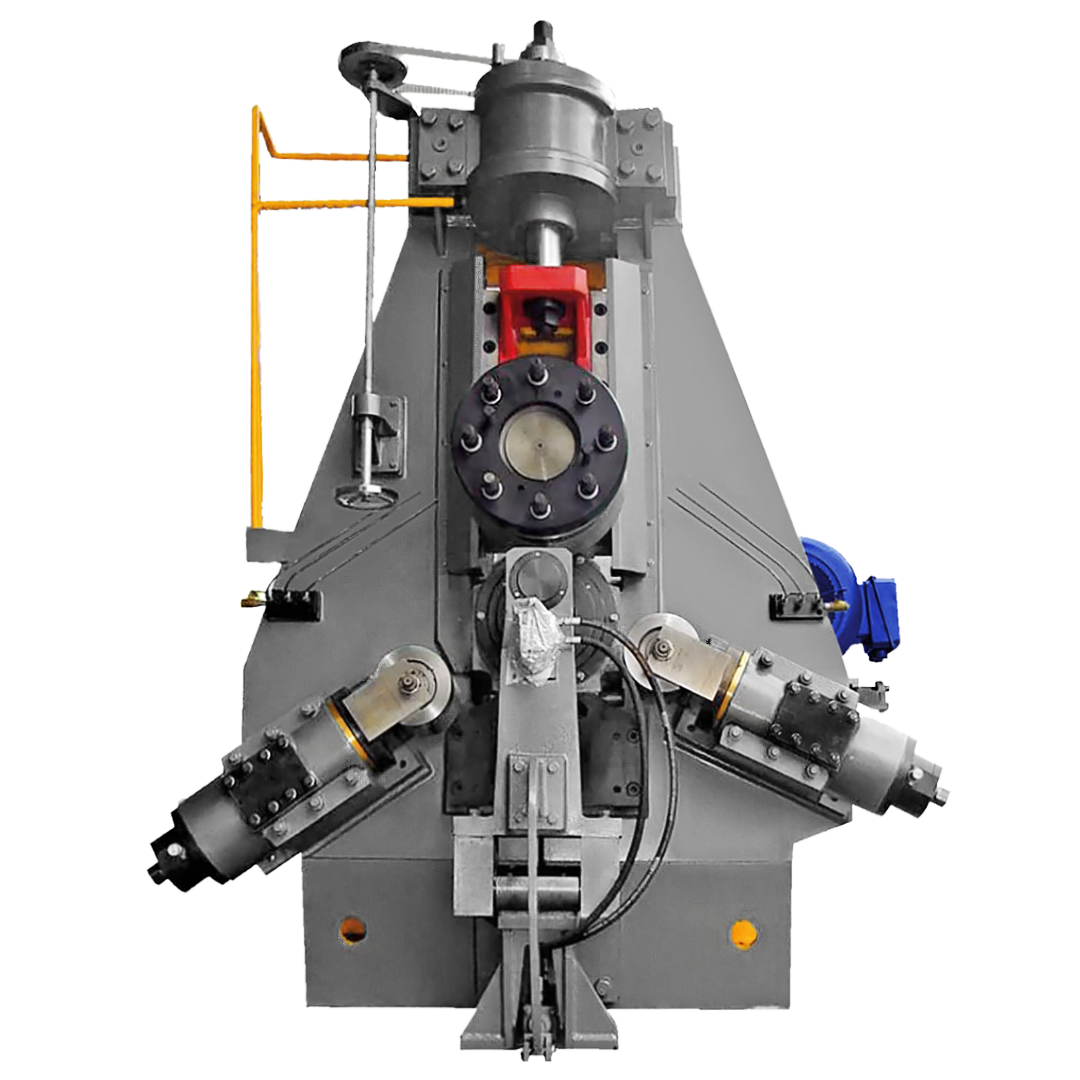
Молот ковочный OVTO гидравлический двухстоечный FHG-2A320 арочного типа
Гидравлический ковочно-штамповочный молот арочного типа предназначен для свободной ковки и оснащен полногидравлическим приводом, обеспечивающим надежность и точность работы.
