




Машина листогибочная профильная гидравлическая MG-3x2500
Машина листогибочная профильная с гидравлическим приводом и поворотной балкой серии MG предназначена для гибки листового проката с целью получения различных профилей, желобов, ребер жесткости и аккуратного подгиба кромок металлических изделий. Конструкция MG3x2500 включает прочную станину и поворотную балку, что обеспечивает однородность и точность гиба по всей длине заготовки.
Ключевые особенности и преимущества:
- Надёжная гидравлическая система обеспечивает стабильную работу, позволяет точно контролировать силу гибки и защищает оборудование и оператора во время производства.
- Поворотная балка расширяет возможности станка, позволяя формировать сложные профили и обеспечивать точную геометрию деталей на всей длине заготовки.
- Прочная конструкция гарантирует длительную эксплуатацию и устойчивость к износу, снижая затраты на обслуживание.
- Удобная регулировка параметров гибки облегчает переналадку на разные изделия, а понятное управление ускоряет работу.
- Современная электробезопасность и защита от перегрузок способствуют безопасной эксплуатации и сохранности оборудования даже при интенсивной работе.
Сфера применения:
Гидравлические профильные листогибы модельного ряда MG широко применяются при производстве строительных и фасадных элементов, вентиляционных коробов, корпусных и электротехнических изделий. Машина востребована на предприятиях металлообработки для серийной и индивидуальной гибки профильных изделий.
| Макс. толщина изгибаемого листа, мм | 4 |
| Макс. ширина изгибаемого листа, мм | 2500 |
| Макс. угол гиба, град | 120 |
| Максимальная высота раскрытия, мм | 110 |
| Максимальное давление в гидравлической системе, МПа | 21 |
| Мощность двигателя, кВт | 4.0 |
| Габариты (ДxШxВ), мм | 3750x1650x1700 |
| Масса, кг | 2800 |
Стандартная комплектация:
- Машина листогибочная MG-3x2500 в сборе
На машине в т.ч. установлено:
- Гидравлическая система
- Электрошкаф управления
- Задний упор
Упаковано отдельно:
- Выносной пульт управления с педалью
- Комплект ЗИП
Комплект ЗИП:
- Комплект анкерных болтов
- Ключи к электрошкафу
Документация:
- Руководство по эксплуатации
- Паспорт
Дополнительные опции:
- ЧПУ Система управления с панелью оператора
- Тележка откатная (приводная / неприводная)
- Рольганг (приводной / неприводной)
- Механизированный задний упор
- Стол подающий
Стандартная комплектация:
- Машина листогибочная MG-3x2500 в сборе
На машине в т.ч. установлено:
- Гидравлическая система
- Электрошкаф управления
- Задний упор
Упаковано отдельно:
- Выносной пульт управления с педалью
- Комплект ЗИП
Комплект ЗИП:
- Комплект анкерных болтов
- Ключи к электрошкафу
Документация:
- Руководство по эксплуатации
- Паспорт
Дополнительные опции:
- ЧПУ Система управления с панелью оператора
- Тележка откатная (приводная / неприводная)
- Рольганг (приводной / неприводной)
- Механизированный задний упор
- Стол подающий
СОСТАВ СТАНКА
Машина в стандартной комплектации состоит из прочной сварной станины, прижимной и гибочной поворотной балок, регулируемого заднего упора, штампов, гидравлической системы, электрической системы и защитных ограждений. Надежная конструкция обеспечивает однородность и точность гиба по всей длине заготовки. Гидропривод обеспечивает стабильную работу.
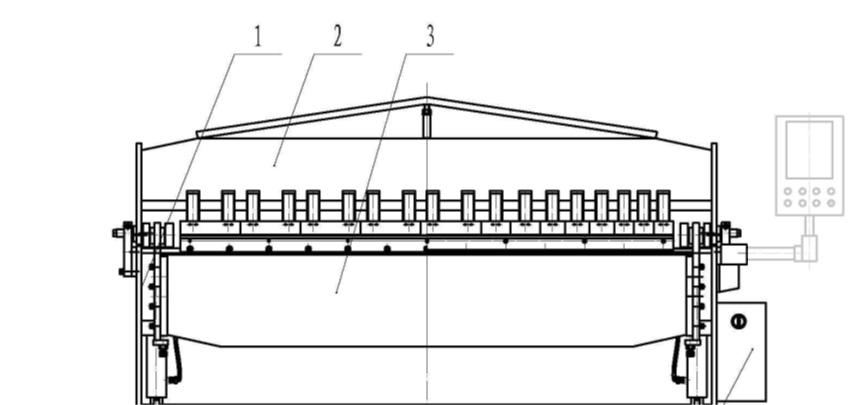
Станина изготовлена из сварных стальных листов. Устранение внутренних напряжений путем термической обработки обеспечивает высокую прочность, хорошую жесткость, малую деформацию, простоту в эксплуатации и высокую износостойкость.
Верхняя матрица секционного типа объединяет секции различной длины. Рабочий угол можно быстро отрегулировать.
И зажим, и гибка контролируются гидравлической системой, а сила зажима и гибки может быть отрегулирована в соответствии с требованиями.
В наборах штампов используется высокоуглеродистая сталь, прошедшая ковку фрезерование и шлифовку.
Верхняя часть зажимного рычага соединена несколькими короткими рычагами, которые отличаются высокой точностью, возможностью замены, простотой установки и снятия деталей.
Задний упор станка состоит из шарико-винтовой пары, прямолинейной направляющей, перегородки и т.д. Он обеспечивает быструю передачу и точное позиционирование.
ЭЛЕКТРООБОРУДОВАНИЕ
Электрическая система с высоким уровнем защиты безопасна и надёжна, проходит испытания на устойчивость к давлению, изоляцию и сопротивление заземления. Машина оснащена защитными ограждениями рабочей зоны с фотобарьером.
В ручном режиме работы зажим и гибка производятся при удержании соответствующих кнопок на пульте и педали управления. В полуавтоматическом режиме для гибки достаточно одного нажатия на соответствующую кнопку управления.
Общие сведения об электрооборудовании
Электропитание осуществляется от трёхфазной сети переменного тока, диапазон колебаний напряжения составляет ±10 %, диапазон колебаний частоты — ±1 %. При несимметричном трёхфазном напряжении отрицательное последовательное напряжение и нулевая последовательность не должны превышать 2 % от положительного последовательного напряжения.
Источником питания станка являются трёхфазные линии L1, L2, L3 и линия заземления. Линия заземления должна быть надёжно подключена к линии заземления электрощита. Станок оснащён одним двигателем масляного насоса M1.
Условия эксплуатации электрооборудования
- Электрическая система станка рассчитана на температуру окружающего воздуха от 5 до 40 градусов по Цельсию, при этом средняя температура за 24 часа не должна превышать 35 градусов;
- Высота над уровнем моря не должна превышать 1000 м;
- Воздух в рабочей зоне не должен содержать чрезмерное количество загрязняющих веществ, таких как пыль, кислота, соль и т. д.;
- Не должно быть воздействия таких излучений, как микроволны, ультрафиолетовые лучи, лазеры, рентгеновские лучи и т. д.; следует избегать вибрации, ударов и столкновений.
