Гильотина механическая OVTO MNG-3.5x1250
Ножницы электромеханические гильотинные MNG-3.5x1250 предназначены для раскроя листового металла. Это самая современная серия ножниц малого размера.
Преимущества:
- Гильотина по металлу электромеханическия оснащена электромагнитным дисковым тормозом.
- Шестерня с валом приводится в движение двигателем.
- Угол резки небольшой, способ резки наклонный. Таким образом, линия реза получается хорошего качества без заусенцев.
Гильотина МNG 3.5-1250 является хорошим выбором для резки листов металлических и неметаллических материалов небольшой толщины. Модель зарекомендовала себя как внутри страны, так и за рубежом.
| Толщина разрезаемого листа, мм | 3.5 |
| Ширина разрезаемого листа, мм | 1250 |
| Количество ходов ползуна, об/мин | 47 |
| Длина листа отрезаемого по заднему упору, мм | до 800 ±3 |
| Угол наклона ножей, град. | 1 |
| Мощность двигателя, кВт | 5.5 |
| Габариты (ДxШxВ), мм | 1900x2200x1200 |
| Масса, кг | 1550 |
Стандартная комплектация:
- Ножницы электромеханические MNG-3.5x1250 в сборе
- Выносная педаль управления с кнопкой аварийной остановки
На ножницах установлено:
- Электрошкаф управления
- Комплект ножей
- Задний упор с ручной регулировкой
- Ручной механизм регулировки зазора между ножами
Комплект ЗИП:
- Шриц рычажно-плунжерный
Документация:
- Руководство по эксплуатации
- Паспорт
- Декларация соответствия ТР ТС
Дополнительные опции:
- Рольганг
- Тележка откатная
- Ленточный транспортер
- Угловой упор
- Дополнительный комплект ножей
- Передние удлинители стола (поддержка)
- Механизарованный (приводной) задний упор
Стандартная комплектация:
- Ножницы электромеханические MNG-3.5x1250 в сборе
- Выносная педаль управления с кнопкой аварийной остановки
На ножницах установлено:
- Электрошкаф управления
- Комплект ножей
- Задний упор с ручной регулировкой
- Ручной механизм регулировки зазора между ножами
Комплект ЗИП:
- Шриц рычажно-плунжерный
Документация:
- Руководство по эксплуатации
- Паспорт
- Декларация соответствия ТР ТС
Дополнительные опции:
- Рольганг
- Тележка откатная
- Ленточный транспортер
- Угловой упор
- Дополнительный комплект ножей
- Передние удлинители стола (поддержка)
- Механизарованный (приводной) задний упор
СОСТАВ НОЖНИЦ
Перечень составных частей ножниц MNG-3.5x1250:
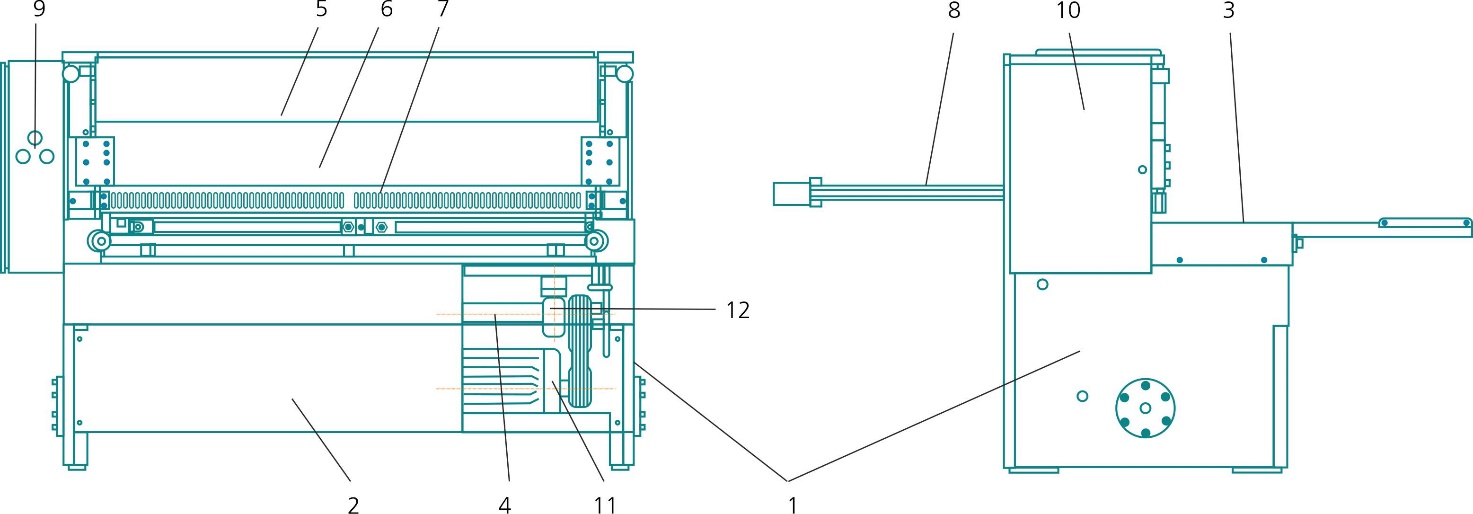
Рис.1 Общий вид с обозначением составных частей ножниц MNG-3.5x1250
- Станина
- Защитный кожух
- Рабочий стол
- Приводной вал
- Ножевая балка
- Прижимная балка
- Защитное ограждение
- Задний упор
- Пульт управления
- Электрошкаф
- Электродвигатель
- Редуктор
Станина ножниц имеет стальную, сварную конструкцию и отличается компактностью, легкостью и высокой жесткостью.
Режущая кромка ножей наклонена вперед, к опорной поверхности нижнего ножа, что позволяет получить чистую поверхность среза. Подъемные винты верхнего ножа позволяют выполнить точную настройку положения, необходимую для сведения к минимуму размеров заусенцев на поверхности среза.
Прижимное устройство оснащено регулируемыми пружинами. На прижимной поверхности устройства имеются противоскользящие шипы. Все это позволяет предотвратить повреждения поверхности обрабатываемого материала при более высоком давлении.
Станина
Станина ножниц является единой сварной конструкцией из стали, включающей в себя левую и правую вертикальные опоры, рабочий стол и две анкерные, «Г» - образные балки. Это обеспечивает достаточную прочность и жесткость.
Установочные болты и отверстия для фундаментных анкерных болтов имеются внизу каждой боковой плиты. Движение ножевой балки регулируется правой и левой направляющими опорными поверхностями, располагающимися вверху опорных колонн.
Опорные поверхности могут смещаться вперед и назад, что позволяет регулировать зазор ножей. Зазор легко регулируется с помощью двух болтов, расположенных на задней поверхности опорных колонн.
Поперечная плита из листового металла под станиной машины служит для монтажа двигателя.
Ножевая балка
Ножевая балка имеет сварную, стальную конструкцию. Она соединяется с главным валом при помощи оси, шатуна и эксцентрика. На ней располагаются ножи из конструкционной стали, закаленные и точно отшлифованные. Лезвия крепятся винтами с потайными головками. Регулировочные винты со стороны лезвия верхнего ножа, обеспечивают точную настройку.
Задний упор
В базовом исполнении машина оборудована задним упором с ручным приводом.
Упор состоит из направляющих штанг, ползунов, вала, зубчатой передачи, штанг упора и, собственно, упора, а также ручного маховика. Левая и правая направляющие штанги крепятся к подвижной балке и имеют зубчатую дорожку для зацепления шестерен, приводящих в движение ползуны с закрепленным на них упором. Во время поворота ручного маховика, вал, соединяющий ползуны, обеспечивает синхронное вращение двух ведущих шестерен.
Упор установлен на двух промежуточных штангах, позволяющих точно настроить как положение краев, так и общее положение упора. Справа устанавливается штанга с линейкой. Показания с линейки можно легко считать с помощью оптической увеличительной линзы. Точность считывания составляет +/-0,5 мм. Кромка нижнего лезвия – это эталонная точка, соответствующая нулю.
Во время установки станка или после заточки лезвия необходимо точно выставить нулевое положение упора. Стопорные рукоятки установлены на обоих ползунах. После установки размера заблокируйте рукоятки, чтобы обеспечить точность отрезаемых заготовок.
Прижим
Прижим состоит из прижимной балки, противоскользящих полиэфирных накладок, набора барашковых пружин и винтов давления, отжимных винтов.
Прижимная балка может двигаться вверх-вниз в пазах правой и левой опор. В пазах также находятся вышеназванные пружинные соединения. Следует отрегулировать их винтами давления так, чтобы прижимная плита четко фиксировала лист металла на рабочем столе. Между отжимными винтами внутри прижимной балки и блоком, несущим нож, имеются буферные прокладки.
Необходимо отрегулировать отжимные винты таким образом, чтобы нож находился в верхней мертвой точке; расстояние между прижимным устройством и рабочим столом при этом не должно превышать 7 мм, чтобы обеспечить достаточное давление для надежной фиксации листового металла во время процесса резки.
Противоскользящие полиуретановые накладки расположены на нажимных головках прижимной плиты и служат для предотвращения повреждений поверхности листового материала, особенно при резке материалов с мягкой и гладкой поверхностью.
Защита
Все узлы и механизмы машины закрыты защитными кожухами, обеспечивающими безопасную работу.
Привод
Главный приводной двигатель - двигатель с магнитным тормозом, установлен под рабочим столом, приводит во вращение главный вал посредством цилиндрического редуктора и клиноременной передачи.
Редуктор монтируется непосредственно на главном валу. Вращательное движение вала преобразуется в возвратно-поступательное движение подвижной (режущей балки) посредством эксцентриков и шатунов, закрепленных на концах вала.
Шкивы ременной передачи, установленные на валах двигателя и редуктора, легко демонтируются. Натяжка ременной передачи осуществляется специальным болтом, который позволяет проворачивать его на главном валу.
