






Пресс гидравлический четырехколонный усилием 500т OVTO FCP-500
Четырехстоечный гидравлический пресс предназначен для обработки деталей давлением, подходит для автомобильной промышленности, производства бытовой техники и деталей для легкой промышленности.
Станина четырехколонного гидравлического пресса предусматривает конструкцию из трех балок, основной элемент представляет собой стальную сварную конструкцию. На ползуне закреплена подвижная траверса с восемью направляющими втулками, которая движется по четырем колоннам как по направляющим. Гидравлическая станция размещена сбоку машины.
В данном прессе предусмотрена регулировка хода, гидравлическая система оснащена встроенным блоком двухпозиционных клапанов. В электрической системе предусмотрено управление с помощью реле или ПЛК.
Пресс имеет возможность работы в ручном и полуавтоматическом режиме.
| Номинальное усилие пресса, кН | 5000 |
| Максимальное давление в гидравлической системе, МПа | 25 |
| Ход ползуна, мм | 900 |
| Скорость холостого хода ползуна, мм/с | 100 |
| Скорость рабочего хода ползуна, мм/с | 5 |
| Скорость обратного хода ползуна, мм/с | 70 |
| Номинальное усилие выталкивателя, кН | 1000 |
| Ход выталкивателя, мм | 350 |
| Открытая высота, мм | 1500 |
| Габариты стола, мм | 1400x1400 |
| Мощность двигателя главного привода, кВт | 40 |
Стандартная комплектация:
- Пресс 4ех колонный в частично разобранном виде - 1 шт.
- Гидроагрегат - 1 шт.
- Электрошкаф управления - 1 шт.
Документация:
- Руководство по эксплуатации - 1 шт.
- Технический паспорт - 1 шт.
Стандартная комплектация:
- Пресс 4ех колонный в частично разобранном виде - 1 шт.
- Гидроагрегат - 1 шт.
- Электрошкаф управления - 1 шт.
Документация:
- Руководство по эксплуатации - 1 шт.
- Технический паспорт - 1 шт.
СОСТАВ ПРЕССА
Пресс FCP-500 состоит из основного электродвигателя, механизма гидравлического привода, электрической системы управления металлоконструкций. Пресс образует идеальное целое из гидроагрегата, трубопроводов и электрики. Конструкция и функции каждой части описаны следующим образом:
Общий вид с обозначением составных частей пресса FCP-500
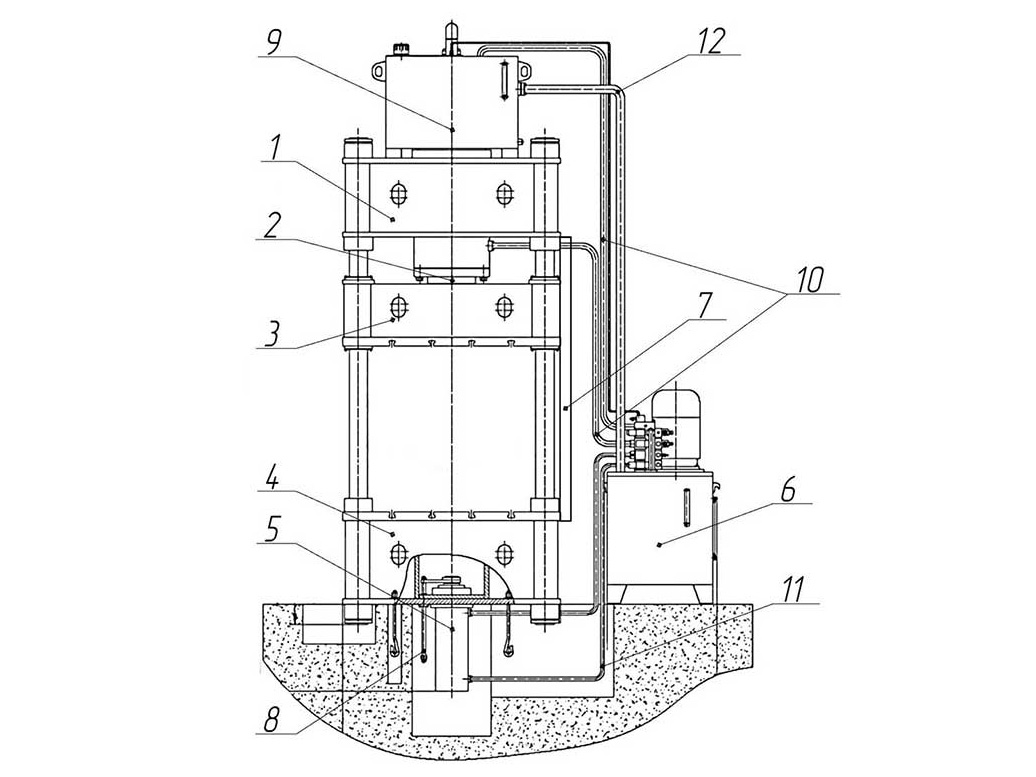
- Верхняя балка
- Главный цилиндр
- Ползун
- Нижняя поперечина
- Выталкиватель
- Гидроагрегат
- Механизм концевых выключателей ползуна
- Механизм концевых выключателей выталкивателя
- Бак наполнения
- Трубопровод главного цилиндра
- Трубопровод главного цилиндра
- Маслоотводящая трубка
Станина гидравлического пресса FCP-500
Станина состоит из верхней балки (1), ползуна (3), нижней поперечины (4), колонн (13), регулировочных гаек, контргаек. Колонны образуют замкнутую конструкцию между нижней поперечиной и верхней балкой. Колонны крепятся при помощи регулирующей гайки и контрагайки, образуя целую конструкцию, способную выдерживать усилие гидравлического пресса при его работе. Ползун и поршень основного цилиндра крепятся фланцем. Ползун оснащен направляющей втулкой, которая эффективно обеспечивает точность перемещения ползуна вверх и вниз. Для облегчения установки инструмента на ползун и на рабочий стол, имеются Т-образные пазы.
