






Пресс листогибочный гидравлический OVTO HPB-3230
Пресс предназначен для гибки листового металла и изготовления заготовок разной формы с помощью различных матриц. При использовании с соответствующим оборудованием станок также можно применять для листовой штамповки.
Области применения включают авиа-, автомобиле- и судостроение, производство бытовой электротехники и другие отрасли.
Станок позволяет достичь высокой производительности и превосходной точности в процессе гибки листового металла.
Гибка осуществляется с помощью верхней прижимной балки и нижних V-образных матриц, которые устанавливаются в зависимости от толщины и размера листа.
Встроенный гидравлический привод позволяет избежать серьезных сбоев при превышении нагрузки в результате изменения толщины листа или нижней V-образной матрицы во время работы. Станок прост в эксплуатации, обеспечивает бесперебойную работу и низкий уровень механического шума, а также поддерживает одинаковое номинальное давление во время всего процесса гибки.
| Номинальное усилие пресса, кН | 3000 |
| Ширина стола, мм | 3200 |
| Расстояние между стойками в свету, мм | 2600 |
| Глубина зева, мм | 350 |
| Ход пуансона, мм | 250 |
| Открытая высота, мм | 560 |
| Мощность главного двигателя, кВт | 22 |
| Габариты (ДxШxВ), мм | 3360x2080x3050 |
| Масса, кг | 16300 |
Стандартная комплектация:
- Пресс листогибочный в сборе - 1
- Педаль выносная - 1
Документация:
- Руководство по эксплуатации - 1
- Технический паспорт - 1
- Декларация о соответствии ТР ТС - 1
Стандартная комплектация:
- Пресс листогибочный в сборе - 1
- Педаль выносная - 1
Документация:
- Руководство по эксплуатации - 1
- Технический паспорт - 1
- Декларация о соответствии ТР ТС - 1
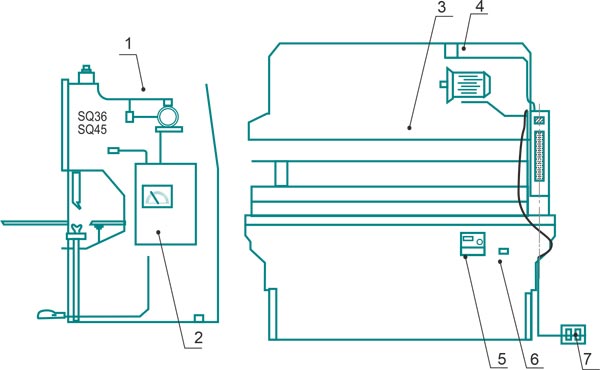
СОСТАВ ПРЕССА
Перечень основных составных частей пресса
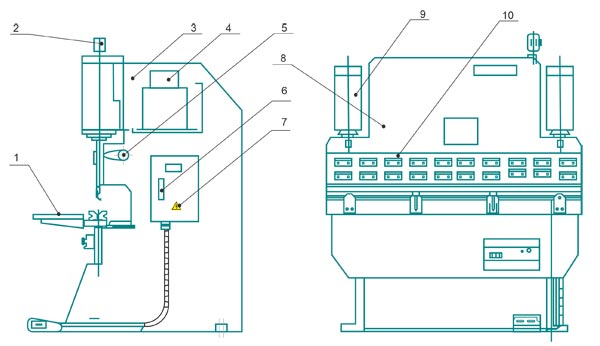
1 – передний упор;
2 – автоматический упор;
3 – корпус;
4 – гидравлическая система;
5 – синхронизатор;
6 – вводной выключатель;
7 – электрошкаф;
8 – прижимная балка;
9 – масляный цилиндр;
10 – штамп
Станина
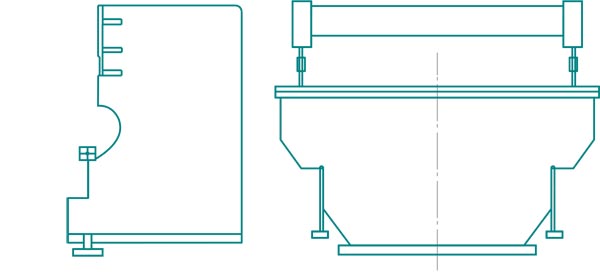
Включает правую и левую стенки, рабочий стол, распорки, а также сварную стальную станину.