Защита и блокировки
Электрическая система этого станка оснащена устройствами защиты от перегрузки по току, перегрева, пониженного напряжения и короткого замыкания.
Этот станок также оснащён устройствами защиты спереди и сзади. Когда станок находится в режиме зажима, и кто-то приближается к передней части станка, станок останавливается и загорается сигнальная лампа HL3. Нажмите кнопку SB9, чтобы погасить лампу HL3, прежде чем убедиться, что к станку никто не приближается. Когда кто-то подходит к задней части машины, она тоже останавливается, и загорается индикатор.
В экстренных случаях нажатие кнопки аварийной остановки SB5 также может привести к остановке машины.
Органы управления:
К органам управления станка относятся электрошкаф, выносной пульт управления с педалью.
Машина в качестве доп.опции может быть снабжена Системой ЧПУ с панелью оператора.
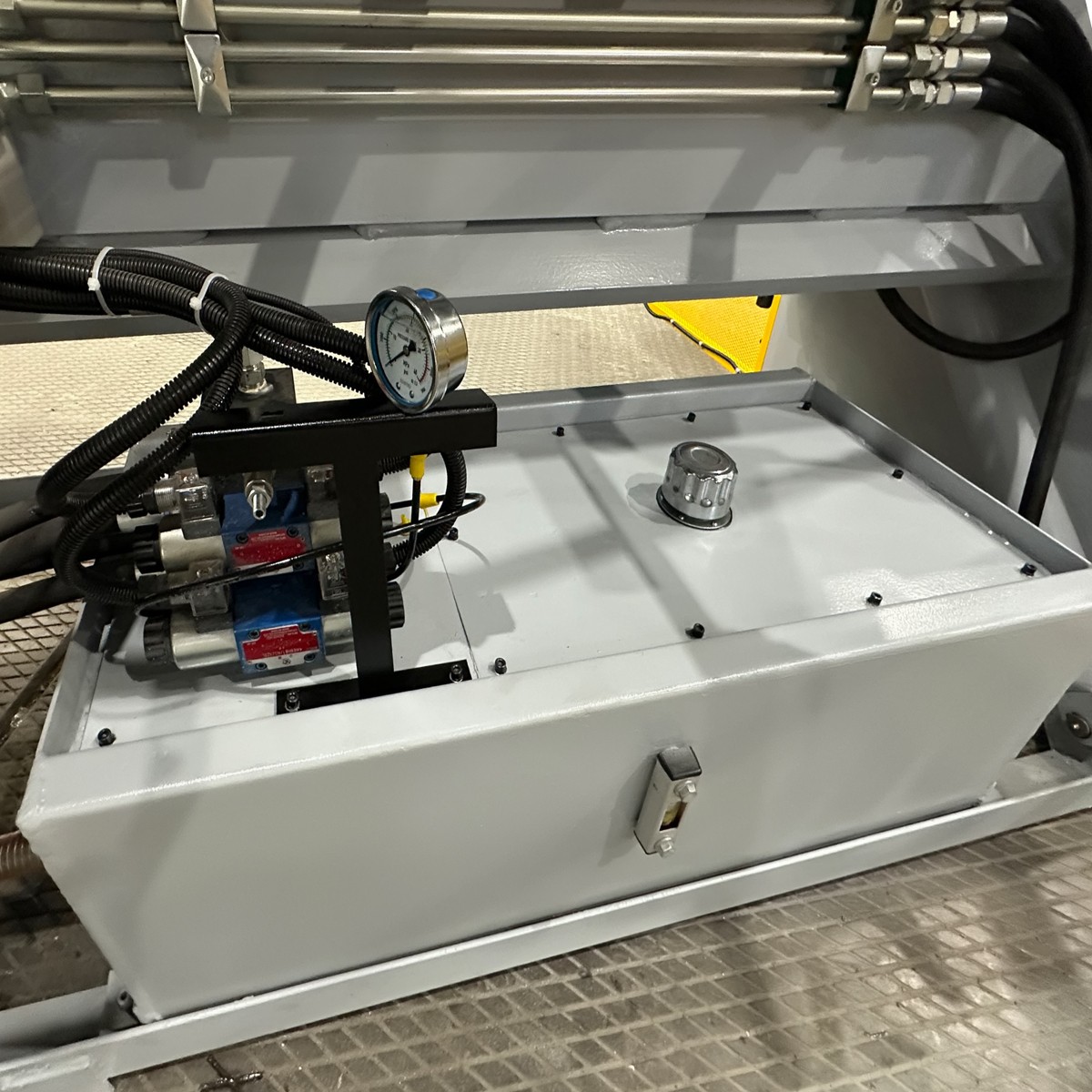
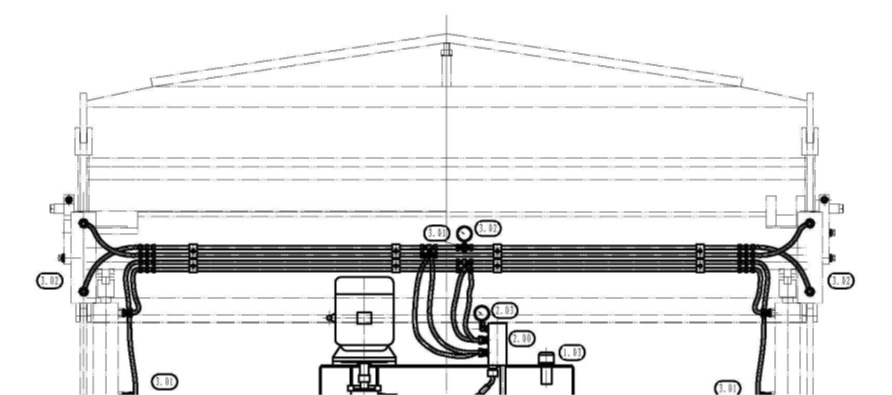
ГИДРАВЛИЧЕСКАЯ СИСТЕМА
Схема гидравлическая
Перечень компонентов гидравлической системы:
- 1.00 - Масляный бак
- 1.01 - Измеритель температуры и уровня жидкости YWZ-80T
- 1.02 - Масляный фильтр WU100*100
- 1.03 - Воздушный фильтр EF4-50
- 1.04 - Пластичный насос PVL1-28
- 2.00 - Клапанный блок
- 2.01 - Препускной клапан LADRV2-10-103
- 2.02 - Двунаправленный гидравлический замок MPCV-02-W
- 2.03 - Манометр YN-60 (0-25Mpa)
- 2.04 - Электромагнитный клапан DG4V-3-8C-A-AC/DC
- 2.05 - Электромагнитный клапан DG4V-3-0C-A-AC/DC
- 3.01 - Реле давления 802-200-281
- 3.02 - Манометр YN-60 (0-25Mpa)
- 3.03 - Зажимной цилиндр
- 3.04 - Разжимной цилиндр
- 3.05 - Препускной клапан LADRV2-10-103
Описание работы гидравлической схемы
Работа электромагнитных клапанов:
[Зажим:Выпуск:Сгиб:Возврат]
[+:-:-:-] YV1
[-:+:-:-] YV2
[-:-:+:-] YV3
[-:-:-:+] YV4
[+:-:-:-] SP
Этапы движения гидравлического клапана
Электродвигатель вращается по часовой стрелке, приводя в движение лопастной насос 1.04, который подает отфильтрованное масло в группу гидравлических клапанов через всасывающую масляную трубу. Электромагнитные клапаны 2.04 и 2.05 не работают, гидравлическое масло возвращается непосредственно в масляный бак после прохождения через среднее положение электромагнитных клапанов 2.04 и 2.05. Нажимная и изгибающая балки не работают.