Главный цилиндр пресса FCP-500
Главный цилиндр пресса (2) фиксируется на верхней балке (1) при помощи корпуса цилиндра и гайки. Цилиндр соединен с ползуном через фланец. В нижней части цилиндра установлен фланец подвода масла в штоковую полость. Сверху имеется место для установки клапана наполнения и фланца подвода масла в поршневую полость. Корпус и шток поршня изготовлены из высококачественного материала. Шток поршня термически обработан и хромирован, а твердость направляющей части превышает HRC45. Основные уплотнения цилиндра выбираются в соответствии с государственным стандартом, а на направляющей штока поршня установлено неметаллическое износостойкое направляющее кольцо, которое эффективно предотвращает возникновение царапин на корпусе, вызванных соприкосновением металлических деталей друг с другом.
Цилиндр выталкивателя гидравлического пресса FCP-500
Цилиндр выталкиватель (5) фиксируется внутри нижней поперечины, опираясь на корпус цилиндра и фиксируется гайкой, а регулируемое устройство ограничения перемещения устанавливается снаружи, что бы удобно регулировать ход выталкивателя.
Электропитание
Механизм электропитания состоит в основном из гидроагрегата, электрического блока масляного насоса и блока двухходовых вставных клапанов. Это механизм, который производит и распределяет рабочее масло, чтобы основной электродвигатель выполнял все виды технологических действий. Система состоит из устройства преобразования энергии (масляный насос, гидравлический цилиндр), устройства регулировки энергии (клапан) и устройства передачи энергии (гидроагрегат, трубопровод). Ползун приводится в движение вверх и вниз при помощи управления электрической системой, выполняются все виды технологических действий.
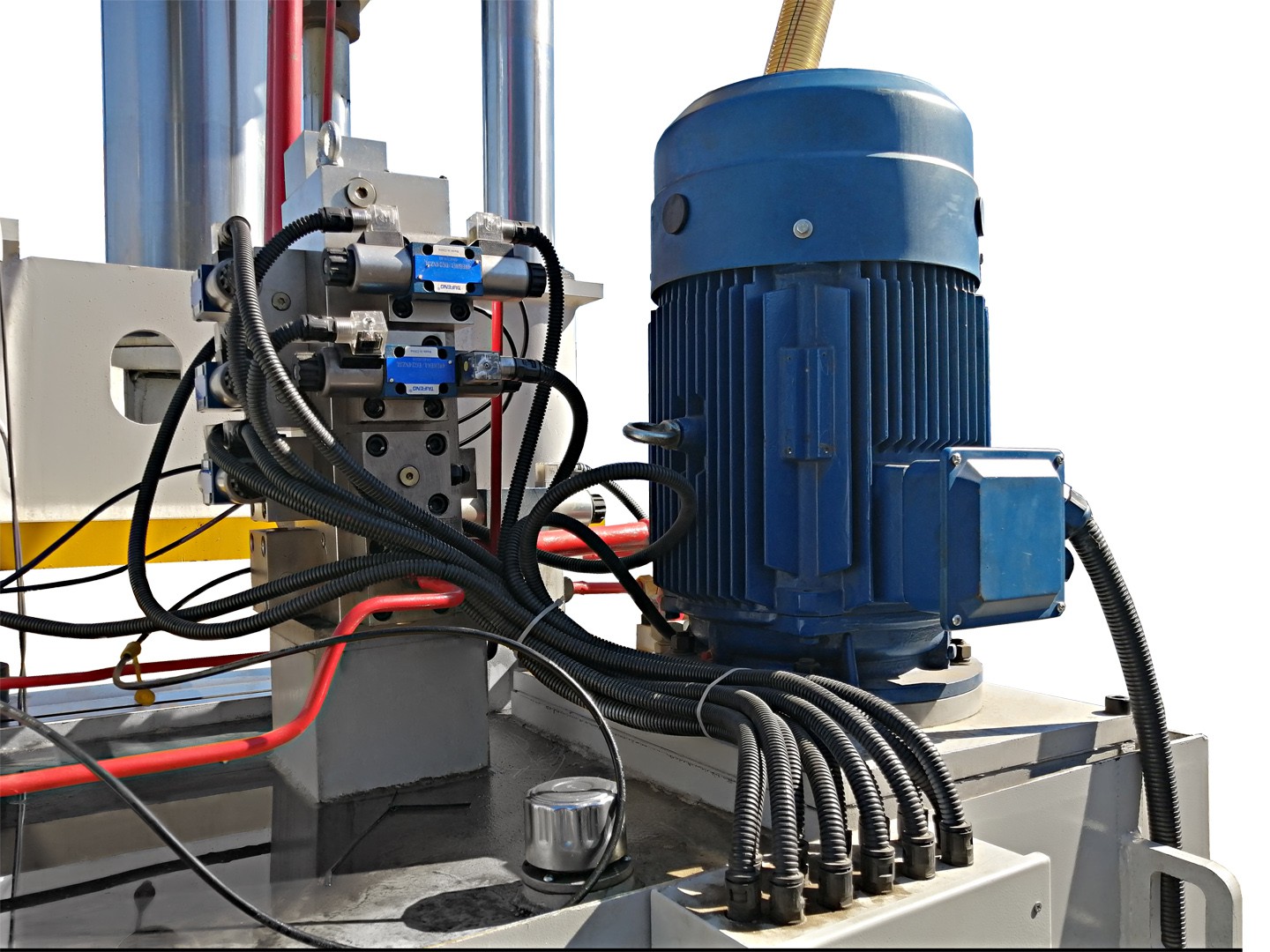
Гидроагрегат
Гидроагрегат представляет собой жесткую сварную конструкцию и размещается с правой стороны пресса. Верхняя часть оснащена гидроблоками и электродвигателем насосной установки, а масляный насос является встроенным, что позволяет эффективно снизить уровень шума, вызванного работой пресса. Боковая часть гидроагрегата оснащена глазком уровня жидкости, и лючком очистки, облегчающее очистку внутренней части гидроагрегата от примесей. Верхняя крышка гидроагрегата оснащена воздушным фильтром. При изменении уровня жидкости в баке всасывается воздух и выпускается через фильтр, чтобы предотвратить попадание пыли в бак.