Сварная стальная конструкция обеспечивает надлежащую прочность и жесткость.
Прижимная балка
Полностью из стали, соединяется со штоком поршня.
С обоих концов станка на балку установлены масляные цилиндры, которые непосредственно приводят ее в действие.
Регулировка хода балки
Регулировка хода балки осуществляется за счет регулировки хода поршня цилиндра. Вставьте ходовой винт и специальную гайку с трапецеидальной резьбой в оба масляных цилиндра, измените положение, чтобы изменить интервал штока поршня. Используйте ручку регулировки нагрузки в электрокоробке для вращения электродвигателя цилиндра вперед и в обратном направлении.
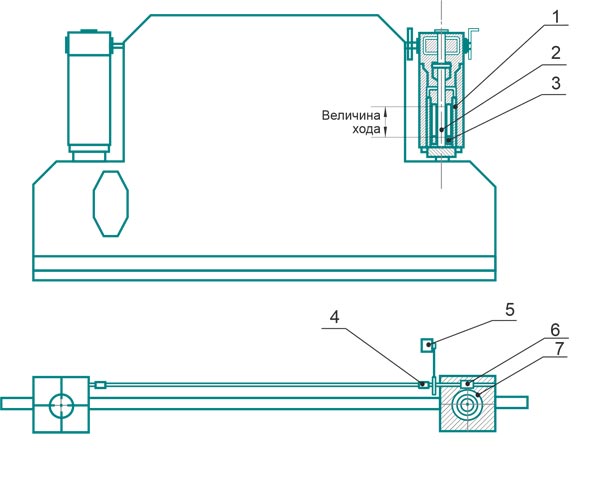
1 – шток поршня
2 – направляющая
3 – гайка
4 – соединитель
5 – электрическая регулировка станка
6 – червячный механизм
7 – червячная шестерня
Система синхронизации
Система синхронизации пресса состоит из главного подшипника, стержня маятника и подшипника скольжения. Она позволяет избежать необходимости постоянной регулировки и гарантирует высокую точность кривизны загиба.
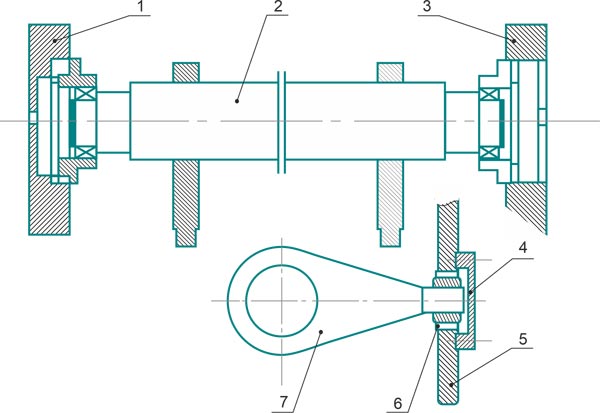
1 – левая стойка
2 – ось синхронизации
3 – правая стойка
4 – крышка подшипника
5 – направляющая плита
6 – подшипник скольжения
7 – стержень маятника
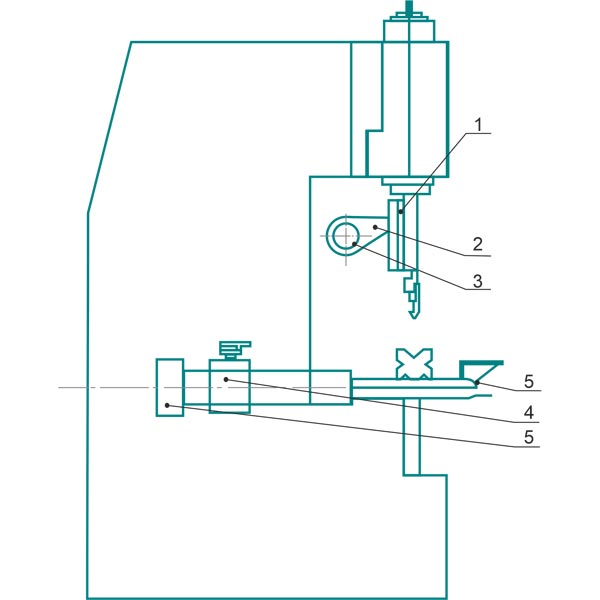
Передний упор
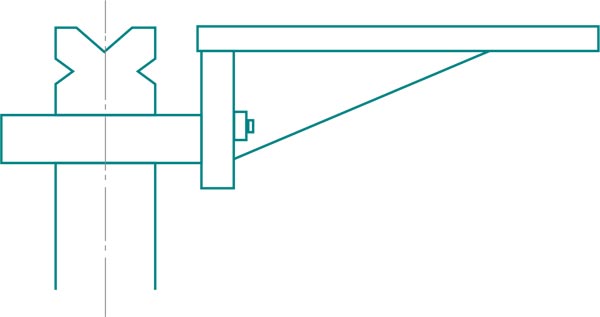
Задний упор
Станок оснащен электрически управляемым задним упором.
Нажатие кнопки на рабочем столе приводит челночный механизм в действие, расстояние перемещения можно посмотреть по индикатору. Положение упора можно изменять с помощью маховика. Кронштейн упора может перемещаться вверх и вниз. Для этого необходимо ослабить болт гайки качения шарико-винтовой передачи и верхней крепежной гайки, чтобы иметь возможность проворачивать гайку. Движение ходового винта вверх и вниз перемещает задний упор вниз-вверх. После регулировки затяните болты.
