременно, через рычаги 5 запорную шпонку 11, муфта отключается.
В режиме холостого хода зубчатое колесо свободно вращается на паре подшипников скольжения 8 и 9.
Ножевая балка
Ножевая балка представляет собой сварную конструкцию Г-образной формы, усиленную ребрами жесткости. К балке винтами крепятся ножи для резки.
Прижим и защитная решетка
Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой. При движении ножевой балки вниз прижимная балка зажимает лист, а затем начинается рез. Подъем прижима осуществляется упорами ножевой балки, упирающимися в платики прижима.
Регулировка усилия прижима производится гайками, сжимающими пружину прижимной балки.
К направляющим планкам прижима жестко закреплена защитная решетка, предохраняющая руки рабочего от попадания под прижим. При снятой защитной решетке срабатывает электрическая блокировка, и ножницы автоматически отключаются.
Упор задний
Установка снабжена задним упором для резки листа заданного размера. Задний упор состоит из упорной линейки и двух цилиндрических реек, перемещаемых вручную. При резке листа длиной более 500 мм уголок упора снимается.
Уравновешиватели
Уравновешиватели служат для компенсации веса ножевой балки, снижение динамических нагрузок при работе на ножницах.
Уравновешиватель состоит из двух наборов пружин, установленных в стаканах, приваренных к швеллерной коробке станины.
Штоки уравновешивателя шарнирно соединены с ножевой балкой.
Ограждения ножниц
Ограждения ножниц сварной конструкции выполнено из тонколистовой стали. Состоит из четырех кожухов, которые закрывают шкив мотора, маховик, клиноременную передачу шестерни и зубчатые колеса. Все ограждения крепиться к станине болтами.
Принцип работы
Кинематическая схема ножниц:
Ножницы приводятся в движение электродвигателем 1. Шкив 2, сидящий на валу электродвигателя, с помощью клиноременной передачи 3, приводит во вращение маховик 4. Маховик 4 закреплен на приводном валу I. На другом конце вала I закреплен инерционный маховик 10. На вал I посажена шестерня 5, находящаяся в зацеплении с зубчатым колесом 6, которое закреплено на промежуточном валу II. Шестерня 7 посажена на другом конце вала II и находится в зацеплении с зубчатым колесом 8, внутри которого смонтирована муфта включения 9 с поворотными шпонками. Включение и выключение муфты производится электромагнитом 11, системой рычагов 12 и пружин, расположенных на крышке муфты. При включении электромагнита муфта передает вращательное движение эксцентриковому валу III, который через шатуны 13 приводит в возвратно-поступательное перемещение ножевую балку 14. При движении ножевой балки вниз прижимная балка 17 прижимает отрезаемый лист к столу в момент реза. Движение прижима связано с перемещением ножевой балки. Для снижения динамических нагрузок предусмотрены уравновешиватели 15 ножевой балки. Подъем прижима 17 происходит при подъеме ножевой балки, когда упоры 18, установленные на ней, увлекают вверх прижим.
Для остановки ножевой балки 14 в крайнем верхнем положении служит тормоз 19, установленный на правом конце вала III.
ЭЛЕКТРООБОРУДОВАНИЕ
Общие сведения
Род тока – переменный, 3-х фазный.
Напряжение – 380 В; 50 Гц.
Напряжение цепей управления – переменного тока 24 В; 50 Гц.
Напряжение цепей сигнализации – 24 В; 50 Гц.
Напряжение цепей освещения – 24 В; 50 Гц.
Номинальный ток - 80 А
Электродвигатель главного привода 18,5кВт 1500 об/мин.
Пульт управления
- индикатор "Электросеть подключена"
- индикатор "Двигатель включен"
- ключ "Включение схемы"
- переключатель "Местное освещение"
- кнопка "Пуск двигателя"
- кнопка "Стоп двигателя"
- кнопка "Пуск цикла"
- кнопка – "Стоп циклов"
- переключатель режимов "Ручное управление / Педаль"
- переключатель циклов "Одиночный / Непрерывный ход"
Описание работы
Электрическая схема ножниц предусматривает следующие режимы:
- отключено;
- ручное управление;
- педальное управление;
- автоматический цикл;
- одиночный ход.
Выбор режимов осуществляется переключателями, установленным на пульте управления.
Ручное управление
Переключатель режимов 9 ставится в положение «Ручное управление», при нажатии кнопки 7 происходит одиночный цикл: включается реле, и включает электромагнит, который включает муфту.
Педальное управление
Переключатель режимов 9 ставится в положение «Педальное управление», и при нажатии педали происходит одиночный цикл.
Автоматический цикл
Переключатель режимов 10 ставится в положение «Автоматический цикл», и при нажатии кнопки 7 включается реле и становится на самопитание, электромагнит постоянно включен, происходят непрерывные хода (циклы) ножевой балки. Отключение производится кнопкой 8.
Защита и блокировка
Защита схемы осуществляется автоматическими выключателями. Тепловая защита двигателя осуществляется тепловым реле. Электросхемой предусмотрена блокировка – невозможность работы ножниц, если решетка снята, то есть конечный выключатель должен быть нажат.
Сигнализация и местное освещение
Электросхемой предусмотрена следующая сигнализация:
- наличие напряжения;
- двигатель включен;
Для освещения зоны реза предусмотрена светодиодная линия освещения.