Электродвигатель насосной установки
На данном прессе установлен поршневой насос и электродвигатель, которые соединяются муфтой.
Блок двухходовых вставных клапанов
Блок двухходовых вставных клапанов, установленный в этом прессе, представляет собой новый недавно разработанный тип гидравлического компонента. Он обладает характеристиками низкого сопротивления потока, большей пропускной способностью масла, высокой скоростью действия, хорошим уплотнением, небольшим уровнем утечек, не заклинивает, сильной противозагрязнительной способностью, небольшими размерами, длительным сроком службы, простотой технического обслуживания.
Клапан наполнения
Принцип работы клапана наполнения аналогичен принципу одностороннего клапана управления жидкостью, который используется для быстрого заполнения маслом главного цилиндра.
Трубопровод
Соединительная линия каждого гидравлического компонента состоит из бесшовных стальных труб высокого давления.
ГИДРАВЛИЧЕСКАЯ СИСТЕМА
Гидравлическая система пресса FCP-500 состоит из устройства преобразования энергии (масляный насос и цилиндр), регулятора давления (различные клапаны) и устройства подачи энергии (трубопровод). Управление движением ползуна и движением поршня выталкивателя осуществляется под управлением электрической системы, чтобы выполнить различные необходимые для процесса движения.
Пресс FCP-500 имеет два режима работы: наладка и полуавтоматический режим, которые могут быть выбраны в соответствии с требованиями процесса конкретных действий.
В качестве примера цикла полуавтоматического прессования, приведено следующее описание:
Запуск масляного насоса
Подключите источник питания, нажмите соответствующую кнопку, чтобы запустить электродвигатель. Электродвигатель запускает работу осевого плунжерного насоса и подачу масла через клапан 3 обратно в бак. На все электромагнитные клапаны нет подачи электричества, в это время система находится в рабочем состоянии холостого хода.
Выберите режим полуавтоматический, а затем нажмите кнопку переключателя
«Вниз», как показано ниже.
- Ползун быстро движется вниз: подача электропитания осуществляется на электромагниты YV1, YV4, YV5, на остальное электромагнитное оборудование электричество не подается. Осуществляется подача масла от масляного насоса через гидрозамок 6 в главный цилиндр поршневой полости. Гидравлическое масло из штоковой полости через гидрозамок 9 поступает обратно в бак. Ползун быстро движется вниз, при этом клапан наполнения из-за самовсасывания открыт, большое количество гидравлического масла попадает в поршневую полость.
- Ползун быстро движется вверх: после завершения процесса, подача электропитания осуществляется на электромагниты YV1, YV6, Принудительно открывается клапан YV2 для сброса высокого давления из поршневой полости главного цилиндра. Затем подайте электропитание на электромагниты YV2, YV1, YV6, YV9. Гидравлическое масло из масляного насоса подается через клапан 8 в штоковую полость главного цилиндра. В это время клапан наполнения открывается при помощи клапана подачи гидравлического масла YV9. Из поршневой полости гидравлическое масло попадает через клапан наполнения обратно в бак наполнения. Ползун поднимается вверх до SQ1.
- Повторите приведенные выше шаги, пресс должен выполнить циклы назад и вперед.
Цилиндр выталкивателя
Если необходимо выполнить процесс подъема выталкивателя, можно нажать соответствующую кнопку. Подача электропитания осуществляется на электромагниты.
Меры предосторожности при запуске и ремонте гидравлической системы пресса FCP-500
- При запуске масляного насоса убедитесь, что запорный клапан масляного насоса открыт, что управление электродвигателем соответствует управлению масляным насосом, и что масляный насос не был поврежден.
- При снятии клапанов или других гидравлических компонентов, сначала остановите работу масляного насоса, закройте запорный клапан всасывающего порта масляного насоса, чтобы предотвратить соединение жидкости бака с гидравлическими компонентами, удаленными во время технического обслуживания, и гидравлическое масло вытечет. Во- вторых, отпустите нижнюю полость запорного клапана так, чтобы ползун свободно падал вниз и оставался в нижнем положении. Затем давление гидравлического масла в поршневой и штоковой полости будет равно нулю, что предотвращает повреждение гидравлических элементов. Затем происходит выброс масла с определенным давлением.
- Регулировка давления гидравлической системы: запустите масляный насос, а затем отрегулировать электромагнитный клапан YV1 вручную, наблюдайте за манометром. Можно регулировать давление основной гидравлической системы (25 мПа).
