






Универсальный фрезерный станок OVTO MM-1650
Станки фрезерные универсальные предназначены для выполнения различных фрезерных работ в условиях индивидуального производства.
На станках можно изготавливать металлические модели, штампы, пресс-формы, шаблоны, кулачки и т.п.
Для обработки различного вида поверхностей, а также крупногабаритных деталей, превышающих по своим размерам стол, шпиндельная головка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях.
Технологические возможности станков могут быть расширены с применением делительной головки, поворотного круглого стола и других приспособлений.
Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание, успешно использовать станки для выполнения различных работ в серийном производстве.
| Пределы частот вращения вертикального шпинделя, мм | 30-2050 |
| Конус шпинделя универсальной фрезерной головы | 50 |
| Диапазон поворота фрезерной головы, ° | ±360 |
| Расстояние от торца поворотного шпинделя до поверхности стола, мм | 50-550 |
| Расстояние от оси поворотного шпинделя до вертикальных направляющих, мм | 40-740 |
| Размеры верхней рабочей поверхности стола, мм | 1600х500 |
| Максимальное ручное перемещение стола по осям X Y Z, мм | 1200 / - / 500 |
| Автоматическая подача стола по осям X Y Z, мм | 1200 / - / 500 |
| Ручная подача хобота по оси Y, мм | 700 |
| Автоматическая подача хобота по оси Y, мм | 700 |
| Скорость подачи стола (X), мм/мин | 10-1000 |
| Скорость подачи стола (Z), мм/мин | 10-500 |
| Скорость подачи хобота (Y), мм/мин | 10-1000 |
| Количество Т-образных пазов на рабочей поверхности стола | 5 |
| Ширина Т-образных пазов,мм | 18 |
| Расстояние между осями Т-образных пазов, мм | 80 |
| Мощность двигателя привода вертикального шпинделя, кВт | 7,5 |
| Мощность двигателя привода подачи хобота, кВт | 3 |
| Мощность двигателя привода подачи стола, кВт | 3 |
| Мощность двигателя привода подъема стола, кВт | 5,5 |
| Мощность двигателя насоса СОЖ, кВт | 0,09 |
| Габариты (ДxШxВ), мм | 2650х2450х2100 |
| Масса, кг | 4270 |
Стандартная комплектация:
- Станок фрезерный универсальный в сборе - 1 шт.
На станке установлено:
- Универсальная фрезерная голова - 1 шт.
- Фрезерный стол с механизмом автоподачи по осям X/Z с сервоприводом - 1 шт.
- Светильник станочный - 1 шт.
- Пульт управления - 1 шт.
- УЦИ по трем осям - 1 шт.
- Система подачи СОЖ - 1 шт.
- Система ручной смазки - 1 шт.
- Система автоматической смазки - 1 шт.
Оснастка:
- Тиски станочные - 1 шт.
- Оправка фрезерная ISO50 c набором цанг (∅ 4-16мм) - 1 к.
- Оправка для торцевых фрез ISO40 - 1 шт.
Инструмент:
- Ключи рожковые - 1 к.
- Набор шестигранных ключей - 1 к.
Документация к станку:
- Руководство по эксплуатации - 1 шт.
- Паспорт станка - 1 шт.
- Комплект паспортов на электродвигатели - 1 шт.
- Паспорт на насос СОЖ - 1 шт.
Стандартная комплектация:
- Станок фрезерный универсальный в сборе - 1 шт.
На станке установлено:
- Универсальная фрезерная голова - 1 шт.
- Фрезерный стол с механизмом автоподачи по осям X/Z с сервоприводом - 1 шт.
- Светильник станочный - 1 шт.
- Пульт управления - 1 шт.
- УЦИ по трем осям - 1 шт.
- Система подачи СОЖ - 1 шт.
- Система ручной смазки - 1 шт.
- Система автоматической смазки - 1 шт.
Оснастка:
- Тиски станочные - 1 шт.
- Оправка фрезерная ISO50 c набором цанг (∅ 4-16мм) - 1 к.
- Оправка для торцевых фрез ISO40 - 1 шт.
Инструмент:
- Ключи рожковые - 1 к.
- Набор шестигранных ключей - 1 к.
Документация к станку:
- Руководство по эксплуатации - 1 шт.
- Паспорт станка - 1 шт.
- Комплект паспортов на электродвигатели - 1 шт.
- Паспорт на насос СОЖ - 1 шт.