Особенности:
- Полностью гидравлический привод – удар и возврат бабы выполняются с помощью гидравлического масла, что устраняет необходимость в дополнительном источнике газа.
- Быстрый запуск – молот готов к работе сразу после включения электричества, без длительной подготовки.
Преимущества перед паровоздушными молотами:
- Высокая энергия удара для эффективной ковки.
- Гибкое управление с возможностью точной регулировки.
- Возможность остановки бабы в любом положении для контроля процесса.
Гидравлический ковочно-штамповочный молот свободной ковки — это современное решение для производств, требующих высокой точности, надежности и удобства эксплуатации.
| Энергия удара, кДж | 320 |
| Масса падающих частей, кг | 11000 |
| Число ударов бойка в минуту | 50 |
| Максимальный ход бабы, мм | 2200 |
| Диаметр главного цилиндра, мм | 250 |
| Рабочее пространство, мм | 4750x2370 |
| Высота наковальни, мм | 900 |
| Масса наковальни, кг | 150000 |
| Количество двигателей, шт | 8 |
| Мощность главного двигателя, кВт | 55 |
СОСТАВ МОЛОТА
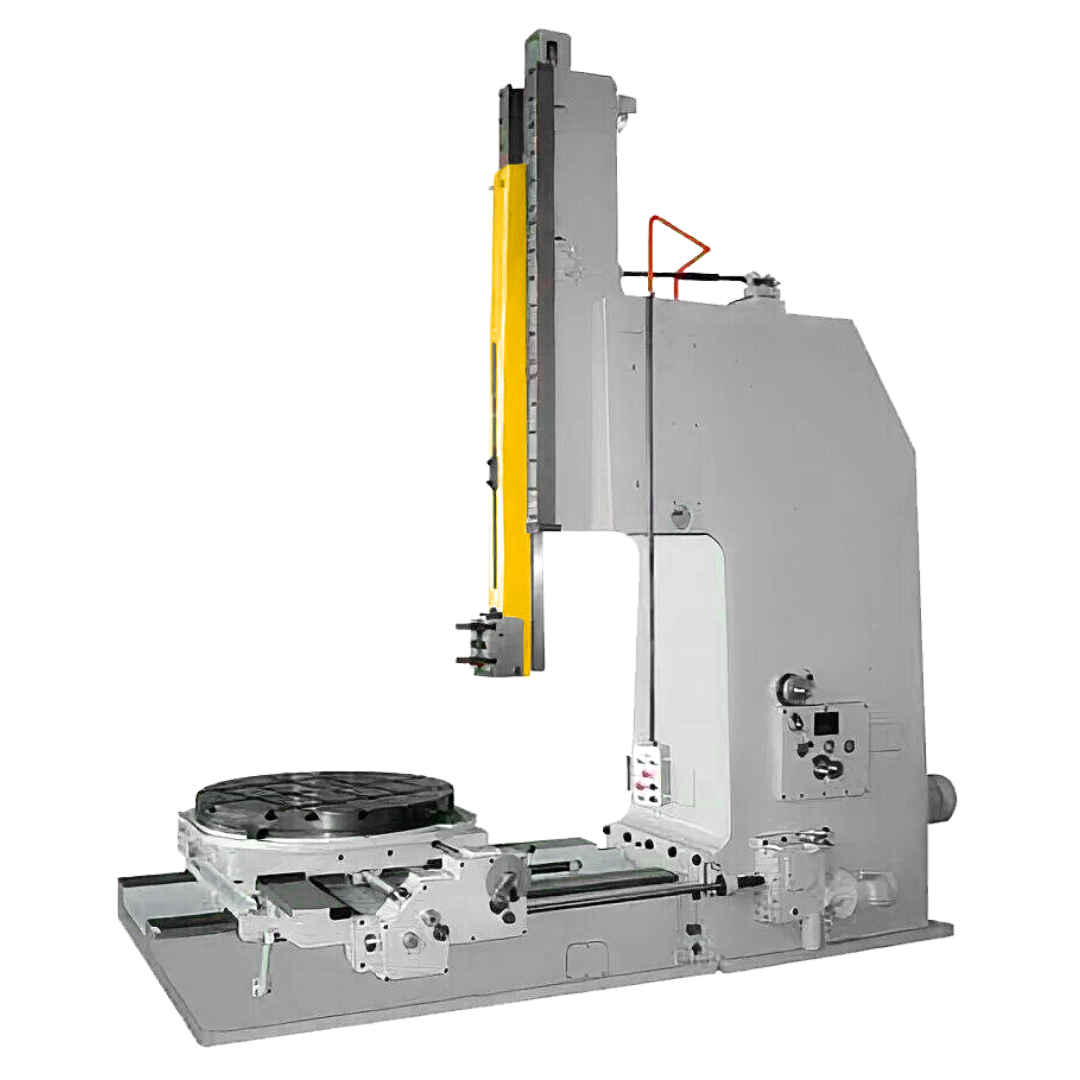
Конструктивно молот серии FHG-2A представляет собой мощную машину, основой которой служит жесткая двухстоечная станина арочного типа, обеспечивающая максимальную устойчивость, точное направление движения бабы и свободный доступ к рабочей зоне с трех сторон.
Станина
Станина молота FHG-2A является его несущей основой, воспринимающей все рабочие нагрузки. Она представляет собой массивную сварно-литую конструкцию арочного типа, состоящую из двух вертикальных стоек, соединенных в верхней части поперечиной и установленных на общее основание. Стойки станины жестко связаны с шаботом. Внутренние направляющие поверхности стоек выполнены с высокой точностью обработки для обеспечения прямолинейного движения бабы. Конструкция станины рассчитана на многократные знакопеременные нагрузки и обладает значительным запасом прочности и жесткости.
Баба
