












Токарно-винторезный станок OVTO TM-500.1500
Основное назначение токарного станка OVTO TM-500.1500 - точение заготовок различной формы, цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезка и обработка торцов, сверление, зенкерование и развёртывание отверстий.
Также используются для создания прототипов новых конструкций или модификации уже существующих. В зависимости от типа работы на токарном станке могут использоваться различные виды материалов: стали, чугун, латунь, бронза, алюминий, пластик и другие. Токарные станки позволяют выполнять высокоточную работу со скоростью до нескольких тысяч оборотов в минуту.
Станок TM-500 — базовый станок нормальной точности. Обладает широким спектром функциональности, включающим возможность регулирования скорости вращения, выбора режимов подачи материала и многого другого. Благодаря большой скорости вращения токарно-винторезные станки OVTO способны обрабатывать множество деталей за короткое время, что позволяет сократить затрачиваемое время и поднять эффективность производственных процессов.
Соблюдение правил ухода и обслуживания станка позволит длительное время сохранять первоначальную точность и предотвратить преждевременный износ и поломку деталей.
В связи с тем, что станки могут применяться в различных отраслях промышленности на всевозможных операциях для обработки разных материалов, обслуживание станков следует осуществлять с учетом специфики их эксплуатации.
По Техническому Заданию заказчика TM-500 могут изготавливаться с РМЦ от 1000 до 2000 мм.
Станок может быть укомплектован дополнительными опциями, например УЦИ.
| Межцентровое расстояние (РМЦ), мм | 1500 |
| Класс точности | Н |
| Диаметр обработки над станиной, мм | 500 |
| Диаметр обработки над суппортом, мм | 300 |
| Диаметр обработки над мостиком (ГАП), мм | 700 |
| Длина мостика, мм | 210 |
| Посадка шпинделя | DIN 55029 Camlock D1-8 |
| Отверстие шпинделя, мм | 84 |
| Количество скоростей | 24 |
| Скорость вращения шпинделя, об/мин | 9 – 1600 |
| Шаг ходового винта, мм | 12 |
| Количество продольных подач | 91 |
| Диапазон продольных подач, мм/об | 0,028 – 6,43 |
| Количество поперечных подач | 93 |
| Диапазон поперечных подач, мм/об | 0,012 – 2,73 |
| Наибольшее сечение резца, мм | 25х25 |
| Диапазон нарезаемой метрической резьбы | 0,5 – 224 мм |
| Диапазон нарезаемой дюймовой резьбы | 1/8 – 72 " |
| Диапазон нарезаемой модульной резьбы | 0,5 – 112 m |
| Диапазон нарезаемой питчевой резьбы | 0,25 – 56 P" |
| Диаметр пиноли задней бабки, мм | 75 |
| Конус пиноли задней бабки | MK5 |
| Ход пиноли задней бабки, мм | 150 |
| Поперечный ход задней бабки, мм | ±15 |
| Продольный ход суппорта, мм | 1500 |
| Поперечный ход суппорта, мм | 360 |
| Ускоренное продельное перемещение суппорта, мм/мин | 4500 |
| Ускоренное поперечное перемещение суппорта, мм/мин | 2000 |
| Продольный ход салазок резцедержателя, мм | 145 |
| Объем бака СОЖ, л | 15 |
| Производительность системы подачи СОЖ, л/мин | 35 |
| Мощность главного двигателя, кВт | 7,5 |
| Мощность двигателя насоса СОЖ, кВт | 0,09 |
| Мощность двигателя перемещения суппорта, кВт | 0,37 |
| Габариты (ДxШxВ), мм | 3000x1160x1410 |
| Масса, кг | 2700 |
Стандартная комплектация:
Станок в сборе, включая:
- Система подачи СОЖ в зону обработки - 1 шт.
- Механизм быстрого перемещения суппорта - 1шт.
- Поддон для сбора стружки - 1 шт.
- Защитное ограждение патрона с концевым выключателем - 1 шт.
- Трехкулачковый патрон 250 мм - 1 шт.
- Четырехпозиционный резцедержатель - 1шт.
- Светильник станочный - 1 шт.
- Вращающийся упорный центр МК-5 - 1шт.
- Защита резцедержателя - 1шт.
- Защита ходового винта - 1шт.
- Невращающийся упорный центр МК-5 - 1 шт.
- Регулируемые опоры - комплект из 8 шт.
- Заднее ограждение - 1 шт.
Принадлежности (ЗИП):
- Комплект ключей к патрону и резцедержателю
- Ключи к электрошкафу - 2 шт.
- Масленка - 1 шт.
Документация:
- Руководство по эксплуатации
- Паспорт станка
- Комплект документации на приобретенное оборудование
Дополнительные опции:
- УЦИ по трем осям X-Y-Z, цена деления 0,005 мм, погрешность 1 знак
- Четырехкулачковый патрон 320 мм
- Планшайба 400 мм
- Виброопоры - комплект из 8 шт.
- Подвижный люнет
- Неподвижный люнет
- Концевой упор продольного перемещения
Стандартная комплектация:
Станок в сборе, включая:
- Система подачи СОЖ в зону обработки - 1 шт.
- Механизм быстрого перемещения суппорта - 1шт.
- Поддон для сбора стружки - 1 шт.
- Защитное ограждение патрона с концевым выключателем - 1 шт.
- Трехкулачковый патрон 250 мм - 1 шт.
- Четырехпозиционный резцедержатель - 1шт.
- Светильник станочный - 1 шт.
- Вращающийся упорный центр МК-5 - 1шт.
- Защита резцедержателя - 1шт.
- Защита ходового винта - 1шт.
- Невращающийся упорный центр МК-5 - 1 шт.