СОСТАВ СТАНКА
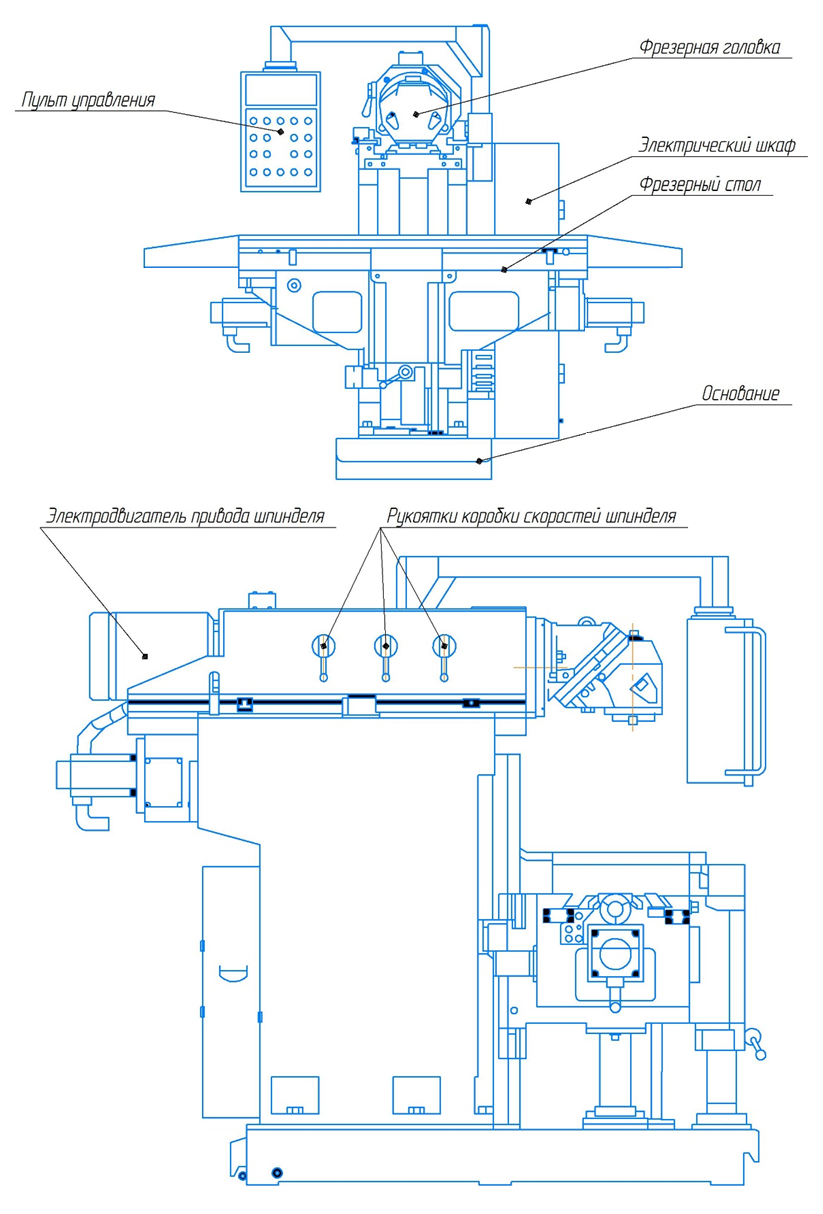
Станина станка состоит из колонны и основания. Колонна крепится на основании с помощью винтов.
Перед колонной находится консоль. С колонной консоль соединяется через направляющие. Фрезерный стол соединяется с консолью через направляющие типа «ласточкин хвост». которые могут подниматься и опускаться вдоль вертикальной направляющей. Рабочий стол перемещаются посредством ШВП.
Система подачи СОЖ состоит из насоса подачи СОЖ, трубки, бака в основании и т.д.
Система смазки состоит из иммерсионного масляного устройства с методом разбрызгивания, насоса подачи смазки, ручного насоса и т.д.
Панель управления для удобства установлена на подвижной штанге.
Шпиндель приводной системы универсальной фрезерной головы установлен в хоботе и приводится в движение фланцевым двигателем.
Фрезерная голова с двумя степенями свободы может вращаться на 360º в горизонтальной плоскости и на 0-90º в вертикальной.
МЕХАНИКА СТАНКА
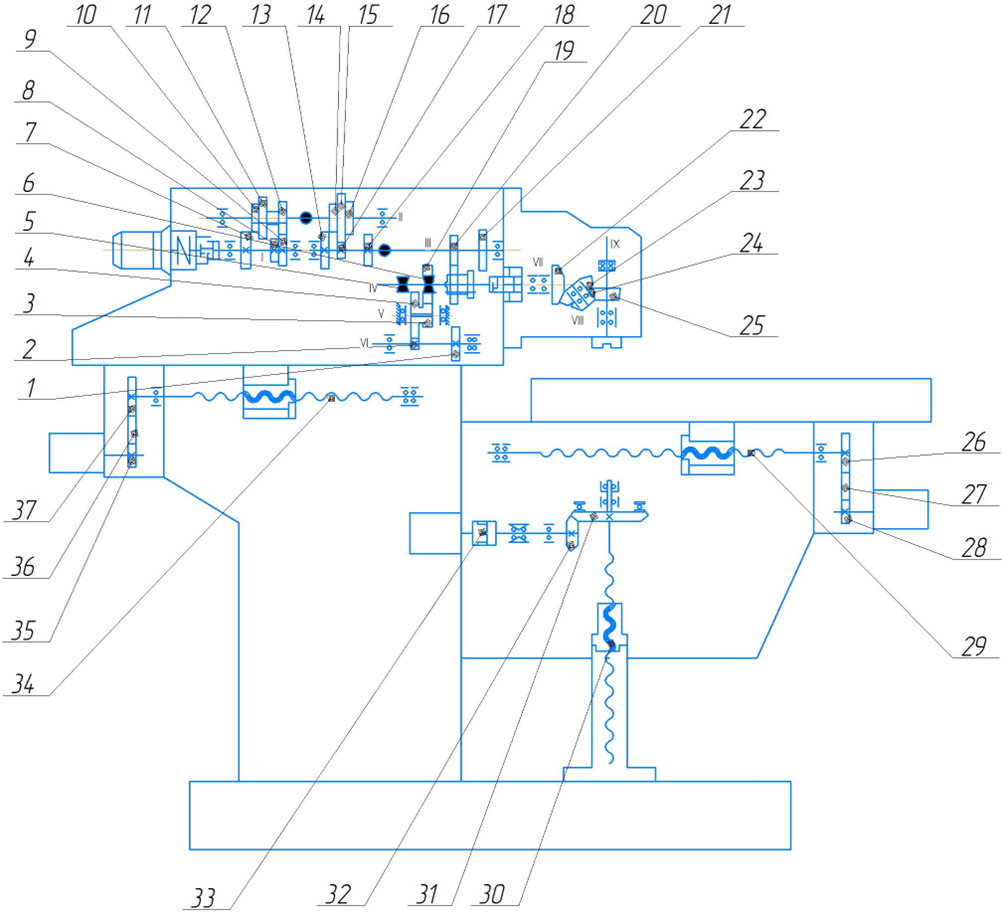
Главный привод приводится в действие устройством зубчатой передачи.
Главная передача: главный двигатель, приводной вал, шестерни, шпиндель.
Главный привод приводит в действие механизм шестерней, обеспечивает высокую эффективность, высокий крутящий момент, расширяет диапазон изменения скорости, вследствие чего расширяется диапазон параметров обработки.
Шпиндель приводной системы универсальной фрезерной головы приводится в движение фланцевым двигателем.
