








Станок ножовочно-отрезной OVTO 8725AMK
Станок предназначен для отрезки круглого и профильного материала из стали, чугуна и цветных металлов машинным ножовочным полотном для металла. Разрезка производится в плоскости перпендикулярной к оси заготовки, а также под углом до 45°, при установке комбинированных тисков.
Широко применяется в металлообработке и других отраслях промышленности. Ножовочный станок может быть использован для резки материала по прямой линии, а также для выполнения закруглений и сложных контуров.
| Максимальный диаметр заготовки круглого сечения (90°), мм | 250 |
| Максимальный размер заготовки квадратного сечения (90°), мм | 220х220 |
| Размер ножовочного полотна, мм | 450х40х2 |
| Кол-во ходов в мин. | 70 |
| Мощность двигателя главного привода, кВт | 2,2 |
| Габариты (ДxШxВ), мм | 1300х900х1000 |
| Масса, кг | 610 |
Стандартная комплектация:
- Станок ножовочный в сборе
Документация:
- Руководство по эксплуатации
- Паспорт станка
Стандартная комплектация:
- Станок ножовочный в сборе
Документация:
- Руководство по эксплуатации
- Паспорт станка
Общий вид станка с обозначением составных частей показан на рис.1.
Перечень составных частей станка представлен в таблице 1.
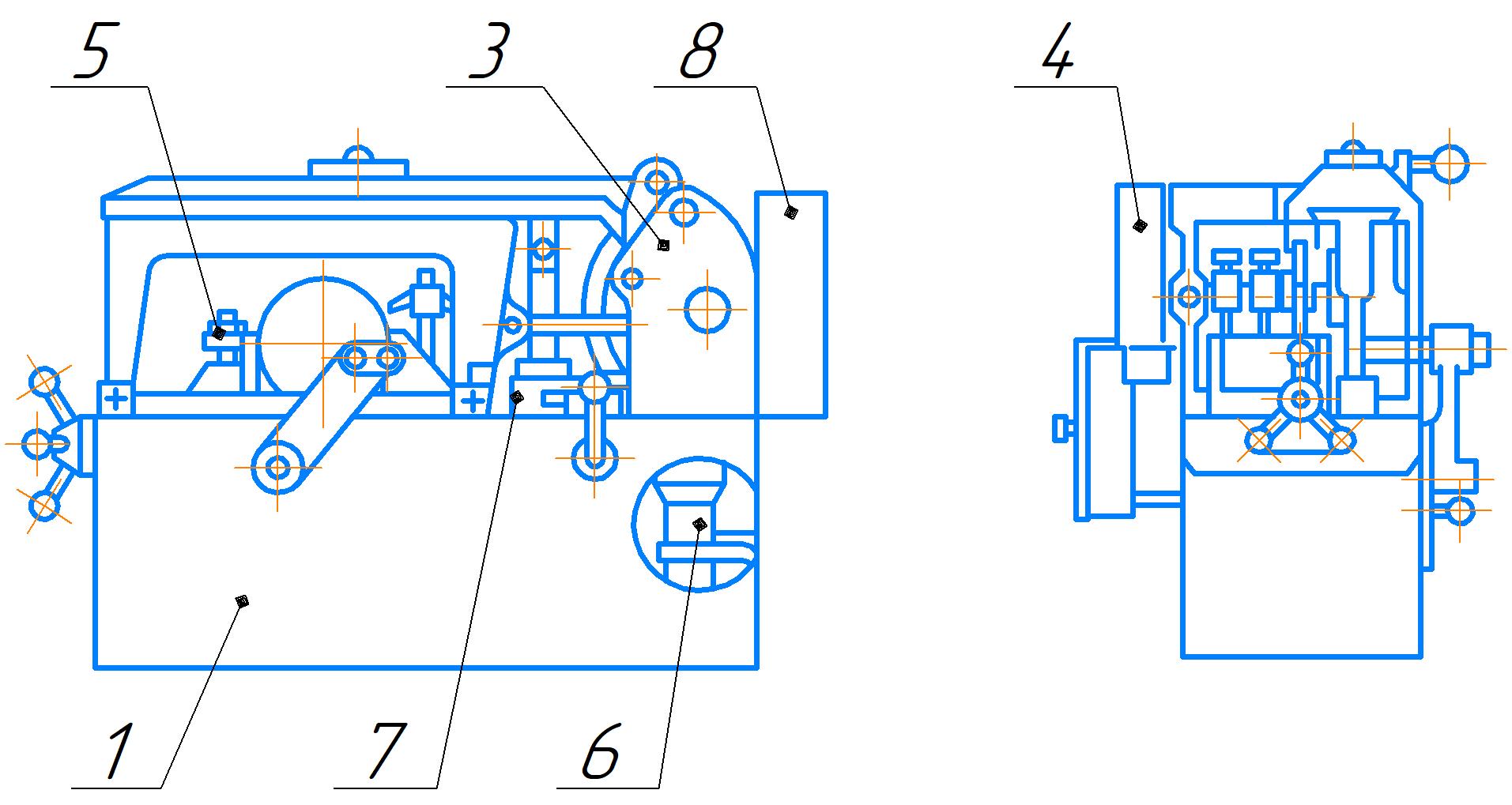
Рис. 1 Расположение составных частей станка.
Таблица 1
Поз. Рис. 2 | Наименование | Обозначение | Примечание |
1. 3. 4. 5. 6. 7. 8. | Станина Привод Ограждение Тиски Охлаждение Гидропривод Электрооборудование | 8725АМК.10.000 8725АМК.30.000 8725АМК.32.000 8725АМК.41.000 8725АМК.60.000 8725АМК.80.000 8725АМК.90.000 |
|
3.2. Органы управления
Общий вид с обозначением органов управления показан на рис.2.
Перечень органов управления предъявлен в таблице 2.
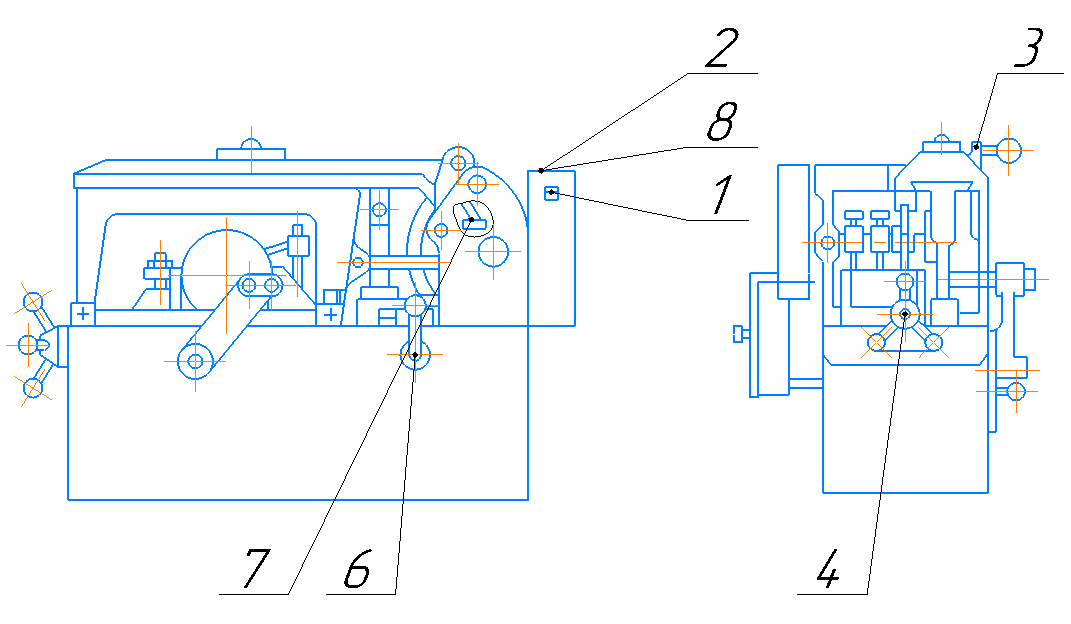
Рис. 2 Расположение органов управления
Таблица 2.
Поз.Рис 3. | Органы управления и их назначения |
1. 2. 3. 4. 6. 7.