- Регулируемые опоры - комплект из 8 шт.
- Заднее ограждение - 1 шт.
Принадлежности (ЗИП):
- Комплект ключей к патрону и резцедержателю
- Ключи к электрошкафу - 2 шт.
- Масленка - 1 шт.
Документация:
- Руководство по эксплуатации
- Паспорт станка
- Комплект документации на приобретенное оборудование
Дополнительные опции:
- УЦИ по трем осям X-Y-Z, цена деления 0,005 мм, погрешность 1 знак
- Четырехкулачковый патрон 320 мм
- Планшайба 400 мм
- Виброопоры - комплект из 8 шт.
- Подвижный люнет
- Неподвижный люнет
- Концевой упор продольного перемещения
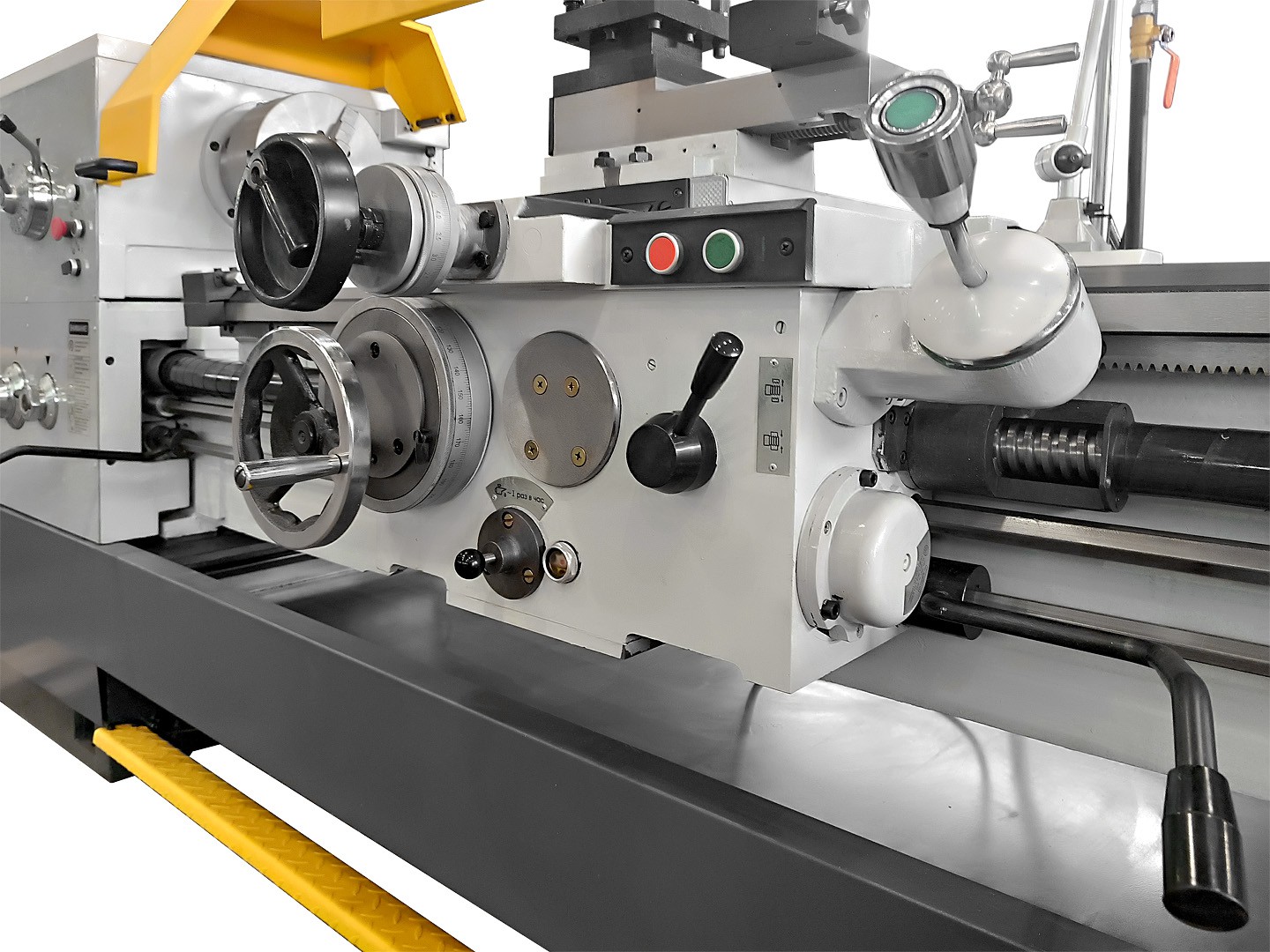
СОСТАВ СТАНКА

1 - Кнопка включения/выключения подачи охлаждающей жидкости
2 - Кнопка аварийной остановки
3 - Кнопка запуска главного двигателя
4 - Выключатель питания
5 - Рычаг торцевой крышки
6 - Рычаг селектора подачи
7 - Селектор резьбы
8 - Рычаг переключения скорости шпинделя
9 - Ручка управления ходом и подачей
10 - Рычаг переключения скорости шпинделя
11 - Ручка шага и подачи
12 - Маховик фартука
13 - Рукоятка поперечного суппорта
14 - Рычаг держателя инструмента
15 - Выключатель рабочей лампы
16 - Кнопка управления главным двигателем
17 - Рычаг контргайки
18 - Рычаг управления шпинделем
19 - Ручка крестового суппорта
20 - Селектор оси подачи и кнопка быстрого хода
21 - Кран подачи охлаждающей жидкости
22 - Рычаг блокировки пиноли задней бабки
23 - Рычаг фиксации задней бабки
24 - Маховик задней бабки
Механизм главного привода
Число оборотов шпинделя зависит от вида обработки, диаметра обрабатываемой детали, материала заготовки и режущего инструмента. Рекомендуемое число оборотов шпинделя для обрабатываемого материала диаметром 50 мм. инструментом из твёрдого сплава:
Алюминий - 1500 об/мин.