Электромагнитный дисковый тормоз, установленный на главном двигателе, обеспечивает мгновенный останов машины.
Электрооборудование
Электроаппаратура (за исключением нескольких аппаратов) смонтирована в шкафу управления, расположенном сбоку ножниц.
Станок работает от трехфазной сети переменного тока 380В. Напряжение и частота должны соответствовать принятому стандарту. Электродвигатель со встроенным электромагнитным тормозом. Электрическая схема и перечень электрических компонентов приведены в руководстве ниже.
Органы управления
К органам управления ножниц относятся - электрошкаф и педаль управления:
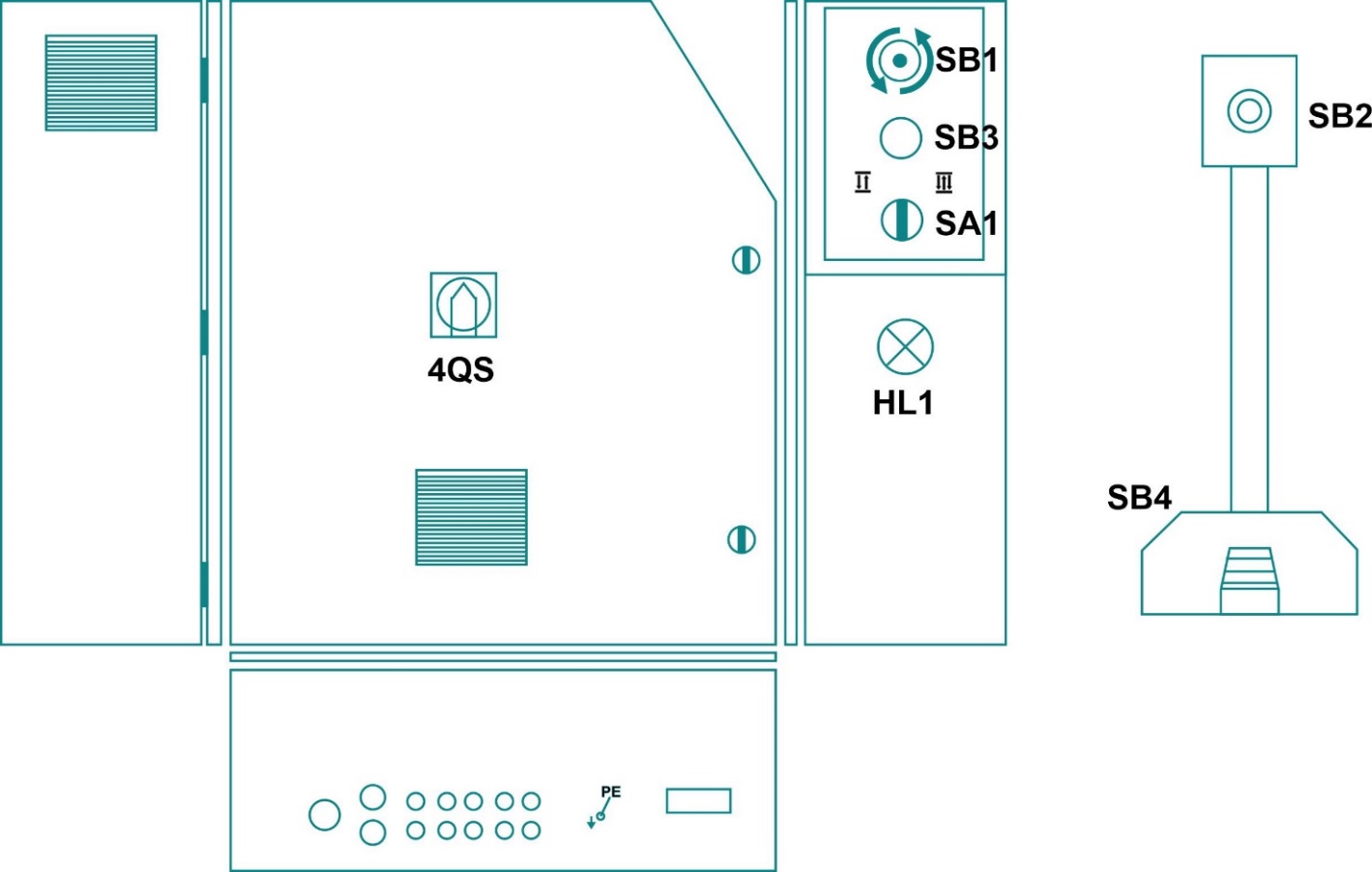
Рис.2 Органы управления MNG-3.5x1250
Питание подается при повороте переключателя 4QS. Индикатор HL1 сигнализирует о том, что ключ цепи замкнут.
При нажатии на SB4 – проиходит запуск двигателя. Если запуск не состоялся, проверьте источник питания и предохранитель в распределительной коробке.
В случае возникновения экстренной ситуации немедленно нажмите на красную кнопку останова SB2 или SB1.
Установив переключатель SA1 в режим «Одиночный ход» - выбирается одиночный ход. В режиме одинарного хода при нажатии на педаль SB4 машина совершает 1 цикл резки, балка останавливается в верхней мертвой точке. Даже если вы продолжите удерживать переключатель SB4 - второй цикл не начнется.
Когда переключатель выбора режима SA1 установлен в положение «Непрерывного хода» - включается полуавтоматический режим. Нажмите и удерживайте педаль SB4 – ножницы будут совершать повторяющийся цикл резки. Как только вы отпустите педаль – балка автоматически остановится в верхней мертвой точке в конце цикла.
Кнопка SB3 – толчковый режим
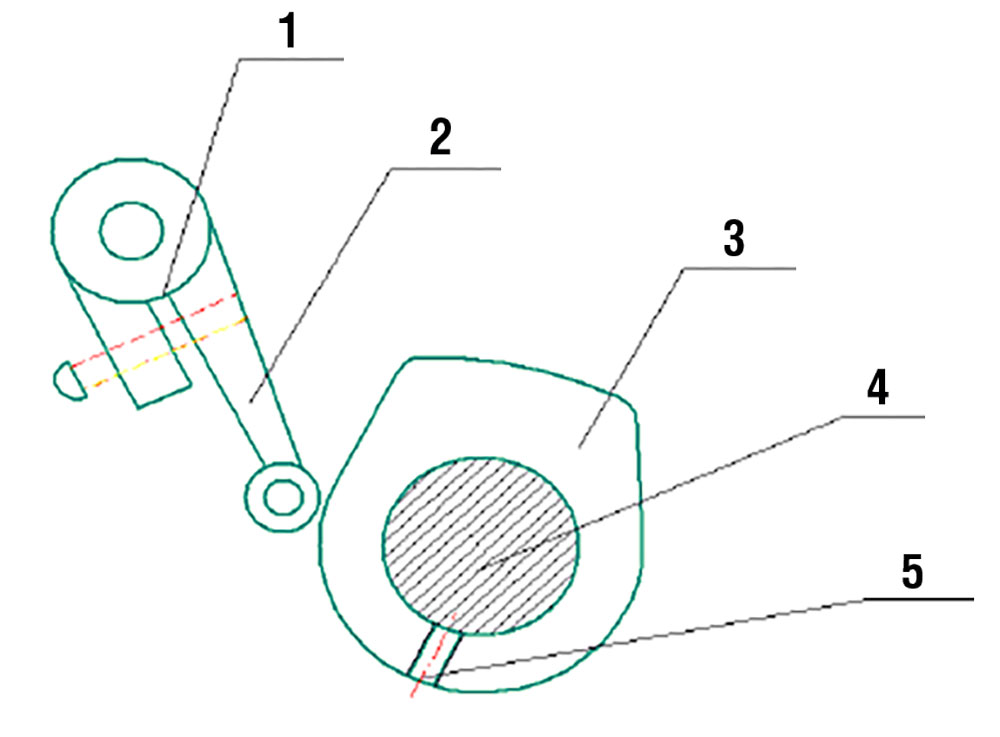
КИНЕМАТИЧЕСКАЯ СХЕМА
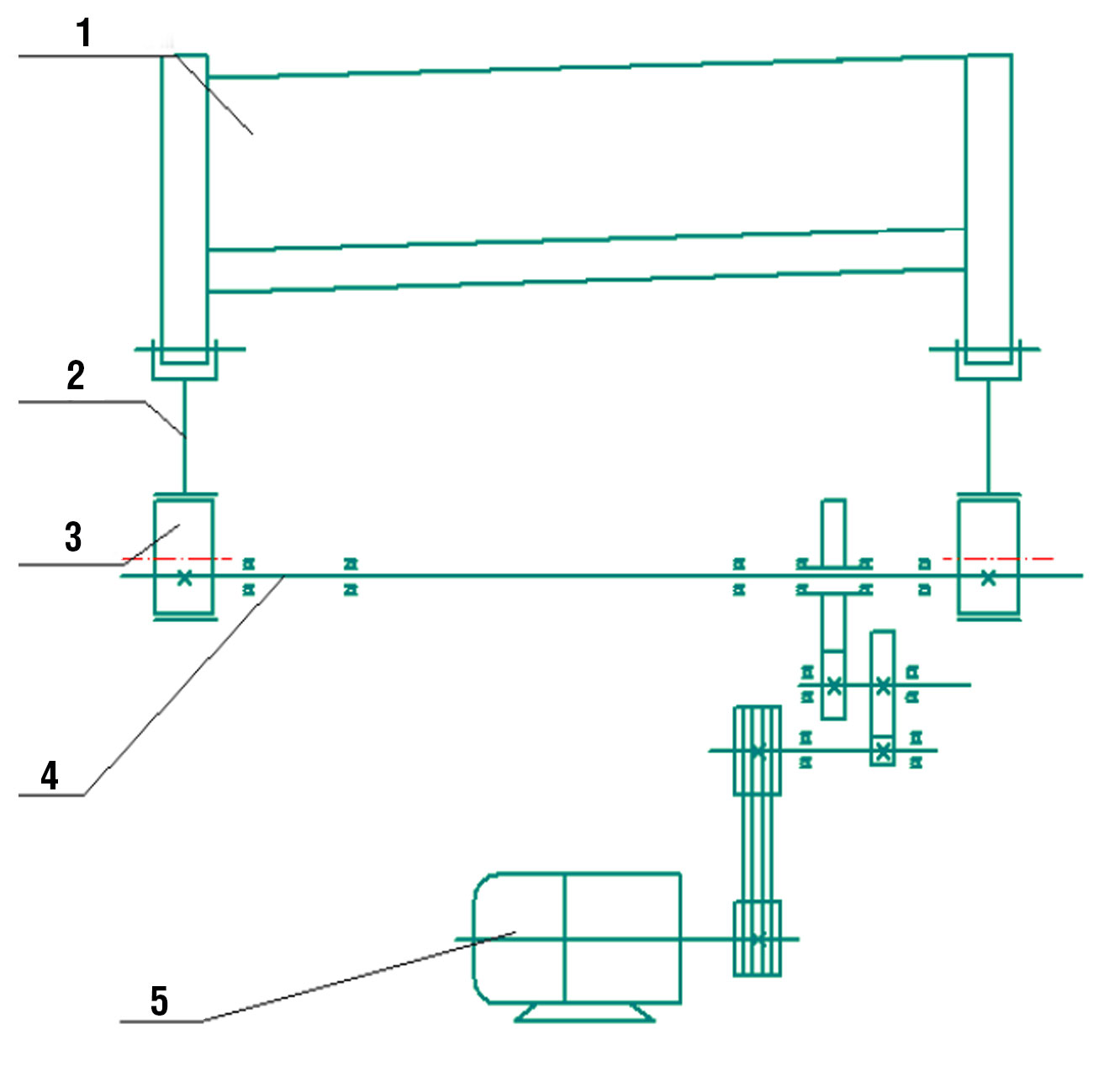
Рис.3 Кинематическая схема ножниц MNG-3.5x1250
1 – ножевая балка; 2 – шатун; 3 – эксцентрик; 4 – главный вал, 5 - двигатель.