8. | Вводный выключатель. Кнопка управления «Пуск» привода станка Рукоятка фиксации пильной рамы в верхнем положении Маховик ручного перемещения тисков Рукоятка управления гидроприводом Упор автоматического выключения станка в верхнем положении пильной рамы. Кнопка управления «Стоп» привода станка. |
3.3. Схема кинематическая
Схема кинематическая представлена на рисунке 3.
В таблице 3 указан перечень к кинематической схеме.
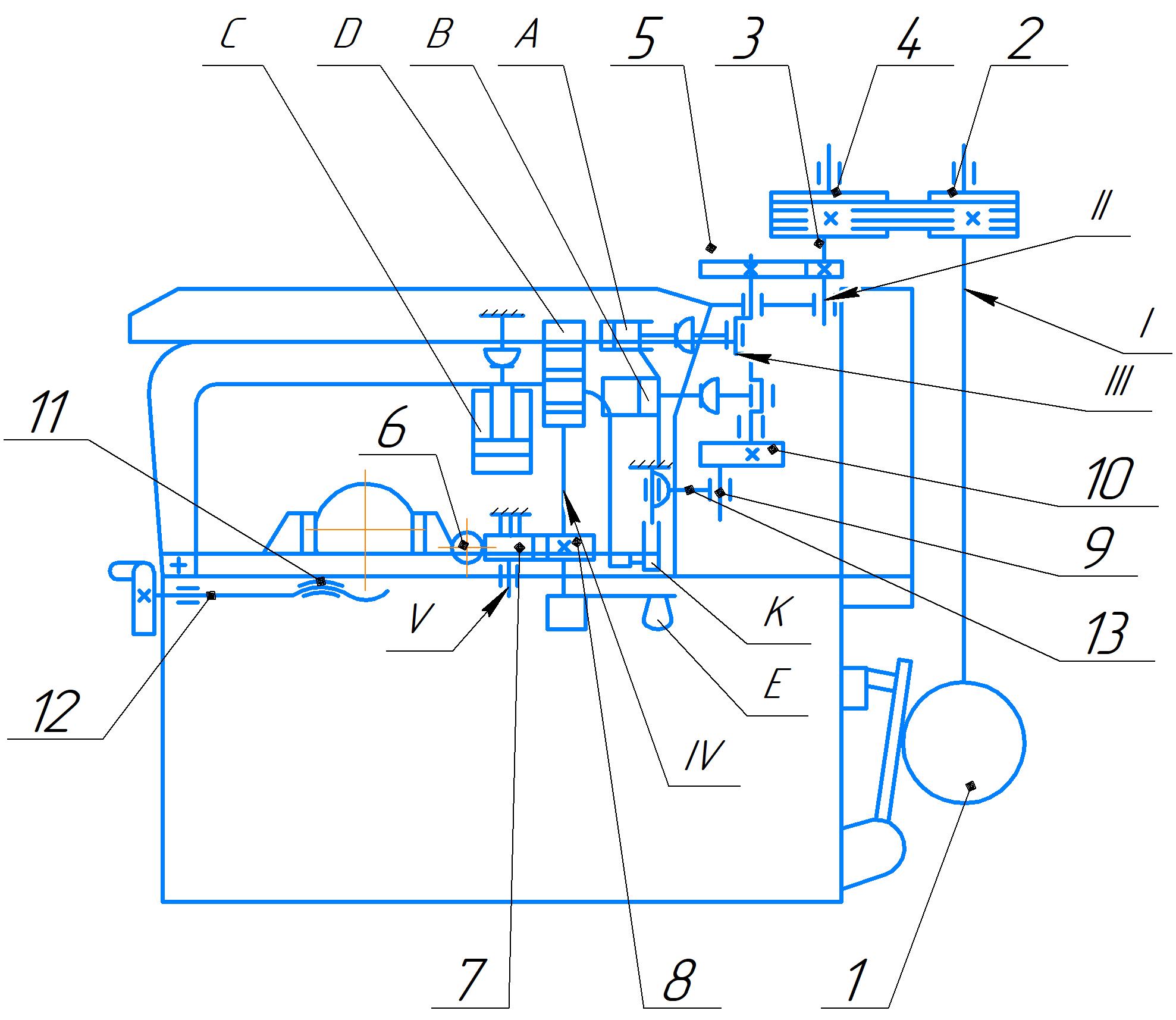
Рис.3 Схема кинематическая.(*Шкаф развернут на 180о)
Движение от электродвигателя 1 передается посредством клиноременной передачи на приводной вал II, шкив 4, свободно вращающий на валу II, сблокирован с шестерней 3. Через зубчатую пару 3 и 5 движение передается валу III на другом конце которого закреплен кривошипный диск 10 с пальцем 9.
От кривошипного диска посредством шатуна 13 получает возвратно-поступательное движение пильная рама. Ее частота движения в минуту 91
На валу III между двумя опорами имеются эксцентриковые шейки, от которых движение посредством шатунных тяг передается поршнями А и В гидронасоса. Поршни нагнетают масло в распределительный клапан Д, откуда он поступает на рабочий цилиндр С. Поршень этого цилиндра при помощи шарнирных тяг соединен с рукавом. Таким образом, подъем и пускание пильной рамы, а так же рабочая подача при резании осуществляется от гидропривода.
Управление гидроприводом производится рукояткой Е, которая может быть зафиксирована в положении (рис 8.): I-«Бездействие», II- «Спускание», III-«Подъем», IV-«Резание медленное» и «Быстрое».
По окончании резки заготовки в крайнем нижнем положении пильной рамы планка К закрепленная на пильной раме, ударяет по рейке 6 и перемещает ее. Рейка через промежуточную шестерню 7 передает движение шестерне 8, жестко соединенный с валом распределительного крана. При этом кран устанавливается в положении подъема пильной рамы. Пильная рама поднимается до тех пор, пока не нажмет на конечный выключатель. При этом размыкается электрическая цепь, выключающая электродвигатель главного движения.
Таблица 3. Перечень к кинематической схеме
Наименование
| № Поз. | Число зубьев зубчатых колес или заходов винтов, расчет. диаметр | Модуль или шаг резьбы | Угол наклона градусов | Ширина обода, мм | Материал | Показатели свойств материала |
Шкив | 2 | Ф100 | - - | - - | 40 | СЧ15 |
НВ192...240
|
Шестерня | 3 | z=25 | 2,5 | 15о | 34 | Сталь 45 | НВ192...240
|
Шкив | 4 | Ф370 | - - | - - | 40 | СЧ20 ГОСТ 1412-79 |
|
Зубчатое колесо | 5 | z=135 | 2,5 | 15о | 30 | Сталь 45 ГОСТ 1050-74 | Твердость зубчатого венца НВ190…240 |
Рейка | 6 | z=40 | 1.5 | - |
| Сталь 45 ГОСТ 1050-74 |
|
Шестерня | 7 | z=20 | 1,5 | - | 10 | Сталь 45 ГОСТ 1050-74 |
|
Кран гидроп-ривода | 8 | z=20
| 1,5
| -
| 20 | Сталь 45 ГОСТ 1050-74 | НВ240…280 |
Гайка | 11 | 1 | 6 | - | - | Сталь 45 ГОСТ 1050-74 |
|
Винт ходовой | 12 | 1 | 6 | - |
| Сталь 45 ГОСТ 1050-74 |
|
3.3. Станина
Станина имеет коробчатую форму, на ней монтируются основные узлы станка (рис. 3). Нижняя часть станины резервуаром для охлаждения жидкости. Здесь же устанавливается электронасос охлаждения. Заодно со станиной отлит масляный резервуар для гидропривода.
3.4. Привод
Привод состоит из следующих основных деталей: стойки; рукава и пильной рамы.
Стойка, укрепленная на верхней плоскости станины, с правой стороны, служит опорой рукава и приводного вала.
Рукав с нижней части имеет направляющие типа «ласточкин хвост», по которым двигается пильная рама. Посредством тяги и двух шарниров рукав соединен со штоком поршня рабочего цилиндра гидропривода, управляющего его движением. При подъеме рукава в верхнее положение упор нажимает на конечный выключатель и электродвигатель автоматически выключается.