Серый чугун - 1000 об/мин.
Сталь (15) - 800 об/мин.
Сталь (С45) - 600 об/мин.
Изменять число оборотов двигателя разрешается только при остановленном шпинделе и двигателе.
Различные скорости вращения шпинделя можно получить, установив рычаги переключения скоростей шпинделя (8) и (10).
Станок имеет 24 скорости вращения шпинделя, шпиндель может вращаться в обе стороны. Переключение скоростей достигается, если рычаг (8) установлен в одно из 8 положений, а рычаг (10) – в положение того же цвета, что и рычаг (8).
Если рычаг (10) установлен в нейтральное положение, шпиндель отсоединяется от других приводных валов и перестает вращаться. Движение подач станка также останавливается в этот момент.
Главный двигатель находится с левой стороны основания станка.
Шпиндельная бабка
Шпиндельная бабка жестко крепится на станине станка. В случае необходимости регулировки шпиндельной бабки в горизонтальной плоскости необходимо снять облицовку коробки подач, ослабить винты, крепящие переднюю бабку и специальным регулировочным винтом отрегулировать положение оси шпинделя по пробным проточкам до необходимой точности.
Каретка
Селектор оси подачи и кнопка быстрого хода (20) используются для перемещения каретки или ускоренной хода в заданном направлении. Для быстрого хода кнопку на головке рычага следует нажать и удерживать до тех пор, пока каретка не переместится в нужное положение.
Рукоятка включения контргайки (18) используется для перемещения каретки вперед и назад вдоль станины при нарезании резьбы. Контргайка включает при повороте рычага (18) по часовой стрелке и отключает при повороте рычага (18) против часовой стрелки.
Ручное колесо фартука (13), ручка поперечного суппорта (14) и ручка крестового суппорта (20) – все это ручные средства управления. Каждое из этих устройств имеет шкалу на основании, указывающий на расстояние перемещения.
Механизм подачи
Установка шага и подачи: различные шаг и подачи доступны путем установки рычага (6) на бабке, ручки управления (7), (9) и (11) на корпусе передней бабки.
a) Рычаг рукоятки переключения подач (6) используется для изменения шага резьбы и направления вращения или для изменения подачи. В результате использования однонаправленной муфты обгона, закрепленной в фартуке, движение подачи устройства невозможно, если рычаг (6) не установлен в ПРАВОЕ положение.
- Правая резьба с нормальным шагом. Подача возможна.
- Левая резьба с нормальным шагом. Подача невозможна.
- Правая резьба с крупным шагом. большая или маленькая подача.
- Левая резьба с крупным шагом. Подача невозможна.
b) - Селектор резьбы (7) предназначен для выбора типа резьбы, а также может использоваться для изменения подачи.
мм - Метрическая резьба
1” - Дюймовая резьба
M - Модульная резьба
P” - Питчевая
- Нейтральная.
c) - Ручка управления шагом и подачей (9) используется для изменения шага и подачи.
d) - Ручка шага и подачи (11) используется для изменения шага и подачи с помощью ходового винта, и подающего вала.
I, II, III, IV: ходовой винт зацепляется за резьбу.
A, B, C, D: подающий вал зацепляется, обеспечивая движение подающего механизма.
Соотношение: I: II: III: IV =A: B: C: D=1:2:4:8
При установке вышеуказанных рычагов и ручек соответственно получаются различные подачи. Для обеспечения правильной работы станка регулировочные рычаги и ручки должны основываться на принципе, что более высокая скорость вращения шпинделя соответствует более мелкой подаче, и наоборот.
Ходовой винт может приводиться в движение непосредственно валом, через переключающие шестерни вместо шестерен с внешним зацеплением в подающем корпусе для нарезания резьбы, не включенных в таблицу резьб. Для этого селектор резьбы (7) должен устанавливаться в нейтральное положение, а ручка шага и подачи (11) – в положение IV.
Коробка передач с гитарой сменных шестерён.
Коробка передач со сменными шестернями служит для передачи вращения от выходного вала шпиндельной бабки на выходной вал коробки подач с помощью установки комбинаций сменных шестерен.
СИСТЕМА СМАЗКИ
Общие сведения
Правильная и регулярная смазка станка имеет большое значение для нормальной его эксплуатации и долговечности. Поэтому необходимо строго придерживаться ниже приведенных рекомендаций.
При подготовке станка к пуску необходимо промыть сетку фильтра в керосине, затем в соответствии с «Картой смазки» заполнить резервуары смазочным материалом и смазать указанные в карте механизмы.
Смазку производить смазочными материалами, указанными в карте смазки, или их аналогами, приведенными в «Перечне рекомендуемых смазочных материалов» руководства по эксплуатации.