Матрицы
Верхняя матрица устанавливается на подвижной стойке в зависимости от прижимной пластины для ее крепления. В зависимости от заготовки можно устанавливать верхнюю матрицу разной длины, чтобы получить нужную ширину. По заказу пользователя возможна поставка гибочных уплотнительных компонентов для придания формы.
Нижняя матрица устанавливается на рабочем столе с помощью регулировочного болта. Используйте рукоятки для перемещения опорного блока вместе с нижней матрицей в направлении центра верхней матрицы.
Распорки для подъема нижней матрицы могут висеть на болте нижней матрицы или лежать в ящике для инструментов.
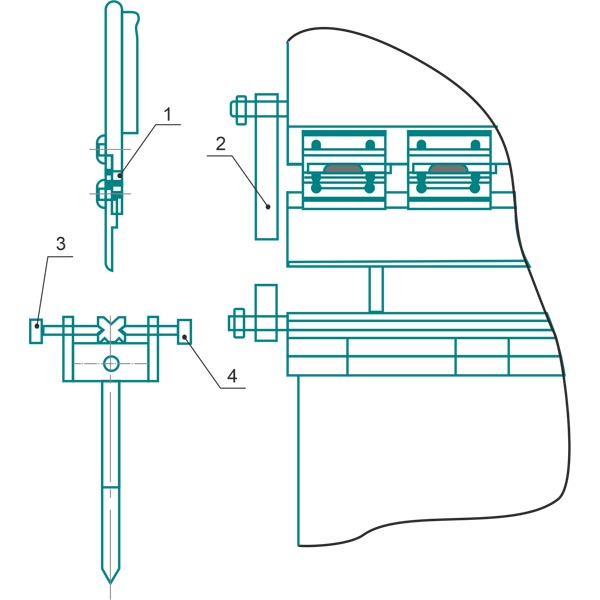
1 – регулировка подвижной стойки
2 – планка смены матрицы
3 – передний фиксатор матрицы
4 – задний фиксатор матрицы
Электрооборудование
1 – электродвигатель автоматического упора
2 – электрическая коробка
3 – электродвигатель масляного насоса
4 – гидравлический клапан
5 – кнопка заднего упора, индикатор микропроворота
6 – электродвигатель заднего упора
7 – ножной переключатель
Гидросистема
Гидросистема включает в себя:
1 - Маслобак
2 - Сетчатый масляный фильтр
3 - Аксиально-поршневой насос
4 - Электродвигатель
5 - Перепускные клапаны
6 - Электромагнитные клапаны
7 - Дроссельный клапан
8 - Переключатель манометра
9 - Манометр
10- Гидравлические одноходовые клапаны
11- Детали сердечника клапана
12- Масляный цилиндр