Баба – это подвижный узел, непосредственно передающий усилие на обрабатываемую заготовку. Она представляет собой массивную стальную отливку или сварную конструкцию, перемещающуюся по направляющим станины. В нижней части бабы крепится верхний боек или штамп. Привод бабы осуществляется от главного рабочего цилиндра, шток которого жестко соединен с ее верхней частью. Для предотвращения проворачивания баба снабжена направляющими планками, регулируемыми для компенсации износа. Внутри бабы могут быть выполнены каналы для установки нагревательных элементов для подогрева инструмента в зимнее время.
Гидравлическая система
Гидравлическая система является силовым сердцем молота. Она включает в себя: гидравлический бак с фильтрами и теплообменником, насосные агрегаты (основной и вспомогательные, часто аксиально-поршневые с регулируемой производительностью), распределительную аппаратуру (золотниковые или сервоклапаны высокого давления), гидроаккумуляторы для сглаживания пульсаций и обеспечения пиковых расходов, трубопроводы высокого и низкого давления, а также систему охлаждения и фильтрации рабочей жидкости. Управление потоками жидкости для подъема и опускания бабы осуществляется с помощью высокоточных сервоклапанов по сигналу от системы управления.
Привод
Привод молота FHG-2A представляет собой электрогидравлическую систему. Электродвигатель приводит во вращение гидравлический насос. Насос создает поток рабочей жидкости под высоким давлением, который направляется через систему управления в полость главного рабочего цилиндра. В зависимости от конструкции, привод может быть насосным (прямое действие) или насосно-аккумуляторным, где аккумулятор накапливает энергию для быстрого хода бабы. Преимуществом привода с регулируемыми насосами является высокий КПД и снижение нагрева жидкости.
Шабот
Шабот – это фундаментная часть молота, представляющая собой массивную чугунную или железобетонную конструкцию, заглубленную в фундамент. Его основная функция – поглощение энергии удара и вибраций, передача их на грунт, а также служить основанием для установки станины. На верхней плоскости шабота монтируется нижний боек. Масса шабота превышает массу падающих частей, что обеспечивает устойчивость молота и минимизирует вибрации, передаваемые на цеховые конструкции. Шабот через специальные демпфирующие прокладки соединяется с станиной мощными тягами.