Карта смазки

Шпиндельная бабка - Авто - И-20А - ГОСТ 20799-75 - Ежегодно (примерно 700 часов работы) - Заливка—1; слив—2
Коробка подач - Авто - И-20А - ГОСТ 20799-75 - Ежегодно (примерно 700 часов работы) - Заливка—3; слив—4
Фартук суппорта - Авто - И-30А - ГОСТ 20799-75 - Ежегодно (примерно 700 часов работы) - Заливка—5; слив—6
Направляющие станины - Авто, при помощи системы смазки фартука - И-30А - ГОСТ 20799-75 - 3 раз в смену - 11
Поперечные салазки, верхние салазки - Ручная - И-30А - ГОСТ 20799-75 - 3 раз в смену - 8,10
Задняя бабка - Ручная - И-30А - ГОСТ 20799-75 - 1 раз в смену - 9
Сменные шестерни - Ручная - ЦИАТИМ-203 ГОСТ 8773-73 - 1 раз в смену - 12
Резцедержатель - Ручная - И-30А - ГОСТ 20799-75 - 1 раз в смену - 7
Перечень рекомендуемых смазочных материалов
И—20А ГОСТ 20799—75
И—30А ГОСТ 20799—75
ЦИАТИМ-203 ГОСТ 8773-73
Примечание. При отсутствии, указанных в перечне смазочных материалов допускается применение аналогов, основные характеристики которых соответствуют приведенным.
Описание работы системы смазки
В станке применена автоматическая централизованная система смазки шпиндельной бабки и коробки подач.
Насос, приводимый от электродвигателя главного привода через ремен¬ную передачу, засасывает масло из масленой ванны и подает его через сетчатый фильтр к подшипникам шпинделя и на маслораспределительные лотки. Примерно через минуту после включения электродвигателя начинает вращаться диск маслоуказателя на шпиндельной бабке. Его постоянное вращение свидетельствует о нормальной работе системы смазки.
В процессе работы необходимо следить за вращением диска маслоуказателя на шпиндельной бабке. При его остановке необходимо тут же выключить станок и проверить фильтр. Снять фильтрующие сетчатые элементы в пластмассовой оправе. Каждый элемент промыть в керосине до полной очистки. Нельзя продувать фильтрующие элементы сжатым воздухом, так как это может привести к повреждению мелкой сетки. После очистки фильтр собрать и установить.
Ежедневно перед началом работы нужно проверять по указателю уровень масла в резервуаре и при необходимости доливать его через отверстие заливного фильтра. При замене масла слив из резервуара осуществляется через пробку. Перед тем, как заполнить резервуар маслом, его надо очистить и промыть керосином.
Смазка механизма фартука автоматическая, осуществляется от индивидуального плунжерного насоса. Масло заливается в корпус через отверстие (5), закрываемое пробкой, а сливается через отверстие (6). Уровень масла контролируется по маслоуказателю на лицевой стороне фартука.
Направляющие станины смазываются при помощи централизованной системы смазки фартука суппорта (многократно, зависимости от интенсивности эксплуатации).
Направляющие поперечной каретки, верхней каретки, а также их ходовые винты должны смазываться при помощи маслёнки.
Смазку направляющих каретки и поперечных салазок производят в начале и середине смены до появления масляной пленки на направляющих.
Ежедневно в конце смены нужно снять резцовую головку, очистить ее рабочие поверхности и смазать конусную ось резцедержателя.
Сменные шестерни и ось промежуточной сменной шестерни (12) смазываются вручную консистентной смазкой ЦИАТИМ-203 ГОСТ 8773-73.
Опорные втулки сменных шестерён смазываются при помощи маслёнки.
Остальные точки смазываются вручную при помощи масленки, поставляемой со станком.
ЭЛЕКТРООБОРУДОВАНИЕ
Электрооборудование станка предназначено для подключения к трехфазной сети переменного тока с глухо заземлённым или изолированным нейтральным проводом.
Краткая характеристика
Питающая сеть: ~3Ф 50ГЦ 380В 40А
Количество электродвигателей на станке: - 3
Электродвигатель привода главного привода: 7,5 кВт 1500 об/мин
Электродвигатель перемещения суппорта: 0,37 кВт 1500 об/мин
Носос системы подачи СОЖ: 0,09 кВт 3000 об/мин 25 л/мин
Суммарная мощность установленных на станке электродвигателей: 7,96 кВт
Защита и блокировочные устройства
В электросхеме предусмотрена блокировка, отключающая вводный автоматический выключатель при открывании двери шкафа управления.
При включенном вводном автоматическом выключателе открывание двери шкафа приводит к срабатыванию путевого выключателя, который отключает электрооборудование станка от сети.
При открывании кожуха сменных шестерен срабатывает микропереключатель, отключая электродвигатель главного привода.
Путевой выключатель смонтирован в шкафу управления, микропереключатель — на корпусе коробки подач.
Для осмотра и наладки электроаппаратуры под напряжением (при открытой двери шкафа) в схеме предусмотрен деблокирующий переключатель, установленный в шкафу управления. Этим переключателем должны пользоваться только специалисты электрики.
ПОРЯДОК УСТАНОВКИ
Распаковка
Станок поставляется на поддоне. При распаковке надо следить за тем, чтобы не повредить станок распаковочным инструментом. Если при распаковке обнаружены повреждения, произошедшие при транспортировке, немедленно сообщите об этом продавцу. Запрещается эксплуатировать станок при обнаружении повреждения упаковки.
После распаковки немедленно проверьте внешнее состояние станка. Упаковочные листы на принадлежности и инструмент находятся в отдельном ящике, помещенным на поддоне станка. Проверьте принадлежности и инструмент на наличие соответствующего количества согласно упаковочной ведомости.
Транспортирование
Перед транспортированием станка в распакованном виде необходимо убедиться в том, что перемещающиеся узлы надежно закреплены на станине. Задняя бабка закрепляется в правом крайнем положении, а каретка — в средней части станины между стропами каната.
Транспортирование станка осуществляется согласно схеме транспортирования при помощи четырех-стропного каната, концы 1 и 2 которого надеваются на две стальные штанги 60 мм. 3, вставляемые в специально предусмотренные отверстия основания станка.