Аксиально-поршневой насос обеспечивает действие системы. Трехходовой электромагнитный направляющий клапан обеспечивает давление подачи масла благодаря постоянной мощности и давлению подачи масла в систему. Трехходовой электромагнитный направленный клапан изменяет направление основного потока масла, электромагнитный дроссель изменяет рабочую скорость, электромагнитный направляющий клапан специально переключает гидравлический одноходовой клапан.
Масло должно быть чистым. При снижении качества масла или точности работы необходимо заменить масляный фильтр и очистить маслопровод.
Манометр показывает давление только во время работы, он не показывает давление в обратной линии.
КАРТА СМАЗКИ
1 - Направляющий рельс (левый, правый)
2 - Соединительная тяга (левая, правая)
3 - Соединительная тяга (левая, правая)
4 - Основание с направляющей (левая, правая)
5 - Втулка (левая, правая)
ПОРЯДОК УСТАНОВКИ
Транспортирование
Центр тяжести станка расположен очень высоко, а вес передней и задней частей отличается.
Поэтому во время перемещения с помощью крана, транспортировки и установки, необходимо следить за положением центра тяжести, чтобы предотвратить опрокидывание.
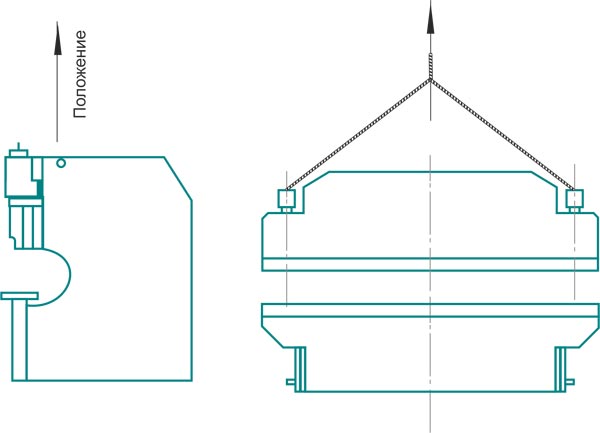
Для перемещения с помощью крана рекомендуется использовать поперечную балку, чтобы не нарушить точность станка.
Монтаж
Установленный на фундамент станок крепится фундаментным болтом, после чего выполняется заливка цементным раствором. После полного отверждения цемента выполните корректировку уровня.
Рабочий стол станка (правя и левая колонны) принимается за ориентир для определения уровня. Вертикальное и горизонтальное направления составляют 1000:0,3 мм.
НАЛАДКА И РЕГУЛИРОВКА
Перед регулировкой добавьте консистентную смазку в точки смазки, а также добавьте гидравлическую жидкость ИГП30. (Первый замена ее проводится через 1 месяц работы, а далее – в зависимости от рабочей ситуации. Минимальная температура масла должна быть не ниже 10°С).