Cистема управления
Система управления построена на базе программируемого логического контроллера (ПЛК) и имеет интерфейс оператора (пульт управления с сенсорной панелью). ПЛК получает сигналы от датчиков положения бабы, датчиков давления в системе и команд оператора. На основе этих данных ПЛК формирует управляющие сигналы для сервоклапанов, точно регулируя скорость и положение бабы. Система обеспечивает режимы работы: наладка (ручное управление), одиночные ходы и автоматический цикл. Имеется защита от перегрузок и аварийных ситуаций.
КИНЕМАТИЧЕСКАЯ СХЕМА
Электродвигатель передает вращающий момент на вал гидравлического насоса. Насос забирает рабочую жидкость из бака и нагнетает ее под высоким давлением в напорную магистраль. Далее жидкость поступает в распределительную аппаратуру (главный золотник или сервоклапан). По команде с пульта управления клапан направляет поток жидкости в поршневую полость главного рабочего цилиндра. Под давлением жидкости шток цилиндра, жестко связанный с бабой, совершает поступательное движение вниз, реализуя рабочий ход. При обратном ходе клапан перенаправляет поток в штоковую полость цилиндра (или соединяет поршневую полость со сливом), а баба поднимается под действием давления или за счет возвратного механизма (если предусмотрен). Движение бабы строго ограничено направляющими станины. Управление положением и скоростью осуществляется путем дозированной подачи жидкости через сервоклапан по сигналу от датчиков обратной связи.
ПРИНЦИП РАБОТЫ
При включении молота и выборе режима работы (например, "одиночный удар") оператор с помощью педали или кнопки на пульте инициирует рабочий цикл. Система управления дает команду сервоклапану на подачу рабочей жидкости в поршневую полость главного цилиндра. Давление жидкости воздействует на поршень, который через шток толкает бабу вниз с заданной скоростью. Баба разгоняется и с необходимым усилием воздействует на заготовку, деформируя ее. После достижения заданного усилия или положения система управления переключает клапан, и жидкость направляется на подъем бабы. Баба возвращается в верхнее положение, после чего цикл готов к повторению. В автоматическом режиме циклы повторяются заданное количество раз с установленной скоростью.
ПОДГОТОВКА К ПУСКУ
- Внешний осмотр: Перед началом смены проведите визуальный осмотр молота, проверьте отсутствие повреждений гидравлических шлангов, течей жидкости, состояние направляющих станины и бабы.
- Проверка инструмента: Убедитесь, что верхний и нижний бойки или штампы правильно установлены, надежно закреплены и не имеют трещин.
- Проверка уровня жидкости: Проверьте уровень рабочей жидкости в гидравлическом баке по указателю. При необходимости долейте жидкость до метки.
- Проверка смазки: Убедитесь в наличии смазки на направляющих станины и в других узлах трения согласно карте смазки.
- Проверка защитных ограждений: Убедитесь, что все защитные ограждения и кожухи на месте и надежно закреплены.
- Подключение: Включите главный рубильник питания на электрическом шкафу молота.
- Запуск гидравлики: На пульте управления нажмите кнопку "Включение насоса" или "Пуск гидросистемы". Электродвигатель привода должен запуститься плавно, без посторонних шумов.
- Прогрев системы: Дайте гидросистеме поработать вхолостую в течение 5-10 минут для прогрева жидкости до рабочей температуры (обычно 35-45°C). В холодное время года время прогрева увеличивается.
- Проверка хода бабы: В режиме наладки с помощью кнопок проверьте плавность хода бабы по всей длине, убедитесь в отсутствии заеданий.
- Проверка системы управления: Убедитесь в исправности аварийного остановки (кнопка "Стоп") и защитных блокировок.
- После успешного выполнения всех пунктов молот готов к работе.
ПОРЯДОК РАБОТЫ
- Нагретую заготовку в рабочую зону с помощью крана или манипулятора, обеспечив ее устойчивое положение.
- Выберите на пульте управления требуемый режим работы (одиночный удар, автоматика).