Пильная рама осуществляет возвратно-поступательное движение от кривошипного диска, с которым она соединена с шатуном.
Ножовочное полотно устанавливается одним отверстием на штифт неподвижно укрепленной планки, а другие – на штифт подвижной планки и прижимается специальными планками. Перед зажатием ножовочного полотна в пазы подвижных планок вставляется болт с гайкой для натяжения ножовочного полотна.
Диапазон скоростей 17, 22,34 и 43 м/мин предусматривает резку заготовок в зависимости от структуры разрезаемого материала.
3.5. Ограждение
Все вращающиеся элементы привода станка ограждены кожухом, закрепленным на станине.
3.6. Охлаждение
Для охлаждения ножовочного полотна станок имеет систему охлаждения, состоящую из резервуара охлаждающей жидкости, электронасоса, шланга и специальной насадки, по которым охлаждающая жидкость подается в зону резания.
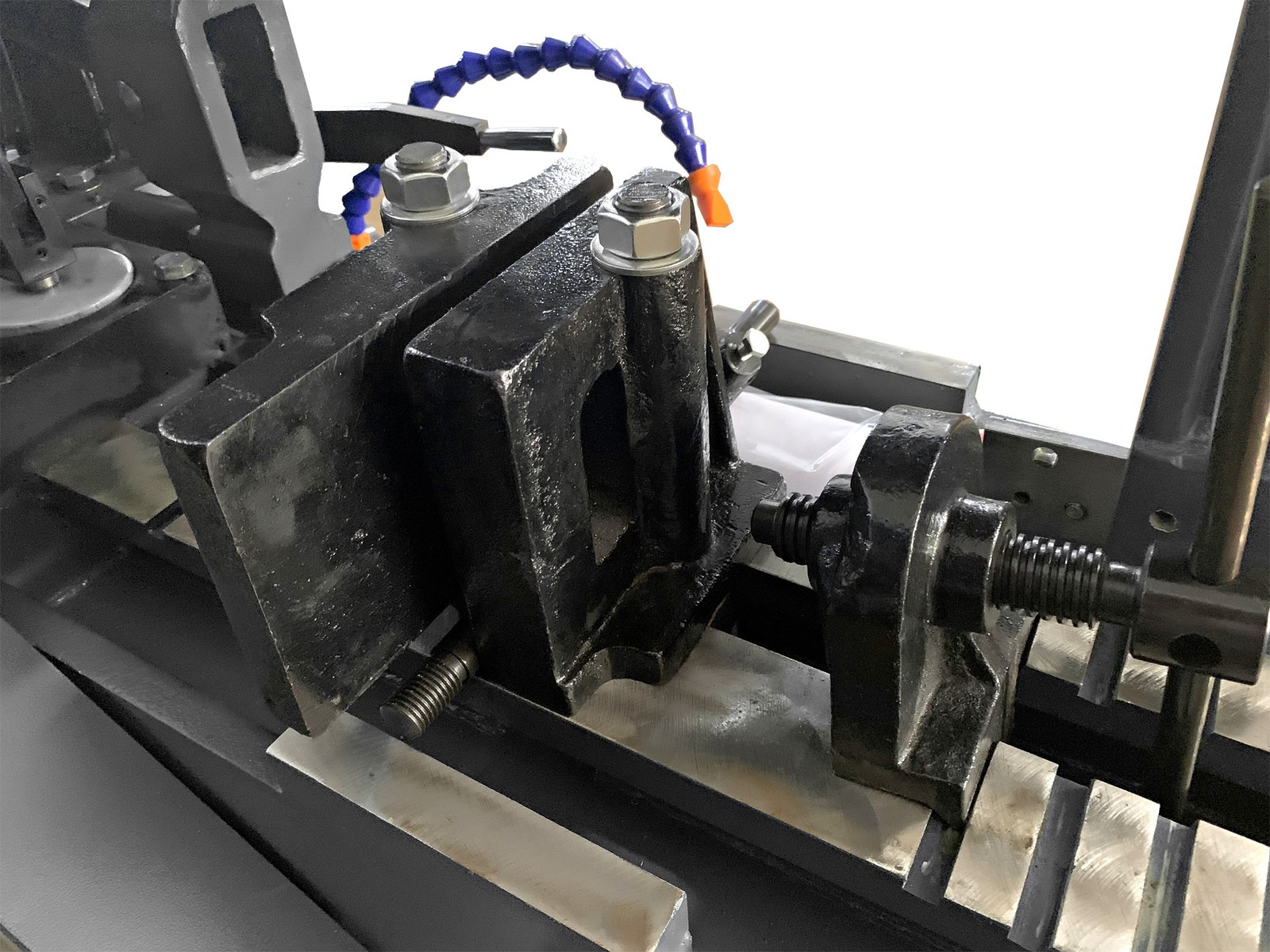
3.7. Тиски
Для разрезки материала различного профиля (квадратного, прямоугольного, круглого) устанавливается две планки поз. 6 (см. рис. 4), которые позволяют разрезать заготовки ø25…250мм.
Правая губка 1 закреплена неподвижно на станине станка. Зажим заготовок производится перемещением левой губки 2, вращением штурвала 5 через гайку 3 и винт 4.
3. 7. Тиски комбинированные *
*По особому заказу, за отдельную плату поставляются тиски комбинированные (рис.5.), предназначены для резки материала под углом 45о. В тисках можно зажимать заготовки от 25 до 140 мм. Минимальная длина устанавливаемой заготовки при резке под углом 45о – 400 мм.
Для резки материала под углом до 45о (рис.5.) необходимо: ослабить 3 и 5, развернуть на требуемый угол губку 2, затем зафиксировать угол поворота губки 2 винтом 4 и закрепить ее гайками 3 и 5. Заготовка зажимается в тисках при помощи винта, перемещающего гайку направляющую, на которой закреплена губка 1. В зависимости от требуемого размера заготовки губка 2 устанавливается в одно из трех отверстий, расположенных на станине.