Зажим и разблокировка прижимной балки
Зажим прижимной балки Когда срабатывает электромагнит (YV1) электромагнитного клапана 2.05, гидравлическое масло поступает в верхнюю часть цилиндра 3.03, пройдя через среднюю часть электромагнитного клапана 2.04 и левую часть электромагнитного клапана 2.05, и одновременно открывает двунаправленный гидравлический замок 2.02, который соединён с нижней частью цилиндра 3.03, поршень гидравлического цилиндра 3.03 перемещается вниз, гидравлическое масло с нижней стороны цилиндра 3.03 возвращается в масляный бак непосредственно после открытия гидравлического замка; Поршень толкает прижимную балку, чтобы сжать детали, когда прижимная балка касается деталей, поршень гидравлического цилиндра 3.03 сжимается. заблокирован, давление в системе повышается, его значение отображается на манометре3.02, когда значение давления повышается до значения, равного установочному значению реле давления 3.01, реле давления 3.01 начинает работать, соленоид (YV1) перестает работать, гидравлический замок снова блокируется, вызывая гидравлический цилиндр3.03 поддерживает давление, равное установочному давлению реле давления3.01 , для обеспечения сжатия деталей. Вы можете изменить установочное значение реле давления 3.01, чтобы отрегулировать давление во время гибки.
Освобождение прижимной балки
Когда срабатывает электромагнит (YV2) электромагнитного клапана 2.05, гидравлическое масло поступает в нижнюю часть цилиндра 3.03, пройдя через среднюю часть электромагнитного клапана 2.04 и правую часть электромагнитного клапана 2.05, и одновременно открывает двунаправленный гидравлический замок 2.02, который соединяется с верхней частью цилиндра 3.03. Поршень гидроцилиндра 3.03 движется вверх, гидравлическое масло в верхней части гидроцилиндра 3.03 возвращается в масляный бак сразу после открытия гидравлического замка. Поршень тянет прижимную балку, чтобы освободить детали.
Изгиб и возврат изгибающей балки
Изгиб изгибающей балки Когда электромагнит (YV4) электромагнитного клапана 2.04 срабатывает после запуска реле давления 3.01, гидравлическое масло поступает в правую часть цилиндра 3.04 после прохождения через правую часть электромагнитного клапана 2.04. Гидравлическое масло из левой части цилиндра 3.04 возвращается в масляный бак сразу после прохождения через среднюю часть электромагнитного клапана 2.04 и 2.05.Поршень 3.04 перемещается влево, толкая гибочную балку и сгибая детали. Мощность гибки отображается на манометре, а давление в системе можно изменить, отрегулировав перепускной клапан 2.01.
Возврат изгибающей балки
Когда срабатывает электромагнит (YV3) электромагнитного клапана 2.04, гидравлическое масло поступает в левую часть цилиндра 3.04 после прохождения через левую часть электромагнитного клапана 2.04. Гидравлическое масло из правой части цилиндра 3.04 возвращается в масляный бак сразу после прохождения через среднюю часть электромагнитного клапана 2.04 и 2.05. Поршень 3.04 движется вправо, возвращая изгибающие балки в исходное положение.
СИСТЕМА СМАЗКИ
Перечень применямых смазочных материалов, точек и периодичности смазки
Смазка ЦИАТИМ-203:
1. Ось прижимной балки: 2шт. (слева и справа) - раз в сутки;
2. Ось изгибающейся балки: 2шт. (слева и справа) - раз в сутки;
3. Шариковый винт: 2шт. (слева и справа) - раз в 3 месяца;
4. Прямолинейный скользящий путь: 2шт. (слева и справа) - раз в 3 месяца;
5. Основание для регулировки оси: 2шт. (слева и справа) - раз в 48 часов;
6. Ось прижимного цилиндра: 4шт. (слева, справа, вверху и внизу) - раз в сутки;
7. Ось гибочного цилиндра: 4шт. (слева, справа, вверху и внизу) - раз в сутки.
Масло гидравлическое HLP-46:
8. Масляный бак: Заливка; Первую замену следует произвести спустя месяц с даты ввода машины в эксплуатацию. Последующие замены не реже раза в год.
Карта смазки
РИС
Рис.Карта смазки
ПОРЯДОК УСТАНОВКИ
Транспортирование
Зачаливание производится в соответствии с центром тяжести, отмеченным на заводской упаковке/ящике.
Транспортирование машины к месту установки осуществляется при помощи крана.
Монтаж
Точность работы машины зависит от правильности ее установки. Машину следует установить на фундамент и выверить в двух плоскостях при помощи уровней, установленных на поверхности в левой и правой его частях. Отклонение не должно превышать ±0,5/1000 мм.
План фундамента представлен в руководстве по эксплуатации.
Расконсервация
Используйте жидкие растворители, такие как керосин или уайт-спирит, чтобы удалить защитное покрытие и грязь с окрашенной поверхности машины. Не разбирайте подвижные части, пока не очистите всю поверхность.
ПОДГОТОВКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ
Подключение к электросети
Перед подключением машины к трёхфазному источнику переменного тока рекомендуется убедиться, совпадают ли напряжение и фаза с требуемыми для машины.
Перед запуском машины подключите трехфазный источник переменного тока напрямую к точкам L1, L2, L3. Проверьте электроприбор в электротехническом шкафу на предмет правильности подключения всех вилок, затем закройте дверцу электротехнического шкафа. Проверьте кнопку аварийного останова SB0, которая находится на панели управления, и кнопку аварийного останова SB1 на ножном переключателе, если обе кнопки нажаты, поверните кнопку аварийного останова, чтобы она отключилась, после чего подготовительные работы будут завершены. Поверните выключатель питания, расположенный сбоку от электрической коробки, в положение “ВКЛЮЧЕНО”. Затем поверните клавиша-переключатель SA1 на панели управления, теперь горит контрольная лампа источника питания HL1 горит, указывая на то, что источник питания включен.