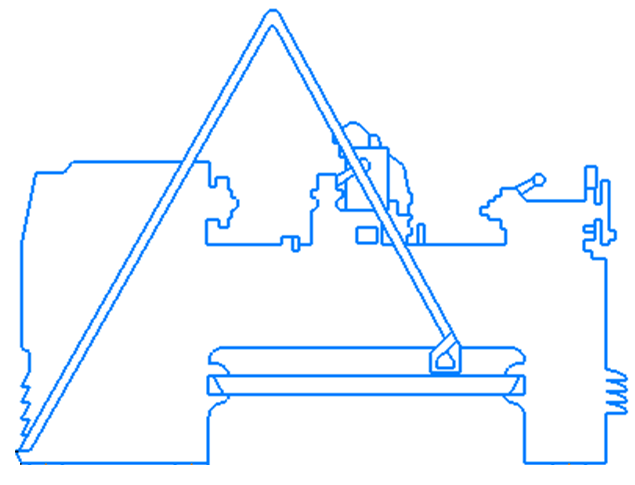
В местах прикасания каната к станку нужно установить деревянные прокладки 4. При транспортировании к месту установки и при опускании на фундамент необходимо следить за тем, чтобы станок не подвергался сильным толчкам и сотрясениям.
Расконсервация
Перед установкой станок необходимо тщательно очистить от антикоррозионных покрытий. Наружные поверхности станка покрыты антикоррозионной ингибированной смазкой НГ-203А. Для удаления смазки нужно воспользоваться деревянной лопаточкой и салфетками, смоченными бензином или уайт-спиритом.
Во избежание коррозии очищенные поверхности нужно покрыть тонким слоем масла И-30А или масла, заменяющего его.
Монтаж
Продолжительность сохранения точности станка во многом зависит от правильности его установки. Станок следует установить на фундаменте согласно установочного чертежа.
Станок крепится к фундаменту шестью фундаментными болтами М24 в зависимости от глубины фундамента.
Глубина заложения фундамента принимается в зависимости от грунта, но должна быть не менее 250 мм.
Если станок предназначен для финишных операций, глубина фундамента должна быть не менее 500 мм.
При установке станка следует предусмотреть наличие свободных зон для открывания дверцы шкафа электрооборудования и поворота подмоторной плиты электродвигателя главного привода, а также для возможности демонтажа щитков ходового вала и ходового винта для чистки и смазки последних.
Как вариант может быть предложена установка, станка под углом 10° к стене цеха или линии размещения оборудования.
Выверка установки станка в горизонтальной плоскости осуществляется при помощи уровня, устанавливаемого в средней части суппорта параллельно и перпендикулярно оси центров (фундаментные болты должны быть не затянуты). В любом положении каретки отклонение уровня не должно превышать 0,04 мм на 1000 мм.
ПОРЯДОК РАБОТЫ
Ознакомившись с руководством по эксплуатации, можно в соответствии с рекомендуемой ниже последовательностью приступить к подготовке станка к пуску.
1) Выполнить все операции, связанные с подготовкой станка к пуску, изложенные в разделе «Смазка станка», и в стружкосборник основания размещенный под станиной, залить охлаждающую жидкость.
2) В соответствии с указаниями раздела «Электрооборудование» подсоединить станок к цепи заземления и, проверив соответствие напряжения сети и электрооборудования станка, подключить к электросети.
3) После ознакомления с назначением органов управления, проверить от руки работу всех механизмов станка. Рычаг переключения вращения шпинделя должен быть установлен в нейтральное положение.
Следует знать, что из-за наличия блокировочных устройств станок не может быть включен:
• - при открытой дверце электрошкафа управления;
• - при открытом кожухе сменных шестерен;
• - при откинутом кожухе ограждения патрона.
4) Нажатием зеленой кнопки «Пуск» включить электродвигатель главного привода.
5) ВНИМАНИЕ! Обязательно нужно проверить по маслоуказателю действие системы централизованной смазки шпиндельной бабки и коробки подач. При не вращающемся маслоуказателе работа на станке недопустима. Работу смазочного насоса можно контролировать через глазок, расположенный спереди на передней бабке.
6) При помощи выключателя проверить работу насоса подачи СОЖ.
После выполнения указанных операций станок готов к пуску.
Последовательно включая станок без нагрузки на различных числах оборотов и подачах, начиная с минимальных, в течение нескольких часов, следует убедиться в нормальной работе всех механизмов.
После этого можно приступить к наладке станка для обработки деталей.
ВАЖНО! В течение первых 50—60 ч для приработки работать только на средних скоростях и нагрузках, особое внимание уделять контролю функционирования системы смазки.
Станки предназначены для использования преимущественно в инструментальных и ремонтных цехах в условиях мелкосерийного и единичного производства на разнообразных чистовых и получистовых операциях. Температура в помещении, где они устанавливаются, должна быть 10—30° С, относительная влажность — не более 80% при 10° С или 60% при 30° С.
Период сохранения первоначальной точности и долговечности станка зависит от окружающей среды, поэтому недопустимо устанавливать станки в помещениях с высокой концентрацией абразивной пыли, окалины.
Обработка чугунных деталей способствует повышенному износу трущихся механизмов, поэтому при обработке таких деталей нужно несколько раз в смену особенно тщательно удалять стружку и пыль с направляющих станины и каретки, смазывать их.
Желательно, чтобы обработка чугунных деталей не превышала 20% от общего количества операций.
Для длительного сохранения первоначальной точности не рекомендуется совмещать на одном станке чистовые и обдирочные операции.
Нужно избегать обработки изделий с ударом.
Диаметр сверла при сверлении чугунных деталей не должен превышать 28 мм при сверлении стальных деталей — 25 мм.
Станок, оставленный на длительное время (свыше двух суток), должен быть накрыт чехлом и все его неокрашенные поверхности тщательно смазаны.