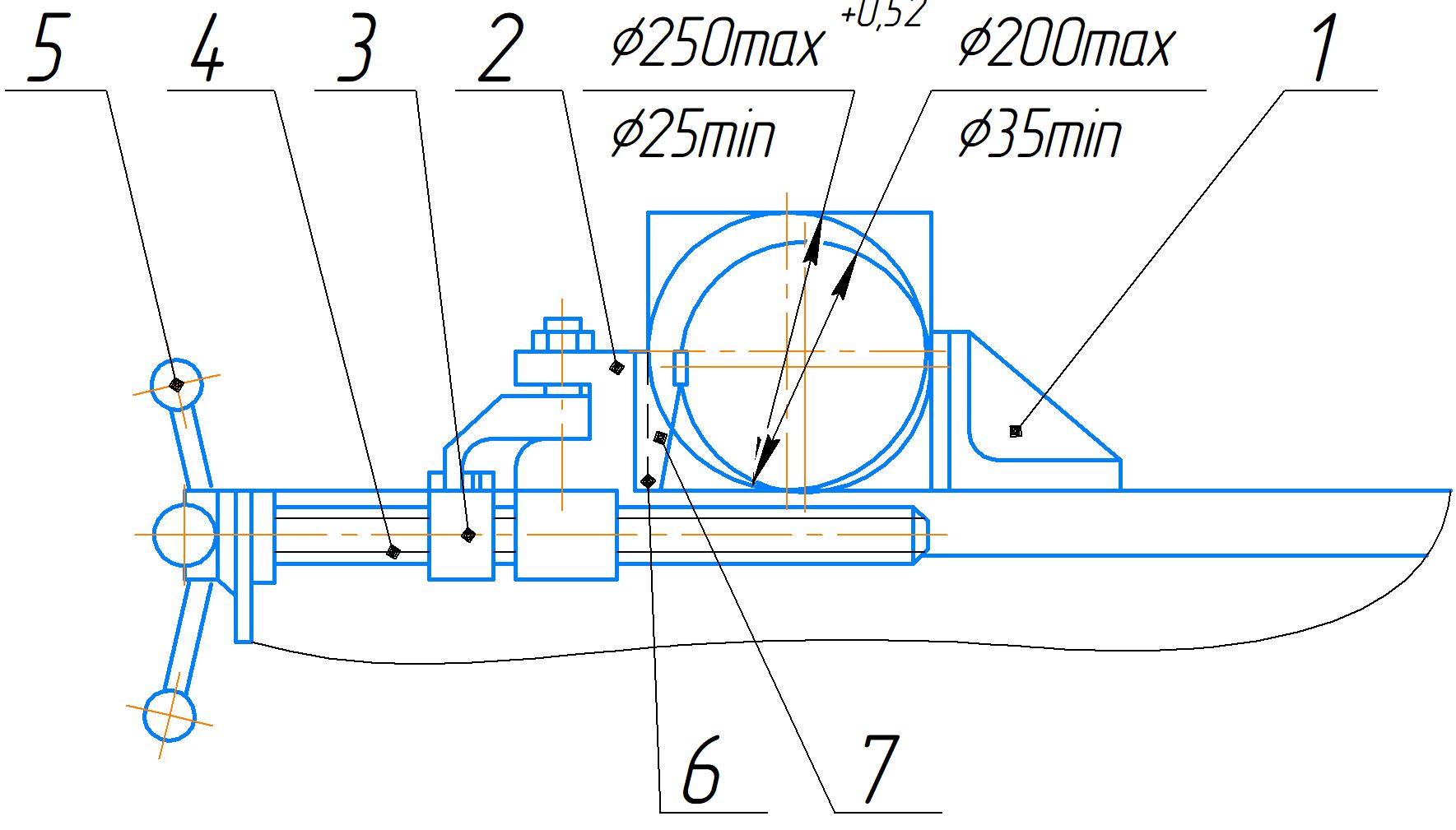
Рис. 4 Тиски
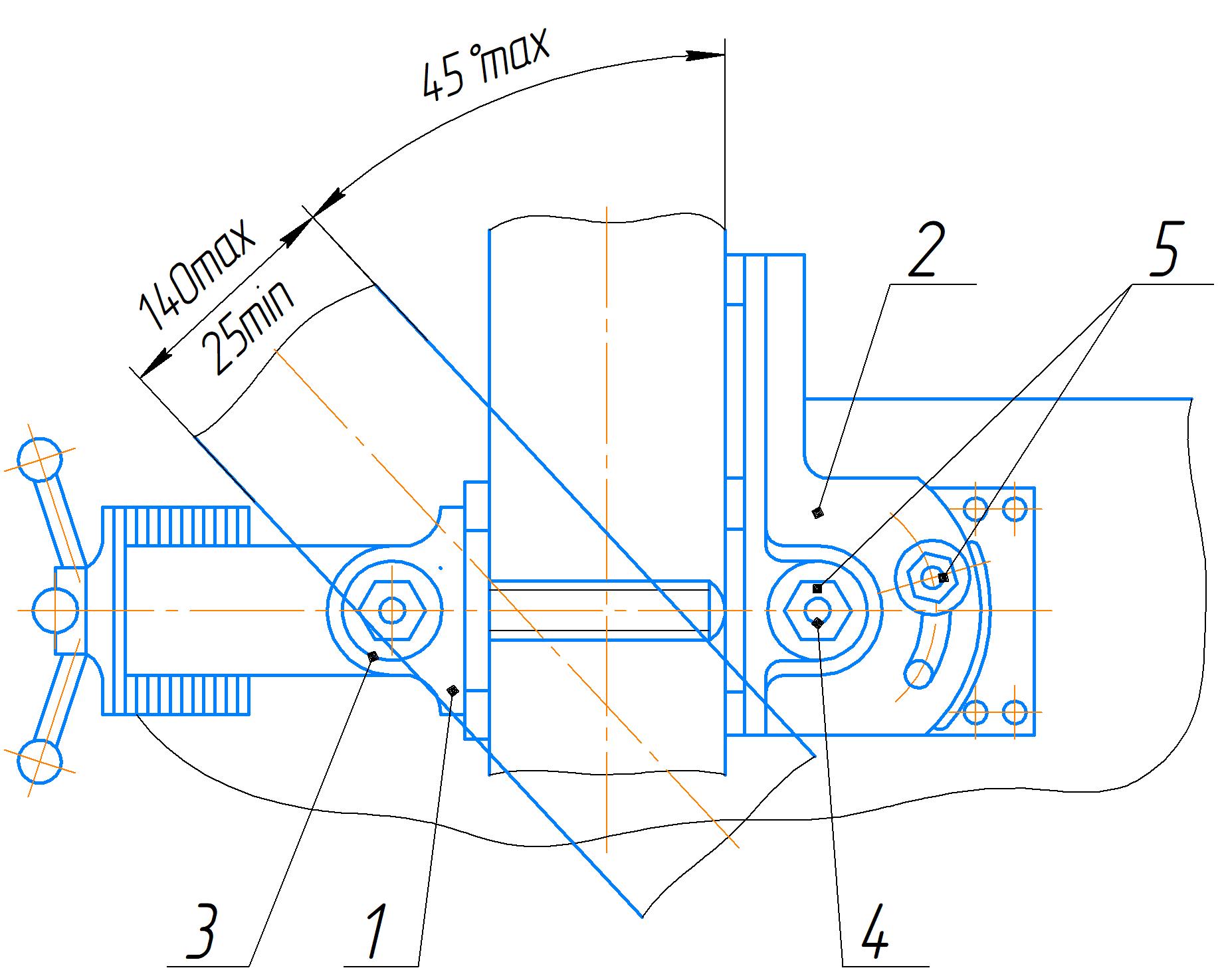
Рис. 5 Тиски комбинированные
4. ГИДРООБОРУДОВАНИЕ
4.1. Общие сведения
Гидропривод предназначен для подъема и опускание рукава с пильной рамой и осуществляется рабочей подачей ножовочного полотна в процессе резания. Величина подачи регулируется распределительным гидравлическим краном, управляемым вручную. Предельное давление масла в системе устанавливается предохранительным клапаном, отрегулированным на давление в пределах 1.0….2.5 МПа/10….25кг (см2).
4.2. Описание работы
Схема гидравлическая принципиальная показана на рис.6.
Все гидрооборудование станка смонтировано в корпусе насоса. Поршневые насосы 1 и 2 всасывают масло из масляного резервуара через фильтры 6 и 7, обратные клапаны 9 и10., расположены в корпусе крана управления, и подают масло к распределительному крану по каналам 15 и 16.
Положение – I «Бездействие»
При установке крана в это положение поршневые насосы работают в холостую, масло поп проточкам крана сливается в резервуар по каналу 20. Рукав станка остается неподвижным в любом положение. Пильная рама с ножовочным полотном может иметь только возвратно-поступательное движение по рукаву.
Положение II – «Опускание»
В данном положение поршневые насосы работают также в холостую, но масло из бесштоковой полости цилиндра 3 по каналу 17 и проточкам крана сливаются в резервуар по каналу 20. Рукав и пильная рама плавно опускается вниз.
При работе станка в рабочем цикле предусмотрены два положения: «Подъем» и «Резание».
Положение III – «подъем»
При установке рукоятки крана в этом положении масло, нагнетаемое поршневыми насосами по каналам 15 и 16, проточкам крана и к каналу 17 подается в нижнюю полость цилиндра 3. Происходит подъем рукава и пильной рамы с ножовочным полотном в верхнее положение.
В крайнем положении пильной рамы нижняя кромка поршня цилтндра3 приоткрывает проточку в цилиндре, через которую сливается излишек масла по каналу 18, проточки крана и канал 20.
Положение IV – «Резание»
В данном положении следует рассматривать 2 стадии работы:
- подача режущего инструмента во время рабочего хода пильной рамы с ножовочным полотном;
- подсечка, то есть подъем режущего инструмента над разрезаемой заготовкой во время холостого хода пильной рамы с ножовочным полотном.
Координация возвратно-поступательного движения пильной рамы и начального движения рукава обеспечивается тем, что кривошипный диск, приводится в движение пильную раму, смонтирован на валу с эксцентриковыми шейками, расположенными под углом 125о друг к другу и передающими движение поршнями 1 и 2.Величина подачи регулируется поворотом рукоятки крана переменного сечения, соединяющего полости поршня 1 и штоковой полости цилиндра 3 со сливом через канал 20.