Рабочий стол перемещается вручную или автоматически по оси X и Z.
Хобот перемещается вручную или автоматически по оси Y.
Привод подачи по оси X и Y обеспечивается сервоприводами, по оси Z сервоприводом с тормозом.
Изменение направления, скорости подачи осуществляется плавно, при помощи кнопок и рукояток на панели управления.
Кинематическая схема
СИСТЕМА СМАЗКИ
Общие указания.
Правильная и регулярная смазка станка имеет большое значение для нормальной его эксплуатации и долговечности. Поэтому необходимо строго придерживаться ниже приведенных рекомендаций.
Ежедневно перед началом работы нужно проверять по указателю уровень масла в резервуаре и при необходимости доливать его через отверстие заливного фильтра. Добавьте масло, когда поверхность масла опустится ниже отметки в окошках маслоуказателей. Смазочное масло должно быть чистым без примесей кислот, воды или твердых частиц.
В процессе работы необходимо следить за вращением диска маслоуказателя на шпиндельной бабке.
Описание системы смазки
Главные шестерни смазываются автоматическим устройством смазки. Реверсивный циклоидный насос подачи смазки установлен в полости колонны, насос подачи смазки включается при запуске главного двигателя. Смазочное масло распыляется на шестерни. Коробка скоростей смазывается путем иммерсионного смазывания разбрызгиванием.
Для смазки ходовых винтов, направляющих стола, направляющих консоли, шестерней и подшипников в столе используется ручной насос. Смазка производится не реже одного раза в час.
Остальные точки смазываются вручную при помощи масленки.
ЭЛЕКТРООБОРУДОВАНИЕ
Общие сведения
Электроаппаратура (за исключением нескольких аппаратов) смонтирована в шкафу управления, расположенном сзади станка.
Электрооборудование станка предназначено для подключения к трехфазной сети переменного тока с глухо заземлённым или изолированным нейтральным проводом.
Напряжение и частота в электросети должны соответствовать данным, приведенным в руководстве. Предохранитель должен быть на 40А.
Электрическое подключение производится к клеммным колодкам в электрошкафу сбоку станка.
Краткая характеристика
Род тока: переменный, трехфазный, 50Гц, 380В
Цепь управления 24В
Линия освещения 24В
Общее количество двигателей на станке: 6
Электродвигатель шпинделя фрезерной головы: 11 кВт 1500 об/мин
Сервопривод подачи стола по оси X: 3 кВт
Сервопривод подачи хобота по оси Y: 3 кВт
Сервопривод подачи стола по оси Z: 5,5 кВт
Электродвигатель системы смазки: 0,09 кВт 3000 об/мин
Электродвигатель насоса: 0,09 кВт 3000 об/мин
Блокировочные устройства
В электросхеме предусмотрена блокировка, отключающая вводный автоматический выключатель при открывании двери шкафа управления. При включенном вводном автоматическом выключателе открывание двери шкафа приводит к срабатыванию путевого выключателя, который отключает электрооборудование станка от сети. Путевой выключатель смонтирован в шкафу управления.
Для осмотра и наладки электроаппаратуры под напряжением (при открытой двери шкафа) в схеме предусмотрен деблокирующий переключатель, установленный в шкафу управления. Этим переключателем должны пользоваться только специалисты электрики.
ПОРЯДОК УСТАНОВКИ
Перед транспортированием станка краном в распакованном виде переместите рабочий стол на передний конец консоли, пусть два конца стола на консоли будут одинаковой длины, одновременно затяните продольные и поперечные фиксирующие ручки.
Транспортирование станка осуществляется при помощи стального проволочного троса, устанавливаемого согласно схеме транспортирования.
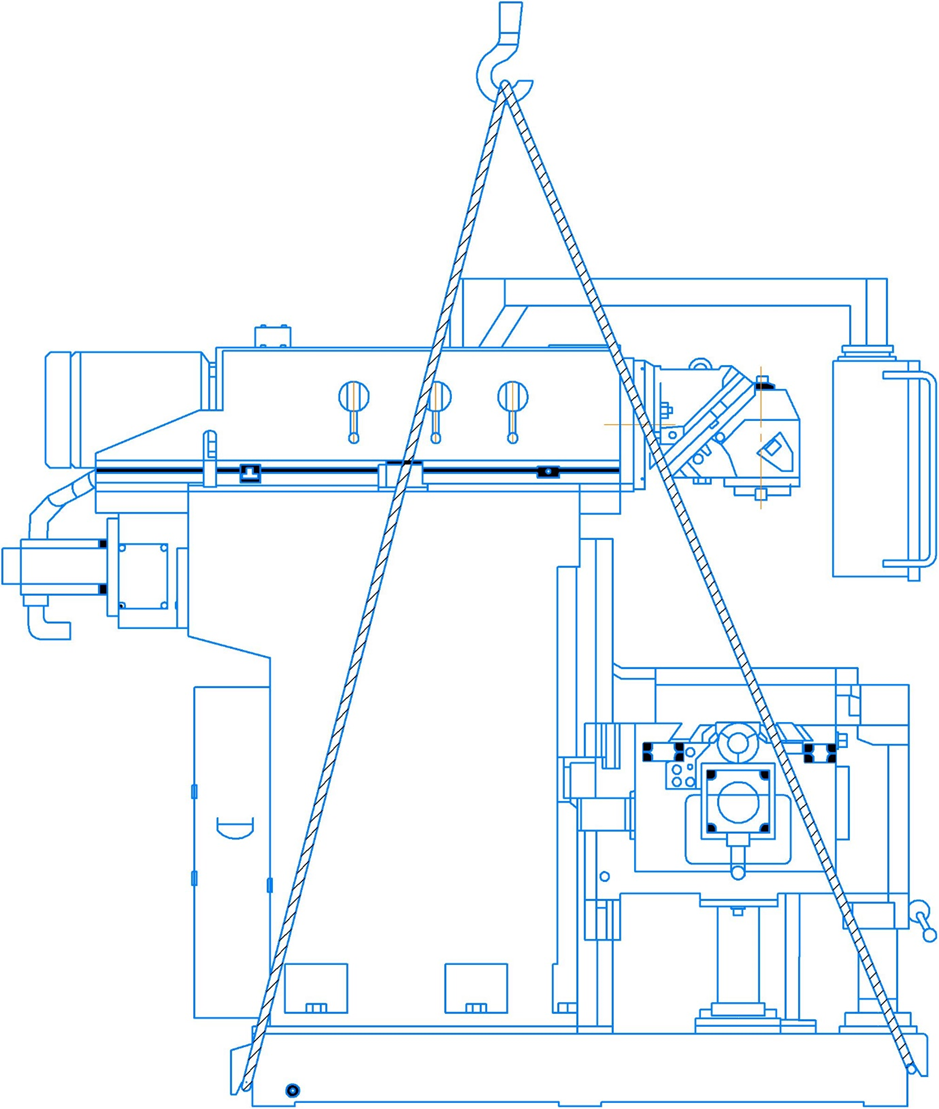
Не используйте поврежденные грузоподъемные приспособления. В местах прикасания троса к станку необходимо установить деревянные прокладки. При транспортировании к месту установки и при опускании на фундамент необходимо следить за тем, чтобы станок не подвергался сильным толчкам и сотрясениям. Следите за трением, возникающим между грузоподъемным приспособлением и станком вследствие вибрации в процессе транспортировки.