- Установите необходимые параметры (скорость, ход, усилие, если предусмотрено).
- Убедитесь, что в рабочей зоне нет посторонних предметов и персонала.
- Для выполнения рабочего хода нажмите педаль или кнопку управления. Следите за процессом деформации заготовки.
- Во время ковки периодически переворачивайте заготовку для обеспечения равномерной деформации.
- Запрещается работать на молоте с перекосом бабы или при наличии вибраций, не характерных для нормальной работы.
- Не допускайте ковки заготовок с температурой ниже температуры окончания ковки (например, ниже 800°C для стали), так как это приводит к повышенным нагрузкам на оборудование и браку поковки.
- После окончания ковки переведите бабу в верхнее положение.
- Извлеките поковку из рабочей зоны.
- По окончании работы переведите молот в режим остановки, следуя инструкции.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ТО-1 (ежесменное, выполняется оператором):
- Очистка молота от грязи, окалины и масла.
- Проверка уровня масла в гидробаке.
- Визуальная проверка герметичности гидросистемы.
- Смазка направляющих станины (при каждом запуске).
ТО-2 (ежемесячно или через 250-500 моточасов):
- Замена фильтров тонкой очистки гидравлической жидкости.
- Проверка и подтяжка резьбовых соединений (шатунов, крепления цилиндров).
- Проверка состояния рабочих жидкостей.
- Проверка и регулировка зазоров в направляющих бабы.
ТО-3 (ежегодно или через 2000-3000 моточасов):
- Полная замена рабочей жидкости в гидросистеме с промывкой.
- Контрольный замер параметров гидросистемы (давление, производительность насосов).
- Проверка состояния гидроцилиндров (износ уплотнений).
- Диагностика электрооборудования и системы управления.
- Проверка состояния фундаментных болтов и шабота.
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Баба не поднимается или поднимается медленно:
Низкий уровень жидкости в баке - Долить жидкость;
Засорение всасывающего фильтра - Прочистить или заменить фильтр;
Неисправность насоса - Проверить давление насоса;
Неправильная настройка или неисправность сервоклапана - Проверить настройки и работу клапана.
Баба опускается медленно или не развивает усилие:
Низкое давление в системе - Проверить и отрегулировать давление предохранительным клапаном;
Утечка жидкости в цилиндре (износ уплотнений) - Заменить уплотнения цилиндра;
Неисправность сервоклапана - Проверить клапан.
Повышенный шум и вибрация в гидросистеме:
Кавитация насоса (подсос воздуха) - Проверить герметичность всасывающей линии, долить жидкость;
Засорение фильтров - Заменить фильтры;
Износ подшипников насоса - Заменить насос или подшипники.
Перегрев гидравлической жидкости:
Недостаточная производительность системы охлаждения - Проверить работу охладителя;
Загрязнение теплообменника - Очистить его;
Внутренние утечки в системе - Проверить герметичность цилиндров и клапанов.
Нечеткое срабатывание управления или самопроизвольное движение бабы:
Неисправность датчиков положения - Проверить и откалибровать датчики;
Завоздушивание гидросистемы - Провести процедуру удаления воздуха из системы;
Ошибка в программе ПЛК - Перезагрузить ПЛК, проверить программу.
Увеличенный зазор в направляющих бабы:
Естественный износ направляющих планок - Отрегулировать зазор с помощью регулировочных прокладок или винтов согласно руководству.
МЕРЫ БЕЗОПАСНОСТИ
- К работе на молоте допускаются только обученные и аттестованные лица.
- Запрещается работать на неисправном молоте или при снятых защитных ограждениях.
- Перед каждым рабочим ходом убеждайтесь, что руки и другие части тела находятся вне рабочей зоны.
- Запрещается производить регулировки, ремонт или очистку молота во время его работы.
- При работе с манипулятором или краном соблюдайте координацию действий.
- Используйте средства индивидуальной защиты: термостойкие рукавицы, защитные очки, спецобувь.
- Не допускайте попадания влаги на электрооборудование.