В зависимости от положения рукоятки регулируется количество масла, поступающего в штоковую полость цилиндра 3. Резание медленное осуществляется при открытом дросселе, что соответствует верхнему положению рукоятки. Большая часть масла сливается через щель дросселя, а остальная – поступает по каналу 18 в штоковую полость цилиндра 3. Резание быстрое осуществляется при повернутой рукоятке крана, закрытом дросселе. В этом случае дроссель полностью закрыт и все масло нагнетается в штоковую полость цилиндра 3,
Резание быстрое осуществляется при повернутой рукоятке крана, закрытом дросселе. В этом случае дроссель полностью закрыт и все масло нагнетается в штоковую полость цилиндра 3, создавая максимальную подачу ножовочному полотну. Избыточное масло сливается через предохранительный клапан 4.
Подъем режущего инструмента над заготовкой при холостом ходе осуществляется при движении поршня 2 вниз. До перекрытия бокового отверстия в цилиндре поршня 2 нагнетаемого масло сливается через него по каналам 19 и 20 в резервуар. После перекрытия поршнем этого отверстия масло по каналам 16 и 17 поступает в бесштоковую полость цилиндра 3 и приподнимают пильную раму с ножовочным полотном.
4.3. Указание по монтажу и эксплуатации
В резервуар гидросистемы заливается минеральное гидравлическое масло. Рабочая жидкость – масло «Индустриальное И-20А» ГОСТ 20799-88. Можно применить масло «Индустриальное И-30А» ГОСТ 20799-88 или «Турбинное 122» ГОСТ 32-74.
Перед заливкой масла резервуар необходимо тщательно очистить и промыть керосином. Масло заливается чистое, предварительно дважды отфильтрованное с абсолютным размером частиц не более 40 мкм, с вязкостью в пределах 20∙10-6…35∙10-6 м2/c при температуре 50оС до уровня маслоуказателя.
Первую смену масла необходимо производить через месяц после начала эксплуатации, а также через каждые шесть месяцев. Перед заливкой свежим маслом резервуар следует тщательно очистить и промыть керосином.
4.4. Первоначальный пуск гидросистемы
Первоначальный пуск гидросистемы осуществляется следующим образом. Проверить наличие масла в резервуаре по уровню маслоуказателя. Рукоятку гидравлического крана управления установить в положение «Подъем».
Убедившись, что пильная рама поднимается, необходимо кран управления установит в положение «Резание». При этом положение станок должен работать до тех пор, пока воздух не удалится из гидросистемы через жиклер, показанный на рис. 9. Следует провести промывку гидросистемы рабочей жидкостью в течении не менее 8 часов, установка крана гидропривода (рис 9 поз.1) в нейтральное положение.
После этого станок можно эксплуатировать.
Регулировка величины подсечки осуществляется изменением длины тяги между коленчатым валом и поршнем за счет резьбового соединения шарнирного болта, ввинченного в корпус подшипника.
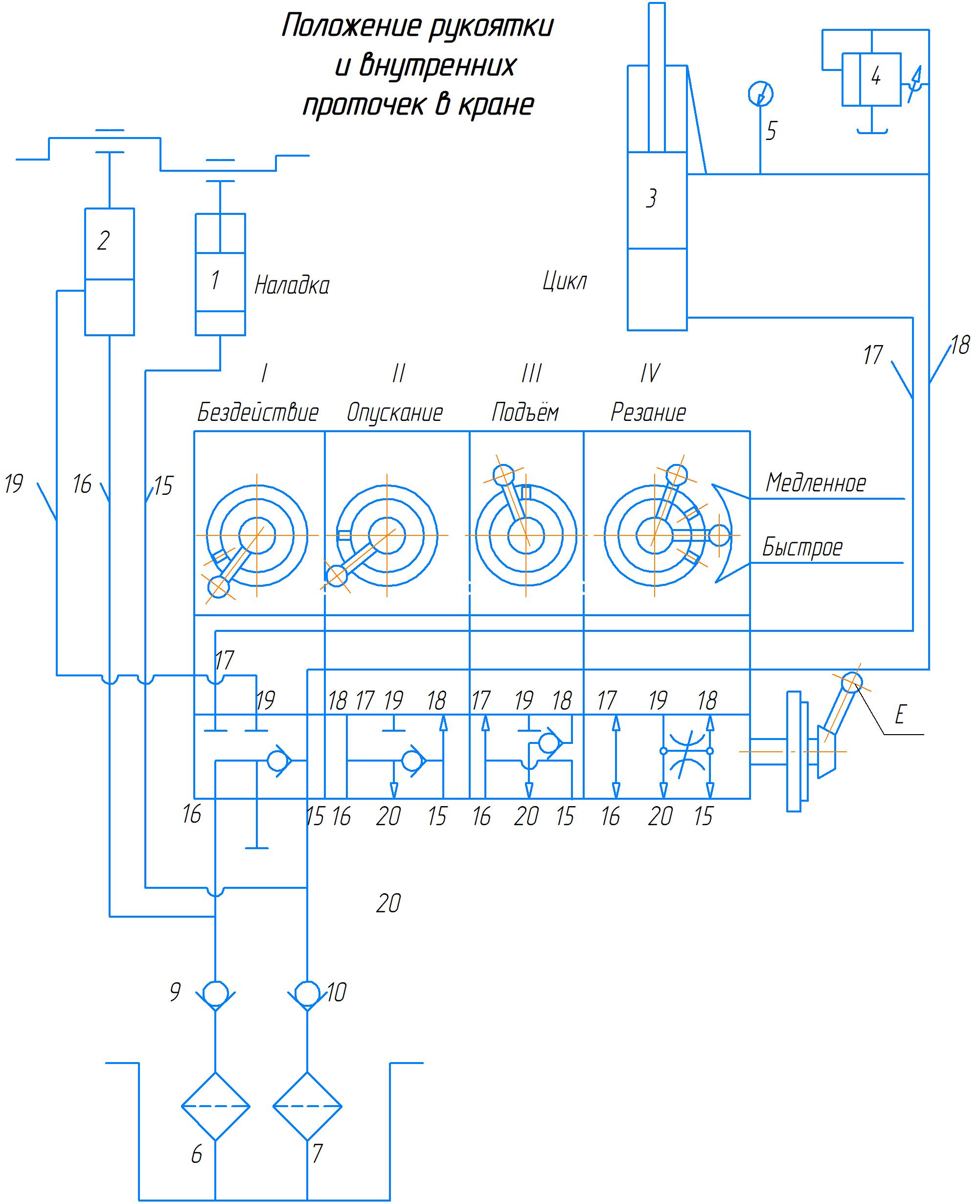
Рис. 6 Схема гидравлическая принципиальная
4.5. Возможные неисправности, их причины и способ устранения указаны в таблице
Таблица 4
Неисправность | Причины неисправности | Устранение причины |
1. Шум в гидросистеме | 1.1.Засорение фильтров | Прочистить или сменить фильтр. |
| 1.2.Подсос воздуха, недостаточное количество масла в резервуаре | Проверить соединение трубопроводов и при необходимости долить масло. |
| 1.3.Наличие воздушных пузырьков в засасываемом масле. | |
2. Неравномерное | 2.1. Наличие воздуха в гидросистеме | Необходимо проверить уровень масла. Выпустить воздух из гидросистемы. |
| 2.2. Недостаточный уровень масла в резервуаре. | Долить масло. |
3.Нет давления в гидросистеме (показания по манометру) | 3.1. Засорился жиклер, не выпускает воздух из гидросистемы. | Прочистить жиклер |
Регулировка величины подъема пильной рамы над разрезаемым материалом (рис 7) описан в разделе «Указание по эксплуатации».
Регулировка давления в гидросистеме (рис 8.) описана в разделе «Указание по эксплуатации».