Продолжительность сохранения точности станка во многом зависит от правильности его установки. Станок следует установить на фундаменте.
Фундамент должен располагаться на твердой почве. Монтируйте станок на фундамент лишь после того, как он полностью высохнет. Закрепите станок болтами к бетону, тщательно отрегулируйте, убедитесь, что его выравнивание не превышает допустимые пределы 0.04/1000 мм в поперечном и продольном направлениях после затягивания болтов.
ПОДГОТОВКА К ПУСКУ
Ознакомившись с указаниями, изложенными в разделах, следующих непосредственно за этим, можно в соответствии с рекомендуемой ниже последовательностью приступить к подготовке станка к пуску.
Выполнить все операции, связанные с подготовкой станка к пуску, изложенные в разделе «Смазка станка».
В соответствии с указаниями раздела «Электрооборудование» подсоединить станок к цепи заземления и, проверив соответствие напряжения сети и электрооборудования станка, подключить к электросети.
После ознакомления с назначением органов управления необходимо проверить от руки работу всех механизмов станка.
Последовательно включая станок без нагрузки на различных числах оборотов и подачах, начиная с минимальных, в течение нескольких часов, следует убедиться в нормальной работе всех механизмов.
После этого можно приступить к наладке станка для обработки деталей.
ВАЖНО! В течение первых 50—60 ч для приработки работать только на скоростях, не превышающих 560 об/мин и средних нагрузках, особое внимание уделять контролю функционирования системы смазки.
Период сохранения первоначальной точности и долговечности станка зависит от окружающей среды, поэтому недопустимо устанавливать станки в помещениях с высокой концентрацией абразивной пыли, окалины.
Обработка чугунных деталей способствует повышенному износу трущихся механизмов, поэтому при обработке таких деталей нужно несколько раз в смену особенно тщательно удалять стружку и пыль с направляющих станины и каретки, смазывать их.
Желательно, чтобы обработка чугунных деталей не превышала 20% от общего количества операций.
Для длительного сохранения первоначальной точности не рекомендуется совмещать на одном станке чистовые и обдирочные операции.
Нужно избегать обработки изделий с ударом.
Станок, оставленный на длительное время (свыше двух суток), должен быть накрыт чехлом и все его неокрашенные поверхности тщательно смазаны.
ВНИМАНИЕ! Обязательно нужно проверить по маслоуказателю действие системы централизованной смазки. При не вращающемся маслоуказателе работа на станке недопустима.
Работу смазочного насоса можно контролировать через глазок.
При помощи выключателя проверить работу электродвигателя насоса подачи охлаждающей жидкости.
После выполнения указанных операций станок готов к пуску.
ПОРЯДОК РАБОТЫ
Панель управления
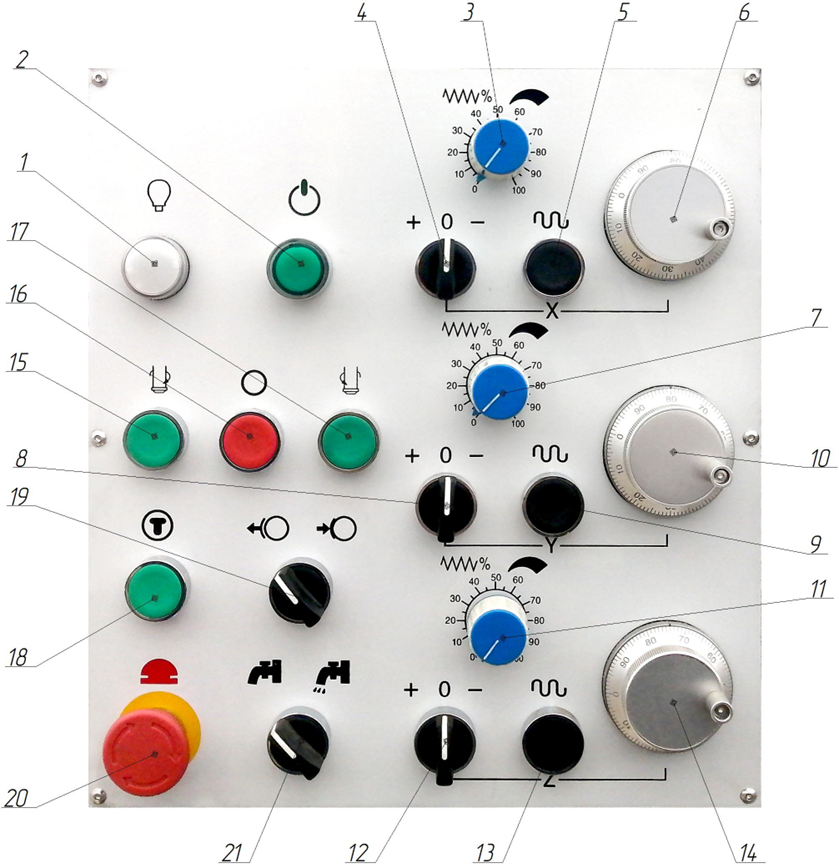
1 - Индикатор питания
2 - Включение схемы
3 - Скорость подачи по оси Х
4 - Направление подачи по оси Х
5 - Ускоренная подача по оси Х
6 - Ручная подача по оси Х
7 - Скорость подачи по оси Y
8 - Направление подачи по оси Y
9 - Ускоренная подача по оси Y
10 - Ручная подача по оси Y
11 - Скорость подачи по оси Z
12 - Направление подачи по оси Z
13 - Ускоренная подача по оси Z
14 - Ручная подача по оси Z
15 - Пуск вращения шпинделя влево
16 - Остановка вращения шпинделя
17 - Пуск вращения шпинделя вправо
18 - Толчок
19 - Тормоз шпинделя
20 - «Общий стоп»
21 - Переключатель системы СОЖ
Установка частоты вращения шпинделя
Шпиндель фрезерной головы может вращаться на скорости до 2050 об/мин.