- При возникновении нештатной ситуации немедленно нажмите кнопку аварийного останова.
- Запрещается оставлять работающий молот без присмотра.
СОСТАВ МОЛОТА
Конструктивно молот серии FHG-2A представляет собой мощную машину, основой которой служит жесткая двухстоечная станина арочного типа, обеспечивающая максимальную устойчивость, точное направление движения бабы и свободный доступ к рабочей зоне с трех сторон.
Станина
Станина молота FHG-2A является его несущей основой, воспринимающей все рабочие нагрузки. Она представляет собой массивную сварно-литую конструкцию арочного типа, состоящую из двух вертикальных стоек, соединенных в верхней части поперечиной и установленных на общее основание. Стойки станины жестко связаны с шаботом. Внутренние направляющие поверхности стоек выполнены с высокой точностью обработки для обеспечения прямолинейного движения бабы. Конструкция станины рассчитана на многократные знакопеременные нагрузки и обладает значительным запасом прочности и жесткости.
Баба
Баба – это подвижный узел, непосредственно передающий усилие на обрабатываемую заготовку. Она представляет собой массивную стальную отливку или сварную конструкцию, перемещающуюся по направляющим станины. В нижней части бабы крепится верхний боек или штамп. Привод бабы осуществляется от главного рабочего цилиндра, шток которого жестко соединен с ее верхней частью. Для предотвращения проворачивания баба снабжена направляющими планками, регулируемыми для компенсации износа. Внутри бабы могут быть выполнены каналы для установки нагревательных элементов для подогрева инструмента в зимнее время.
Гидравлическая система
Гидравлическая система является силовым сердцем молота. Она включает в себя: гидравлический бак с фильтрами и теплообменником, насосные агрегаты (основной и вспомогательные, часто аксиально-поршневые с регулируемой производительностью), распределительную аппаратуру (золотниковые или сервоклапаны высокого давления), гидроаккумуляторы для сглаживания пульсаций и обеспечения пиковых расходов, трубопроводы высокого и низкого давления, а также систему охлаждения и фильтрации рабочей жидкости. Управление потоками жидкости для подъема и опускания бабы осуществляется с помощью высокоточных сервоклапанов по сигналу от системы управления.
Привод
Привод молота FHG-2A представляет собой электрогидравлическую систему. Электродвигатель приводит во вращение гидравлический насос. Насос создает поток рабочей жидкости под высоким давлением, который направляется через систему управления в полость главного рабочего цилиндра. В зависимости от конструкции, привод может быть насосным (прямое действие) или насосно-аккумуляторным, где аккумулятор накапливает энергию для быстрого хода бабы. Преимуществом привода с регулируемыми насосами является высокий КПД и снижение нагрева жидкости.
Шабот
Шабот – это фундаментная часть молота, представляющая собой массивную чугунную или железобетонную конструкцию, заглубленную в фундамент. Его основная функция – поглощение энергии удара и вибраций, передача их на грунт, а также служить основанием для установки станины. На верхней плоскости шабота монтируется нижний боек. Масса шабота превышает массу падающих частей, что обеспечивает устойчивость молота и минимизирует вибрации, передаваемые на цеховые конструкции. Шабот через специальные демпфирующие прокладки соединяется с станиной мощными тягами.
Cистема управления
Система управления построена на базе программируемого логического контроллера (ПЛК) и имеет интерфейс оператора (пульт управления с сенсорной панелью). ПЛК получает сигналы от датчиков положения бабы, датчиков давления в системе и команд оператора. На основе этих данных ПЛК формирует управляющие сигналы для сервоклапанов, точно регулируя скорость и положение бабы. Система обеспечивает режимы работы: наладка (ручное управление), одиночные ходы и автоматический цикл. Имеется защита от перегрузок и аварийных ситуаций.