Первоначальный пуск
Перед началом работы машины необходимо запустить двигатель масляного насоса.
Правильная последовательность действий, следующая: нажмите кнопку запуска масляного насоса SB3 со световым индикатором, теперь индикатор HL2 на кнопке SB3 горит, указывая на то, что масляный насос запустился нормально.
Чтобы остановить двигатель масляного насоса, нажмите кнопку остановки SB4 или кнопку аварийной остановки SB0, SB1, теперь двигатель масляного насоса останавливается, индикатор на SB3 гаснет.
Проверьте, вращается ли двигатель по часовой стрелке.
ПОРЯДОК РАБОТЫ
Оборудование должно эксплуатироваться в режиме односменной работы (не более 8 рабочих часов в сутки). Несоблюдение данного правила эксплуатации является причиной преждевременного износа и выхода оборудования из строя.
Регулировка заднего упора
Вручную:
Ослабьте фиксирующую ручку и отрегулируйте перегородку так, чтобы задний упор переместился в нужное положение. Затем зафиксируйте ручку. Значение на указательном блоке соответствует фактическому положению крепежной пластины. Положение крепежной пластины можно отрегулировать, ослабив соответствующую фиксирующую ручку.
В режиме ЧПУ (Доп.опция):
При установке заднего упора система ЧПУ передает команды серводвигателю для управления правой и левой направляющими, в результате чего перегородка перемещается вместе с двумя направляющими для установки заднего упора.
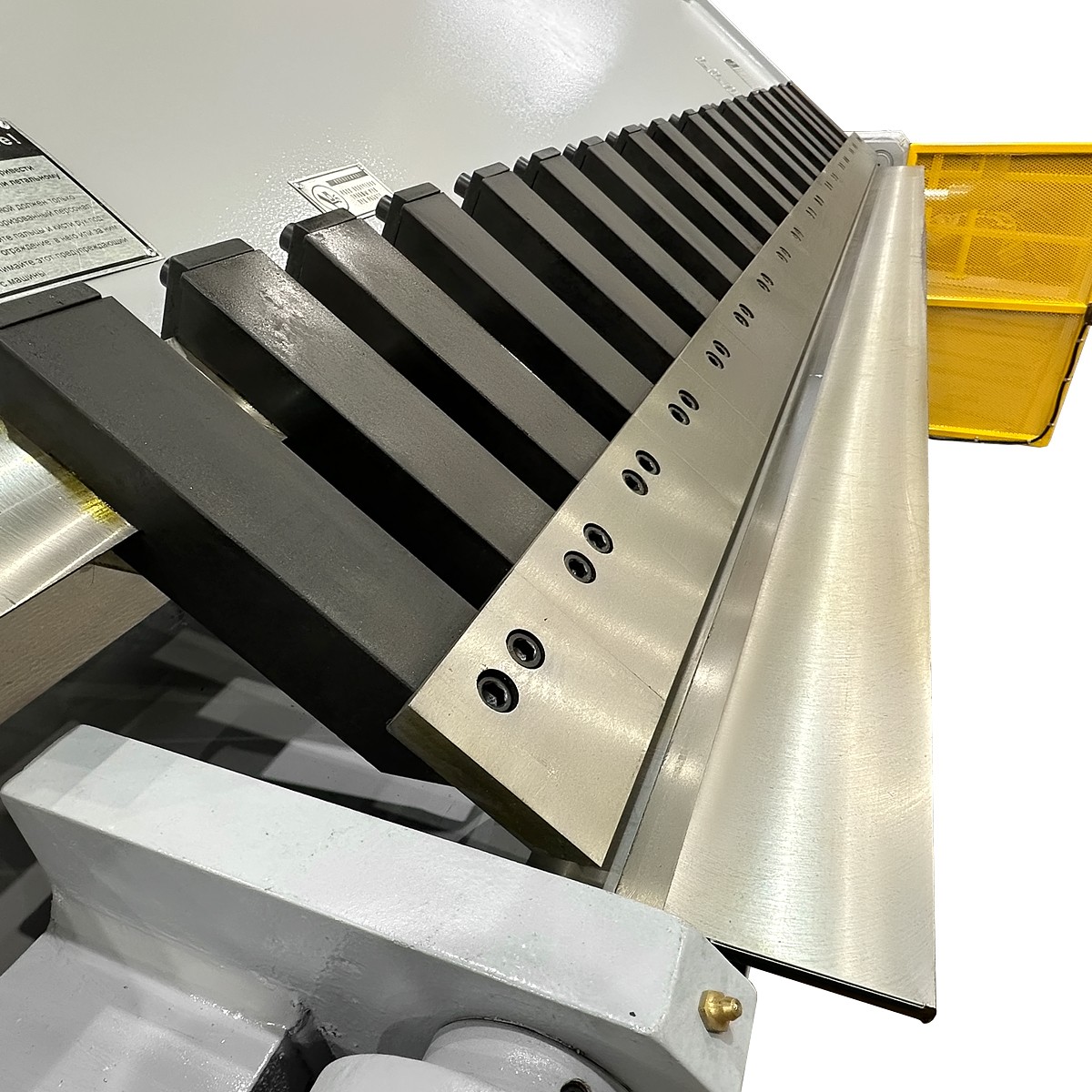
Регулировка гибочного штампа
Гибочный штамп состоит из множества частей разной длины, которые можно комбинировать в зависимости от длины гибочных деталей. Конкретный способ регулировки заключается в следующем: сначала ослабьте винт 1, чтобы освободить прижимную пластину соединительного блока приспособления, затем снова закрепите прижимную пластину после комбинирования гибочного штампа в соответствии с требованиями.
После регулировки убедитесь, что нижняя и передняя части гибочного штампа параллельны.
Необходимо отрегулировать расстояние между передней частью гибочного штампа и осью гибки рабочего стола.
Порядок регулировки:
- Подвести гибочный штамп к рабочему столу без зажима;
- Ослабить крепежные винты 10 и 11;
- Отрегулировать эксцентриковый вал 8 и 9, чтобы расстояние между передней частью гибочного штампа и осью гибки рабочего стола соответствовало требованиям;
- Затяните винты 10 и 11;
- Ослабьте крепежный винт 7;
- Правильно отрегулируйте регулировочный винт 7, чтобы расстояние между верхней поверхностью гибочного штампа и поверхностью рабочего стола соответствовало требованиям;
- Затяните винт 7.
Описание режимов работы
1. Когда переключатель SA2 находится в положении «включение», нажмите на правую педаль SF1, и прижимная пластина прижмётся к переключателю. Время прижатия определяется реле времени KT2. Нажмите на левую педаль SF2, и прижимная пластина ослабнет. Нажмите кнопку SB8 на панели педалей, и прижимная пластина согнётся. Нажмите кнопку SB6 на панели педалей, и прижимная пластина вернётся в исходное положение.