Во время первой регулировки проверьте движение станка сначала в режимах толчкового перемещения, единичного цикла и непрерывного цикла, а затем проверьте ход, задний упор и электромагнитный перепускной клапан. Если все перемещения станка в норме, перейдите к следующему:
1 - Узнайте нагрузку при гибке и размер нижней матрицы.
2 - Проверьте центрирование верхней и нижней матриц.
3 - Проверьте ход.
4 - Проверьте положение переднего и заднего упоров.
5 - Проверьте положение верхнего и нижнего упоров.
6 - Проверьте перемещение в режимах толчкового перемещения, единичного цикла и непрерывного цикла.
7 - Установите заготовку в центре рабочего стола.
8 - Повторно отрегулируйте ход подвижной стойки. Проверьте состояние хрупких деталей.
9 - Проверьте компоненты уплотнения и замените их в случае обнаружения утечки. После капитального ремонта станок должен соответствовать заводскому стандарту.
Регулировка величины хода
Из-за разницы в толщине стола и размера нижней матрицы необходимо отрегулировать величину хода в соответствии с потребностями. Нажмите кнопку перемещения стола вверх/вниз, приводя в действие небольшой электродвигатель, для контроля радиуса поворота поршня и, соответственно, хода. Значения можно посмотреть на индикаторе, установленном на подвижной стойке. Внимание: чтобы измененные параметры вступили в силу, подвижная стойка должна нажать на переключатель хода.
Регулировка верхнего предела подвижной стойки
При подъеме подвижная стойка, столкнувшись с блоком I и дойдя до концевого выключателя, останавливается в требуемом положении, что позволяет уменьшить расстояние холостого хода и повысить эффективность производства. Это также применимо при выполнении последовательности в режиме непрерывного цикла.
Регулировка холостого хода подвижной стойки
Когда подвижная стойка сталкивается с блоком II и касается концевого выключателя, движение стойки замедляется
Регулировка зазора между верхней и нижней матрицами
Данная процедура выполняется для регулировки зазора, который наблюдается при закрытии верхней прижимной балки и нижней V-образной матрицы. После регулировки зазора необходимо также проверить высоту подъема подвижной стойки.
Регулировка угла гибки заготовки
При работе неизбежно появляется отклонение подвижной стойки и рабочего стола, вплоть до того, что угол по середине соединения может превышать длину сторон заготовки. В таком случае необходимо опустить подвижную стойку так, чтобы верхняя матрица касалась нижней матрицы, и слегка ослабить болт толкателя верхней подвижной стойки (верхняя матрица не спадет). Затем слегка ударьте пластину с гальванопокрытием, чтобы поднять центр, прочно закрепите прижимную пластину и выровняйте угол.
Регулировка давления станка
См. справочную таблицу или рассчитайте давление для гибочного листа, затем отрегулируйте маховик регулировочного клапана давления так, чтобы давление превышало массу гибочного листа. Это может снизить нагрузку на станок.
Регулировка параллельности между нижней стороной подвижной стойки и основанием рабочего стола
По истечении определенного периода времени использования, в случае отклонения углов с обеих сторон, сдвиньте соединительный элемент или поверните червячную шестерню, чтобы расстояние между винтом и гайкой оставалось параллельным нижней стороне подвижной стойки и основанию рабочего стола.
(При отгрузке с завода станок настраивается, однако при необходимости настройки можно изменить).
ПОРЯДОК РАБОТЫ
1. Подсоедините трехфазный источник питания к клемме провода в электрической коробке, установите переключатель SA3 на панели управления в положение «0». Отключив питание станка, замкните переключатель источника питания электрической коробки, а затем закройте коробку.
2. На панели управления включите на некоторое время электродвигатель насоса, чтобы проверить его работу. Измените положение фазного провода питания. Но при этом не меняйте внутреннее соединение.