КИНЕМАТИЧЕСКАЯ СХЕМА
Электродвигатель передает вращающий момент на вал гидравлического насоса. Насос забирает рабочую жидкость из бака и нагнетает ее под высоким давлением в напорную магистраль. Далее жидкость поступает в распределительную аппаратуру (главный золотник или сервоклапан). По команде с пульта управления клапан направляет поток жидкости в поршневую полость главного рабочего цилиндра. Под давлением жидкости шток цилиндра, жестко связанный с бабой, совершает поступательное движение вниз, реализуя рабочий ход. При обратном ходе клапан перенаправляет поток в штоковую полость цилиндра (или соединяет поршневую полость со сливом), а баба поднимается под действием давления или за счет возвратного механизма (если предусмотрен). Движение бабы строго ограничено направляющими станины. Управление положением и скоростью осуществляется путем дозированной подачи жидкости через сервоклапан по сигналу от датчиков обратной связи.
ПРИНЦИП РАБОТЫ
При включении молота и выборе режима работы (например, "одиночный удар") оператор с помощью педали или кнопки на пульте инициирует рабочий цикл. Система управления дает команду сервоклапану на подачу рабочей жидкости в поршневую полость главного цилиндра. Давление жидкости воздействует на поршень, который через шток толкает бабу вниз с заданной скоростью. Баба разгоняется и с необходимым усилием воздействует на заготовку, деформируя ее. После достижения заданного усилия или положения система управления переключает клапан, и жидкость направляется на подъем бабы. Баба возвращается в верхнее положение, после чего цикл готов к повторению. В автоматическом режиме циклы повторяются заданное количество раз с установленной скоростью.
ПОДГОТОВКА К ПУСКУ
- Внешний осмотр: Перед началом смены проведите визуальный осмотр молота, проверьте отсутствие повреждений гидравлических шлангов, течей жидкости, состояние направляющих станины и бабы.
- Проверка инструмента: Убедитесь, что верхний и нижний бойки или штампы правильно установлены, надежно закреплены и не имеют трещин.
- Проверка уровня жидкости: Проверьте уровень рабочей жидкости в гидравлическом баке по указателю. При необходимости долейте жидкость до метки.
- Проверка смазки: Убедитесь в наличии смазки на направляющих станины и в других узлах трения согласно карте смазки.
- Проверка защитных ограждений: Убедитесь, что все защитные ограждения и кожухи на месте и надежно закреплены.
- Подключение: Включите главный рубильник питания на электрическом шкафу молота.
- Запуск гидравлики: На пульте управления нажмите кнопку "Включение насоса" или "Пуск гидросистемы". Электродвигатель привода должен запуститься плавно, без посторонних шумов.
- Прогрев системы: Дайте гидросистеме поработать вхолостую в течение 5-10 минут для прогрева жидкости до рабочей температуры (обычно 35-45°C). В холодное время года время прогрева увеличивается.
- Проверка хода бабы: В режиме наладки с помощью кнопок проверьте плавность хода бабы по всей длине, убедитесь в отсутствии заеданий.
- Проверка системы управления: Убедитесь в исправности аварийного остановки (кнопка "Стоп") и защитных блокировок.
- После успешного выполнения всех пунктов молот готов к работе.
ПОРЯДОК РАБОТЫ
- Нагретую заготовку в рабочую зону с помощью крана или манипулятора, обеспечив ее устойчивое положение.
- Выберите на пульте управления требуемый режим работы (одиночный удар, автоматика).
- Установите необходимые параметры (скорость, ход, усилие, если предусмотрено).
- Убедитесь, что в рабочей зоне нет посторонних предметов и персонала.
- Для выполнения рабочего хода нажмите педаль или кнопку управления. Следите за процессом деформации заготовки.
- Во время ковки периодически переворачивайте заготовку для обеспечения равномерной деформации.
- Запрещается работать на молоте с перекосом бабы или при наличии вибраций, не характерных для нормальной работы.
- Не допускайте ковки заготовок с температурой ниже температуры окончания ковки (например, ниже 800°C для стали), так как это приводит к повышенным нагрузкам на оборудование и браку поковки.
- После окончания ковки переведите бабу в верхнее положение.
- Извлеките поковку из рабочей зоны.
- По окончании работы переведите молот в режим остановки, следуя инструкции.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ТО-1 (ежесменное, выполняется оператором):
- Очистка молота от грязи, окалины и масла.