2. Когда ключевой переключатель SA2 находится в однократном положении, нажмите на правую педаль SF1, и прижимная пластина будет постоянно прижата, а процесс прижатия завершится после срабатывания реле давления. Нажмите кнопку сгибания SB8, и прижимная пластина согнётся. После гибки на месте, то есть при достижении предельной точки гибки SQ1, гибочная пластина прекращает гибку и сохраняет давление в течение определенного времени. Время удержания регулируется реле времени KT1 на панели управления. После сохранения давления гибочная пластина автоматически возвращается в нижнее мертвое положение SQ2, после чего прижимная пластина автоматически освобождается. Время освобождения определяется реле времени KT3.
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
Отсутствует подача масла
- Неправильное направление вращения масляного насоса - Поменяйте местами два любых провода источника питания.
- В масляном баке нет масла - Долейте жидкость до среднего уровня по индикатору уровня жидкости.
Утечка масла из гидравлических деталей, мест соединения труб и цилиндров
- Повреждения или износ клапанов или уплотнителей - Замените клапаны или уплотнители
Трубопровод и машина вызывают вибрацию, гидравлическая система сильно шумит
- Нет масла в масляном баке или фильтре - Долейте масло до среднего уровня по показаниям маслоуказателя
- Засорение, из-за которого масло не поступает в трубопровод - Очистите фильтр
Отсутствие давления в гидросистеме
- Переливной клапан заклинило или электромагнитные клапаны отключились - Разберите и очистите сердечник перепускного клапана, проверьте заглушки и провода электромагнитных клапанов
Прижимной цилиндр не может удерживать зажим
- Двунаправленный гидравлический замок заклинило или внутренние уплотнения повреждены - Разберите и очистите двунаправленный гидравлический замок или замените уплотнения
На дисплее не отображается зажим после того, как прижимной цилиндр зафиксировал
- Заданное значение реле давления слишком велико - Уменьшите значение должным образом
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Ежедневное техобслуживание
- Проверять чистоту рабочих поверхностей, удалять пыль, грязь, остатки металла.
- Контролировать состояние гидравлических шлангов, соединений, проверять отсутствие подтеков.
- Проверять уровень и качество гидравлического масла; по необходимости дополнять до нормы.
- Перед началом работы — визуально осмотреть поверхности поворотной, прижимной балки, крепежных элементов.
- Проверять систему управления на отсутствие повреждений.
- Смазывать шарнирные и направляющие части, механизмы работы балки.
Еженедельное обслуживание
- Проверять машину на предмет износа уплотнений, крепежных болтов и гаек.
- Тестировать электробезопасность оборудования — работоспособность концевых выключателей, защиту от перегрузок.
- Проверять работу системы управления, корректность выполнения команд балкой.
Ежемесячное обслуживание
- Менять фильтры гидросистемы (при необходимости).
- Проверять гидрораспределители, насос, уровень и состояние масла.
- Диагностировать электропитание и контакты на наличие износа.
- Контролировать состояние износостойких частей (балки, ножей, прижимных элементов).
Ежеквартальное обслуживание
- Полная ревизия гидросистемы: отключение оборудования, слив масла, очистка бака, заливка нового масла.
- Проверка всех датчиков и исполнительных устройств.
- Регулировка основных параметров рабочего цикла, тестирование точности гибки.
Общие рекомендации
- После окончания работы станка — приводить оборудование в исходное положение, отключать питание, проводить внешний осмотр.
- Запрещается использовать грязное или неподходящее масло, применять повреждённые детали, эксплуатировать машину с неисправностями.
- Вести журнал всех операций по обслуживанию и ремонту, отмечать замену фильтров, масла, деталей.
- При обнаружении дефектов — немедленно останавливать работу и привлекать специалиста для устранения неисправностей.
МЕРЫ БЕЗОПАСНОСТИ
Для правильной и безопасной эксплуатации станка оператор должен внимательно прочитать инструкцию по эксплуатации и полностью её усвоить.
Оператор, отвечающий за работу станка, должен хорошо разбираться в его устройстве и принципах работы.
Мощность гибки должна быть меньше номинального давления 21 МПа. Чтобы сохранить высокую точность станка и долговечность штампа, отрегулируйте расстояние между передней частью зажимного штампа и осью гибки при гибке пластин разной толщины.
Залейте в масляный бак гидравлическое масло марки HLP46. Первую замену масла необходимо произвести через 1 месяц с даты ввода в эксплуатацию, последующие замены каждые 12 месяцев.
Нормальная рабочая температура масла составляет 15–60 °C. Для обеспечения беспрепятственного прохождения масла производите чистку масляного фильтра каждые 3 месяца.
Станок использует систему дисперсной смазки. Для добавления масла обратитесь к схеме точек смазки. Клиентам следует убирать с станка некоторые хрупкие детали на случай использования станка во время проверки.
ЗАПРЕЩАЕТСЯ!
- Запрещается выполнять на станке операции, выходящие за рамки его функций, а также самостоятельно вносить изменения в конструкцию станка. Не разбирайте защитное устройство и не нарушайте инструкцию. Если в результате вышеуказанных причин произойдет несчастный случай с причинением вреда здоровью, мы не несем ответственности за него.
- Не изменяйте электрические параметры, установленные в электрошкафу (например, установленное значение тока для теплового реле, номинал плавкого предохранителя и т. д.). Запрещается заменять электрические детали других моделей и демонтировать защитное устройство.
- Внутри трансформатора, двигателя и электрических деталей находятся высоковольтные контактные штыри, которые чрезвычайно опасны, поэтому к ним нельзя прикасаться.
- Не забывайте отключать питание станка перед тем, как открывать электрические части устройства, такие как дверца электрошкафа, кнопочная панель. Это может делать только специализированный электротехнический персонал. При проверке электрооборудования должны присутствовать более двух электротехнических специалистов. Не разбирайте электрические части устройства при включенном питании.
- Необходимо знать расположение кнопки аварийной остановки, чтобы нажать ее в случае чрезвычайной ситуации.
- Во время работы станка не прикасайтесь руками к штампам и задним упорам станка во избежание несчастных случаев.
- Перед началом работы проверьте функции различных кнопок. Не нажимайте на кнопки без необходимости. Мокрая рука не должна касаться переключателей и кнопок.
- При установке станка должно быть достаточно места для ремонта электрошкафа и станка.
СОСТАВ СТАНКА
Машина в стандартной комплектации состоит из прочной сварной станины, прижимной и гибочной поворотной балок, регулируемого заднего упора, штампов, гидравлической системы, электрической системы и защитных ограждений. Надежная конструкция обеспечивает однородность и точность гиба по всей длине заготовки. Гидропривод обеспечивает стабильную работу.
Станина изготовлена из сварных стальных листов. Устранение внутренних напряжений путем термической обработки обеспечивает высокую прочность, хорошую жесткость, малую деформацию, простоту в эксплуатации и высокую износостойкость.