Скорость вращения регулируется ступенчато.
Нажмите кнопку «Толчок» расположенную под таблицей скоростей, на станине справа.
Управление перемещением стола
Скорость подачи стола устанавливается ручками с синей крышкой на пульте управления для каждой оси. Одно деление шкалы скорости подачи равно 5% от максимальной скорости подачи.
Под ручкой скорости подач, каждой оси, есть кнопка ускоренной подачи. Слева от неё ручка направления движения, а справа ручка ручной подачи.
После задания направления движения нажмите на кнопку ускоренной подачи и стол начнёт двигаться с максимальной скоростью для выбранной оси.
Ручная подача задаёт направление движения вращением ручки влево или в право и, в зависимости от выбранной кратности, подаёт стол с разной скоростью т. е. при повороте ручки на одинаковый угол, но с разной кратностью стол сместится на разные расстояния кратные установленной скорости.
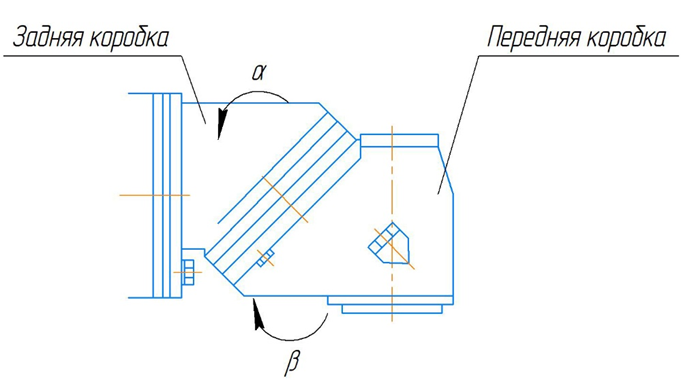
Регулировка положения фрезерной головы
Шпиндель с держателем фрезерной оправки может вращаться в горизонтальной плоскости для улучшения жесткости фрезерной оправки.
Для её регулировки поворачивайте переднюю и заднюю коробку в разные направления^
Вращая голову, используйте дополнительный позиционирующий круглый стержень.
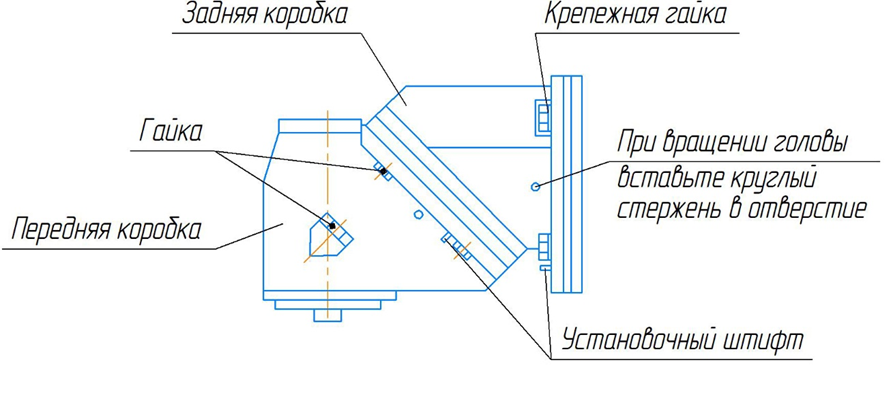
Вытяните установочный штифт прежде, чем повернуть фрезерную голову, затем ослабьте крепежную гайку на 1-2 витка, поверните фрезерную голову в требуемое положение, с силой протолкните и вставьте установочный штифт, затяните главную крепежную гайку, таким образом, оператор может быстро и точно позиционировать головку.
Для выдвижения фрезерной головки ручкой при горизонтальном фрезеровании отпустите винты.
ВНИМАНИЕ! Не раскручивайте гайку полностью, иначе фрезерная голова упадет на станок. Опасно поворачивать её при одновременно разжатых крепежных гайках в верхней и нижней части головы.
Когда передняя и задняя коробки фрезерной головы находятся под углом 0°/0°, шпиндель находится в горизонтальном положении: Попробуйте установить фрезу в фрезерный зажим для горизонтального фрезерования.