Двигатель с электромагнитным тормозом, смонтированный под столом машины, приводит в движение автономный полностью закрытый привод посредством клиноременной передачи.
Понижающий редуктор располагается непосредственно на главном валу, шатунный болт обеспечивает регулировку натяжения ремня привода.
Главный вал поддерживается четырьмя блоками на сферических подшипниках. На каждом конце главного вала смонтирован эксцентрик. Это позволяет преобразовывать вращательное движение вала в возвратно-поступательное движение лезвий ножей.
Шкивы закреплены на валу двигателя и ведущем валу привода на шпонках, удобных для монтажа и демонтажа. На другом конце вала двигателя смонтирован электромагнитный тормоз, гарантирующий своевременную остановку машины.
СИСТЕМА СМАЗКИ
Правильная и регулярная смазка станка имеет большое значение для нормальной его эксплуатации и долговечности. Поэтому необходимо строго придерживаться ниже приведенных рекомендаций.
Смазка производится вручную, согласно карте смазки:
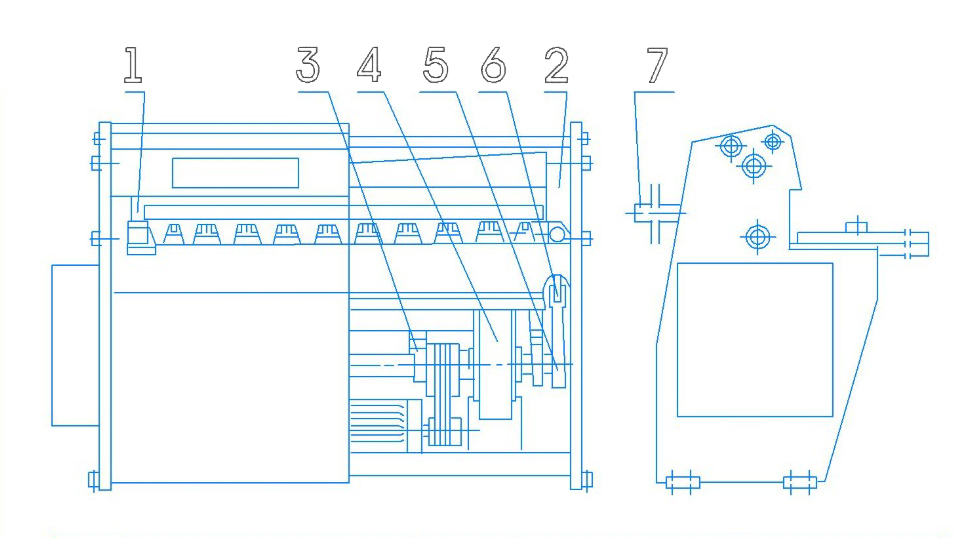
Рис.4 Карта смазки ножниц MNG-3.5x1250
1 раз в смену (материал ЦИАТИМ-203:
1. Направляющие прижимной балки
2. Направляющие ножевой балки
5. Втулка эксцентрика
6. Палец шатуна
7. Направляющие заднего упора
1 раз в 6 месяцев (материал Масло Индустриальное "И-30"):
3. Подшипник приводного вала
4. Редуктор
ПОРЯДОК УСТАНОВКИ
Распаковка
При распаковке необходимо следить за тем, чтобы не повредить станок распаковочным инструментом. Вскройте упаковку и осмотрите ножницы.
ВНИМАНИЕ! Если при распаковке обнаружены повреждения немедленно сообщите об этом поставщику. При этом ножницы не допускаются к вводу в эксплуатацию.
Упаковочные листы на принадлежности и инструмент находятся в отдельном ящике. Проверьте комплектность поставки.
Транспортирование
Перемещать станок следует с помощью стальных тросов согласно схеме транспортирования:
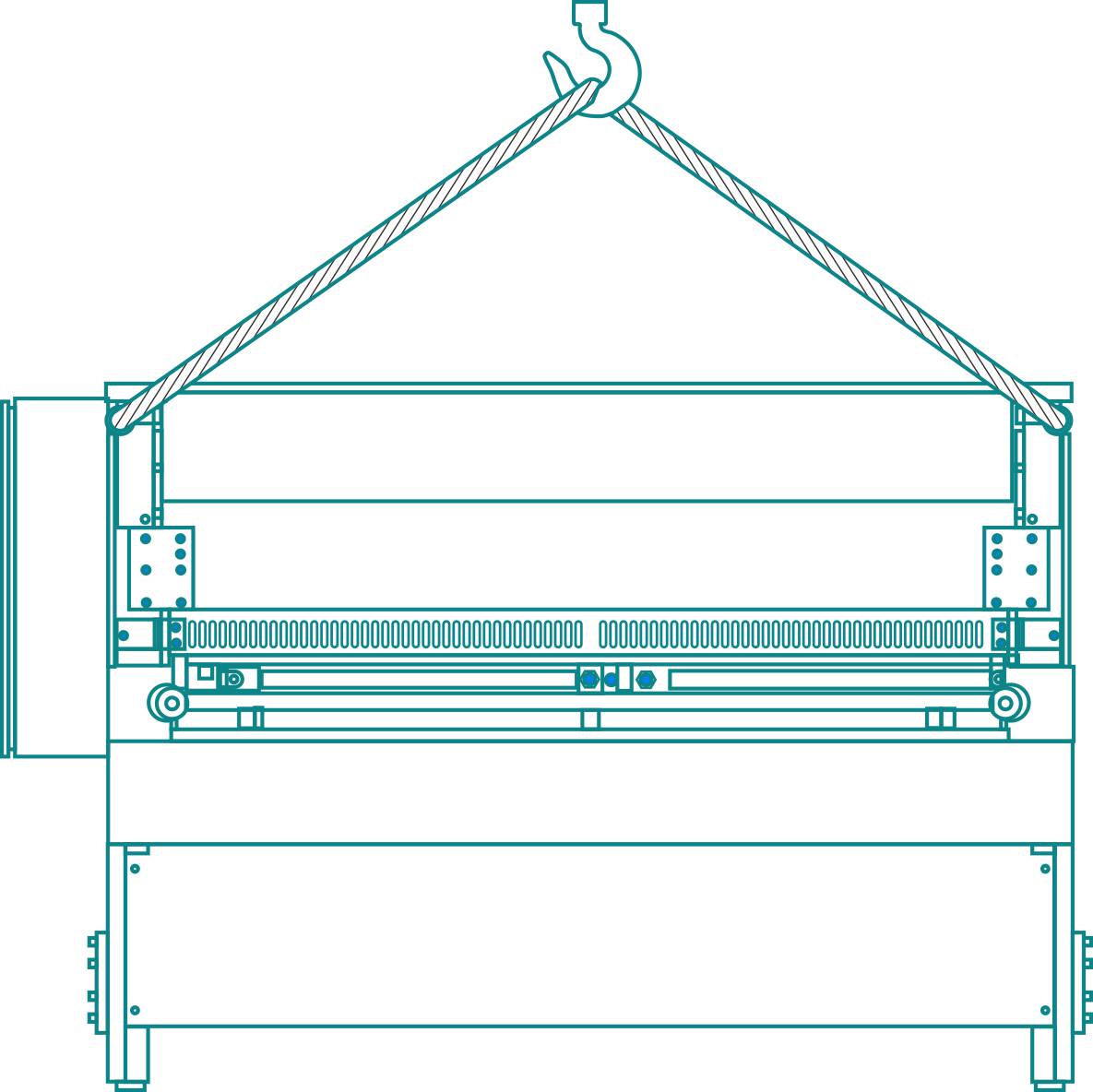
Рис.5 Схема транспортировки ножниц MNG-3.5x1250
Монтаж
Гильотина должна быть смонтирована на ровном бетонном фундаменте. Глубина заложения фундамента определяется в зависимости от состояния грунта, но должна быть не менее
300 мм.