Верхняя матрица секционного типа объединяет секции различной длины. Рабочий угол можно быстро отрегулировать.
И зажим, и гибка контролируются гидравлической системой, а сила зажима и гибки может быть отрегулирована в соответствии с требованиями.
В наборах штампов используется высокоуглеродистая сталь, прошедшая ковку фрезерование и шлифовку.
Верхняя часть зажимного рычага соединена несколькими короткими рычагами, которые отличаются высокой точностью, возможностью замены, простотой установки и снятия деталей.
Задний упор станка состоит из шарико-винтовой пары, прямолинейной направляющей, перегородки и т.д. Он обеспечивает быструю передачу и точное позиционирование.
ЭЛЕКТРООБОРУДОВАНИЕ
Электрическая система с высоким уровнем защиты безопасна и надёжна, проходит испытания на устойчивость к давлению, изоляцию и сопротивление заземления. Машина оснащена защитными ограждениями рабочей зоны с фотобарьером.
В ручном режиме работы зажим и гибка производятся при удержании соответствующих кнопок на пульте и педали управления. В полуавтоматическом режиме для гибки достаточно одного нажатия на соответствующую кнопку управления.
Общие сведения об электрооборудовании
Электропитание осуществляется от трёхфазной сети переменного тока, диапазон колебаний напряжения составляет ±10 %, диапазон колебаний частоты — ±1 %. При несимметричном трёхфазном напряжении отрицательное последовательное напряжение и нулевая последовательность не должны превышать 2 % от положительного последовательного напряжения.
Источником питания станка являются трёхфазные линии L1, L2, L3 и линия заземления. Линия заземления должна быть надёжно подключена к линии заземления электрощита. Станок оснащён одним двигателем масляного насоса M1.
Условия эксплуатации электрооборудования
- Электрическая система станка рассчитана на температуру окружающего воздуха от 5 до 40 градусов по Цельсию, при этом средняя температура за 24 часа не должна превышать 35 градусов;
- Высота над уровнем моря не должна превышать 1000 м;
- Воздух в рабочей зоне не должен содержать чрезмерное количество загрязняющих веществ, таких как пыль, кислота, соль и т. д.;
- Не должно быть воздействия таких излучений, как микроволны, ультрафиолетовые лучи, лазеры, рентгеновские лучи и т. д.; следует избегать вибрации, ударов и столкновений.
Защита и блокировки
Электрическая система этого станка оснащена устройствами защиты от перегрузки по току, перегрева, пониженного напряжения и короткого замыкания.
Этот станок также оснащён устройствами защиты спереди и сзади. Когда станок находится в режиме зажима, и кто-то приближается к передней части станка, станок останавливается и загорается сигнальная лампа HL3. Нажмите кнопку SB9, чтобы погасить лампу HL3, прежде чем убедиться, что к станку никто не приближается. Когда кто-то подходит к задней части машины, она тоже останавливается, и загорается индикатор.
В экстренных случаях нажатие кнопки аварийной остановки SB5 также может привести к остановке машины.
Органы управления:
К органам управления станка относятся электрошкаф, выносной пульт управления с педалью.
Машина в качестве доп.опции может быть снабжена Системой ЧПУ с панелью оператора.
ГИДРАВЛИЧЕСКАЯ СИСТЕМА
Схема гидравлическая
Перечень компонентов гидравлической системы:
- 1.00 - Масляный бак
- 1.01 - Измеритель температуры и уровня жидкости YWZ-80T
- 1.02 - Масляный фильтр WU100*100
- 1.03 - Воздушный фильтр EF4-50
- 1.04 - Пластичный насос PVL1-28
- 2.00 - Клапанный блок
- 2.01 - Препускной клапан LADRV2-10-103
- 2.02 - Двунаправленный гидравлический замок MPCV-02-W
- 2.03 - Манометр YN-60 (0-25Mpa)
- 2.04 - Электромагнитный клапан DG4V-3-8C-A-AC/DC
- 2.05 - Электромагнитный клапан DG4V-3-0C-A-AC/DC
- 3.01 - Реле давления 802-200-281
- 3.02 - Манометр YN-60 (0-25Mpa)
- 3.03 - Зажимной цилиндр
- 3.04 - Разжимной цилиндр
- 3.05 - Препускной клапан LADRV2-10-103
Описание работы гидравлической схемы
Работа электромагнитных клапанов:
[Зажим:Выпуск:Сгиб:Возврат]
[+:-:-:-] YV1
[-:+:-:-] YV2
[-:-:+:-] YV3
[-:-:-:+] YV4
[+:-:-:-] SP
Этапы движения гидравлического клапана
Электродвигатель вращается по часовой стрелке, приводя в движение лопастной насос 1.04, который подает отфильтрованное масло в группу гидравлических клапанов через всасывающую масляную трубу. Электромагнитные клапаны 2.04 и 2.05 не работают, гидравлическое масло возвращается непосредственно в масляный бак после прохождения через среднее положение электромагнитных клапанов 2.04 и 2.05. Нажимная и изгибающая балки не работают.
Зажим и разблокировка прижимной балки
Зажим прижимной балки Когда срабатывает электромагнит (YV1) электромагнитного клапана 2.05, гидравлическое масло поступает в верхнюю часть цилиндра 3.03, пройдя через среднюю часть электромагнитного клапана 2.04 и левую часть электромагнитного клапана 2.05, и одновременно открывает двунаправленный гидравлический замок 2.02, который соединён с нижней частью цилиндра 3.03, поршень гидравлического цилиндра 3.03 перемещается вниз, гидравлическое масло с нижней стороны цилиндра 3.03 возвращается в масляный бак непосредственно после открытия гидравлического замка; Поршень толкает прижимную балку, чтобы сжать детали, когда прижимная балка касается деталей, поршень гидравлического цилиндра 3.03 сжимается. заблокирован, давление в системе повышается, его значение отображается на манометре3.02, когда значение давления повышается до значения, равного установочному значению реле давления 3.01, реле давления 3.01 начинает работать, соленоид (YV1) перестает работать, гидравлический замок снова блокируется, вызывая гидравлический цилиндр3.03 поддерживает давление, равное установочному давлению реле давления3.01 , для обеспечения сжатия деталей. Вы можете изменить установочное значение реле давления 3.01, чтобы отрегулировать давление во время гибки.
Освобождение прижимной балки
Когда срабатывает электромагнит (YV2) электромагнитного клапана 2.05, гидравлическое масло поступает в нижнюю часть цилиндра 3.03, пройдя через среднюю часть электромагнитного клапана 2.04 и правую часть электромагнитного клапана 2.05, и одновременно открывает двунаправленный гидравлический замок 2.02, который соединяется с верхней частью цилиндра 3.03. Поршень гидроцилиндра 3.03 движется вверх, гидравлическое масло в верхней части гидроцилиндра 3.03 возвращается в масляный бак сразу после открытия гидравлического замка. Поршень тянет прижимную балку, чтобы освободить детали.