3. Через несколько минут работы электродвигателя насоса установите реле давления с выдержкой по времени КТ48 в минимальное положение. Поверните переключатель SA3 в положение толчкового перемещения, затем нажмите на педаль «вниз». Подвижная стойка начнет быстрое перемещение. Когда она немного опустится вниз, реле с выдержкой по времени остановит перемещение; после этого необходимо отпустить педаль и нажать снова, чтобы подвижная стойка продолжила опускаться. Реле KT48 регулирует длительность удерживания давления. Нажмите на педаль «вверх», и подвижная стойка остановится точно посередине.
4. После выполнения описанных действий поверните переключатель SA3 в положение единичного цикла, затем нажмите педаль «вниз» – подвижная стока опустится и будет удерживать давление. По истечении времени удерживания давления происходит автоматический сброс гидравлического давления. Реле КТ48 регулирует длительность удерживания давления. Отпустите педаль, и подвижная стойка вернется в положение выше конечной точки. Поверните переключатель SA3 в положение непрерывного цикла. Нажмите педаль «вниз», чтобы переместить подвижную стойку вниз. Нажмите педаль «вверх», чтобы подвижная стойка остановилась выше конечной точки.
СОСТАВ ПРЕССА
Перечень основных составных частей пресса
1 – передний упор;
2 – автоматический упор;
3 – корпус;
4 – гидравлическая система;
5 – синхронизатор;
6 – вводной выключатель;
7 – электрошкаф;
8 – прижимная балка;
9 – масляный цилиндр;
10 – штамп
Станина
Включает правую и левую стенки, рабочий стол, распорки, а также сварную стальную станину.
Сварная стальная конструкция обеспечивает надлежащую прочность и жесткость.
Прижимная балка
Полностью из стали, соединяется со штоком поршня.
С обоих концов станка на балку установлены масляные цилиндры, которые непосредственно приводят ее в действие.
Регулировка хода балки
Регулировка хода балки осуществляется за счет регулировки хода поршня цилиндра. Вставьте ходовой винт и специальную гайку с трапецеидальной резьбой в оба масляных цилиндра, измените положение, чтобы изменить интервал штока поршня. Используйте ручку регулировки нагрузки в электрокоробке для вращения электродвигателя цилиндра вперед и в обратном направлении.
1 – шток поршня
2 – направляющая
3 – гайка
4 – соединитель
5 – электрическая регулировка станка
6 – червячный механизм
7 – червячная шестерня
Система синхронизации
Система синхронизации пресса состоит из главного подшипника, стержня маятника и подшипника скольжения. Она позволяет избежать необходимости постоянной регулировки и гарантирует высокую точность кривизны загиба.
1 – левая стойка
2 – ось синхронизации
3 – правая стойка
4 – крышка подшипника
5 – направляющая плита
6 – подшипник скольжения
7 – стержень маятника
Передний упор
Задний упор
Станок оснащен электрически управляемым задним упором.
Нажатие кнопки на рабочем столе приводит челночный механизм в действие, расстояние перемещения можно посмотреть по индикатору. Положение упора можно изменять с помощью маховика. Кронштейн упора может перемещаться вверх и вниз. Для этого необходимо ослабить болт гайки качения шарико-винтовой передачи и верхней крепежной гайки, чтобы иметь возможность проворачивать гайку. Движение ходового винта вверх и вниз перемещает задний упор вниз-вверх. После регулировки затяните болты.
Матрицы
Верхняя матрица устанавливается на подвижной стойке в зависимости от прижимной пластины для ее крепления. В зависимости от заготовки можно устанавливать верхнюю матрицу разной длины, чтобы получить нужную ширину. По заказу пользователя возможна поставка гибочных уплотнительных компонентов для придания формы.
Нижняя матрица устанавливается на рабочем столе с помощью регулировочного болта. Используйте рукоятки для перемещения опорного блока вместе с нижней матрицей в направлении центра верхней матрицы.
Распорки для подъема нижней матрицы могут висеть на болте нижней матрицы или лежать в ящике для инструментов.