Положение горизонтального шпинделя (нижнее): Задняя коробка 0°, Передняя коробка 0°
Шпиндель находится в вертикальном положении, когда передняя коробка повернута под углом 180°
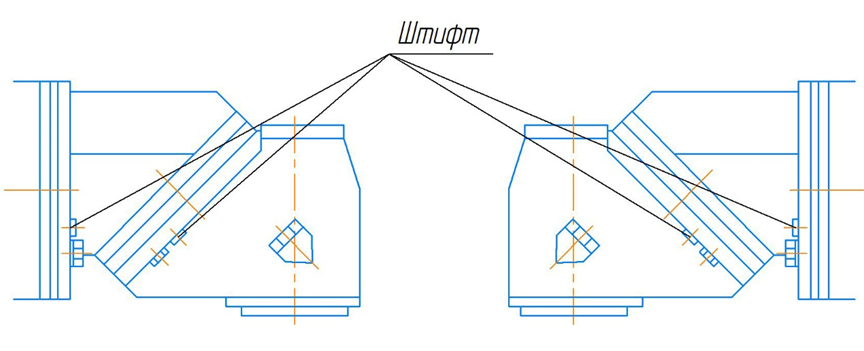
Положение вертикального шпинделя: Задняя коробка 0°, Передняя коробка 180°
Для расширения диапазона обработки оператор может поднять шпиндель, который находится в горизонтальном положении, до требуемого положения, повернув заднюю коробку под углом 180°.
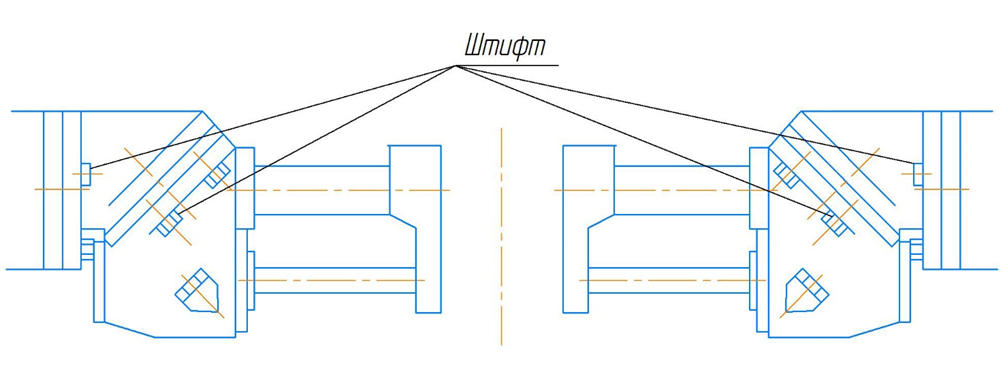
Передняя и задняя коробки должны точно позиционироваться с помощью конического штифта для расположения фрезерной головы в горизонтальном или вертикальном положении, чтобы обеспечить вертикальный и горизонтальный уровень точности между шпинделем и столом.
Коническому штифту соответствует единственное специальное установочное отверстие, не вдавливайте установочный штифт в специальное установочное отверстие, пока он находится в этом положении, чтобы избежать повреждения соединительной планки.
Задняя коробка фрезерной головы поворачивается по часовой и против часовой стрелки под углом 90° , что обеспечивает работу шпинделя в различных положениях, таким образом, расширяется диапазон продольный обработки.
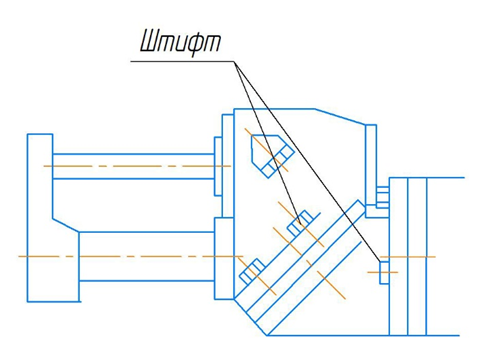
Положение горизонтального шпинделя (верхнее): Задняя коробка 180°, Передняя коробка 0°
Угол наклона шпинделя выбирается путем регулировки передней и задней коробки.
Наклон шпинделя влево: Задняя коробка 90° (вправо), Передняя коробка 0°
Наклон шпинделя вправо: Задняя коробка 90° (влево), Передняя коробка 0°
Регулируемый угол проверяется по таблицам, приведенным в руководстве по эксплуатации.
Использование СОЖ
Система подачи СОЖ состоит из насоса подачи СОЖ, шланга, бака в основании станка, гибкой подающей трубки и сопла.
СОЖ подается в зону резания через шланг. До начала работ отрегулируйте положение подающей трубки с соплом. Правильная регулировка позволяет подавать СОЖ непосредственно в область обработки. Охлаждающая жидкость содержится в баке в основании станка. Для управления потоком распыления СОЖ используется клапан.
Тип и концентрация СОЖ определяются условиями обработки, материалом обрабатываемых деталей и режущим инструментом.
Периодичность замены – по мере потери свойств, внешнему виду или по мере выработки.
Рекомендуется периодически проводить полную очистку бака СОЖ.
Примечание: Информацию о правильном подборе, химическом составе и эксплуатации, а также требований по технике безопасного применения смазывающе-охлаждающих жидкостей можно получить у поставщиков СОЖ.
СОСТАВ СТАНКА
Станина станка состоит из колонны и основания. Колонна крепится на основании с помощью винтов.
Перед колонной находится консоль. С колонной консоль соединяется через направляющие. Фрезерный стол соединяется с консолью через направляющие типа «ласточкин хвост». которые могут подниматься и опускаться вдоль вертикальной направляющей. Рабочий стол перемещаются посредством ШВП.
Система подачи СОЖ состоит из насоса подачи СОЖ, трубки, бака в основании и т.д.
Система смазки состоит из иммерсионного масляного устройства с методом разбрызгивания, насоса подачи смазки, ручного насоса и т.д.
Панель управления для удобства установлена на подвижной штанге.
Шпиндель приводной системы универсальной фрезерной головы установлен в хоботе и приводится в движение фланцевым двигателем.
Фрезерная голова с двумя степенями свободы может вращаться на 360º в горизонтальной плоскости и на 0-90º в вертикальной.
МЕХАНИКА СТАНКА
Главный привод приводится в действие устройством зубчатой передачи.
Главная передача: главный двигатель, приводной вал, шестерни, шпиндель.
Главный привод приводит в действие механизм шестерней, обеспечивает высокую эффективность, высокий крутящий момент, расширяет диапазон изменения скорости, вследствие чего расширяется диапазон параметров обработки.
Шпиндель приводной системы универсальной фрезерной головы приводится в движение фланцевым двигателем.