Изгиб и возврат изгибающей балки
Изгиб изгибающей балки Когда электромагнит (YV4) электромагнитного клапана 2.04 срабатывает после запуска реле давления 3.01, гидравлическое масло поступает в правую часть цилиндра 3.04 после прохождения через правую часть электромагнитного клапана 2.04. Гидравлическое масло из левой части цилиндра 3.04 возвращается в масляный бак сразу после прохождения через среднюю часть электромагнитного клапана 2.04 и 2.05.Поршень 3.04 перемещается влево, толкая гибочную балку и сгибая детали. Мощность гибки отображается на манометре, а давление в системе можно изменить, отрегулировав перепускной клапан 2.01.
Возврат изгибающей балки
Когда срабатывает электромагнит (YV3) электромагнитного клапана 2.04, гидравлическое масло поступает в левую часть цилиндра 3.04 после прохождения через левую часть электромагнитного клапана 2.04. Гидравлическое масло из правой части цилиндра 3.04 возвращается в масляный бак сразу после прохождения через среднюю часть электромагнитного клапана 2.04 и 2.05. Поршень 3.04 движется вправо, возвращая изгибающие балки в исходное положение.
СИСТЕМА СМАЗКИ
Перечень применямых смазочных материалов, точек и периодичности смазки
Смазка ЦИАТИМ-203:
1. Ось прижимной балки: 2шт. (слева и справа) - раз в сутки;
2. Ось изгибающейся балки: 2шт. (слева и справа) - раз в сутки;
3. Шариковый винт: 2шт. (слева и справа) - раз в 3 месяца;
4. Прямолинейный скользящий путь: 2шт. (слева и справа) - раз в 3 месяца;
5. Основание для регулировки оси: 2шт. (слева и справа) - раз в 48 часов;
6. Ось прижимного цилиндра: 4шт. (слева, справа, вверху и внизу) - раз в сутки;
7. Ось гибочного цилиндра: 4шт. (слева, справа, вверху и внизу) - раз в сутки.
Масло гидравлическое HLP-46:
8. Масляный бак: Заливка; Первую замену следует произвести спустя месяц с даты ввода машины в эксплуатацию. Последующие замены не реже раза в год.
Карта смазки
РИС
Рис.Карта смазки
ПОРЯДОК УСТАНОВКИ
Транспортирование
Зачаливание производится в соответствии с центром тяжести, отмеченным на заводской упаковке/ящике.
Транспортирование машины к месту установки осуществляется при помощи крана.
Монтаж
Точность работы машины зависит от правильности ее установки. Машину следует установить на фундамент и выверить в двух плоскостях при помощи уровней, установленных на поверхности в левой и правой его частях. Отклонение не должно превышать ±0,5/1000 мм.
План фундамента представлен в руководстве по эксплуатации.
Расконсервация
Используйте жидкие растворители, такие как керосин или уайт-спирит, чтобы удалить защитное покрытие и грязь с окрашенной поверхности машины. Не разбирайте подвижные части, пока не очистите всю поверхность.
ПОДГОТОВКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ
Подключение к электросети
Перед подключением машины к трёхфазному источнику переменного тока рекомендуется убедиться, совпадают ли напряжение и фаза с требуемыми для машины.
Перед запуском машины подключите трехфазный источник переменного тока напрямую к точкам L1, L2, L3. Проверьте электроприбор в электротехническом шкафу на предмет правильности подключения всех вилок, затем закройте дверцу электротехнического шкафа. Проверьте кнопку аварийного останова SB0, которая находится на панели управления, и кнопку аварийного останова SB1 на ножном переключателе, если обе кнопки нажаты, поверните кнопку аварийного останова, чтобы она отключилась, после чего подготовительные работы будут завершены. Поверните выключатель питания, расположенный сбоку от электрической коробки, в положение “ВКЛЮЧЕНО”. Затем поверните клавиша-переключатель SA1 на панели управления, теперь горит контрольная лампа источника питания HL1 горит, указывая на то, что источник питания включен.
Первоначальный пуск
Перед началом работы машины необходимо запустить двигатель масляного насоса.
Правильная последовательность действий, следующая: нажмите кнопку запуска масляного насоса SB3 со световым индикатором, теперь индикатор HL2 на кнопке SB3 горит, указывая на то, что масляный насос запустился нормально.
Чтобы остановить двигатель масляного насоса, нажмите кнопку остановки SB4 или кнопку аварийной остановки SB0, SB1, теперь двигатель масляного насоса останавливается, индикатор на SB3 гаснет.
Проверьте, вращается ли двигатель по часовой стрелке.
ПОРЯДОК РАБОТЫ
Оборудование должно эксплуатироваться в режиме односменной работы (не более 8 рабочих часов в сутки). Несоблюдение данного правила эксплуатации является причиной преждевременного износа и выхода оборудования из строя.
Регулировка заднего упора
Вручную:
Ослабьте фиксирующую ручку и отрегулируйте перегородку так, чтобы задний упор переместился в нужное положение. Затем зафиксируйте ручку. Значение на указательном блоке соответствует фактическому положению крепежной пластины. Положение крепежной пластины можно отрегулировать, ослабив соответствующую фиксирующую ручку.
В режиме ЧПУ (Доп.опция):
При установке заднего упора система ЧПУ передает команды серводвигателю для управления правой и левой направляющими, в результате чего перегородка перемещается вместе с двумя направляющими для установки заднего упора.
Регулировка гибочного штампа
Гибочный штамп состоит из множества частей разной длины, которые можно комбинировать в зависимости от длины гибочных деталей. Конкретный способ регулировки заключается в следующем: сначала ослабьте винт 1, чтобы освободить прижимную пластину соединительного блока приспособления, затем снова закрепите прижимную пластину после комбинирования гибочного штампа в соответствии с требованиями.
После регулировки убедитесь, что нижняя и передняя части гибочного штампа параллельны.
Необходимо отрегулировать расстояние между передней частью гибочного штампа и осью гибки рабочего стола.
Порядок регулировки:
- Подвести гибочный штамп к рабочему столу без зажима;
- Ослабить крепежные винты 10 и 11;
- Отрегулировать эксцентриковый вал 8 и 9, чтобы расстояние между передней частью гибочного штампа и осью гибки рабочего стола соответствовало требованиям;
- Затяните винты 10 и 11;
- Ослабьте крепежный винт 7;
- Правильно отрегулируйте регулировочный винт 7, чтобы расстояние между верхней поверхностью гибочного штампа и поверхностью рабочего стола соответствовало требованиям;
- Затяните винт 7.
Описание режимов работы
1. Когда переключатель SA2 находится в положении «включение», нажмите на правую педаль SF1, и прижимная пластина прижмётся к переключателю. Время прижатия определяется реле времени KT2. Нажмите на левую педаль SF2, и прижимная пластина ослабнет. Нажмите кнопку SB8 на панели педалей, и прижимная пластина согнётся. Нажмите кнопку SB6 на панели педалей, и прижимная пластина вернётся в исходное положение.