1 – регулировка подвижной стойки
2 – планка смены матрицы
3 – передний фиксатор матрицы
4 – задний фиксатор матрицы
Электрооборудование
1 – электродвигатель автоматического упора
2 – электрическая коробка
3 – электродвигатель масляного насоса
4 – гидравлический клапан
5 – кнопка заднего упора, индикатор микропроворота
6 – электродвигатель заднего упора
7 – ножной переключатель
Гидросистема
Гидросистема включает в себя:
1 - Маслобак
2 - Сетчатый масляный фильтр
3 - Аксиально-поршневой насос
4 - Электродвигатель
5 - Перепускные клапаны
6 - Электромагнитные клапаны
7 - Дроссельный клапан
8 - Переключатель манометра
9 - Манометр
10- Гидравлические одноходовые клапаны
11- Детали сердечника клапана
12- Масляный цилиндр
Аксиально-поршневой насос обеспечивает действие системы. Трехходовой электромагнитный направляющий клапан обеспечивает давление подачи масла благодаря постоянной мощности и давлению подачи масла в систему. Трехходовой электромагнитный направленный клапан изменяет направление основного потока масла, электромагнитный дроссель изменяет рабочую скорость, электромагнитный направляющий клапан специально переключает гидравлический одноходовой клапан.
Масло должно быть чистым. При снижении качества масла или точности работы необходимо заменить масляный фильтр и очистить маслопровод.
Манометр показывает давление только во время работы, он не показывает давление в обратной линии.
КАРТА СМАЗКИ
1 - Направляющий рельс (левый, правый)
2 - Соединительная тяга (левая, правая)
3 - Соединительная тяга (левая, правая)
4 - Основание с направляющей (левая, правая)
5 - Втулка (левая, правая)
ПОРЯДОК УСТАНОВКИ
Транспортирование
Центр тяжести станка расположен очень высоко, а вес передней и задней частей отличается.
Поэтому во время перемещения с помощью крана, транспортировки и установки, необходимо следить за положением центра тяжести, чтобы предотвратить опрокидывание.
Для перемещения с помощью крана рекомендуется использовать поперечную балку, чтобы не нарушить точность станка.
Монтаж
Установленный на фундамент станок крепится фундаментным болтом, после чего выполняется заливка цементным раствором. После полного отверждения цемента выполните корректировку уровня.
Рабочий стол станка (правя и левая колонны) принимается за ориентир для определения уровня. Вертикальное и горизонтальное направления составляют 1000:0,3 мм.
НАЛАДКА И РЕГУЛИРОВКА
Перед регулировкой добавьте консистентную смазку в точки смазки, а также добавьте гидравлическую жидкость ИГП30. (Первый замена ее проводится через 1 месяц работы, а далее – в зависимости от рабочей ситуации. Минимальная температура масла должна быть не ниже 10°С).
Во время первой регулировки проверьте движение станка сначала в режимах толчкового перемещения, единичного цикла и непрерывного цикла, а затем проверьте ход, задний упор и электромагнитный перепускной клапан. Если все перемещения станка в норме, перейдите к следующему:
1 - Узнайте нагрузку при гибке и размер нижней матрицы.
2 - Проверьте центрирование верхней и нижней матриц.
3 - Проверьте ход.
4 - Проверьте положение переднего и заднего упоров.
5 - Проверьте положение верхнего и нижнего упоров.
6 - Проверьте перемещение в режимах толчкового перемещения, единичного цикла и непрерывного цикла.
7 - Установите заготовку в центре рабочего стола.
8 - Повторно отрегулируйте ход подвижной стойки. Проверьте состояние хрупких деталей.
9 - Проверьте компоненты уплотнения и замените их в случае обнаружения утечки. После капитального ремонта станок должен соответствовать заводскому стандарту.