ПОРЯДОК УСТАНОВКИ
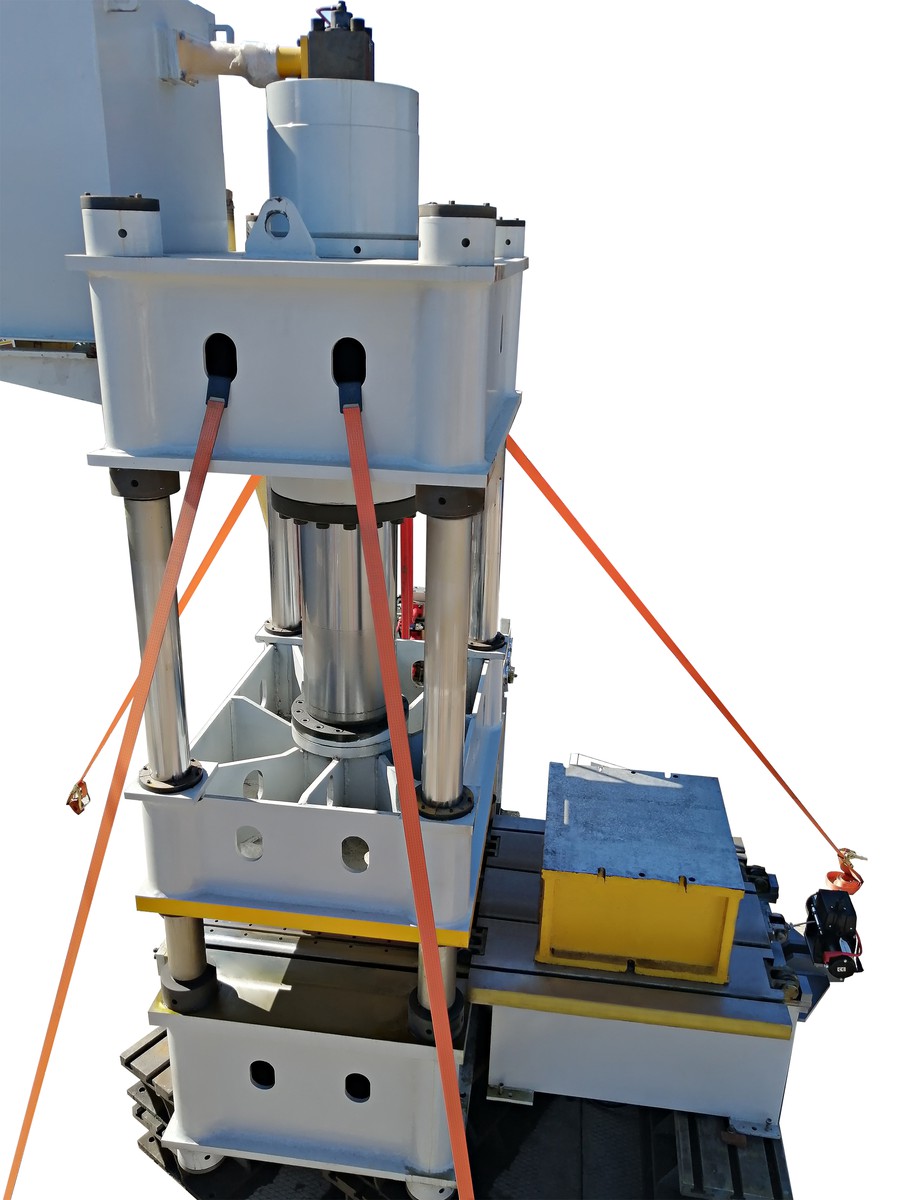
Распаковка и транспортирование
После прибытия пресса FCP-500 на производство, пользователь должен сначала извлечь техническую документацию, проверить содержимое ящика в соответствии с упаковочным листом. После этого следует тщательно очистить каждую деталь пресса от консерванта. Затем необходимо выполнить подъем пресса и его установку. При подъеме следует обратить внимание на центр тяжести компонентов, выбрать отверстие для подъема пресса, а также трос и другие подъемные инструменты.
Установка
Пресс FCP-500 монтируется на железобетонный фундамент, марка бетона, компоновка усиления, меры по гидроизоляции, освещение и т. д. определяются пользователем в соответствии с местным качеством почвы и другими конкретными обстоятельствами, чтобы обеспечить достаточную устойчивость фундамента для пресса.
Подготовка к первоначальному пуску
Проведение испытания привода от оригинального производителя выглядит следующим образом:
- Перед проведением испытания проверьте, правильно ли выполнена установка, надежны ли линии, тщательно проверьте правильность работы электропроводки, защитные меры, такие как: заземление, перегрузка по току в соответствии с правилами.
- В случае, если провод электродвигателя не подключен, сначала нажмите кнопку управления запуском питания и запуска электродвигателя, а затем в соответствии с системой регулировки и однократного двойного ручного управления, нажмите соответствующие кнопки, чтобы проверить электромагнитное оборудование и другие электрические компоненты, обратите особое внимание на переключатель хода и другие блокирующие элементы.
- Проверка направления вращения электродвигателя: гидравлическая панель на выпуске клапана дистанционного регулятора, ненадолго подайте электропитание на электродвигатель и быстро отключите его для проверки правильности направления вращающейся пластины. Если направление вращения определено как неправильное, отсоедините главный выключатель и переключите положение двух входных проводов питания на главном выключателе. Снова ненадолго подайте электропитание, для проверки правильного вращения электродвигателя.
- При движении в первый раз или после эксплуатации вся гидравлическая система находится под давлением, которое собирается в самом высоком положении цилиндра. Для спуска газа из цилиндров и трубопроводов, работать в следующем порядке:
- Включите главный переключатель.
- Включите управляющее напряжение, включите электродвигатель.
- Выбрать минимальный ограничитель напряжения.
- Выберите режим работы и настройки.
- Отрегулируйте лимит движения вверх и вниз до максимальной позиции хода.
- При работе с положительными и противоударными кнопками поршни перемещаются вперед и назад несколько раз с максимальным ходом, так что вся система может автоматически вентилироваться.
- Проверьте точность пресса в соответствии с положениями сертификата соответствия, настройте параллельность плоскости ползуна по отношению к столу нижней поперечины и перпендикулярность хода ползуна по отношению к рабочей поверхности, пока она не будет приведена в соответствие, в противном случае это повредит направляющие части.
- При необходимости отрегулируйте положение каждого концевого выключателя, отрегулируйте давление в системе управления клапана, а затем затяните против раскручивающуюся гайку.
- После того, как система заработает нормально, медленно нажмите на ручку клапана давления, порядок давления может подниматься шаг за шагом от низкого до высокого: 5, 10, 15, 20, 25 МПа, а предохранительный перепускной клапан до 27 МПа.
- Поверните селекторный переключатель в положение «полуавтомат», переместите переключатель в нужное положение. Для проведения испытания полуавтоматического цикла, для защиты от давления требуется снижение давления не более 2,5 МПа за 10 минут.