Схема фундамента представлена в Руководстве по эксплуатации.
При подготовке фундамента следует обеспечить наличие свободного места для организации рабочей зоны.
После установки на фундамент машину следует выровнять в продольном и поперечном направлениях с помощью уровня, используя регулировочные винты. Отклонение уровня не должно превышать 2 мм на метр. После выравнивания следует заполнить отверстия под анкерные болты бетоном.
Расконсервация
Перед первоначальным пуском необходимо тщательно очистить наружные поверхности ножниц от антикоррозионной ингибированной смазки.
ВНИМАНИЕ! Во избежание повреждения частей машины или окрашенной поверхности не следует производить очистку с помощью металлических приспособлений или песка. Для удаления смазки нужно воспользоваться деревянной лопаточкой и салфетками, смоченными уайт-спиритом.
Во избежание в дальнейшем коррозии очищенные поверхности нужно покрыть тонким слоем масла ИЗО-А ГОСТ 20799—75 или аналога.
ПОДГОТОВКА К ПУСКУ
Подготовка к первоначальному пуску
- Обработайте все точки смазки согласно требованиям.
- Включите питание с распределительного ящика. Машина должна быть надежно заземлена.
- Установите зазор между ножами в соответствии с толщиной материала для резки.
- Освободите вручную тормоз двигателя и поверните шкив вручную, чтобы привести ножи в движение (вниз - вверх несколько раз), проверьте, все ли механизмы работают нормально.
Первоначальный пуск
- Проверьте кнопки в распределительной коробке. Выберите одиночный ход.
- Запустите двигатель. Убедитесь, что направление вращения совпадает со стрелкой на индикаторе двигателя.
- При нажатии на ножной выключатель машина совершает один цикл. Убедитесь, что верхний нож автоматически останавливается в верхней мертвой точке.
- Выберите повторный ход. Пока нажат ножной выключатель, машина будет повторять циклы резки. После часа работы проверьте, не перегревается ли машина.
- Если все нормально, проведите несколько пробных циклов резки с материалом разной толщины. При отсутствии каких-либо отклонений машина готова к дальнейшей работе.
ПОРЯДОК РАБОТЫ
Оборудование должно эксплуатироваться в режиме односменной работы (не более 8 рабочих часов в сутки). Несоблюдение данного правила эксплуатации является причиной преждевременного износа и выхода оборудования из строя.
Наладка станка
Использование заднего упора:
Регулировка выполняется на опорных осевых гайках М24. Валы заднего упора двигаются вперед пока не коснутся нижней поверхности ножа. Оба боковых вала должны касаться поверхности ножа. Если один из них остался спереди или сзади они должны быть выведены на один уровень:
- Ослабьте два фиксирующих боковых рычага.
- После чего вращайте колесо, следите за положением левого-правого рычагов до получения желаемой длины.
- После регулировки затяните оба боковых рычага для фиксации упора.
Замена и регулировка ножей:
В случае повреждения или затупления ножей их можно заменить или переставить другой режущей стороной. Для этого выполните следующее:
- Снимите прижимы с обоих концов.
- Перед снятием или установкой ножа между верхним и нижним ножами настоятельно рекомендуется проложить деревянные бруски для предотвращения получения травм и возникновения других опасных ситуаций во время замены.
- Открутите фиксирующие болты верхнего/нижнего ножа, при этом нож нужно обязательно придерживать руками. Для предотвращения получения травмы используйте перчатки.
- Теперь нож может быть снят
Для установки ножа повторите вышеописанные действия в обратном порядке.
Верхний и нижний нож различаются по конструкции. Верхний нож имеет 2 режущих края. Режущий край верхнего ножа выполнен с углом 5˚ относительно разрезаемого листа. Нижний нож выполнен с прямым углом и имеет 4 режущих края. Все режущие поверхности должны постоянно проверяться и своевременно затачиваться для получения качественного реза.
Схема правильной установки ножей:
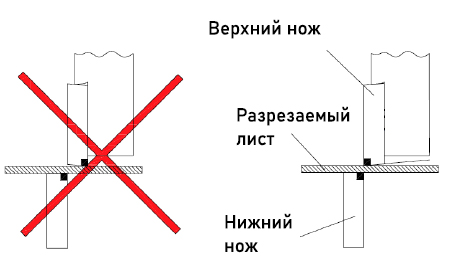
Рис.6 Схема правильной установки ножей
Регулировка зазора между ножами:
Рукоятки сзади двух опорных колонн служат для быстрой настройки. Значение устанавливаемого зазора показывается на шкале с каждой стороны рамы. Зазор между ножами должен составлять 5-10% от толщины разрезаемого листа. При регулировке зазора между ножами необходимо ослабить контровочный винта после регулировки нужно снова его затянуть в противном случае зазор в процессе работы изменится, что может привести к аварии.
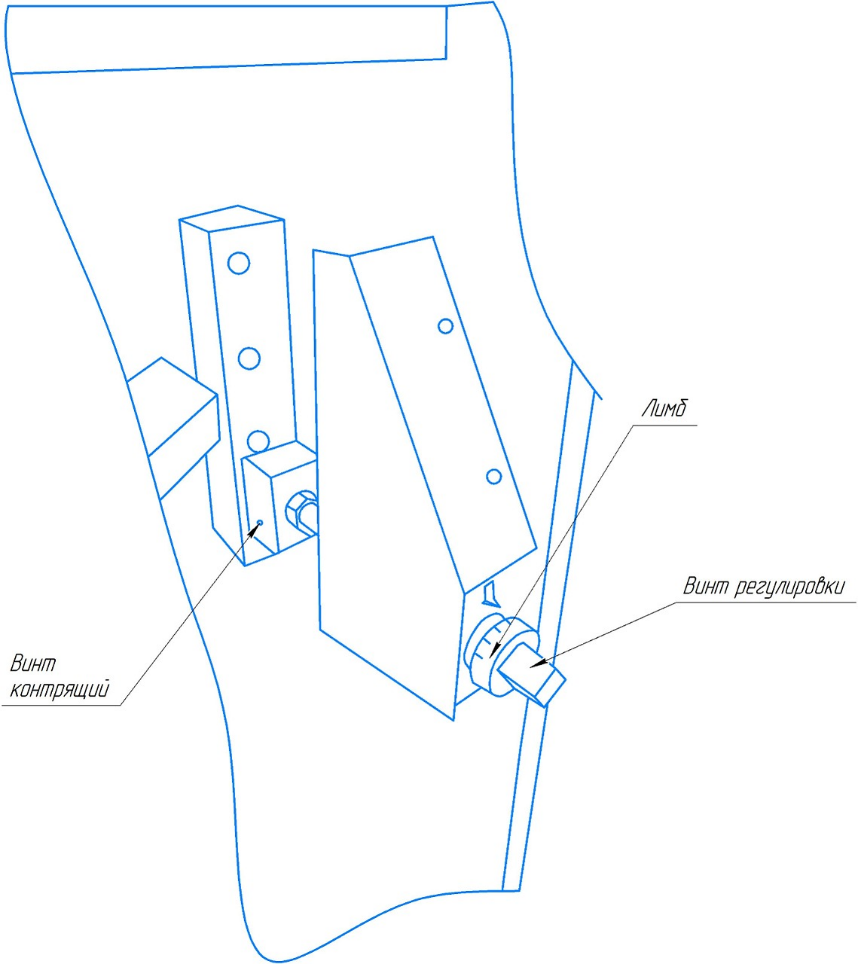
Рис 7. Устройство регулировки зазора между ножами ножниц MNG-3.5x1250
Обязательные действия после выполнения ремонта ножниц или замены ножей:
После ремонта машины или заточки ножей следует заново отрегулировать механизм быстрой настройки:
- Выкрутите винт регулировки давления из прижимного устройства. Освободите тормоз двигателя, вручную совместите верхнее и нижнее лезвие.
- Ослабьте зажимной винт ручки устройства «Мгновенное схватывание» так, чтобы ручка свободно поворачивалась на регулировочной оси.
- Переместите регулировочную ручку «Мгновенное схватывание» в направлении увеличения или уменьшения, как показано на табличке символов, установите зазор лезвия 0,08 мм с помощью щупа для измерения зазоров.
- Ослабьте зажимные винты ручного рычага так, чтобы ручной рычаг мог свободно поворачиваться на регулировочном валу, установите ручной рычаг на Минимум, затяните зажимные винты. Обратите внимание, что левый и правый ручной рычаг идентичны.
- Повторите шаги 1-3, потом переместите балки лезвия вверх и вниз, выполните измерения и внесите изменения в соответствии с минимальным и максимальным зазором лезвия.
- В случае переточки лезвий зазор необходимо проверять в разных точках по всей длине лезвия. Если значения зазора разные, отрегулируйте зазор с помощью подъемных винтов в задней части балки верхнего лезвия. Важно, чтобы зазор был одинаковым по всей длине лезвия.
- Закрутите зажимной винт прижимной плиты.
Регулировка прижимного устройства:
- Для уменьшения давления слегка ослабьте два зажимных винта.
- Для того чтобы установить зазор между прижимным устройством и рабочим столом, необходимо одновременно отрегулировать открывающие и зажимные винты. Для увеличения зазора ослабьте зажимные винты соответственно, в противном случае можно повредить барашковую пружину.
- После регулировки затяните винты и гайки, установите защитную крышку.
Регулировки ножевой балки:
При обычной работе такая регулировка не требуется. После заточки лезвий необходимо отрегулировать направляющий рельс балок лезвия:
- Поверните регулировочные ручки, обратите внимание, что положение двух ручек должно быть одинаковым.
