


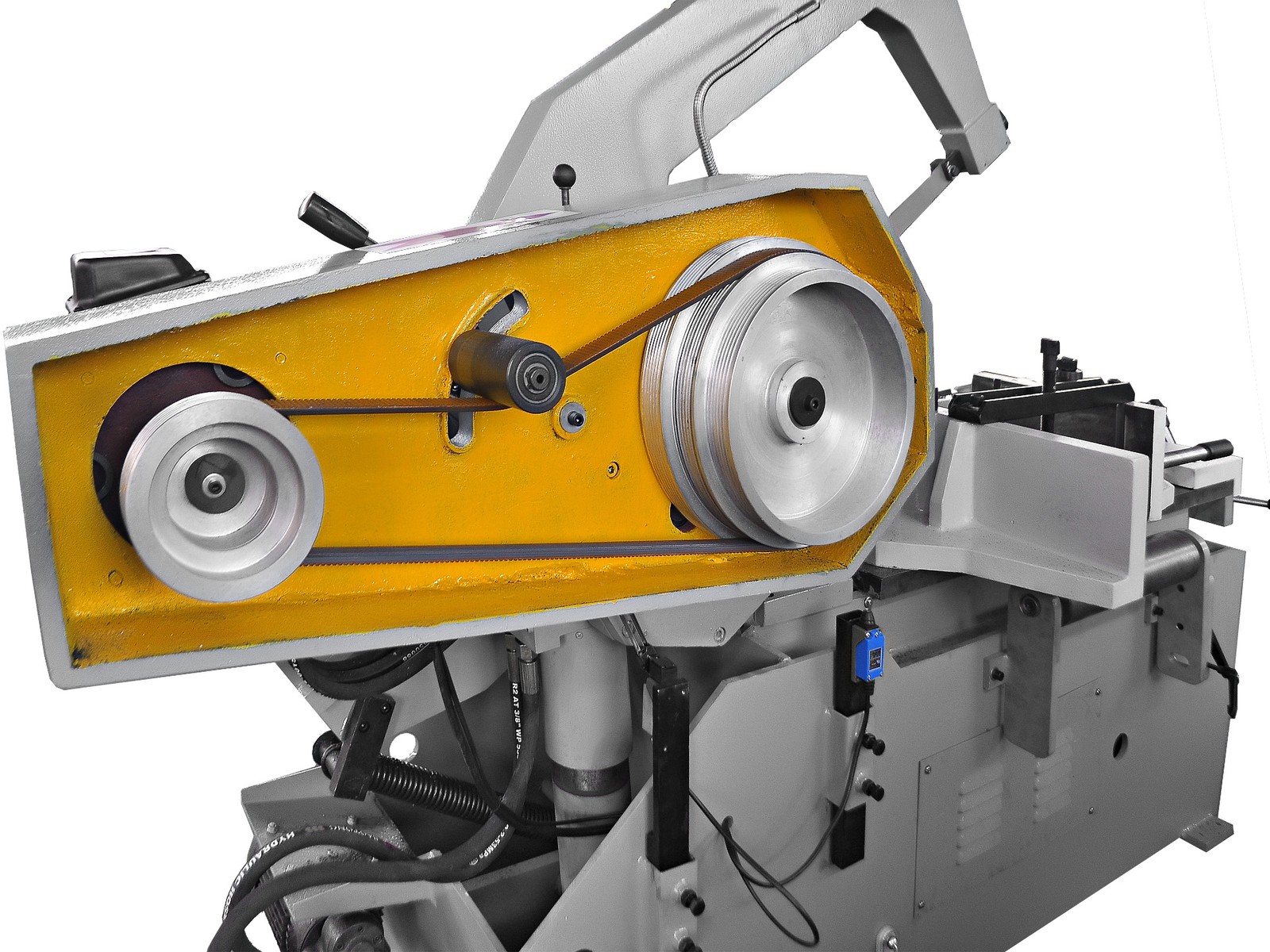







Станок ножовочный отрезной OVTO 8725AMK-320
Станок предназначен для отрезки круглого и профильного материала из стали, чугуна и цветных металлов машинным ножовочным полотном для металла. Разрезка производится в плоскости перпендикулярной к оси заготовки, а также под углом до 45°, при установке комбинированных тисков.
Широко применяется в металлообработке и других отраслях промышленности. Ножовочный станок может быть использован для резки материала по прямой линии, а также для выполнения закруглений и сложных контуров.
| Максимальный диаметр заготовки круглого сечения (90°), мм | 320 |
| Максимальный размер заготовки квадратного сечения (90°), мм | 290х290 |
| Размер ножовочного полотна, мм | 600х50х2,5 |
| Кол-во ходов в мин. | 30, 60, 80. |
| Мощность двигателя главного привода, кВт | 3,44 |
| Габариты (ДxШxВ), мм | 2450х1030х1630 |
| Масса, кг | 1130 |
Стандартная комплектация:
- Станок ножовочный в сборе
Документация:
- Руководство по эксплуатации
- Паспорт станка
Стандартная комплектация:
- Станок ножовочный в сборе
Документация:
- Руководство по эксплуатации
- Паспорт станка