ЭЛЕКТРООБОРУДОВАНИЕ
- Насос гидросистемы пресса приводится во вращение асинхронным трехфазным двигателем.
- Двигатель маслостанции включается по схеме «Звезда треугольник» с использованием приставки на контактор «Задержка на включение».
- Управление гидроаппаратами осуществляется электромагнитными клапанами. Рабочее напряжение катушек электромагнитов – 24В постоянного тока. Ограничение движения механизмов пресса осуществляется конечными выключателями.
- Система управления построена на базе ПЛК и панели оператора.
- Управление прессом осуществляется с пульта управления. На панели пульта располагаются панель оператора, кнопки управления, переключатели, индикация
- На дверце электрошкафа установлен вводной автомат
Пульт управления гидравлическим прессом FCP-500

Переносной пульт управления

Первоначальный пуск
Первоначальное включение гидравлического пресса FCP-500 после монтажа должно осуществляться опытным и достаточно квалифицированным персоналом, имеющим допуск к производству пуско-наладочных работ и предварительно ознакомленным с принципиальной электросхемой гидравлического пресса и данным руководством. До включения вводного выключателя необходимо проверить внешним осмотром качество монтажа электрооборудования и электроразводки в электрошкафу, на станине , гидроагрегате, и убедиться в отсутствии внешних дефектов. В электрошкафу, с помощью прибора Ц4317, или ему подобного, проверить все точки подключения проводов относительно корпуса. Замыканий на корпус не должно быть. При осмотре необходимо особое внимание обратить на правильность выполнения защитного заземления. Кроме внешнего осмотра защитных цепей, необходимо измерить величину сопротивления между любой металлической частью пресса и устройством заземления, находящемся на вводе. Оно не должно превышать 0,1Ом, в противном случае работа ЗАПРЕЩАЕТСЯ!
На пульте управления переключатель SA2 установить в положение «Наладка». Включением вводного автомата QF1 подключить электрооборудование к цеховой сети. Включить в силовом шкафу все автоматические выключатели.
Выключателем цепей управления SA1 включить цепи управления. На пульте управления должен засветиться «Индикатор питания». После проверки электрооборудования и устранения недостатков закрыть пульт на ключ. Кратковременным нажатием на кнопки включения / отключения электродвигателя проверить правильность вращения двигателя.
Режимы работы
Система управления прессом FCP-500 обеспечивает работу в режимах «Наладка» и «Полуавтомат». На панели оператора на главном экране (рисунок 3) отображается текущее состояние пресса, сигналы включенных аппаратов (рисунок 4) отображаются на экране
Режим «Наладка»
- В режиме «Наладка» все движения выполняются, пока нажата соответствующая кнопка. Движение ползуна вниз осуществляется, пока нажата кнопка на панели пульта управления «Ползун вниз» SB6. Движение ползуна вниз возможно, если выталкиватель находится в нижнем положении, т.е. замкнут SQ5. Ход ползуна вниз начинается с верхнего положения, которое задается концевым выключателем SQ1. До выключателя SQ2 ползун перемещается на холостом ходу, после достижения SQ2 ползун перемещается на рабочем ходу до конечного выключателя SQ3, если выбран режим «По пути», либо до набора давления , установленного на электроконтактном манометре ЭКМ, если выбран режим «По давлению»,
- после чего движение прекращается.
- Движение ползуна вверх выполняется, пока нажата кнопка «Ползун вверх» SB7.
- Движение выполняется до срабатывания SQ1.
- Движение выталкивателя вверх осуществляется, пока нажата кнопка SB12. Движение выталкивателя вверх возможно, если ползун находится в верхнем положении, т.е. замкнут SQ1. Движение выталкивателя вверх ограничено концевым выключателем SQ4.
- Движение выталкивателя вниз осуществляется, пока нажата кнопка SB13. Движение выталкивателя вниз ограничено концевым выключателем SQ5.
- Исходное положение пресса FCP-500 – ползун вверху, выталкиватель внизу, при этом замкнуты концевые выключатели SQ1 и SQ5. Исходное положение необходимое условие для запуска пресса в работу в режиме «полуавтомат».
Режим «Полуавтомат»
В данном режиме пресс FCP-500 отрабатывает автоматически один цикл. Параметры работы цикла задаются оператором с панели оператора. Запуск цикла осуществляется оператором. Перед запуском пресса в работу в режиме «Полуавтомат» пресс FCP-500 должен находиться в исходном положении.
Для запуска нового цикла из исходного положения следует нажать и удерживать кнопки двурукого управления SB8 и SB9 с переносного пульта управления (рисунок 2) до окончания холостого хода ползуна, т.е. до замыкания SQ2. Если кнопки отпустить раньше цикл прервется.
По достижении ползуном концевого выключателя SQ2 начинается рабочий ход. Кнопки двурукого управления можно отпустить. Далее выполняется полуавтоматический цикл., ползун на рабочем ходу опускается вниз до срабатывания конечного выключателя SQ3, если выбран режим «По пути», либо до срабатывания ЭКМ, если выбран режим «По давлению».
По сигналу от SQ3 (ЭКМ) происходит сброс давления (3сек) и ползун на быстром ходу поднимается до своего исходного положения.
Цикл завершен, если выбран режим «без выталкивателя».
Если выбран режим «с выталкивателем», то по окончании хода ползуна вверх, выталкиватель поднимется вверх до SQ4. Для опускания выталкивателя следует нажать кнопку «Выталкиватель вниз» (SB13), и выталкиватель опуститься до SQ5. Цикл завершен.
Блокировки пресса FCP-500
- Аварийный разъем, SB14 – при нажатии на кнопку «аварийный разъем», работа пресса FCP-500 прерывается, ползун уходит в исходное положение.
- Блокировка хода ползуна вниз , выталкивателя вверх, если стол находится вне пресса, не замкнут конечный выключатель
- Блокировка хода ползуна вниз, если выталкиватель не в нижнем положении.