- Ослабьте стопорную гайку площадки направляющего рельса на левой и правой колонне, поверните эксцентриковые винты, чтобы установить зазор 0,08 мм между верхним и нижним лезвием.
- Затяните стопорные винты и гайки площадок направляющего рельса.
- Зазор между балкой верхнего лезвия и скользящей плитой площадки направляющего рельса регулируется с помощью винтов в задней части площадки направляющего рельса.
- Перемещение балок лезвия должно быть с наклоном вперед.
Установка и регулировка кронштейнов передней поддержки и заднего упора:
Перед работой необходимо установить передний боковой упор и кронштейны передний поддержки листа. Передний упор можно установить на любом конце стола станка. Однако для удобства резания под прямым углом передним упор обычно устанавливается на левой стороне. Нулевую отметку линейки напротив кромки нижнего лезвия переднего упора и кронштейнов можно регулировать, ослабив винты на шкале. Прямой угол к кромке нижнего лезвия калибруется с помощью угольника, потом затягиваются все винты.
Задний упор (сборка, установка и регулировка):
- Установите зубчатое колесо и вал для левого ползуна, убедитесь, что зубцы колеса находятся в правильном зацеплении с зубчатой рейкой. Заблокируйте в этом положении с помощью зажимной ручки после измерения расстояния от конца ползуна до торца вала рейки.
- Установите зубчатое колесо и вал для правого ползуна аналогичным способом.
- Установите регулировочный вал на торцах вала-шестерни левого и правого ползуна. Закрепите его седловидной шайбой, винтами и гайками.
- Вставьте валы рейки в два монтажных отверстия на горизонтальной плите балки верхнего лезвия и затяните с помощью шайб и гаек.
- Установите натяжной стержень для двух ползунов и подсоедините упор к соединительному стержню с помощью специального вала пальца. Затяните с помощью шайб и гаек.
- Ослабьте зажимные ручки и используйте ручной маховик для перемещения заднего упора вперед к кромке нижнего лезвия. Ослабьте гайки и винты на регулировочном валу.
- Установите пластину заднего упора параллельно кромке нижнего лезвия, отрегулируйте синхронное действие двух ведущих шестерен.
- Нулевая шкала на валу правой рейки – это кромка нижнего лезвия. С помощью оптической увеличительной линзы отрегулируйте так, чтобы ход упора и показание шкалы совпали.
Регулировка концевого выключателя (KA2) и кулачка:
Концевой выключатель необходимо отрегулировать после ремонта станка, или если станок не останавливается или точка останова неправильная.
- Регулировочный винт подвижного рычага
- Подвижный рычаг ограничителя хода
- Кулачок главного вала
- Главный вал
- Установочный винт
Отрегулируйте следующим образом:
- Ослабьте установочный винт и переместите кулачок, оставьте пространство для перемещения подвижного рычага ограничителя хода
- Ослабьте регулировочный винт подвижного рычага, чтобы переместить его ближе к центру главного вала и опять затяните
- Установите кулачок и вручную сделайте один полный оборот, чтобы KA2 выполнил одно действие
- Повторно отрегулируйте KA2, если это необходимо, необходимо, также проверить ограничитель хода.
Регулировка электромагнитного тормоза главного двигателя:
Положение тормозных дисков регулируется на заводе-изготовителе перед отгрузкой электродвигателя со встроенным электромагнитным тормозом. Осевое отклонение ротора составляет около 2,5 мм, чтобы создать наилучший тормозной эффект.
В случае обнаружения признаков износа или разрыва тормозного обруча, или если двигатель со встроенным электромагнитным тормозом был демонтирован и потом опять установлен, необходимо изменить осевое перемещение, которое влияет на тормозной эффект.
Выполните следующие шаги:
- Сначала надо снять кожух с двигателя со встроенным электромагнитным тормозом.
- Далее необходимо ослабить регулировочный винт и отрегулировать гайку так, чтобы перемещение тормозной диска в осевом направлении было приблизительно 2,5 мм.
- И, наконец, плотно затяните гайку и установите защитный кожух.
Режимы работы
Исходное состояние: главный выключатель QS включен, индикатор горит, концевой выключатель KA2 нажат, кнопки аварийного останова и блокировки SB1-SB3 выключены (количество зависит от модели машины).
Одиночный ход:
- Установите переключатель режимов в положении «одиночный ход».
- Нажмите педаль, двигатель запустится. Если двигатель не запускается, проверьте питание и предохранитель в электрическом шкафу.
- Проверьте направление вращения двигателя (вращение главного вала смотрите на наклейке на правом шатуне).
- В аварийной ситуации немедленно нажмите красную кнопку аварийного останова и отключите питание.
- В режиме "одиночного хода" еще раз нажмите на педаль - станок выполнит один цикл резания, потом остановится в верхней мертвой точке. Даже если педаль ножного выключателя не отпущена, второй ход резания осущетвлен не будет.
Непрерывный ход:
- Установите переключатель режимов в положение «непрерывный ход».
- Нажмите и не отпускайте педаль, станок будет выполнять непрерывные ходы резания.
Если после выполнения хода резания педаль отпустить, станок остановится автоматически в верхней мертвой точке. Если в этом режиме один раз нажать и отпустить педаль ножного выключателя, это будет аналогично одиночному ходу резания. - Подвижная балка может быть остановлена в любой точке, если использовать кнопку SB4.
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
В ножницах могут возникнуть различного рода неисправности. Многие из-за несоблюдения инструкций по уходу и обслуживанию.
В любом случае прежде, чем приступить к устранению неисправности, нужно ознакомиться с перечнем основных возможных неисправностей.
При идентичности характера возникшей неисправности с описанной нужно воспользоваться предлагаемыми методами устранения.
В случае, если характер неисправности не совпадает с перечисленными и ее устранение вызывает затруднения, обращайтесь на завод изготовитель.
Перечень возможных неисправностей и методы их устранения
1. Подшипники скольжения шатунов, букс греются, в смазке находятся частицы бронзы:
- малый зазор между шейками валов и вкладышами - пришабрить вкладыш
- отсутствует смазка - проверить поступление смазки
2. Тугое скольжение ножевой балки:
- износ прокладок - заменить прокладки
- отсутствует смазка - проверить поступление смазки
3. При нажатии на кнопки или педаль не происходит включение ножниц:
- Неполадка в электросхеме - Зачистить контакты, проверить исправность пускателей, проверить исправность предохранителей
4. Электродвигатель при пуске не развивает полных оборотов:
- обрыв питающей цепи - проверить по схеме и устранить
- неполадка в пусковой аппаратуре - проверить по схеме и устранить
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Система межремонтного технического обслуживания определяет порядок, содержание и периодичность своевременного осмотра и обслуживания оборудования и процесса его эксплуатации.
Обслуживание выполняется во время перерыва в работе, без нарушения процесса производства рабочими, эксплуатирующими оборудование и дежурным персоналом ремонтной службы цеха (слесари, электрики, смазчики и др.).
Работы, предусмотренные ТО, охватывают проверку и обслуживание узлов оборудования, определяющих надежность его работы.
Завод-изготовитель предусматривает следующие виды технического обслуживания:
- ТОсм ‒ ежесменное;
- ТОед ‒ ежедневное заявочное;
- ТО1 ‒ еженедельное;
- ТО2 ‒ ежемесячное;
- ТО3 ‒ осмотр.
ВНИМАНИЕ! К работе на ножницах допускаются только рабочие, прошедшие техническое обучение и имеющие удостоверение на право самостоятельной работы.
ТОсм ‒ Ежесменное
ТОсм проводится ежесменно, как сотрудниками, работающими на оборудовании.
- Перед началом работы проверить и убедиться в исправности всех частей оборудования.
- Проверить работу системы управления и сигнализации.
- Проверить точность остановки ножевой балки в верхней мертвой точке.
- Проверить точность настройки заднего упора
- Убедиться в надлежащей смазке всех узлов, согласно карте смазки.
ВНИМАНИЕ! При несоблюдении требований, изложенных в ТОсм, работать на оборудовании категорически запрещается.
Во время запуска дежурный персонал слесарей и электриков обязан периодически осуществлять контроль за выполнением эксплуатирующим персоналом ТОсм и устранять выявленные неполадки.
Время на выполнение перечисленных требований ‒ 10..20 минут
ТОед ‒ Ежедневное
ТОед ‒ ежедневное, проводится в специально установленные время;
ТО1 ‒ Еженедельное
ТО1 проводится один раз в неделю персоналом службы механика, энергетика и устанавливает следующий перечень работ:
- Убедиться при работе ножниц в отсутствии ненормальных стуков, вибраций, шумов.
- Замерить в конце смены, после интенсивной работы температуру нагрева подшипников и направляющих механизмов, температура нагрева подшипников не должна превышать +60°С.
- Убедиться в плотности затяжки болтов.
- Проверить работу устройств техники безопасности и блокировок.
ТО2 ‒ Ежемесячное
ТО2 проводится один раз в месяц персоналом службы механика и энергетика:
- Проверить внешним осмотром состояние рабочих поверхностей, направляющих.
ТО3 ‒ осмотр
Проводится по графику системы ППР с целью выявления объемов работ, подлежащих выполнению при очередном плановом ремонте.
Ведение журнала
В процессе эксплуатации оборудования, начиная с его пуска, в обязательном порядке вести эксплуатационный журнал, в котором фиксировать техническое обслуживание ТОед, ТО1 и ТО2 с указанием:
- исполнителя;
- даты обслуживания;
- проверенных узлов;
- выявленных отклонений;
- проведенных регулировок;
- замены деталей, материалов (масла) и т.п.
ВНИМАНИЕ! Отсутствие эксплуатационного журнала, а также невыполнение требований, относящихся к порядку и содержанию технического обслуживания оборудования, является грубым нарушением правил эксплуатации и освобождает завод-изготовитель и поставщика от гарантийных обязательств.