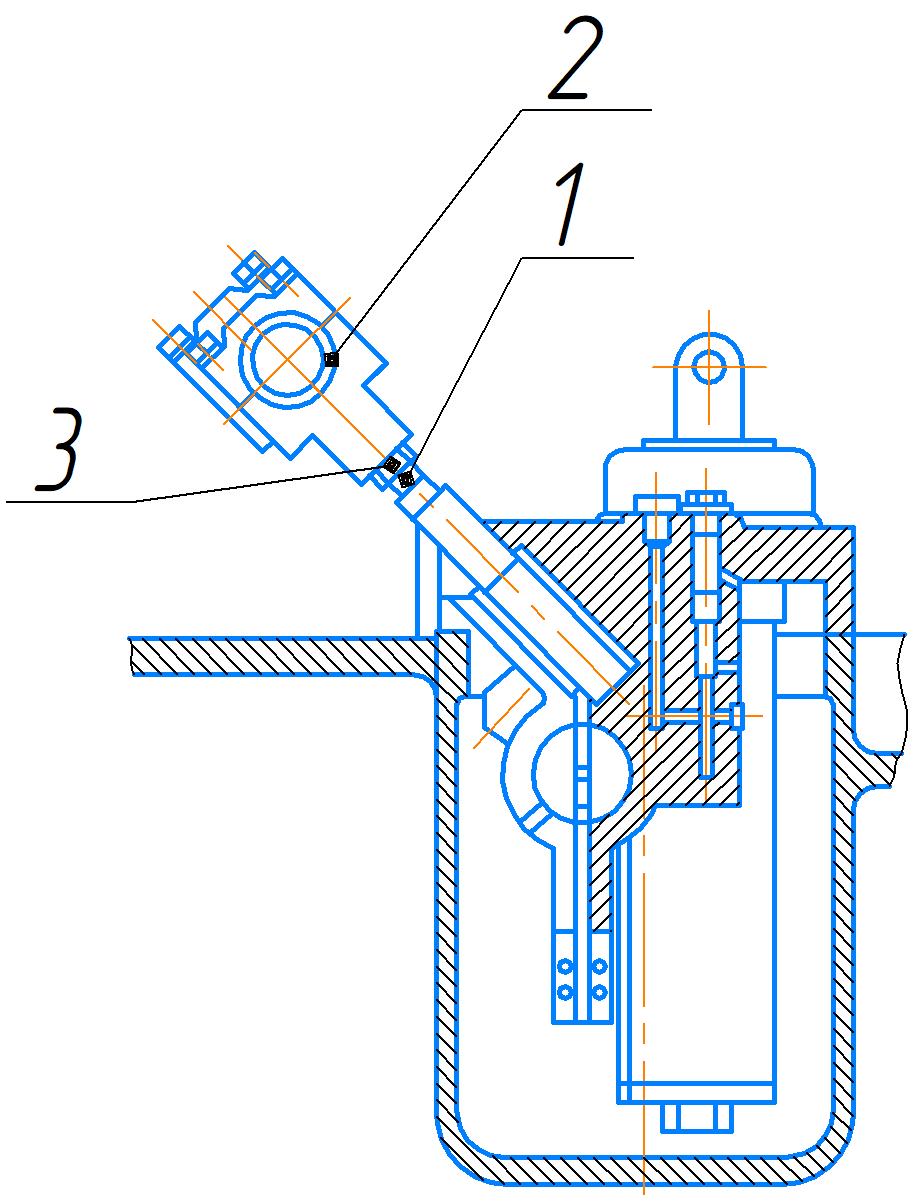
Рис. 7 Разрез гидропривода по цилиндру поршневого насоса
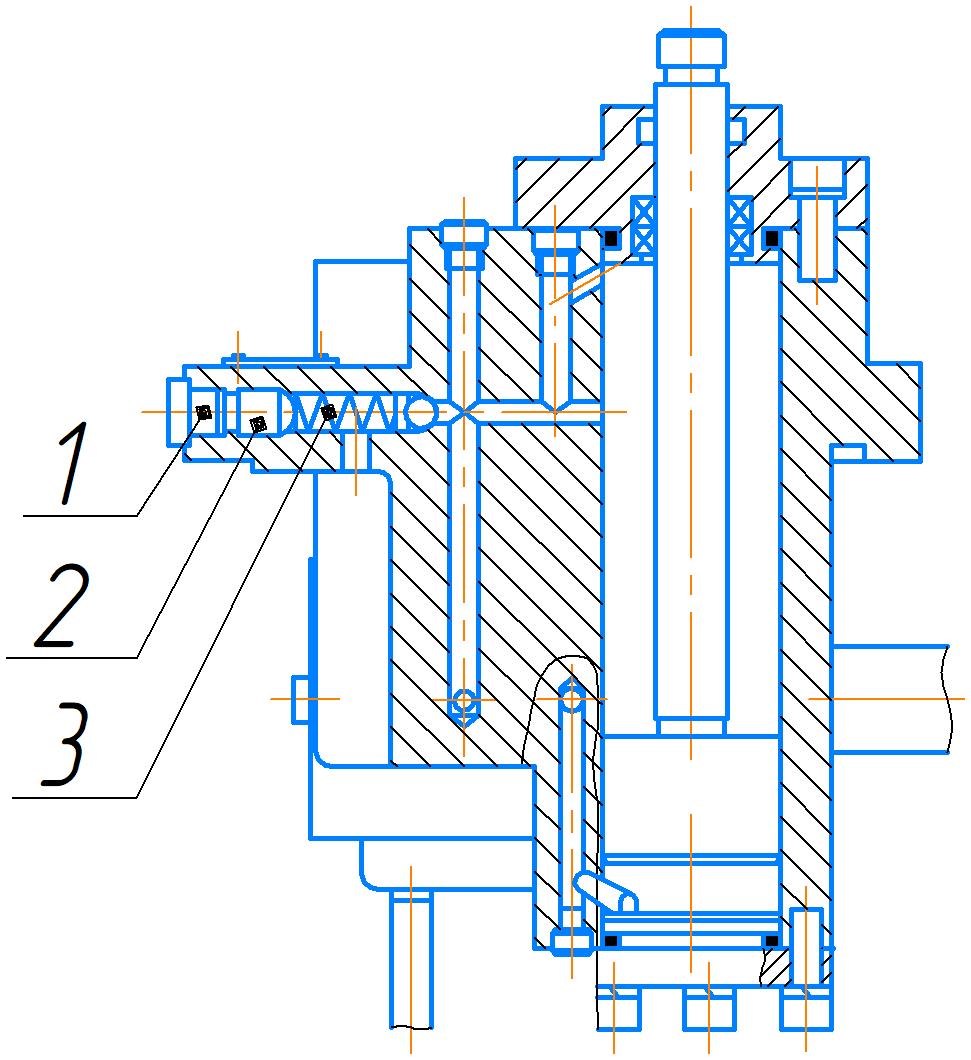
Рис. 8 Разрез гидропривода по цилиндру подъема рукава.