Блокировка хода выталкивателя вверх, если ползун не в верхнем положении.
СОСТАВ ПРЕССА
Пресс FCP-500 состоит из основного электродвигателя, механизма гидравлического привода, электрической системы управления металлоконструкций. Пресс образует идеальное целое из гидроагрегата, трубопроводов и электрики. Конструкция и функции каждой части описаны следующим образом:
Общий вид с обозначением составных частей пресса FCP-500
- Верхняя балка
- Главный цилиндр
- Ползун
- Нижняя поперечина
- Выталкиватель
- Гидроагрегат
- Механизм концевых выключателей ползуна
- Механизм концевых выключателей выталкивателя
- Бак наполнения
- Трубопровод главного цилиндра
- Трубопровод главного цилиндра
- Маслоотводящая трубка
Станина гидравлического пресса FCP-500
Станина состоит из верхней балки (1), ползуна (3), нижней поперечины (4), колонн (13), регулировочных гаек, контргаек. Колонны образуют замкнутую конструкцию между нижней поперечиной и верхней балкой. Колонны крепятся при помощи регулирующей гайки и контрагайки, образуя целую конструкцию, способную выдерживать усилие гидравлического пресса при его работе. Ползун и поршень основного цилиндра крепятся фланцем. Ползун оснащен направляющей втулкой, которая эффективно обеспечивает точность перемещения ползуна вверх и вниз. Для облегчения установки инструмента на ползун и на рабочий стол, имеются Т-образные пазы.
Главный цилиндр пресса FCP-500
Главный цилиндр пресса (2) фиксируется на верхней балке (1) при помощи корпуса цилиндра и гайки. Цилиндр соединен с ползуном через фланец. В нижней части цилиндра установлен фланец подвода масла в штоковую полость. Сверху имеется место для установки клапана наполнения и фланца подвода масла в поршневую полость. Корпус и шток поршня изготовлены из высококачественного материала. Шток поршня термически обработан и хромирован, а твердость направляющей части превышает HRC45. Основные уплотнения цилиндра выбираются в соответствии с государственным стандартом, а на направляющей штока поршня установлено неметаллическое износостойкое направляющее кольцо, которое эффективно предотвращает возникновение царапин на корпусе, вызванных соприкосновением металлических деталей друг с другом.
Цилиндр выталкивателя гидравлического пресса FCP-500
Цилиндр выталкиватель (5) фиксируется внутри нижней поперечины, опираясь на корпус цилиндра и фиксируется гайкой, а регулируемое устройство ограничения перемещения устанавливается снаружи, что бы удобно регулировать ход выталкивателя.
Электропитание
Механизм электропитания состоит в основном из гидроагрегата, электрического блока масляного насоса и блока двухходовых вставных клапанов. Это механизм, который производит и распределяет рабочее масло, чтобы основной электродвигатель выполнял все виды технологических действий. Система состоит из устройства преобразования энергии (масляный насос, гидравлический цилиндр), устройства регулировки энергии (клапан) и устройства передачи энергии (гидроагрегат, трубопровод). Ползун приводится в движение вверх и вниз при помощи управления электрической системой, выполняются все виды технологических действий.
Гидроагрегат
Гидроагрегат представляет собой жесткую сварную конструкцию и размещается с правой стороны пресса. Верхняя часть оснащена гидроблоками и электродвигателем насосной установки, а масляный насос является встроенным, что позволяет эффективно снизить уровень шума, вызванного работой пресса. Боковая часть гидроагрегата оснащена глазком уровня жидкости, и лючком очистки, облегчающее очистку внутренней части гидроагрегата от примесей. Верхняя крышка гидроагрегата оснащена воздушным фильтром. При изменении уровня жидкости в баке всасывается воздух и выпускается через фильтр, чтобы предотвратить попадание пыли в бак.
Электродвигатель насосной установки
На данном прессе установлен поршневой насос и электродвигатель, которые соединяются муфтой.
Блок двухходовых вставных клапанов
Блок двухходовых вставных клапанов, установленный в этом прессе, представляет собой новый недавно разработанный тип гидравлического компонента. Он обладает характеристиками низкого сопротивления потока, большей пропускной способностью масла, высокой скоростью действия, хорошим уплотнением, небольшим уровнем утечек, не заклинивает, сильной противозагрязнительной способностью, небольшими размерами, длительным сроком службы, простотой технического обслуживания.
Клапан наполнения
Принцип работы клапана наполнения аналогичен принципу одностороннего клапана управления жидкостью, который используется для быстрого заполнения маслом главного цилиндра.
Трубопровод
Соединительная линия каждого гидравлического компонента состоит из бесшовных стальных труб высокого давления.
ГИДРАВЛИЧЕСКАЯ СИСТЕМА
Гидравлическая система пресса FCP-500 состоит из устройства преобразования энергии (масляный насос и цилиндр), регулятора давления (различные клапаны) и устройства подачи энергии (трубопровод). Управление движением ползуна и движением поршня выталкивателя осуществляется под управлением электрической системы, чтобы выполнить различные необходимые для процесса движения.
Пресс FCP-500 имеет два режима работы: наладка и полуавтоматический режим, которые могут быть выбраны в соответствии с требованиями процесса конкретных действий.
В качестве примера цикла полуавтоматического прессования, приведено следующее описание:
Запуск масляного насоса
Подключите источник питания, нажмите соответствующую кнопку, чтобы запустить электродвигатель. Электродвигатель запускает работу осевого плунжерного насоса и подачу масла через клапан 3 обратно в бак. На все электромагнитные клапаны нет подачи электричества, в это время система находится в рабочем состоянии холостого хода.
Выберите режим полуавтоматический, а затем нажмите кнопку переключателя
«Вниз», как показано ниже.