СОСТАВ СТАНКА
1 - Кнопка включения/выключения подачи охлаждающей жидкости
2 - Кнопка аварийной остановки
3 - Кнопка запуска главного двигателя
4 - Выключатель питания
5 - Рычаг торцевой крышки
6 - Рычаг селектора подачи
7 - Селектор резьбы
8 - Рычаг переключения скорости шпинделя
9 - Ручка управления ходом и подачей
10 - Рычаг переключения скорости шпинделя
11 - Ручка шага и подачи
12 - Маховик фартука
13 - Рукоятка поперечного суппорта
14 - Рычаг держателя инструмента
15 - Выключатель рабочей лампы
16 - Кнопка управления главным двигателем
17 - Рычаг контргайки
18 - Рычаг управления шпинделем
19 - Ручка крестового суппорта
20 - Селектор оси подачи и кнопка быстрого хода
21 - Кран подачи охлаждающей жидкости
22 - Рычаг блокировки пиноли задней бабки
23 - Рычаг фиксации задней бабки
24 - Маховик задней бабки
Механизм главного привода
Число оборотов шпинделя зависит от вида обработки, диаметра обрабатываемой детали, материала заготовки и режущего инструмента. Рекомендуемое число оборотов шпинделя для обрабатываемого материала диаметром 50 мм. инструментом из твёрдого сплава:
Алюминий - 1500 об/мин.
Серый чугун - 1000 об/мин.
Сталь (15) - 800 об/мин.
Сталь (С45) - 600 об/мин.
Изменять число оборотов двигателя разрешается только при остановленном шпинделе и двигателе.
Различные скорости вращения шпинделя можно получить, установив рычаги переключения скоростей шпинделя (8) и (10).
Станок имеет 24 скорости вращения шпинделя, шпиндель может вращаться в обе стороны. Переключение скоростей достигается, если рычаг (8) установлен в одно из 8 положений, а рычаг (10) – в положение того же цвета, что и рычаг (8).
Если рычаг (10) установлен в нейтральное положение, шпиндель отсоединяется от других приводных валов и перестает вращаться. Движение подач станка также останавливается в этот момент.
Главный двигатель находится с левой стороны основания станка.
Шпиндельная бабка
Шпиндельная бабка жестко крепится на станине станка. В случае необходимости регулировки шпиндельной бабки в горизонтальной плоскости необходимо снять облицовку коробки подач, ослабить винты, крепящие переднюю бабку и специальным регулировочным винтом отрегулировать положение оси шпинделя по пробным проточкам до необходимой точности.
Каретка
Селектор оси подачи и кнопка быстрого хода (20) используются для перемещения каретки или ускоренной хода в заданном направлении. Для быстрого хода кнопку на головке рычага следует нажать и удерживать до тех пор, пока каретка не переместится в нужное положение.
Рукоятка включения контргайки (18) используется для перемещения каретки вперед и назад вдоль станины при нарезании резьбы. Контргайка включает при повороте рычага (18) по часовой стрелке и отключает при повороте рычага (18) против часовой стрелки.
Ручное колесо фартука (13), ручка поперечного суппорта (14) и ручка крестового суппорта (20) – все это ручные средства управления. Каждое из этих устройств имеет шкалу на основании, указывающий на расстояние перемещения.
Механизм подачи
Установка шага и подачи: различные шаг и подачи доступны путем установки рычага (6) на бабке, ручки управления (7), (9) и (11) на корпусе передней бабки.
a) Рычаг рукоятки переключения подач (6) используется для изменения шага резьбы и направления вращения или для изменения подачи. В результате использования однонаправленной муфты обгона, закрепленной в фартуке, движение подачи устройства невозможно, если рычаг (6) не установлен в ПРАВОЕ положение.
- Правая резьба с нормальным шагом. Подача возможна.
- Левая резьба с нормальным шагом. Подача невозможна.
- Правая резьба с крупным шагом. большая или маленькая подача.
- Левая резьба с крупным шагом. Подача невозможна.
b) - Селектор резьбы (7) предназначен для выбора типа резьбы, а также может использоваться для изменения подачи.
мм - Метрическая резьба
1” - Дюймовая резьба
M - Модульная резьба
P” - Питчевая
- Нейтральная.
c) - Ручка управления шагом и подачей (9) используется для изменения шага и подачи.
d) - Ручка шага и подачи (11) используется для изменения шага и подачи с помощью ходового винта, и подающего вала.
I, II, III, IV: ходовой винт зацепляется за резьбу.
A, B, C, D: подающий вал зацепляется, обеспечивая движение подающего механизма.
Соотношение: I: II: III: IV =A: B: C: D=1:2:4:8
При установке вышеуказанных рычагов и ручек соответственно получаются различные подачи. Для обеспечения правильной работы станка регулировочные рычаги и ручки должны основываться на принципе, что более высокая скорость вращения шпинделя соответствует более мелкой подаче, и наоборот.
Ходовой винт может приводиться в движение непосредственно валом, через переключающие шестерни вместо шестерен с внешним зацеплением в подающем корпусе для нарезания резьбы, не включенных в таблицу резьб. Для этого селектор резьбы (7) должен устанавливаться в нейтральное положение, а ручка шага и подачи (11) – в положение IV.
Коробка передач с гитарой сменных шестерён.
Коробка передач со сменными шестернями служит для передачи вращения от выходного вала шпиндельной бабки на выходной вал коробки подач с помощью установки комбинаций сменных шестерен.
СИСТЕМА СМАЗКИ
Общие сведения
Правильная и регулярная смазка станка имеет большое значение для нормальной его эксплуатации и долговечности. Поэтому необходимо строго придерживаться ниже приведенных рекомендаций.