Рабочий стол перемещается вручную или автоматически по оси X и Z.
Хобот перемещается вручную или автоматически по оси Y.
Привод подачи по оси X и Y обеспечивается сервоприводами, по оси Z сервоприводом с тормозом.
Изменение направления, скорости подачи осуществляется плавно, при помощи кнопок и рукояток на панели управления.
Кинематическая схема
СИСТЕМА СМАЗКИ
Общие указания.
Правильная и регулярная смазка станка имеет большое значение для нормальной его эксплуатации и долговечности. Поэтому необходимо строго придерживаться ниже приведенных рекомендаций.
Ежедневно перед началом работы нужно проверять по указателю уровень масла в резервуаре и при необходимости доливать его через отверстие заливного фильтра. Добавьте масло, когда поверхность масла опустится ниже отметки в окошках маслоуказателей. Смазочное масло должно быть чистым без примесей кислот, воды или твердых частиц.
В процессе работы необходимо следить за вращением диска маслоуказателя на шпиндельной бабке.
Описание системы смазки
Главные шестерни смазываются автоматическим устройством смазки. Реверсивный циклоидный насос подачи смазки установлен в полости колонны, насос подачи смазки включается при запуске главного двигателя. Смазочное масло распыляется на шестерни. Коробка скоростей смазывается путем иммерсионного смазывания разбрызгиванием.
Для смазки ходовых винтов, направляющих стола, направляющих консоли, шестерней и подшипников в столе используется ручной насос. Смазка производится не реже одного раза в час.
Остальные точки смазываются вручную при помощи масленки.
ЭЛЕКТРООБОРУДОВАНИЕ
Общие сведения
Электроаппаратура (за исключением нескольких аппаратов) смонтирована в шкафу управления, расположенном сзади станка.
Электрооборудование станка предназначено для подключения к трехфазной сети переменного тока с глухо заземлённым или изолированным нейтральным проводом.
Напряжение и частота в электросети должны соответствовать данным, приведенным в руководстве. Предохранитель должен быть на 40А.
Электрическое подключение производится к клеммным колодкам в электрошкафу сбоку станка.
Краткая характеристика
Род тока: переменный, трехфазный, 50Гц, 380В
Цепь управления 24В
Линия освещения 24В
Общее количество двигателей на станке: 6
Электродвигатель шпинделя фрезерной головы: 11 кВт 1500 об/мин
Сервопривод подачи стола по оси X: 3 кВт
Сервопривод подачи хобота по оси Y: 3 кВт
Сервопривод подачи стола по оси Z: 5,5 кВт
Электродвигатель системы смазки: 0,09 кВт 3000 об/мин
Электродвигатель насоса: 0,09 кВт 3000 об/мин
Блокировочные устройства
В электросхеме предусмотрена блокировка, отключающая вводный автоматический выключатель при открывании двери шкафа управления. При включенном вводном автоматическом выключателе открывание двери шкафа приводит к срабатыванию путевого выключателя, который отключает электрооборудование станка от сети. Путевой выключатель смонтирован в шкафу управления.
Для осмотра и наладки электроаппаратуры под напряжением (при открытой двери шкафа) в схеме предусмотрен деблокирующий переключатель, установленный в шкафу управления. Этим переключателем должны пользоваться только специалисты электрики.
ПОРЯДОК УСТАНОВКИ
Перед транспортированием станка краном в распакованном виде переместите рабочий стол на передний конец консоли, пусть два конца стола на консоли будут одинаковой длины, одновременно затяните продольные и поперечные фиксирующие ручки.
Транспортирование станка осуществляется при помощи стального проволочного троса, устанавливаемого согласно схеме транспортирования.
Не используйте поврежденные грузоподъемные приспособления. В местах прикасания троса к станку необходимо установить деревянные прокладки. При транспортировании к месту установки и при опускании на фундамент необходимо следить за тем, чтобы станок не подвергался сильным толчкам и сотрясениям. Следите за трением, возникающим между грузоподъемным приспособлением и станком вследствие вибрации в процессе транспортировки.
Продолжительность сохранения точности станка во многом зависит от правильности его установки. Станок следует установить на фундаменте.
Фундамент должен располагаться на твердой почве. Монтируйте станок на фундамент лишь после того, как он полностью высохнет. Закрепите станок болтами к бетону, тщательно отрегулируйте, убедитесь, что его выравнивание не превышает допустимые пределы 0.04/1000 мм в поперечном и продольном направлениях после затягивания болтов.
ПОДГОТОВКА К ПУСКУ
Ознакомившись с указаниями, изложенными в разделах, следующих непосредственно за этим, можно в соответствии с рекомендуемой ниже последовательностью приступить к подготовке станка к пуску.
Выполнить все операции, связанные с подготовкой станка к пуску, изложенные в разделе «Смазка станка».
В соответствии с указаниями раздела «Электрооборудование» подсоединить станок к цепи заземления и, проверив соответствие напряжения сети и электрооборудования станка, подключить к электросети.
После ознакомления с назначением органов управления необходимо проверить от руки работу всех механизмов станка.
Последовательно включая станок без нагрузки на различных числах оборотов и подачах, начиная с минимальных, в течение нескольких часов, следует убедиться в нормальной работе всех механизмов.
После этого можно приступить к наладке станка для обработки деталей.
ВАЖНО! В течение первых 50—60 ч для приработки работать только на скоростях, не превышающих 560 об/мин и средних нагрузках, особое внимание уделять контролю функционирования системы смазки.
Период сохранения первоначальной точности и долговечности станка зависит от окружающей среды, поэтому недопустимо устанавливать станки в помещениях с высокой концентрацией абразивной пыли, окалины.
Обработка чугунных деталей способствует повышенному износу трущихся механизмов, поэтому при обработке таких деталей нужно несколько раз в смену особенно тщательно удалять стружку и пыль с направляющих станины и каретки, смазывать их.
Желательно, чтобы обработка чугунных деталей не превышала 20% от общего количества операций.
Для длительного сохранения первоначальной точности не рекомендуется совмещать на одном станке чистовые и обдирочные операции.