- Ползун быстро движется вниз: подача электропитания осуществляется на электромагниты YV1, YV4, YV5, на остальное электромагнитное оборудование электричество не подается. Осуществляется подача масла от масляного насоса через гидрозамок 6 в главный цилиндр поршневой полости. Гидравлическое масло из штоковой полости через гидрозамок 9 поступает обратно в бак. Ползун быстро движется вниз, при этом клапан наполнения из-за самовсасывания открыт, большое количество гидравлического масла попадает в поршневую полость.
- Ползун быстро движется вверх: после завершения процесса, подача электропитания осуществляется на электромагниты YV1, YV6, Принудительно открывается клапан YV2 для сброса высокого давления из поршневой полости главного цилиндра. Затем подайте электропитание на электромагниты YV2, YV1, YV6, YV9. Гидравлическое масло из масляного насоса подается через клапан 8 в штоковую полость главного цилиндра. В это время клапан наполнения открывается при помощи клапана подачи гидравлического масла YV9. Из поршневой полости гидравлическое масло попадает через клапан наполнения обратно в бак наполнения. Ползун поднимается вверх до SQ1.
- Повторите приведенные выше шаги, пресс должен выполнить циклы назад и вперед.
Цилиндр выталкивателя
Если необходимо выполнить процесс подъема выталкивателя, можно нажать соответствующую кнопку. Подача электропитания осуществляется на электромагниты.
Меры предосторожности при запуске и ремонте гидравлической системы пресса FCP-500
- При запуске масляного насоса убедитесь, что запорный клапан масляного насоса открыт, что управление электродвигателем соответствует управлению масляным насосом, и что масляный насос не был поврежден.
- При снятии клапанов или других гидравлических компонентов, сначала остановите работу масляного насоса, закройте запорный клапан всасывающего порта масляного насоса, чтобы предотвратить соединение жидкости бака с гидравлическими компонентами, удаленными во время технического обслуживания, и гидравлическое масло вытечет. Во- вторых, отпустите нижнюю полость запорного клапана так, чтобы ползун свободно падал вниз и оставался в нижнем положении. Затем давление гидравлического масла в поршневой и штоковой полости будет равно нулю, что предотвращает повреждение гидравлических элементов. Затем происходит выброс масла с определенным давлением.
- Регулировка давления гидравлической системы: запустите масляный насос, а затем отрегулировать электромагнитный клапан YV1 вручную, наблюдайте за манометром. Можно регулировать давление основной гидравлической системы (25 мПа).
ПОРЯДОК УСТАНОВКИ
Распаковка и транспортирование
После прибытия пресса FCP-500 на производство, пользователь должен сначала извлечь техническую документацию, проверить содержимое ящика в соответствии с упаковочным листом. После этого следует тщательно очистить каждую деталь пресса от консерванта. Затем необходимо выполнить подъем пресса и его установку. При подъеме следует обратить внимание на центр тяжести компонентов, выбрать отверстие для подъема пресса, а также трос и другие подъемные инструменты.
Установка
Пресс FCP-500 монтируется на железобетонный фундамент, марка бетона, компоновка усиления, меры по гидроизоляции, освещение и т. д. определяются пользователем в соответствии с местным качеством почвы и другими конкретными обстоятельствами, чтобы обеспечить достаточную устойчивость фундамента для пресса.
Подготовка к первоначальному пуску
Проведение испытания привода от оригинального производителя выглядит следующим образом:
- Перед проведением испытания проверьте, правильно ли выполнена установка, надежны ли линии, тщательно проверьте правильность работы электропроводки, защитные меры, такие как: заземление, перегрузка по току в соответствии с правилами.
- В случае, если провод электродвигателя не подключен, сначала нажмите кнопку управления запуском питания и запуска электродвигателя, а затем в соответствии с системой регулировки и однократного двойного ручного управления, нажмите соответствующие кнопки, чтобы проверить электромагнитное оборудование и другие электрические компоненты, обратите особое внимание на переключатель хода и другие блокирующие элементы.
- Проверка направления вращения электродвигателя: гидравлическая панель на выпуске клапана дистанционного регулятора, ненадолго подайте электропитание на электродвигатель и быстро отключите его для проверки правильности направления вращающейся пластины. Если направление вращения определено как неправильное, отсоедините главный выключатель и переключите положение двух входных проводов питания на главном выключателе. Снова ненадолго подайте электропитание, для проверки правильного вращения электродвигателя.
- При движении в первый раз или после эксплуатации вся гидравлическая система находится под давлением, которое собирается в самом высоком положении цилиндра. Для спуска газа из цилиндров и трубопроводов, работать в следующем порядке:
- Включите главный переключатель.
- Включите управляющее напряжение, включите электродвигатель.
- Выбрать минимальный ограничитель напряжения.
- Выберите режим работы и настройки.
- Отрегулируйте лимит движения вверх и вниз до максимальной позиции хода.
- При работе с положительными и противоударными кнопками поршни перемещаются вперед и назад несколько раз с максимальным ходом, так что вся система может автоматически вентилироваться.
- Проверьте точность пресса в соответствии с положениями сертификата соответствия, настройте параллельность плоскости ползуна по отношению к столу нижней поперечины и перпендикулярность хода ползуна по отношению к рабочей поверхности, пока она не будет приведена в соответствие, в противном случае это повредит направляющие части.
- При необходимости отрегулируйте положение каждого концевого выключателя, отрегулируйте давление в системе управления клапана, а затем затяните против раскручивающуюся гайку.
- После того, как система заработает нормально, медленно нажмите на ручку клапана давления, порядок давления может подниматься шаг за шагом от низкого до высокого: 5, 10, 15, 20, 25 МПа, а предохранительный перепускной клапан до 27 МПа.
- Поверните селекторный переключатель в положение «полуавтомат», переместите переключатель в нужное положение. Для проведения испытания полуавтоматического цикла, для защиты от давления требуется снижение давления не более 2,5 МПа за 10 минут.
ЭЛЕКТРООБОРУДОВАНИЕ
- Насос гидросистемы пресса приводится во вращение асинхронным трехфазным двигателем.