МЕРЫ БЕЗОПАСНОСТИ
- Эксплуатация ножниц разрешается только после ознакомления с их устройством и руководством по эксплуатации.
- Работающему на ножницах необходимо знать и строго соблюдать правила по технике безопасности, изложенные в соответствующих разделах руководств и инструкции.
- Подход к зоне обслуживания ножниц должен быть свободным.
- Перед началом работы необходимо:
- произвести внешний осмотр ножниц, устранить неисправности;
- произвести заземление электрооборудования ножниц, пульта управления к цеховому контуру заземления;
- проверить работу ножниц;
- проверить работу блокирующих устройств;
- проверить наличие контрольно-регулирующей аппаратуры, сигнализации, защитных устройств;
- Устранение неисправностей производите только при выключенном вводном выключателе. Выключать и включать вводной выключатель под нагрузкой запрещается.
- ВНИМАНИЕ! Запрещается работать со снятым ограждением зоны прижимов и реза. Не допускается при работе ножниц вносить руки в зону прижимов и реза.
- ВНИМАНИЕ! После каждой смены ножей и регулировки зазора между ножами необходимо во избежание аварий первый ход ножевой балки осуществлять вхолостую в режиме «Наладка», следя при этом, чтобы не произошло набегание верхнего ножа на нижний.
ЗАПРЕЩАЕТСЯ:
- допускать и работать на ножницах рабочих, не прошедших инструктаж по их эксплуатации и обслуживанию;
- эксплуатация неисправных ножниц;
- производить работу при нарушенном заземлении или его отсутствии;
- производить ремонт, вести наладку, регулировку, чистку на ходу при включенном вводном выключателе электросети;
- производить шприцем смазку ножниц;
- находиться в зоне выгрузки отрезанных заготовок;
- резать материал, не соответствующий технической характеристике ножниц.
- При ремонте и устранении неисправностей обязательно зафиксировать ножевую балку с обоих сторон.
СОСТАВ НОЖНИЦ
Перечень составных частей ножниц MNG-3.5x1250:
Рис.1 Общий вид с обозначением составных частей ножниц MNG-3.5x1250
- Станина
- Защитный кожух
- Рабочий стол
- Приводной вал
- Ножевая балка
- Прижимная балка
- Защитное ограждение
- Задний упор
- Пульт управления
- Электрошкаф
- Электродвигатель
- Редуктор
Станина ножниц имеет стальную, сварную конструкцию и отличается компактностью, легкостью и высокой жесткостью.
Режущая кромка ножей наклонена вперед, к опорной поверхности нижнего ножа, что позволяет получить чистую поверхность среза. Подъемные винты верхнего ножа позволяют выполнить точную настройку положения, необходимую для сведения к минимуму размеров заусенцев на поверхности среза.
Прижимное устройство оснащено регулируемыми пружинами. На прижимной поверхности устройства имеются противоскользящие шипы. Все это позволяет предотвратить повреждения поверхности обрабатываемого материала при более высоком давлении.
Станина
Станина ножниц является единой сварной конструкцией из стали, включающей в себя левую и правую вертикальные опоры, рабочий стол и две анкерные, «Г» - образные балки. Это обеспечивает достаточную прочность и жесткость.
Установочные болты и отверстия для фундаментных анкерных болтов имеются внизу каждой боковой плиты. Движение ножевой балки регулируется правой и левой направляющими опорными поверхностями, располагающимися вверху опорных колонн.
Опорные поверхности могут смещаться вперед и назад, что позволяет регулировать зазор ножей. Зазор легко регулируется с помощью двух болтов, расположенных на задней поверхности опорных колонн.
Поперечная плита из листового металла под станиной машины служит для монтажа двигателя.
Ножевая балка
Ножевая балка имеет сварную, стальную конструкцию. Она соединяется с главным валом при помощи оси, шатуна и эксцентрика. На ней располагаются ножи из конструкционной стали, закаленные и точно отшлифованные. Лезвия крепятся винтами с потайными головками. Регулировочные винты со стороны лезвия верхнего ножа, обеспечивают точную настройку.
Задний упор
В базовом исполнении машина оборудована задним упором с ручным приводом.
Упор состоит из направляющих штанг, ползунов, вала, зубчатой передачи, штанг упора и, собственно, упора, а также ручного маховика. Левая и правая направляющие штанги крепятся к подвижной балке и имеют зубчатую дорожку для зацепления шестерен, приводящих в движение ползуны с закрепленным на них упором. Во время поворота ручного маховика, вал, соединяющий ползуны, обеспечивает синхронное вращение двух ведущих шестерен.
Упор установлен на двух промежуточных штангах, позволяющих точно настроить как положение краев, так и общее положение упора. Справа устанавливается штанга с линейкой. Показания с линейки можно легко считать с помощью оптической увеличительной линзы. Точность считывания составляет +/-0,5 мм. Кромка нижнего лезвия – это эталонная точка, соответствующая нулю.
Во время установки станка или после заточки лезвия необходимо точно выставить нулевое положение упора. Стопорные рукоятки установлены на обоих ползунах. После установки размера заблокируйте рукоятки, чтобы обеспечить точность отрезаемых заготовок.
Прижим
Прижим состоит из прижимной балки, противоскользящих полиэфирных накладок, набора барашковых пружин и винтов давления, отжимных винтов.
Прижимная балка может двигаться вверх-вниз в пазах правой и левой опор. В пазах также находятся вышеназванные пружинные соединения. Следует отрегулировать их винтами давления так, чтобы прижимная плита четко фиксировала лист металла на рабочем столе. Между отжимными винтами внутри прижимной балки и блоком, несущим нож, имеются буферные прокладки.
Необходимо отрегулировать отжимные винты таким образом, чтобы нож находился в верхней мертвой точке; расстояние между прижимным устройством и рабочим столом при этом не должно превышать 7 мм, чтобы обеспечить достаточное давление для надежной фиксации листового металла во время процесса резки.
Противоскользящие полиуретановые накладки расположены на нажимных головках прижимной плиты и служат для предотвращения повреждений поверхности листового материала, особенно при резке материалов с мягкой и гладкой поверхностью.
Защита
Все узлы и механизмы машины закрыты защитными кожухами, обеспечивающими безопасную работу.
Привод
Главный приводной двигатель - двигатель с магнитным тормозом, установлен под рабочим столом, приводит во вращение главный вал посредством цилиндрического редуктора и клиноременной передачи.
Редуктор монтируется непосредственно на главном валу. Вращательное движение вала преобразуется в возвратно-поступательное движение подвижной (режущей балки) посредством эксцентриков и шатунов, закрепленных на концах вала.
Шкивы ременной передачи, установленные на валах двигателя и редуктора, легко демонтируются. Натяжка ременной передачи осуществляется специальным болтом, который позволяет проворачивать его на главном валу.
Электромагнитный дисковый тормоз, установленный на главном двигателе, обеспечивает мгновенный останов машины.
Электрооборудование
Электроаппаратура (за исключением нескольких аппаратов) смонтирована в шкафу управления, расположенном сбоку ножниц.
Станок работает от трехфазной сети переменного тока 380В. Напряжение и частота должны соответствовать принятому стандарту. Электродвигатель со встроенным электромагнитным тормозом. Электрическая схема и перечень электрических компонентов приведены в руководстве ниже.
Органы управления
К органам управления ножниц относятся - электрошкаф и педаль управления:
Рис.2 Органы управления MNG-3.5x1250
Питание подается при повороте переключателя 4QS. Индикатор HL1 сигнализирует о том, что ключ цепи замкнут.
При нажатии на SB4 – проиходит запуск двигателя. Если запуск не состоялся, проверьте источник питания и предохранитель в распределительной коробке.
В случае возникновения экстренной ситуации немедленно нажмите на красную кнопку останова SB2 или SB1.
Установив переключатель SA1 в режим «Одиночный ход» - выбирается одиночный ход. В режиме одинарного хода при нажатии на педаль SB4 машина совершает 1 цикл резки, балка останавливается в верхней мертвой точке. Даже если вы продолжите удерживать переключатель SB4 - второй цикл не начнется.
Когда переключатель выбора режима SA1 установлен в положение «Непрерывного хода» - включается полуавтоматический режим. Нажмите и удерживайте педаль SB4 – ножницы будут совершать повторяющийся цикл резки. Как только вы отпустите педаль – балка автоматически остановится в верхней мертвой точке в конце цикла.
Кнопка SB3 – толчковый режим
КИНЕМАТИЧЕСКАЯ СХЕМА
Рис.3 Кинематическая схема ножниц MNG-3.5x1250
1 – ножевая балка; 2 – шатун; 3 – эксцентрик; 4 – главный вал, 5 - двигатель.
Двигатель с электромагнитным тормозом, смонтированный под столом машины, приводит в движение автономный полностью закрытый привод посредством клиноременной передачи.
Понижающий редуктор располагается непосредственно на главном валу, шатунный болт обеспечивает регулировку натяжения ремня привода.
Главный вал поддерживается четырьмя блоками на сферических подшипниках. На каждом конце главного вала смонтирован эксцентрик. Это позволяет преобразовывать вращательное движение вала в возвратно-поступательное движение лезвий ножей.
Шкивы закреплены на валу двигателя и ведущем валу привода на шпонках, удобных для монтажа и демонтажа. На другом конце вала двигателя смонтирован электромагнитный тормоз, гарантирующий своевременную остановку машины.
СИСТЕМА СМАЗКИ
Правильная и регулярная смазка станка имеет большое значение для нормальной его эксплуатации и долговечности. Поэтому необходимо строго придерживаться ниже приведенных рекомендаций.