СМАЗКА НОЖНИЦ
Карта смазки:
Точки и способ смазки, применяемые масла и периодичность смазки:
ЦИАТИМ-203 (Пресс-масленки, 1 раз в смену):
1-2 - Опора эксцентрикого вала
3-4 - Эксцентрики вала
ЦИАТИМ-203 (Шприцеванием, 1 раз в смену):
7-8 - Ножевая балка
9-10 - Прижим
11 - Муфта включения
12 - Оси электромагнитного управления
13-14 - Оси тормоза
ЦИАТИМ-203 (Набивкой, 1 раз в 6 месяцев):
15-16 - Опоры валов
Подача смазки осуществляется до тех пор, пока смазка не начнет выступать с боков смазываемых поверхностей.
Выступающую из зазоров смазку необходимо удалить ветошью.
Необходимо периодически проверять состояние масленок и маслопроводящих отверстий.
ПОРЯДОК УСТАНОВКИ
Ножницы поставляются заказчику в собранном виде.
Подъем ножниц в распакованном виде следует производить за отверстия в станине, согласно схеме:
Ножницы устанавливаются на фундамент. Глубина фундамента Н принимается в зависимости от характера грунта, но не менее 800 мм. Горизонтальное положение ножниц на фундаменте производится с помощью клиньев и проверяется уровнем, установленным на столе ножниц. Точность монтажа в поперечном и продольном направлениях должна быть не менее 0,2 мм. На длине 1000 мм.
После монтажа ножниц на фундаменте необходимо провести расконсервацию. Расконсервированные обработанные поверхности во избежание коррозии необходимо покрыть тонким слоем масла «Индустриальное 80»
ПОРЯДОК РАБОТЫ
Первоначальный пуск
Требования, изложенные ниже, обязательны при пуске ножниц после монтажа, а также после ремонта или длительного перерыва в эксплуатации:
- Заземлить ножницы, подключить ее к электросети, проверив соответствие напряжения сети и электрооборудования ножниц.
- Выполнить указания, изложенные в разделе Смазка.
- Проверить затяжку всех болтов и их стопорение.
- Включить вводный автомат. При этом должна загореться сигнальная лампа «Напряжение подано». Если сигнальная лампа не загорелась, необходимо проверить напряжение в сети, согласно правилам технической эксплуатации, ибо отсутствие сигнала еще не свидетельствует об отсутствии напряжения.
- Включить электродвигатель привода нажатием кнопки «Пуск» и разогнать маховик. Проверить направление вращения большой шестерни, сидящей на конце эксцентрикового вала со стороны муфты включения. Шестерня должна вращаться по часовой стрелке, если смотреть на нее со стороны муфты. Вращение в обратную сторону не допускается.
- Обкатать ножницы в течение двух часов, из них один час на одиночных ходах и один час на автоматических. При этом проверить взаимодействие всех узлов и деталей ножниц.
Порядок работы
Приступая к работе, необходимо выполнить следующие требования:
- Смазать ножницы, согласно карте смазки
- Настроить задний упор на требуемую длину реза заготовок. Расстояние от режущих кромок нижнего ножа до заднего упора определяется по линейкам, укрепленным на рейках заднего упора
- Установить необходимый зазор между верхними и нижними ножами. Для этого необходимо ослабить болты поз.1 и поз.3, которыми крепится стол к станине:
Вращая вручную маховик по стрелке, указанной на кожухе, опускать ножевую балку вниз до перекрытия ножей стола и ножевой балки (10 мм. – перекрытие ножей).
Подвинуть стол вперед и установить необходимый зазор, затем, опуская ножевую балку вниз, промерить зазор по всей длине ножей слева направо. После установки зазора затянуть болты. Движение стола назад относительной ножевой балки осуществляется болтами поз.2. Зазоры между направляющими и ножевой балкой обеспечить прокладками поз.4.
Величина зазора устанавливается согласно таблице, закрепленной на лицевой части прижимной балки.
Во время работы:
- Не допускать к ножницам посторонних лиц.
- НЕ ДОПУСКАТЬ РЕЗКИ ЛИСТОВ МАКСИМАЛЬНОЙ ТОЛЩИНЫ С ПРЕДЕЛОМ ПРОЧНОСТИ БОЛЕЕ 500 МПа. Максимальная толщина листа с пределом прочности более 500 МПа определяется по формуле: δх=δ х 500/σх мм. где δх – максимально допустимая толщина листа с пределом прочности более 500 МПа, а σх – предел прочности разрезаемого листа, МПа.
- НЕ ДОПУСКАТЬ РЕЗКИ ЛИСТОВ ЗАТУПЛЕННЫМИ НОЖАМИ. Ножи выполнены с четырьмя режущими кромками, при затуплении режущих кромок ножи периодически переворачиваются. Затупившиеся ножи необходимо перешлифовать.
- При резке заготовок длиной более 800 мм.во избежание утяжки листа применять опоры поддержании отрезаемой заготовки.
- При отсутствии электроэнергии выключить вводный автоматический выключатель на электрошкафу.
По окончании работы:
- Остановить привод ножниц.
- Выключить вводный автоматический выключатель.
- Произвести уборку ножниц и смазать ее.
- Сообщить сменщику обо всех замеченных неполадках.