- Двигатель маслостанции включается по схеме «Звезда треугольник» с использованием приставки на контактор «Задержка на включение».
- Управление гидроаппаратами осуществляется электромагнитными клапанами. Рабочее напряжение катушек электромагнитов – 24В постоянного тока. Ограничение движения механизмов пресса осуществляется конечными выключателями.
- Система управления построена на базе ПЛК и панели оператора.
- Управление прессом осуществляется с пульта управления. На панели пульта располагаются панель оператора, кнопки управления, переключатели, индикация
- На дверце электрошкафа установлен вводной автомат
Пульт управления гидравлическим прессом FCP-500
Переносной пульт управления
Первоначальный пуск
Первоначальное включение гидравлического пресса FCP-500 после монтажа должно осуществляться опытным и достаточно квалифицированным персоналом, имеющим допуск к производству пуско-наладочных работ и предварительно ознакомленным с принципиальной электросхемой гидравлического пресса и данным руководством. До включения вводного выключателя необходимо проверить внешним осмотром качество монтажа электрооборудования и электроразводки в электрошкафу, на станине , гидроагрегате, и убедиться в отсутствии внешних дефектов. В электрошкафу, с помощью прибора Ц4317, или ему подобного, проверить все точки подключения проводов относительно корпуса. Замыканий на корпус не должно быть. При осмотре необходимо особое внимание обратить на правильность выполнения защитного заземления. Кроме внешнего осмотра защитных цепей, необходимо измерить величину сопротивления между любой металлической частью пресса и устройством заземления, находящемся на вводе. Оно не должно превышать 0,1Ом, в противном случае работа ЗАПРЕЩАЕТСЯ!
На пульте управления переключатель SA2 установить в положение «Наладка». Включением вводного автомата QF1 подключить электрооборудование к цеховой сети. Включить в силовом шкафу все автоматические выключатели.
Выключателем цепей управления SA1 включить цепи управления. На пульте управления должен засветиться «Индикатор питания». После проверки электрооборудования и устранения недостатков закрыть пульт на ключ. Кратковременным нажатием на кнопки включения / отключения электродвигателя проверить правильность вращения двигателя.
Режимы работы
Система управления прессом FCP-500 обеспечивает работу в режимах «Наладка» и «Полуавтомат». На панели оператора на главном экране (рисунок 3) отображается текущее состояние пресса, сигналы включенных аппаратов (рисунок 4) отображаются на экране
Режим «Наладка»
- В режиме «Наладка» все движения выполняются, пока нажата соответствующая кнопка. Движение ползуна вниз осуществляется, пока нажата кнопка на панели пульта управления «Ползун вниз» SB6. Движение ползуна вниз возможно, если выталкиватель находится в нижнем положении, т.е. замкнут SQ5. Ход ползуна вниз начинается с верхнего положения, которое задается концевым выключателем SQ1. До выключателя SQ2 ползун перемещается на холостом ходу, после достижения SQ2 ползун перемещается на рабочем ходу до конечного выключателя SQ3, если выбран режим «По пути», либо до набора давления , установленного на электроконтактном манометре ЭКМ, если выбран режим «По давлению»,
- после чего движение прекращается.
- Движение ползуна вверх выполняется, пока нажата кнопка «Ползун вверх» SB7.
- Движение выполняется до срабатывания SQ1.
- Движение выталкивателя вверх осуществляется, пока нажата кнопка SB12. Движение выталкивателя вверх возможно, если ползун находится в верхнем положении, т.е. замкнут SQ1. Движение выталкивателя вверх ограничено концевым выключателем SQ4.
- Движение выталкивателя вниз осуществляется, пока нажата кнопка SB13. Движение выталкивателя вниз ограничено концевым выключателем SQ5.
- Исходное положение пресса FCP-500 – ползун вверху, выталкиватель внизу, при этом замкнуты концевые выключатели SQ1 и SQ5. Исходное положение необходимое условие для запуска пресса в работу в режиме «полуавтомат».
Режим «Полуавтомат»
В данном режиме пресс FCP-500 отрабатывает автоматически один цикл. Параметры работы цикла задаются оператором с панели оператора. Запуск цикла осуществляется оператором. Перед запуском пресса в работу в режиме «Полуавтомат» пресс FCP-500 должен находиться в исходном положении.
Для запуска нового цикла из исходного положения следует нажать и удерживать кнопки двурукого управления SB8 и SB9 с переносного пульта управления (рисунок 2) до окончания холостого хода ползуна, т.е. до замыкания SQ2. Если кнопки отпустить раньше цикл прервется.
По достижении ползуном концевого выключателя SQ2 начинается рабочий ход. Кнопки двурукого управления можно отпустить. Далее выполняется полуавтоматический цикл., ползун на рабочем ходу опускается вниз до срабатывания конечного выключателя SQ3, если выбран режим «По пути», либо до срабатывания ЭКМ, если выбран режим «По давлению».
По сигналу от SQ3 (ЭКМ) происходит сброс давления (3сек) и ползун на быстром ходу поднимается до своего исходного положения.
Цикл завершен, если выбран режим «без выталкивателя».
Если выбран режим «с выталкивателем», то по окончании хода ползуна вверх, выталкиватель поднимется вверх до SQ4. Для опускания выталкивателя следует нажать кнопку «Выталкиватель вниз» (SB13), и выталкиватель опуститься до SQ5. Цикл завершен.
Блокировки пресса FCP-500
- Аварийный разъем, SB14 – при нажатии на кнопку «аварийный разъем», работа пресса FCP-500 прерывается, ползун уходит в исходное положение.
- Блокировка хода ползуна вниз , выталкивателя вверх, если стол находится вне пресса, не замкнут конечный выключатель
- Блокировка хода ползуна вниз, если выталкиватель не в нижнем положении.
Блокировка хода выталкивателя вверх, если ползун не в верхнем положении.