Регулировка величины хода
Из-за разницы в толщине стола и размера нижней матрицы необходимо отрегулировать величину хода в соответствии с потребностями. Нажмите кнопку перемещения стола вверх/вниз, приводя в действие небольшой электродвигатель, для контроля радиуса поворота поршня и, соответственно, хода. Значения можно посмотреть на индикаторе, установленном на подвижной стойке. Внимание: чтобы измененные параметры вступили в силу, подвижная стойка должна нажать на переключатель хода.
Регулировка верхнего предела подвижной стойки
При подъеме подвижная стойка, столкнувшись с блоком I и дойдя до концевого выключателя, останавливается в требуемом положении, что позволяет уменьшить расстояние холостого хода и повысить эффективность производства. Это также применимо при выполнении последовательности в режиме непрерывного цикла.
Регулировка холостого хода подвижной стойки
Когда подвижная стойка сталкивается с блоком II и касается концевого выключателя, движение стойки замедляется
Регулировка зазора между верхней и нижней матрицами
Данная процедура выполняется для регулировки зазора, который наблюдается при закрытии верхней прижимной балки и нижней V-образной матрицы. После регулировки зазора необходимо также проверить высоту подъема подвижной стойки.
Регулировка угла гибки заготовки
При работе неизбежно появляется отклонение подвижной стойки и рабочего стола, вплоть до того, что угол по середине соединения может превышать длину сторон заготовки. В таком случае необходимо опустить подвижную стойку так, чтобы верхняя матрица касалась нижней матрицы, и слегка ослабить болт толкателя верхней подвижной стойки (верхняя матрица не спадет). Затем слегка ударьте пластину с гальванопокрытием, чтобы поднять центр, прочно закрепите прижимную пластину и выровняйте угол.
Регулировка давления станка
См. справочную таблицу или рассчитайте давление для гибочного листа, затем отрегулируйте маховик регулировочного клапана давления так, чтобы давление превышало массу гибочного листа. Это может снизить нагрузку на станок.
Регулировка параллельности между нижней стороной подвижной стойки и основанием рабочего стола
По истечении определенного периода времени использования, в случае отклонения углов с обеих сторон, сдвиньте соединительный элемент или поверните червячную шестерню, чтобы расстояние между винтом и гайкой оставалось параллельным нижней стороне подвижной стойки и основанию рабочего стола.
(При отгрузке с завода станок настраивается, однако при необходимости настройки можно изменить).
ПОРЯДОК РАБОТЫ
1. Подсоедините трехфазный источник питания к клемме провода в электрической коробке, установите переключатель SA3 на панели управления в положение «0». Отключив питание станка, замкните переключатель источника питания электрической коробки, а затем закройте коробку.
2. На панели управления включите на некоторое время электродвигатель насоса, чтобы проверить его работу. Измените положение фазного провода питания. Но при этом не меняйте внутреннее соединение.
3. Через несколько минут работы электродвигателя насоса установите реле давления с выдержкой по времени КТ48 в минимальное положение. Поверните переключатель SA3 в положение толчкового перемещения, затем нажмите на педаль «вниз». Подвижная стойка начнет быстрое перемещение. Когда она немного опустится вниз, реле с выдержкой по времени остановит перемещение; после этого необходимо отпустить педаль и нажать снова, чтобы подвижная стойка продолжила опускаться. Реле KT48 регулирует длительность удерживания давления. Нажмите на педаль «вверх», и подвижная стойка остановится точно посередине.
4. После выполнения описанных действий поверните переключатель SA3 в положение единичного цикла, затем нажмите педаль «вниз» – подвижная стока опустится и будет удерживать давление. По истечении времени удерживания давления происходит автоматический сброс гидравлического давления. Реле КТ48 регулирует длительность удерживания давления. Отпустите педаль, и подвижная стойка вернется в положение выше конечной точки. Поверните переключатель SA3 в положение непрерывного цикла. Нажмите педаль «вниз», чтобы переместить подвижную стойку вниз. Нажмите педаль «вверх», чтобы подвижная стойка остановилась выше конечной точки.