- Проверка уровня масла в гидробаке.
- Визуальная проверка герметичности гидросистемы.
- Смазка направляющих станины (при каждом запуске).
ТО-2 (ежемесячно или через 250-500 моточасов):
- Замена фильтров тонкой очистки гидравлической жидкости.
- Проверка и подтяжка резьбовых соединений (шатунов, крепления цилиндров).
- Проверка состояния рабочих жидкостей.
- Проверка и регулировка зазоров в направляющих бабы.
ТО-3 (ежегодно или через 2000-3000 моточасов):
- Полная замена рабочей жидкости в гидросистеме с промывкой.
- Контрольный замер параметров гидросистемы (давление, производительность насосов).
- Проверка состояния гидроцилиндров (износ уплотнений).
- Диагностика электрооборудования и системы управления.
- Проверка состояния фундаментных болтов и шабота.
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Баба не поднимается или поднимается медленно:
Низкий уровень жидкости в баке - Долить жидкость;
Засорение всасывающего фильтра - Прочистить или заменить фильтр;
Неисправность насоса - Проверить давление насоса;
Неправильная настройка или неисправность сервоклапана - Проверить настройки и работу клапана.
Баба опускается медленно или не развивает усилие:
Низкое давление в системе - Проверить и отрегулировать давление предохранительным клапаном;
Утечка жидкости в цилиндре (износ уплотнений) - Заменить уплотнения цилиндра;
Неисправность сервоклапана - Проверить клапан.
Повышенный шум и вибрация в гидросистеме:
Кавитация насоса (подсос воздуха) - Проверить герметичность всасывающей линии, долить жидкость;
Засорение фильтров - Заменить фильтры;
Износ подшипников насоса - Заменить насос или подшипники.
Перегрев гидравлической жидкости:
Недостаточная производительность системы охлаждения - Проверить работу охладителя;
Загрязнение теплообменника - Очистить его;
Внутренние утечки в системе - Проверить герметичность цилиндров и клапанов.
Нечеткое срабатывание управления или самопроизвольное движение бабы:
Неисправность датчиков положения - Проверить и откалибровать датчики;
Завоздушивание гидросистемы - Провести процедуру удаления воздуха из системы;
Ошибка в программе ПЛК - Перезагрузить ПЛК, проверить программу.
Увеличенный зазор в направляющих бабы:
Естественный износ направляющих планок - Отрегулировать зазор с помощью регулировочных прокладок или винтов согласно руководству.
МЕРЫ БЕЗОПАСНОСТИ
- К работе на молоте допускаются только обученные и аттестованные лица.
- Запрещается работать на неисправном молоте или при снятых защитных ограждениях.
- Перед каждым рабочим ходом убеждайтесь, что руки и другие части тела находятся вне рабочей зоны.
- Запрещается производить регулировки, ремонт или очистку молота во время его работы.
- При работе с манипулятором или краном соблюдайте координацию действий.
- Используйте средства индивидуальной защиты: термостойкие рукавицы, защитные очки, спецобувь.
- Не допускайте попадания влаги на электрооборудование.
- При возникновении нештатной ситуации немедленно нажмите кнопку аварийного останова.
- Запрещается оставлять работающий молот без присмотра.
Безналичный расчет — перевод денежных средств на счет.
Стоимость двухстоечного гидравлического молота FHG-2A320 зависит от комплектации – специалист компании "ОМТулс" поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку по России и СНГ.
Купить ковочный молот арочного типа FHG 2A320 с гидравлическим приводом можно, связавшись с нами на сайте или по телефону:
+7 (495) 970-76-52.
Безналичный расчет — перевод денежных средств на счет.
Стоимость двухстоечного гидравлического молота FHG-2A320 зависит от комплектации – специалист компании "ОМТулс" поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку по России и СНГ.
Купить ковочный молот арочного типа FHG 2A320 с гидравлическим приводом можно, связавшись с нами на сайте или по телефону:
+7 (495) 970-76-52.