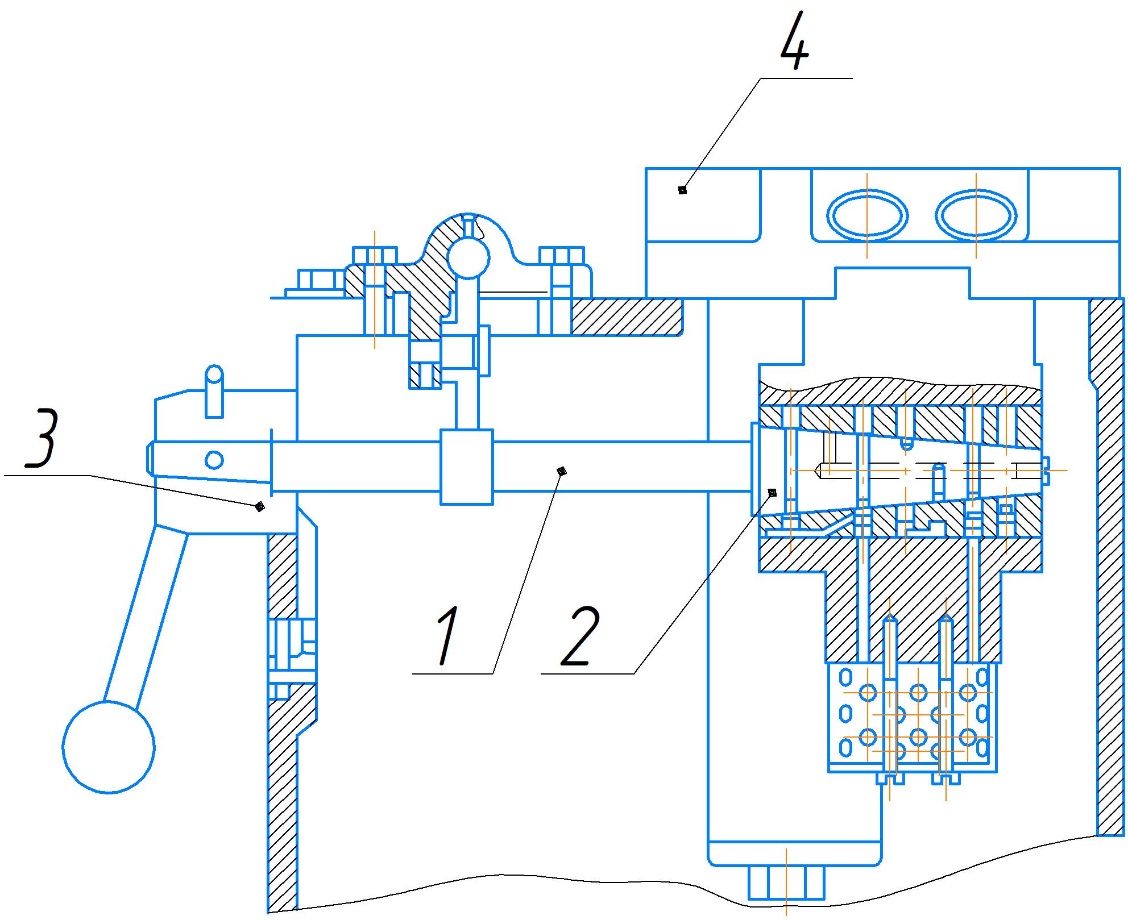
Рис. 9 Разрез гидропривода по втулке регулирующего крана.
Общий вид станка с обозначением составных частей показан на рис.1.
Перечень составных частей станка представлен в таблице 1.
Рис. 1 Расположение составных частей станка.
Таблица 1
Поз. Рис. 2 | Наименование | Обозначение | Примечание |
1. 3. 4. 5. 6. 7. 8. | Станина Привод Ограждение Тиски Охлаждение Гидропривод Электрооборудование | 8725АМК.10.000 8725АМК.30.000 8725АМК.32.000 8725АМК.41.000 8725АМК.60.000 8725АМК.80.000 8725АМК.90.000 |
|
3.2. Органы управления
Общий вид с обозначением органов управления показан на рис.2.
Перечень органов управления предъявлен в таблице 2.
Рис. 2 Расположение органов управления
Таблица 2.
Поз.Рис 3. | Органы управления и их назначения |
1. 2. 3. 4. 6. 7.
8. | Вводный выключатель. Кнопка управления «Пуск» привода станка Рукоятка фиксации пильной рамы в верхнем положении Маховик ручного перемещения тисков Рукоятка управления гидроприводом Упор автоматического выключения станка в верхнем положении пильной рамы. Кнопка управления «Стоп» привода станка. |
3.3. Схема кинематическая
Схема кинематическая представлена на рисунке 3.
В таблице 3 указан перечень к кинематической схеме.
Рис.3 Схема кинематическая.(*Шкаф развернут на 180о)
Движение от электродвигателя 1 передается посредством клиноременной передачи на приводной вал II, шкив 4, свободно вращающий на валу II, сблокирован с шестерней 3. Через зубчатую пару 3 и 5 движение передается валу III на другом конце которого закреплен кривошипный диск 10 с пальцем 9.
От кривошипного диска посредством шатуна 13 получает возвратно-поступательное движение пильная рама. Ее частота движения в минуту 91
На валу III между двумя опорами имеются эксцентриковые шейки, от которых движение посредством шатунных тяг передается поршнями А и В гидронасоса. Поршни нагнетают масло в распределительный клапан Д, откуда он поступает на рабочий цилиндр С. Поршень этого цилиндра при помощи шарнирных тяг соединен с рукавом. Таким образом, подъем и пускание пильной рамы, а так же рабочая подача при резании осуществляется от гидропривода.
Управление гидроприводом производится рукояткой Е, которая может быть зафиксирована в положении (рис 8.): I-«Бездействие», II- «Спускание», III-«Подъем», IV-«Резание медленное» и «Быстрое».
По окончании резки заготовки в крайнем нижнем положении пильной рамы планка К закрепленная на пильной раме, ударяет по рейке 6 и перемещает ее. Рейка через промежуточную шестерню 7 передает движение шестерне 8, жестко соединенный с валом распределительного крана. При этом кран устанавливается в положении подъема пильной рамы. Пильная рама поднимается до тех пор, пока не нажмет на конечный выключатель. При этом размыкается электрическая цепь, выключающая электродвигатель главного движения.
Таблица 3. Перечень к кинематической схеме
Наименование
| № Поз. | Число зубьев зубчатых колес или заходов винтов, расчет. диаметр | Модуль или шаг резьбы | Угол наклона градусов | Ширина обода, мм | Материал | Показатели свойств материала |
Шкив | 2 | Ф100 | - - | - - | 40 | СЧ15 |
НВ192...240
|
Шестерня | 3 | z=25 | 2,5 | 15о | 34 | Сталь 45 | НВ192...240
|
Шкив | 4 | Ф370 | - - | - - | 40 | СЧ20 ГОСТ 1412-79 |
|
Зубчатое колесо | 5 | z=135 | 2,5 | 15о | 30 | Сталь 45 ГОСТ 1050-74 | Твердость зубчатого венца НВ190…240 |
Рейка | 6 | z=40 | 1.5 | - |
| Сталь 45 ГОСТ 1050-74 |
|
Шестерня | 7 | z=20 | 1,5 | - | 10 | Сталь 45 ГОСТ 1050-74 |
|
Кран гидроп-ривода | 8 | z=20
| 1,5
| -
| 20 | Сталь 45 ГОСТ 1050-74 | НВ240…280 |
Гайка | 11 | 1 | 6 | - | - | Сталь 45 ГОСТ 1050-74 |
|
Винт ходовой | 12 | 1 | 6 | - |
| Сталь 45 ГОСТ 1050-74 |
|
3.3. Станина
Станина имеет коробчатую форму, на ней монтируются основные узлы станка (рис. 3). Нижняя часть станины резервуаром для охлаждения жидкости. Здесь же устанавливается электронасос охлаждения. Заодно со станиной отлит масляный резервуар для гидропривода.
3.4. Привод
Привод состоит из следующих основных деталей: стойки; рукава и пильной рамы.
Стойка, укрепленная на верхней плоскости станины, с правой стороны, служит опорой рукава и приводного вала.
Рукав с нижней части имеет направляющие типа «ласточкин хвост», по которым двигается пильная рама. Посредством тяги и двух шарниров рукав соединен со штоком поршня рабочего цилиндра гидропривода, управляющего его движением. При подъеме рукава в верхнее положение упор нажимает на конечный выключатель и электродвигатель автоматически выключается.
Пильная рама осуществляет возвратно-поступательное движение от кривошипного диска, с которым она соединена с шатуном.
Ножовочное полотно устанавливается одним отверстием на штифт неподвижно укрепленной планки, а другие – на штифт подвижной планки и прижимается специальными планками. Перед зажатием ножовочного полотна в пазы подвижных планок вставляется болт с гайкой для натяжения ножовочного полотна.
Диапазон скоростей 17, 22,34 и 43 м/мин предусматривает резку заготовок в зависимости от структуры разрезаемого материала.
3.5. Ограждение
Все вращающиеся элементы привода станка ограждены кожухом, закрепленным на станине.
3.6. Охлаждение
Для охлаждения ножовочного полотна станок имеет систему охлаждения, состоящую из резервуара охлаждающей жидкости, электронасоса, шланга и специальной насадки, по которым охлаждающая жидкость подается в зону резания.