При подготовке станка к пуску необходимо промыть сетку фильтра в керосине, затем в соответствии с «Картой смазки» заполнить резервуары смазочным материалом и смазать указанные в карте механизмы.
Смазку производить смазочными материалами, указанными в карте смазки, или их аналогами, приведенными в «Перечне рекомендуемых смазочных материалов» руководства по эксплуатации.
Карта смазки
Шпиндельная бабка - Авто - И-20А - ГОСТ 20799-75 - Ежегодно (примерно 700 часов работы) - Заливка—1; слив—2
Коробка подач - Авто - И-20А - ГОСТ 20799-75 - Ежегодно (примерно 700 часов работы) - Заливка—3; слив—4
Фартук суппорта - Авто - И-30А - ГОСТ 20799-75 - Ежегодно (примерно 700 часов работы) - Заливка—5; слив—6
Направляющие станины - Авто, при помощи системы смазки фартука - И-30А - ГОСТ 20799-75 - 3 раз в смену - 11
Поперечные салазки, верхние салазки - Ручная - И-30А - ГОСТ 20799-75 - 3 раз в смену - 8,10
Задняя бабка - Ручная - И-30А - ГОСТ 20799-75 - 1 раз в смену - 9
Сменные шестерни - Ручная - ЦИАТИМ-203 ГОСТ 8773-73 - 1 раз в смену - 12
Резцедержатель - Ручная - И-30А - ГОСТ 20799-75 - 1 раз в смену - 7
Перечень рекомендуемых смазочных материалов
И—20А ГОСТ 20799—75
И—30А ГОСТ 20799—75
ЦИАТИМ-203 ГОСТ 8773-73
Примечание. При отсутствии, указанных в перечне смазочных материалов допускается применение аналогов, основные характеристики которых соответствуют приведенным.
Описание работы системы смазки
В станке применена автоматическая централизованная система смазки шпиндельной бабки и коробки подач.
Насос, приводимый от электродвигателя главного привода через ремен¬ную передачу, засасывает масло из масленой ванны и подает его через сетчатый фильтр к подшипникам шпинделя и на маслораспределительные лотки. Примерно через минуту после включения электродвигателя начинает вращаться диск маслоуказателя на шпиндельной бабке. Его постоянное вращение свидетельствует о нормальной работе системы смазки.
В процессе работы необходимо следить за вращением диска маслоуказателя на шпиндельной бабке. При его остановке необходимо тут же выключить станок и проверить фильтр. Снять фильтрующие сетчатые элементы в пластмассовой оправе. Каждый элемент промыть в керосине до полной очистки. Нельзя продувать фильтрующие элементы сжатым воздухом, так как это может привести к повреждению мелкой сетки. После очистки фильтр собрать и установить.
Ежедневно перед началом работы нужно проверять по указателю уровень масла в резервуаре и при необходимости доливать его через отверстие заливного фильтра. При замене масла слив из резервуара осуществляется через пробку. Перед тем, как заполнить резервуар маслом, его надо очистить и промыть керосином.
Смазка механизма фартука автоматическая, осуществляется от индивидуального плунжерного насоса. Масло заливается в корпус через отверстие (5), закрываемое пробкой, а сливается через отверстие (6). Уровень масла контролируется по маслоуказателю на лицевой стороне фартука.
Направляющие станины смазываются при помощи централизованной системы смазки фартука суппорта (многократно, зависимости от интенсивности эксплуатации).
Направляющие поперечной каретки, верхней каретки, а также их ходовые винты должны смазываться при помощи маслёнки.
Смазку направляющих каретки и поперечных салазок производят в начале и середине смены до появления масляной пленки на направляющих.
Ежедневно в конце смены нужно снять резцовую головку, очистить ее рабочие поверхности и смазать конусную ось резцедержателя.
Сменные шестерни и ось промежуточной сменной шестерни (12) смазываются вручную консистентной смазкой ЦИАТИМ-203 ГОСТ 8773-73.
Опорные втулки сменных шестерён смазываются при помощи маслёнки.
Остальные точки смазываются вручную при помощи масленки, поставляемой со станком.
ЭЛЕКТРООБОРУДОВАНИЕ
Электрооборудование станка предназначено для подключения к трехфазной сети переменного тока с глухо заземлённым или изолированным нейтральным проводом.
Краткая характеристика
Питающая сеть: ~3Ф 50ГЦ 380В 40А
Количество электродвигателей на станке: - 3
Электродвигатель привода главного привода: 7,5 кВт 1500 об/мин
Электродвигатель перемещения суппорта: 0,37 кВт 1500 об/мин
Носос системы подачи СОЖ: 0,09 кВт 3000 об/мин 25 л/мин
Суммарная мощность установленных на станке электродвигателей: 7,96 кВт
Защита и блокировочные устройства
В электросхеме предусмотрена блокировка, отключающая вводный автоматический выключатель при открывании двери шкафа управления.
При включенном вводном автоматическом выключателе открывание двери шкафа приводит к срабатыванию путевого выключателя, который отключает электрооборудование станка от сети.
При открывании кожуха сменных шестерен срабатывает микропереключатель, отключая электродвигатель главного привода.
Путевой выключатель смонтирован в шкафу управления, микропереключатель — на корпусе коробки подач.
Для осмотра и наладки электроаппаратуры под напряжением (при открытой двери шкафа) в схеме предусмотрен деблокирующий переключатель, установленный в шкафу управления. Этим переключателем должны пользоваться только специалисты электрики.
ПОРЯДОК УСТАНОВКИ
Распаковка
Станок поставляется на поддоне. При распаковке надо следить за тем, чтобы не повредить станок распаковочным инструментом. Если при распаковке обнаружены повреждения, произошедшие при транспортировке, немедленно сообщите об этом продавцу. Запрещается эксплуатировать станок при обнаружении повреждения упаковки.