Смазка производится вручную, согласно карте смазки:
Рис.4 Карта смазки ножниц MNG-3.5x1250
1 раз в смену (материал ЦИАТИМ-203:
1. Направляющие прижимной балки
2. Направляющие ножевой балки
5. Втулка эксцентрика
6. Палец шатуна
7. Направляющие заднего упора
1 раз в 6 месяцев (материал Масло Индустриальное "И-30"):
3. Подшипник приводного вала
4. Редуктор
ПОРЯДОК УСТАНОВКИ
Распаковка
При распаковке необходимо следить за тем, чтобы не повредить станок распаковочным инструментом. Вскройте упаковку и осмотрите ножницы.
ВНИМАНИЕ! Если при распаковке обнаружены повреждения немедленно сообщите об этом поставщику. При этом ножницы не допускаются к вводу в эксплуатацию.
Упаковочные листы на принадлежности и инструмент находятся в отдельном ящике. Проверьте комплектность поставки.
Транспортирование
Перемещать станок следует с помощью стальных тросов согласно схеме транспортирования:
Рис.5 Схема транспортировки ножниц MNG-3.5x1250
Монтаж
Гильотина должна быть смонтирована на ровном бетонном фундаменте. Глубина заложения фундамента определяется в зависимости от состояния грунта, но должна быть не менее
300 мм.
Схема фундамента представлена в Руководстве по эксплуатации.
При подготовке фундамента следует обеспечить наличие свободного места для организации рабочей зоны.
После установки на фундамент машину следует выровнять в продольном и поперечном направлениях с помощью уровня, используя регулировочные винты. Отклонение уровня не должно превышать 2 мм на метр. После выравнивания следует заполнить отверстия под анкерные болты бетоном.
Расконсервация
Перед первоначальным пуском необходимо тщательно очистить наружные поверхности ножниц от антикоррозионной ингибированной смазки.
ВНИМАНИЕ! Во избежание повреждения частей машины или окрашенной поверхности не следует производить очистку с помощью металлических приспособлений или песка. Для удаления смазки нужно воспользоваться деревянной лопаточкой и салфетками, смоченными уайт-спиритом.
Во избежание в дальнейшем коррозии очищенные поверхности нужно покрыть тонким слоем масла ИЗО-А ГОСТ 20799—75 или аналога.
ПОДГОТОВКА К ПУСКУ
Подготовка к первоначальному пуску
- Обработайте все точки смазки согласно требованиям.
- Включите питание с распределительного ящика. Машина должна быть надежно заземлена.
- Установите зазор между ножами в соответствии с толщиной материала для резки.
- Освободите вручную тормоз двигателя и поверните шкив вручную, чтобы привести ножи в движение (вниз - вверх несколько раз), проверьте, все ли механизмы работают нормально.
Первоначальный пуск
- Проверьте кнопки в распределительной коробке. Выберите одиночный ход.
- Запустите двигатель. Убедитесь, что направление вращения совпадает со стрелкой на индикаторе двигателя.
- При нажатии на ножной выключатель машина совершает один цикл. Убедитесь, что верхний нож автоматически останавливается в верхней мертвой точке.
- Выберите повторный ход. Пока нажат ножной выключатель, машина будет повторять циклы резки. После часа работы проверьте, не перегревается ли машина.
- Если все нормально, проведите несколько пробных циклов резки с материалом разной толщины. При отсутствии каких-либо отклонений машина готова к дальнейшей работе.
ПОРЯДОК РАБОТЫ
Оборудование должно эксплуатироваться в режиме односменной работы (не более 8 рабочих часов в сутки). Несоблюдение данного правила эксплуатации является причиной преждевременного износа и выхода оборудования из строя.
Наладка станка
Использование заднего упора:
Регулировка выполняется на опорных осевых гайках М24. Валы заднего упора двигаются вперед пока не коснутся нижней поверхности ножа. Оба боковых вала должны касаться поверхности ножа. Если один из них остался спереди или сзади они должны быть выведены на один уровень:
- Ослабьте два фиксирующих боковых рычага.
- После чего вращайте колесо, следите за положением левого-правого рычагов до получения желаемой длины.
- После регулировки затяните оба боковых рычага для фиксации упора.
Замена и регулировка ножей:
В случае повреждения или затупления ножей их можно заменить или переставить другой режущей стороной. Для этого выполните следующее:
- Снимите прижимы с обоих концов.
- Перед снятием или установкой ножа между верхним и нижним ножами настоятельно рекомендуется проложить деревянные бруски для предотвращения получения травм и возникновения других опасных ситуаций во время замены.
- Открутите фиксирующие болты верхнего/нижнего ножа, при этом нож нужно обязательно придерживать руками. Для предотвращения получения травмы используйте перчатки.
- Теперь нож может быть снят
Для установки ножа повторите вышеописанные действия в обратном порядке.
Верхний и нижний нож различаются по конструкции. Верхний нож имеет 2 режущих края. Режущий край верхнего ножа выполнен с углом 5˚ относительно разрезаемого листа. Нижний нож выполнен с прямым углом и имеет 4 режущих края. Все режущие поверхности должны постоянно проверяться и своевременно затачиваться для получения качественного реза.
Схема правильной установки ножей:
Рис.6 Схема правильной установки ножей
Регулировка зазора между ножами:
Рукоятки сзади двух опорных колонн служат для быстрой настройки. Значение устанавливаемого зазора показывается на шкале с каждой стороны рамы. Зазор между ножами должен составлять 5-10% от толщины разрезаемого листа. При регулировке зазора между ножами необходимо ослабить контровочный винта после регулировки нужно снова его затянуть в противном случае зазор в процессе работы изменится, что может привести к аварии.
Рис 7. Устройство регулировки зазора между ножами ножниц MNG-3.5x1250
Обязательные действия после выполнения ремонта ножниц или замены ножей:
После ремонта машины или заточки ножей следует заново отрегулировать механизм быстрой настройки:
- Выкрутите винт регулировки давления из прижимного устройства. Освободите тормоз двигателя, вручную совместите верхнее и нижнее лезвие.
- Ослабьте зажимной винт ручки устройства «Мгновенное схватывание» так, чтобы ручка свободно поворачивалась на регулировочной оси.
- Переместите регулировочную ручку «Мгновенное схватывание» в направлении увеличения или уменьшения, как показано на табличке символов, установите зазор лезвия 0,08 мм с помощью щупа для измерения зазоров.
- Ослабьте зажимные винты ручного рычага так, чтобы ручной рычаг мог свободно поворачиваться на регулировочном валу, установите ручной рычаг на Минимум, затяните зажимные винты. Обратите внимание, что левый и правый ручной рычаг идентичны.
- Повторите шаги 1-3, потом переместите балки лезвия вверх и вниз, выполните измерения и внесите изменения в соответствии с минимальным и максимальным зазором лезвия.
- В случае переточки лезвий зазор необходимо проверять в разных точках по всей длине лезвия. Если значения зазора разные, отрегулируйте зазор с помощью подъемных винтов в задней части балки верхнего лезвия. Важно, чтобы зазор был одинаковым по всей длине лезвия.
- Закрутите зажимной винт прижимной плиты.
Регулировка прижимного устройства:
- Для уменьшения давления слегка ослабьте два зажимных винта.
- Для того чтобы установить зазор между прижимным устройством и рабочим столом, необходимо одновременно отрегулировать открывающие и зажимные винты. Для увеличения зазора ослабьте зажимные винты соответственно, в противном случае можно повредить барашковую пружину.
- После регулировки затяните винты и гайки, установите защитную крышку.
Регулировки ножевой балки:
При обычной работе такая регулировка не требуется. После заточки лезвий необходимо отрегулировать направляющий рельс балок лезвия:
- Поверните регулировочные ручки, обратите внимание, что положение двух ручек должно быть одинаковым.
- Ослабьте стопорную гайку площадки направляющего рельса на левой и правой колонне, поверните эксцентриковые винты, чтобы установить зазор 0,08 мм между верхним и нижним лезвием.
- Затяните стопорные винты и гайки площадок направляющего рельса.
- Зазор между балкой верхнего лезвия и скользящей плитой площадки направляющего рельса регулируется с помощью винтов в задней части площадки направляющего рельса.
- Перемещение балок лезвия должно быть с наклоном вперед.
Установка и регулировка кронштейнов передней поддержки и заднего упора:
Перед работой необходимо установить передний боковой упор и кронштейны передний поддержки листа. Передний упор можно установить на любом конце стола станка. Однако для удобства резания под прямым углом передним упор обычно устанавливается на левой стороне. Нулевую отметку линейки напротив кромки нижнего лезвия переднего упора и кронштейнов можно регулировать, ослабив винты на шкале. Прямой угол к кромке нижнего лезвия калибруется с помощью угольника, потом затягиваются все винты.
Задний упор (сборка, установка и регулировка):
- Установите зубчатое колесо и вал для левого ползуна, убедитесь, что зубцы колеса находятся в правильном зацеплении с зубчатой рейкой. Заблокируйте в этом положении с помощью зажимной ручки после измерения расстояния от конца ползуна до торца вала рейки.
- Установите зубчатое колесо и вал для правого ползуна аналогичным способом.
- Установите регулировочный вал на торцах вала-шестерни левого и правого ползуна. Закрепите его седловидной шайбой, винтами и гайками.
- Вставьте валы рейки в два монтажных отверстия на горизонтальной плите балки верхнего лезвия и затяните с помощью шайб и гаек.
- Установите натяжной стержень для двух ползунов и подсоедините упор к соединительному стержню с помощью специального вала пальца. Затяните с помощью шайб и гаек.
- Ослабьте зажимные ручки и используйте ручной маховик для перемещения заднего упора вперед к кромке нижнего лезвия. Ослабьте гайки и винты на регулировочном валу.
- Установите пластину заднего упора параллельно кромке нижнего лезвия, отрегулируйте синхронное действие двух ведущих шестерен.
- Нулевая шкала на валу правой рейки – это кромка нижнего лезвия. С помощью оптической увеличительной линзы отрегулируйте так, чтобы ход упора и показание шкалы совпали.