3.7. Тиски
Для разрезки материала различного профиля (квадратного, прямоугольного, круглого) устанавливается две планки поз. 6 (см. рис. 4), которые позволяют разрезать заготовки ø25…250мм.
Правая губка 1 закреплена неподвижно на станине станка. Зажим заготовок производится перемещением левой губки 2, вращением штурвала 5 через гайку 3 и винт 4.
3. 7. Тиски комбинированные *
*По особому заказу, за отдельную плату поставляются тиски комбинированные (рис.5.), предназначены для резки материала под углом 45о. В тисках можно зажимать заготовки от 25 до 140 мм. Минимальная длина устанавливаемой заготовки при резке под углом 45о – 400 мм.
Для резки материала под углом до 45о (рис.5.) необходимо: ослабить 3 и 5, развернуть на требуемый угол губку 2, затем зафиксировать угол поворота губки 2 винтом 4 и закрепить ее гайками 3 и 5. Заготовка зажимается в тисках при помощи винта, перемещающего гайку направляющую, на которой закреплена губка 1. В зависимости от требуемого размера заготовки губка 2 устанавливается в одно из трех отверстий, расположенных на станине.
Рис. 4 Тиски
Рис. 5 Тиски комбинированные
4. ГИДРООБОРУДОВАНИЕ
4.1. Общие сведения
Гидропривод предназначен для подъема и опускание рукава с пильной рамой и осуществляется рабочей подачей ножовочного полотна в процессе резания. Величина подачи регулируется распределительным гидравлическим краном, управляемым вручную. Предельное давление масла в системе устанавливается предохранительным клапаном, отрегулированным на давление в пределах 1.0….2.5 МПа/10….25кг (см2).
4.2. Описание работы
Схема гидравлическая принципиальная показана на рис.6.
Все гидрооборудование станка смонтировано в корпусе насоса. Поршневые насосы 1 и 2 всасывают масло из масляного резервуара через фильтры 6 и 7, обратные клапаны 9 и10., расположены в корпусе крана управления, и подают масло к распределительному крану по каналам 15 и 16.
Положение – I «Бездействие»
При установке крана в это положение поршневые насосы работают в холостую, масло поп проточкам крана сливается в резервуар по каналу 20. Рукав станка остается неподвижным в любом положение. Пильная рама с ножовочным полотном может иметь только возвратно-поступательное движение по рукаву.
Положение II – «Опускание»
В данном положение поршневые насосы работают также в холостую, но масло из бесштоковой полости цилиндра 3 по каналу 17 и проточкам крана сливаются в резервуар по каналу 20. Рукав и пильная рама плавно опускается вниз.
При работе станка в рабочем цикле предусмотрены два положения: «Подъем» и «Резание».
Положение III – «подъем»
При установке рукоятки крана в этом положении масло, нагнетаемое поршневыми насосами по каналам 15 и 16, проточкам крана и к каналу 17 подается в нижнюю полость цилиндра 3. Происходит подъем рукава и пильной рамы с ножовочным полотном в верхнее положение.
В крайнем положении пильной рамы нижняя кромка поршня цилтндра3 приоткрывает проточку в цилиндре, через которую сливается излишек масла по каналу 18, проточки крана и канал 20.
Положение IV – «Резание»
В данном положении следует рассматривать 2 стадии работы:
- подача режущего инструмента во время рабочего хода пильной рамы с ножовочным полотном;
- подсечка, то есть подъем режущего инструмента над разрезаемой заготовкой во время холостого хода пильной рамы с ножовочным полотном.
Координация возвратно-поступательного движения пильной рамы и начального движения рукава обеспечивается тем, что кривошипный диск, приводится в движение пильную раму, смонтирован на валу с эксцентриковыми шейками, расположенными под углом 125о друг к другу и передающими движение поршнями 1 и 2.Величина подачи регулируется поворотом рукоятки крана переменного сечения, соединяющего полости поршня 1 и штоковой полости цилиндра 3 со сливом через канал 20.
В зависимости от положения рукоятки регулируется количество масла, поступающего в штоковую полость цилиндра 3. Резание медленное осуществляется при открытом дросселе, что соответствует верхнему положению рукоятки. Большая часть масла сливается через щель дросселя, а остальная – поступает по каналу 18 в штоковую полость цилиндра 3. Резание быстрое осуществляется при повернутой рукоятке крана, закрытом дросселе. В этом случае дроссель полностью закрыт и все масло нагнетается в штоковую полость цилиндра 3,
Резание быстрое осуществляется при повернутой рукоятке крана, закрытом дросселе. В этом случае дроссель полностью закрыт и все масло нагнетается в штоковую полость цилиндра 3, создавая максимальную подачу ножовочному полотну. Избыточное масло сливается через предохранительный клапан 4.
Подъем режущего инструмента над заготовкой при холостом ходе осуществляется при движении поршня 2 вниз. До перекрытия бокового отверстия в цилиндре поршня 2 нагнетаемого масло сливается через него по каналам 19 и 20 в резервуар. После перекрытия поршнем этого отверстия масло по каналам 16 и 17 поступает в бесштоковую полость цилиндра 3 и приподнимают пильную раму с ножовочным полотном.
4.3. Указание по монтажу и эксплуатации
В резервуар гидросистемы заливается минеральное гидравлическое масло. Рабочая жидкость – масло «Индустриальное И-20А» ГОСТ 20799-88. Можно применить масло «Индустриальное И-30А» ГОСТ 20799-88 или «Турбинное 122» ГОСТ 32-74.
Перед заливкой масла резервуар необходимо тщательно очистить и промыть керосином. Масло заливается чистое, предварительно дважды отфильтрованное с абсолютным размером частиц не более 40 мкм, с вязкостью в пределах 20∙10-6…35∙10-6 м2/c при температуре 50оС до уровня маслоуказателя.
Первую смену масла необходимо производить через месяц после начала эксплуатации, а также через каждые шесть месяцев. Перед заливкой свежим маслом резервуар следует тщательно очистить и промыть керосином.
4.4. Первоначальный пуск гидросистемы
Первоначальный пуск гидросистемы осуществляется следующим образом. Проверить наличие масла в резервуаре по уровню маслоуказателя. Рукоятку гидравлического крана управления установить в положение «Подъем».
Убедившись, что пильная рама поднимается, необходимо кран управления установит в положение «Резание». При этом положение станок должен работать до тех пор, пока воздух не удалится из гидросистемы через жиклер, показанный на рис. 9. Следует провести промывку гидросистемы рабочей жидкостью в течении не менее 8 часов, установка крана гидропривода (рис 9 поз.1) в нейтральное положение.
После этого станок можно эксплуатировать.
Регулировка величины подсечки осуществляется изменением длины тяги между коленчатым валом и поршнем за счет резьбового соединения шарнирного болта, ввинченного в корпус подшипника.
Рис. 6 Схема гидравлическая принципиальная
4.5. Возможные неисправности, их причины и способ устранения указаны в таблице
Таблица 4
Неисправность | Причины неисправности | Устранение причины |
1. Шум в гидросистеме | 1.1.Засорение фильтров | Прочистить или сменить фильтр. |
| 1.2.Подсос воздуха, недостаточное количество масла в резервуаре | Проверить соединение трубопроводов и при необходимости долить масло. |
| 1.3.Наличие воздушных пузырьков в засасываемом масле. | |
2. Неравномерное | 2.1. Наличие воздуха в гидросистеме | Необходимо проверить уровень масла. Выпустить воздух из гидросистемы. |
| 2.2. Недостаточный уровень масла в резервуаре. | Долить масло. |
3.Нет давления в гидросистеме (показания по манометру) | 3.1. Засорился жиклер, не выпускает воздух из гидросистемы. | Прочистить жиклер |
Регулировка величины подъема пильной рамы над разрезаемым материалом (рис 7) описан в разделе «Указание по эксплуатации».
Регулировка давления в гидросистеме (рис 8.) описана в разделе «Указание по эксплуатации».
Рис. 7 Разрез гидропривода по цилиндру поршневого насоса
Рис. 8 Разрез гидропривода по цилиндру подъема рукава.
Рис. 9 Разрез гидропривода по втулке регулирующего крана.