После распаковки немедленно проверьте внешнее состояние станка. Упаковочные листы на принадлежности и инструмент находятся в отдельном ящике, помещенным на поддоне станка. Проверьте принадлежности и инструмент на наличие соответствующего количества согласно упаковочной ведомости.
Транспортирование
Перед транспортированием станка в распакованном виде необходимо убедиться в том, что перемещающиеся узлы надежно закреплены на станине. Задняя бабка закрепляется в правом крайнем положении, а каретка — в средней части станины между стропами каната.
Транспортирование станка осуществляется согласно схеме транспортирования при помощи четырех-стропного каната, концы 1 и 2 которого надеваются на две стальные штанги 60 мм. 3, вставляемые в специально предусмотренные отверстия основания станка.
В местах прикасания каната к станку нужно установить деревянные прокладки 4. При транспортировании к месту установки и при опускании на фундамент необходимо следить за тем, чтобы станок не подвергался сильным толчкам и сотрясениям.
Расконсервация
Перед установкой станок необходимо тщательно очистить от антикоррозионных покрытий. Наружные поверхности станка покрыты антикоррозионной ингибированной смазкой НГ-203А. Для удаления смазки нужно воспользоваться деревянной лопаточкой и салфетками, смоченными бензином или уайт-спиритом.
Во избежание коррозии очищенные поверхности нужно покрыть тонким слоем масла И-30А или масла, заменяющего его.
Монтаж
Продолжительность сохранения точности станка во многом зависит от правильности его установки. Станок следует установить на фундаменте согласно установочного чертежа.
Станок крепится к фундаменту шестью фундаментными болтами М24 в зависимости от глубины фундамента.
Глубина заложения фундамента принимается в зависимости от грунта, но должна быть не менее 250 мм.
Если станок предназначен для финишных операций, глубина фундамента должна быть не менее 500 мм.
При установке станка следует предусмотреть наличие свободных зон для открывания дверцы шкафа электрооборудования и поворота подмоторной плиты электродвигателя главного привода, а также для возможности демонтажа щитков ходового вала и ходового винта для чистки и смазки последних.
Как вариант может быть предложена установка, станка под углом 10° к стене цеха или линии размещения оборудования.
Выверка установки станка в горизонтальной плоскости осуществляется при помощи уровня, устанавливаемого в средней части суппорта параллельно и перпендикулярно оси центров (фундаментные болты должны быть не затянуты). В любом положении каретки отклонение уровня не должно превышать 0,04 мм на 1000 мм.
ПОРЯДОК РАБОТЫ
Ознакомившись с руководством по эксплуатации, можно в соответствии с рекомендуемой ниже последовательностью приступить к подготовке станка к пуску.
1) Выполнить все операции, связанные с подготовкой станка к пуску, изложенные в разделе «Смазка станка», и в стружкосборник основания размещенный под станиной, залить охлаждающую жидкость.
2) В соответствии с указаниями раздела «Электрооборудование» подсоединить станок к цепи заземления и, проверив соответствие напряжения сети и электрооборудования станка, подключить к электросети.
3) После ознакомления с назначением органов управления, проверить от руки работу всех механизмов станка. Рычаг переключения вращения шпинделя должен быть установлен в нейтральное положение.
Следует знать, что из-за наличия блокировочных устройств станок не может быть включен:
• - при открытой дверце электрошкафа управления;
• - при открытом кожухе сменных шестерен;
• - при откинутом кожухе ограждения патрона.
4) Нажатием зеленой кнопки «Пуск» включить электродвигатель главного привода.
5) ВНИМАНИЕ! Обязательно нужно проверить по маслоуказателю действие системы централизованной смазки шпиндельной бабки и коробки подач. При не вращающемся маслоуказателе работа на станке недопустима. Работу смазочного насоса можно контролировать через глазок, расположенный спереди на передней бабке.
6) При помощи выключателя проверить работу насоса подачи СОЖ.
После выполнения указанных операций станок готов к пуску.
Последовательно включая станок без нагрузки на различных числах оборотов и подачах, начиная с минимальных, в течение нескольких часов, следует убедиться в нормальной работе всех механизмов.
После этого можно приступить к наладке станка для обработки деталей.
ВАЖНО! В течение первых 50—60 ч для приработки работать только на средних скоростях и нагрузках, особое внимание уделять контролю функционирования системы смазки.
Станки предназначены для использования преимущественно в инструментальных и ремонтных цехах в условиях мелкосерийного и единичного производства на разнообразных чистовых и получистовых операциях. Температура в помещении, где они устанавливаются, должна быть 10—30° С, относительная влажность — не более 80% при 10° С или 60% при 30° С.
Период сохранения первоначальной точности и долговечности станка зависит от окружающей среды, поэтому недопустимо устанавливать станки в помещениях с высокой концентрацией абразивной пыли, окалины.
Обработка чугунных деталей способствует повышенному износу трущихся механизмов, поэтому при обработке таких деталей нужно несколько раз в смену особенно тщательно удалять стружку и пыль с направляющих станины и каретки, смазывать их.
Желательно, чтобы обработка чугунных деталей не превышала 20% от общего количества операций.
Для длительного сохранения первоначальной точности не рекомендуется совмещать на одном станке чистовые и обдирочные операции.
Нужно избегать обработки изделий с ударом.
Диаметр сверла при сверлении чугунных деталей не должен превышать 28 мм при сверлении стальных деталей — 25 мм.
Станок, оставленный на длительное время (свыше двух суток), должен быть накрыт чехлом и все его неокрашенные поверхности тщательно смазаны.