Нужно избегать обработки изделий с ударом.
Станок, оставленный на длительное время (свыше двух суток), должен быть накрыт чехлом и все его неокрашенные поверхности тщательно смазаны.
ВНИМАНИЕ! Обязательно нужно проверить по маслоуказателю действие системы централизованной смазки. При не вращающемся маслоуказателе работа на станке недопустима.
Работу смазочного насоса можно контролировать через глазок.
При помощи выключателя проверить работу электродвигателя насоса подачи охлаждающей жидкости.
После выполнения указанных операций станок готов к пуску.
ПОРЯДОК РАБОТЫ
Панель управления
1 - Индикатор питания
2 - Включение схемы
3 - Скорость подачи по оси Х
4 - Направление подачи по оси Х
5 - Ускоренная подача по оси Х
6 - Ручная подача по оси Х
7 - Скорость подачи по оси Y
8 - Направление подачи по оси Y
9 - Ускоренная подача по оси Y
10 - Ручная подача по оси Y
11 - Скорость подачи по оси Z
12 - Направление подачи по оси Z
13 - Ускоренная подача по оси Z
14 - Ручная подача по оси Z
15 - Пуск вращения шпинделя влево
16 - Остановка вращения шпинделя
17 - Пуск вращения шпинделя вправо
18 - Толчок
19 - Тормоз шпинделя
20 - «Общий стоп»
21 - Переключатель системы СОЖ
Установка частоты вращения шпинделя
Шпиндель фрезерной головы может вращаться на скорости до 2050 об/мин.
Скорость вращения регулируется ступенчато.
Нажмите кнопку «Толчок» расположенную под таблицей скоростей, на станине справа.
Управление перемещением стола
Скорость подачи стола устанавливается ручками с синей крышкой на пульте управления для каждой оси. Одно деление шкалы скорости подачи равно 5% от максимальной скорости подачи.
Под ручкой скорости подач, каждой оси, есть кнопка ускоренной подачи. Слева от неё ручка направления движения, а справа ручка ручной подачи.
После задания направления движения нажмите на кнопку ускоренной подачи и стол начнёт двигаться с максимальной скоростью для выбранной оси.
Ручная подача задаёт направление движения вращением ручки влево или в право и, в зависимости от выбранной кратности, подаёт стол с разной скоростью т. е. при повороте ручки на одинаковый угол, но с разной кратностью стол сместится на разные расстояния кратные установленной скорости.
Регулировка положения фрезерной головы
Шпиндель с держателем фрезерной оправки может вращаться в горизонтальной плоскости для улучшения жесткости фрезерной оправки.
Для её регулировки поворачивайте переднюю и заднюю коробку в разные направления^
Вращая голову, используйте дополнительный позиционирующий круглый стержень.
Вытяните установочный штифт прежде, чем повернуть фрезерную голову, затем ослабьте крепежную гайку на 1-2 витка, поверните фрезерную голову в требуемое положение, с силой протолкните и вставьте установочный штифт, затяните главную крепежную гайку, таким образом, оператор может быстро и точно позиционировать головку.
Для выдвижения фрезерной головки ручкой при горизонтальном фрезеровании отпустите винты.
ВНИМАНИЕ! Не раскручивайте гайку полностью, иначе фрезерная голова упадет на станок. Опасно поворачивать её при одновременно разжатых крепежных гайках в верхней и нижней части головы.
Когда передняя и задняя коробки фрезерной головы находятся под углом 0°/0°, шпиндель находится в горизонтальном положении: Попробуйте установить фрезу в фрезерный зажим для горизонтального фрезерования.
Положение горизонтального шпинделя (нижнее): Задняя коробка 0°, Передняя коробка 0°
Шпиндель находится в вертикальном положении, когда передняя коробка повернута под углом 180°
Положение вертикального шпинделя: Задняя коробка 0°, Передняя коробка 180°
Для расширения диапазона обработки оператор может поднять шпиндель, который находится в горизонтальном положении, до требуемого положения, повернув заднюю коробку под углом 180°.
Передняя и задняя коробки должны точно позиционироваться с помощью конического штифта для расположения фрезерной головы в горизонтальном или вертикальном положении, чтобы обеспечить вертикальный и горизонтальный уровень точности между шпинделем и столом.
Коническому штифту соответствует единственное специальное установочное отверстие, не вдавливайте установочный штифт в специальное установочное отверстие, пока он находится в этом положении, чтобы избежать повреждения соединительной планки.
Задняя коробка фрезерной головы поворачивается по часовой и против часовой стрелки под углом 90° , что обеспечивает работу шпинделя в различных положениях, таким образом, расширяется диапазон продольный обработки.
Положение горизонтального шпинделя (верхнее): Задняя коробка 180°, Передняя коробка 0°
Угол наклона шпинделя выбирается путем регулировки передней и задней коробки.
Наклон шпинделя влево: Задняя коробка 90° (вправо), Передняя коробка 0°
Наклон шпинделя вправо: Задняя коробка 90° (влево), Передняя коробка 0°
Регулируемый угол проверяется по таблицам, приведенным в руководстве по эксплуатации.
Использование СОЖ
Система подачи СОЖ состоит из насоса подачи СОЖ, шланга, бака в основании станка, гибкой подающей трубки и сопла.
СОЖ подается в зону резания через шланг. До начала работ отрегулируйте положение подающей трубки с соплом. Правильная регулировка позволяет подавать СОЖ непосредственно в область обработки. Охлаждающая жидкость содержится в баке в основании станка. Для управления потоком распыления СОЖ используется клапан.
Тип и концентрация СОЖ определяются условиями обработки, материалом обрабатываемых деталей и режущим инструментом.
Периодичность замены – по мере потери свойств, внешнему виду или по мере выработки.
Рекомендуется периодически проводить полную очистку бака СОЖ.
Примечание: Информацию о правильном подборе, химическом составе и эксплуатации, а также требований по технике безопасного применения смазывающе-охлаждающих жидкостей можно получить у поставщиков СОЖ.