2. Когда ключевой переключатель SA2 находится в однократном положении, нажмите на правую педаль SF1, и прижимная пластина будет постоянно прижата, а процесс прижатия завершится после срабатывания реле давления. Нажмите кнопку сгибания SB8, и прижимная пластина согнётся. После гибки на месте, то есть при достижении предельной точки гибки SQ1, гибочная пластина прекращает гибку и сохраняет давление в течение определенного времени. Время удержания регулируется реле времени KT1 на панели управления. После сохранения давления гибочная пластина автоматически возвращается в нижнее мертвое положение SQ2, после чего прижимная пластина автоматически освобождается. Время освобождения определяется реле времени KT3.
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
Отсутствует подача масла
- Неправильное направление вращения масляного насоса - Поменяйте местами два любых провода источника питания.
- В масляном баке нет масла - Долейте жидкость до среднего уровня по индикатору уровня жидкости.
Утечка масла из гидравлических деталей, мест соединения труб и цилиндров
- Повреждения или износ клапанов или уплотнителей - Замените клапаны или уплотнители
Трубопровод и машина вызывают вибрацию, гидравлическая система сильно шумит
- Нет масла в масляном баке или фильтре - Долейте масло до среднего уровня по показаниям маслоуказателя
- Засорение, из-за которого масло не поступает в трубопровод - Очистите фильтр
Отсутствие давления в гидросистеме
- Переливной клапан заклинило или электромагнитные клапаны отключились - Разберите и очистите сердечник перепускного клапана, проверьте заглушки и провода электромагнитных клапанов
Прижимной цилиндр не может удерживать зажим
- Двунаправленный гидравлический замок заклинило или внутренние уплотнения повреждены - Разберите и очистите двунаправленный гидравлический замок или замените уплотнения
На дисплее не отображается зажим после того, как прижимной цилиндр зафиксировал
- Заданное значение реле давления слишком велико - Уменьшите значение должным образом
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Ежедневное техобслуживание
- Проверять чистоту рабочих поверхностей, удалять пыль, грязь, остатки металла.
- Контролировать состояние гидравлических шлангов, соединений, проверять отсутствие подтеков.
- Проверять уровень и качество гидравлического масла; по необходимости дополнять до нормы.
- Перед началом работы — визуально осмотреть поверхности поворотной, прижимной балки, крепежных элементов.
- Проверять систему управления на отсутствие повреждений.
- Смазывать шарнирные и направляющие части, механизмы работы балки.
Еженедельное обслуживание
- Проверять машину на предмет износа уплотнений, крепежных болтов и гаек.
- Тестировать электробезопасность оборудования — работоспособность концевых выключателей, защиту от перегрузок.
- Проверять работу системы управления, корректность выполнения команд балкой.
Ежемесячное обслуживание
- Менять фильтры гидросистемы (при необходимости).
- Проверять гидрораспределители, насос, уровень и состояние масла.
- Диагностировать электропитание и контакты на наличие износа.
- Контролировать состояние износостойких частей (балки, ножей, прижимных элементов).
Ежеквартальное обслуживание
- Полная ревизия гидросистемы: отключение оборудования, слив масла, очистка бака, заливка нового масла.
- Проверка всех датчиков и исполнительных устройств.
- Регулировка основных параметров рабочего цикла, тестирование точности гибки.
Общие рекомендации
- После окончания работы станка — приводить оборудование в исходное положение, отключать питание, проводить внешний осмотр.
- Запрещается использовать грязное или неподходящее масло, применять повреждённые детали, эксплуатировать машину с неисправностями.
- Вести журнал всех операций по обслуживанию и ремонту, отмечать замену фильтров, масла, деталей.
- При обнаружении дефектов — немедленно останавливать работу и привлекать специалиста для устранения неисправностей.
МЕРЫ БЕЗОПАСНОСТИ
Для правильной и безопасной эксплуатации станка оператор должен внимательно прочитать инструкцию по эксплуатации и полностью её усвоить.
Оператор, отвечающий за работу станка, должен хорошо разбираться в его устройстве и принципах работы.
Мощность гибки должна быть меньше номинального давления 21 МПа. Чтобы сохранить высокую точность станка и долговечность штампа, отрегулируйте расстояние между передней частью зажимного штампа и осью гибки при гибке пластин разной толщины.
Залейте в масляный бак гидравлическое масло марки HLP46. Первую замену масла необходимо произвести через 1 месяц с даты ввода в эксплуатацию, последующие замены каждые 12 месяцев.
Нормальная рабочая температура масла составляет 15–60 °C. Для обеспечения беспрепятственного прохождения масла производите чистку масляного фильтра каждые 3 месяца.
Станок использует систему дисперсной смазки. Для добавления масла обратитесь к схеме точек смазки. Клиентам следует убирать с станка некоторые хрупкие детали на случай использования станка во время проверки.
ЗАПРЕЩАЕТСЯ!
- Запрещается выполнять на станке операции, выходящие за рамки его функций, а также самостоятельно вносить изменения в конструкцию станка. Не разбирайте защитное устройство и не нарушайте инструкцию. Если в результате вышеуказанных причин произойдет несчастный случай с причинением вреда здоровью, мы не несем ответственности за него.
- Не изменяйте электрические параметры, установленные в электрошкафу (например, установленное значение тока для теплового реле, номинал плавкого предохранителя и т. д.). Запрещается заменять электрические детали других моделей и демонтировать защитное устройство.
- Внутри трансформатора, двигателя и электрических деталей находятся высоковольтные контактные штыри, которые чрезвычайно опасны, поэтому к ним нельзя прикасаться.
- Не забывайте отключать питание станка перед тем, как открывать электрические части устройства, такие как дверца электрошкафа, кнопочная панель. Это может делать только специализированный электротехнический персонал. При проверке электрооборудования должны присутствовать более двух электротехнических специалистов. Не разбирайте электрические части устройства при включенном питании.
- Необходимо знать расположение кнопки аварийной остановки, чтобы нажать ее в случае чрезвычайной ситуации.
- Во время работы станка не прикасайтесь руками к штампам и задним упорам станка во избежание несчастных случаев.
- Перед началом работы проверьте функции различных кнопок. Не нажимайте на кнопки без необходимости. Мокрая рука не должна касаться переключателей и кнопок.
- При установке станка должно быть достаточно места для ремонта электрошкафа и станка.
Видеообзор на примере MG-4x2500:
Безналичный расчет — перевод денежных средств на счет.
Стоимость машины листогибочной MG-3x2500 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить гидравлический листогиб MG3x2500 можно, связавшись с нами на сайте или по телефону:
+7 (495) 970-76-52.
Безналичный расчет — перевод денежных средств на счет.
Стоимость машины листогибочной MG-3x2500 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить гидравлический листогиб MG3x2500 можно, связавшись с нами на сайте или по телефону:
+7 (495) 970-76-52.