Регулировка концевого выключателя (KA2) и кулачка:
Концевой выключатель необходимо отрегулировать после ремонта станка, или если станок не останавливается или точка останова неправильная.
- Регулировочный винт подвижного рычага
- Подвижный рычаг ограничителя хода
- Кулачок главного вала
- Главный вал
- Установочный винт
Отрегулируйте следующим образом:
- Ослабьте установочный винт и переместите кулачок, оставьте пространство для перемещения подвижного рычага ограничителя хода
- Ослабьте регулировочный винт подвижного рычага, чтобы переместить его ближе к центру главного вала и опять затяните
- Установите кулачок и вручную сделайте один полный оборот, чтобы KA2 выполнил одно действие
- Повторно отрегулируйте KA2, если это необходимо, необходимо, также проверить ограничитель хода.
Регулировка электромагнитного тормоза главного двигателя:
Положение тормозных дисков регулируется на заводе-изготовителе перед отгрузкой электродвигателя со встроенным электромагнитным тормозом. Осевое отклонение ротора составляет около 2,5 мм, чтобы создать наилучший тормозной эффект.
В случае обнаружения признаков износа или разрыва тормозного обруча, или если двигатель со встроенным электромагнитным тормозом был демонтирован и потом опять установлен, необходимо изменить осевое перемещение, которое влияет на тормозной эффект.
Выполните следующие шаги:
- Сначала надо снять кожух с двигателя со встроенным электромагнитным тормозом.
- Далее необходимо ослабить регулировочный винт и отрегулировать гайку так, чтобы перемещение тормозной диска в осевом направлении было приблизительно 2,5 мм.
- И, наконец, плотно затяните гайку и установите защитный кожух.
Режимы работы
Исходное состояние: главный выключатель QS включен, индикатор горит, концевой выключатель KA2 нажат, кнопки аварийного останова и блокировки SB1-SB3 выключены (количество зависит от модели машины).
Одиночный ход:
- Установите переключатель режимов в положении «одиночный ход».
- Нажмите педаль, двигатель запустится. Если двигатель не запускается, проверьте питание и предохранитель в электрическом шкафу.
- Проверьте направление вращения двигателя (вращение главного вала смотрите на наклейке на правом шатуне).
- В аварийной ситуации немедленно нажмите красную кнопку аварийного останова и отключите питание.
- В режиме "одиночного хода" еще раз нажмите на педаль - станок выполнит один цикл резания, потом остановится в верхней мертвой точке. Даже если педаль ножного выключателя не отпущена, второй ход резания осущетвлен не будет.
Непрерывный ход:
- Установите переключатель режимов в положение «непрерывный ход».
- Нажмите и не отпускайте педаль, станок будет выполнять непрерывные ходы резания.
Если после выполнения хода резания педаль отпустить, станок остановится автоматически в верхней мертвой точке. Если в этом режиме один раз нажать и отпустить педаль ножного выключателя, это будет аналогично одиночному ходу резания. - Подвижная балка может быть остановлена в любой точке, если использовать кнопку SB4.
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
В ножницах могут возникнуть различного рода неисправности. Многие из-за несоблюдения инструкций по уходу и обслуживанию.
В любом случае прежде, чем приступить к устранению неисправности, нужно ознакомиться с перечнем основных возможных неисправностей.
При идентичности характера возникшей неисправности с описанной нужно воспользоваться предлагаемыми методами устранения.
В случае, если характер неисправности не совпадает с перечисленными и ее устранение вызывает затруднения, обращайтесь на завод изготовитель.
Перечень возможных неисправностей и методы их устранения
1. Подшипники скольжения шатунов, букс греются, в смазке находятся частицы бронзы:
- малый зазор между шейками валов и вкладышами - пришабрить вкладыш
- отсутствует смазка - проверить поступление смазки
2. Тугое скольжение ножевой балки:
- износ прокладок - заменить прокладки
- отсутствует смазка - проверить поступление смазки
3. При нажатии на кнопки или педаль не происходит включение ножниц:
- Неполадка в электросхеме - Зачистить контакты, проверить исправность пускателей, проверить исправность предохранителей
4. Электродвигатель при пуске не развивает полных оборотов:
- обрыв питающей цепи - проверить по схеме и устранить
- неполадка в пусковой аппаратуре - проверить по схеме и устранить
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Система межремонтного технического обслуживания определяет порядок, содержание и периодичность своевременного осмотра и обслуживания оборудования и процесса его эксплуатации.
Обслуживание выполняется во время перерыва в работе, без нарушения процесса производства рабочими, эксплуатирующими оборудование и дежурным персоналом ремонтной службы цеха (слесари, электрики, смазчики и др.).
Работы, предусмотренные ТО, охватывают проверку и обслуживание узлов оборудования, определяющих надежность его работы.
Завод-изготовитель предусматривает следующие виды технического обслуживания:
- ТОсм ‒ ежесменное;
- ТОед ‒ ежедневное заявочное;
- ТО1 ‒ еженедельное;
- ТО2 ‒ ежемесячное;
- ТО3 ‒ осмотр.
ВНИМАНИЕ! К работе на ножницах допускаются только рабочие, прошедшие техническое обучение и имеющие удостоверение на право самостоятельной работы.
ТОсм ‒ Ежесменное
ТОсм проводится ежесменно, как сотрудниками, работающими на оборудовании.
- Перед началом работы проверить и убедиться в исправности всех частей оборудования.
- Проверить работу системы управления и сигнализации.
- Проверить точность остановки ножевой балки в верхней мертвой точке.
- Проверить точность настройки заднего упора
- Убедиться в надлежащей смазке всех узлов, согласно карте смазки.
ВНИМАНИЕ! При несоблюдении требований, изложенных в ТОсм, работать на оборудовании категорически запрещается.
Во время запуска дежурный персонал слесарей и электриков обязан периодически осуществлять контроль за выполнением эксплуатирующим персоналом ТОсм и устранять выявленные неполадки.
Время на выполнение перечисленных требований ‒ 10..20 минут
ТОед ‒ Ежедневное
ТОед ‒ ежедневное, проводится в специально установленные время;
ТО1 ‒ Еженедельное
ТО1 проводится один раз в неделю персоналом службы механика, энергетика и устанавливает следующий перечень работ:
- Убедиться при работе ножниц в отсутствии ненормальных стуков, вибраций, шумов.
- Замерить в конце смены, после интенсивной работы температуру нагрева подшипников и направляющих механизмов, температура нагрева подшипников не должна превышать +60°С.
- Убедиться в плотности затяжки болтов.
- Проверить работу устройств техники безопасности и блокировок.
ТО2 ‒ Ежемесячное
ТО2 проводится один раз в месяц персоналом службы механика и энергетика:
- Проверить внешним осмотром состояние рабочих поверхностей, направляющих.
ТО3 ‒ осмотр
Проводится по графику системы ППР с целью выявления объемов работ, подлежащих выполнению при очередном плановом ремонте.
Ведение журнала
В процессе эксплуатации оборудования, начиная с его пуска, в обязательном порядке вести эксплуатационный журнал, в котором фиксировать техническое обслуживание ТОед, ТО1 и ТО2 с указанием:
- исполнителя;
- даты обслуживания;
- проверенных узлов;
- выявленных отклонений;
- проведенных регулировок;
- замены деталей, материалов (масла) и т.п.
ВНИМАНИЕ! Отсутствие эксплуатационного журнала, а также невыполнение требований, относящихся к порядку и содержанию технического обслуживания оборудования, является грубым нарушением правил эксплуатации и освобождает завод-изготовитель и поставщика от гарантийных обязательств.
МЕРЫ БЕЗОПАСНОСТИ
- Эксплуатация ножниц разрешается только после ознакомления с их устройством и руководством по эксплуатации.
- Работающему на ножницах необходимо знать и строго соблюдать правила по технике безопасности, изложенные в соответствующих разделах руководств и инструкции.
- Подход к зоне обслуживания ножниц должен быть свободным.
- Перед началом работы необходимо:
- произвести внешний осмотр ножниц, устранить неисправности;
- произвести заземление электрооборудования ножниц, пульта управления к цеховому контуру заземления;
- проверить работу ножниц;
- проверить работу блокирующих устройств;
- проверить наличие контрольно-регулирующей аппаратуры, сигнализации, защитных устройств;
- Устранение неисправностей производите только при выключенном вводном выключателе. Выключать и включать вводной выключатель под нагрузкой запрещается.
- ВНИМАНИЕ! Запрещается работать со снятым ограждением зоны прижимов и реза. Не допускается при работе ножниц вносить руки в зону прижимов и реза.
- ВНИМАНИЕ! После каждой смены ножей и регулировки зазора между ножами необходимо во избежание аварий первый ход ножевой балки осуществлять вхолостую в режиме «Наладка», следя при этом, чтобы не произошло набегание верхнего ножа на нижний.
ЗАПРЕЩАЕТСЯ:
- допускать и работать на ножницах рабочих, не прошедших инструктаж по их эксплуатации и обслуживанию;
- эксплуатация неисправных ножниц;
- производить работу при нарушенном заземлении или его отсутствии;
- производить ремонт, вести наладку, регулировку, чистку на ходу при включенном вводном выключателе электросети;
- производить шприцем смазку ножниц;
- находиться в зоне выгрузки отрезанных заготовок;
- резать материал, не соответствующий технической характеристике ножниц.
- При ремонте и устранении неисправностей обязательно зафиксировать ножевую балку с обоих сторон.
Безналичный расчет — перевод денежных средств на счет.
Стоимость гильотины MNG-3.5x1250 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить гильотинные ножницы MNG 3.5x1250 можно, связавшись с нами на сайте или по телефону:
+7 (495) 970-76-52.
Безналичный расчет — перевод денежных средств на счет.
Стоимость гильотины MNG-3.5x1250 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить гильотинные ножницы MNG 3.5x1250 можно, связавшись с нами на сайте или по телефону:
+7 (495) 970-76-52.