Гильотина гидравлическая OVTO NGH-2508
Гидравлические гильотинные ножницы серии NGH-2508 — это профессиональное оборудование для резки листового металла, которое обеспечивает высокую производительность и точность. Этот тип резки значительно превосходит другие методы, такие как резка газом, пильными полотнами или дисками, при выполнении прямолинейных резов или резов под углом с использованием боковых упоров.
Благодаря гидравлическому приводу и ножам, изготовленным из высококачественной закаленной стали, ножницы гарантируют ровный и аккуратный рез. Их современный дизайн, низкий уровень шума и вибрации, а также удобство эксплуатации делают это оборудование подходящим для использования в производственных условиях с высокими стандартами надежности.
Особенности и преимущества:
- Прочная сварная станина, выдерживающая значительные нагрузки и обеспечивающая долговечность конструкции.
- Рабочий стол с шариковыми направляющими для облегчения подачи листового материала.
- Гидравлические прижимные цилиндры, равномерно фиксирующие металл по всей длине реза, исключая его смещение.
- Электропривод заднего упора с возможностью точной регулировки вручную для достижения высокой точности резки.
- Верхние и нижние ножи выполнены из закаленной стали, имеют две режущие кромки, что позволяет удвоить срок их службы за счет переворота на 180 градусов, исключая частую заточку.
Гидравлическая гильотина NGH2508 отлично подходит для использования в различных отраслях, требующих надежное и производительное оборудование для обработки металла.
| Толщина разрезаемого листа, мм | 8 |
| Ширина разрезаемого листа, мм | 2500 |
| Частота ходов ножа в мин | 8-16 |
| Длина листа отрезаемого по заднему упору, мм | от 20 до 600 ±3 |
| Угол наклона ножей, град. | 0.5-1.75 |
| Мощность двигателя главного привода, кВт | 11 |
| Габариты (ДxШxВ), мм | 3300x1600x2050 |
| Масса, кг | 5400 |
Стандартная комплектация:
- Ножницы гидравлические NGH-2508 в сборе
- Выносная педаль управления
На ножницах установлено:
- Электрошкаф управления
- Электрика (Schneider Electric)
- Пульт управления
- Главный двигатель (производства Innomotics, бывш. Siemens Standard Motors Ltd.)
- Прижимные опора листа
- Сервопривод заднего упора
- Пневматическая поддержка для тонких листов
- Комплект ножей (материал 6CrW2S)
- Преобразователь высокоточный заднего упора (точность ±0,1 мм)
- Шариковый винт и задний упор линейной направляющей с высокоточным управлением по оси X
- Масляный насос
Комплект ЗИП:
- Запасной комплект ножей – 1 к-т
- Комплект уплотнений РТИ – 1 к-т
- Анкерные болты – 4 шт.
- Масленка – 1 шт.
- Шприц рычажно-плунжерный – 1 шт.
- Ключ от электрошкафа – 2 шт.
- Манометр – 1 шт.
- Шланг РВД – 1 шт.
Документация:
- Руководство по эксплуатации
- Паспорт
- Декларация о соответствии ТР ТС
Дополнительные опции:
- Cистема ЧПУ на базе контроллера ESTUN 21 (есть возможность оснащения альтернативной ЧПУ)
- Стол подающий
- Стол приемный
- Комплексная автоматизированная линия по производству резки
Стандартная комплектация:
- Ножницы гидравлические NGH-2508 в сборе
- Выносная педаль управления
На ножницах установлено:
- Электрошкаф управления
- Электрика (Schneider Electric)
- Пульт управления
- Главный двигатель (производства Innomotics, бывш. Siemens Standard Motors Ltd.)
- Прижимные опора листа
- Сервопривод заднего упора
- Пневматическая поддержка для тонких листов
- Комплект ножей (материал 6CrW2S)
- Преобразователь высокоточный заднего упора (точность ±0,1 мм)
- Шариковый винт и задний упор линейной направляющей с высокоточным управлением по оси X
- Масляный насос
Комплект ЗИП:
- Запасной комплект ножей – 1 к-т
- Комплект уплотнений РТИ – 1 к-т
- Анкерные болты – 4 шт.
- Масленка – 1 шт.
- Шприц рычажно-плунжерный – 1 шт.
- Ключ от электрошкафа – 2 шт.
- Манометр – 1 шт.
- Шланг РВД – 1 шт.
Документация:
- Руководство по эксплуатации
- Паспорт
- Декларация о соответствии ТР ТС
Дополнительные опции:
- Cистема ЧПУ на базе контроллера ESTUN 21 (есть возможность оснащения альтернативной ЧПУ)
- Стол подающий
- Стол приемный
- Комплексная автоматизированная линия по производству резки
СОСТАВ НОЖНИЦ
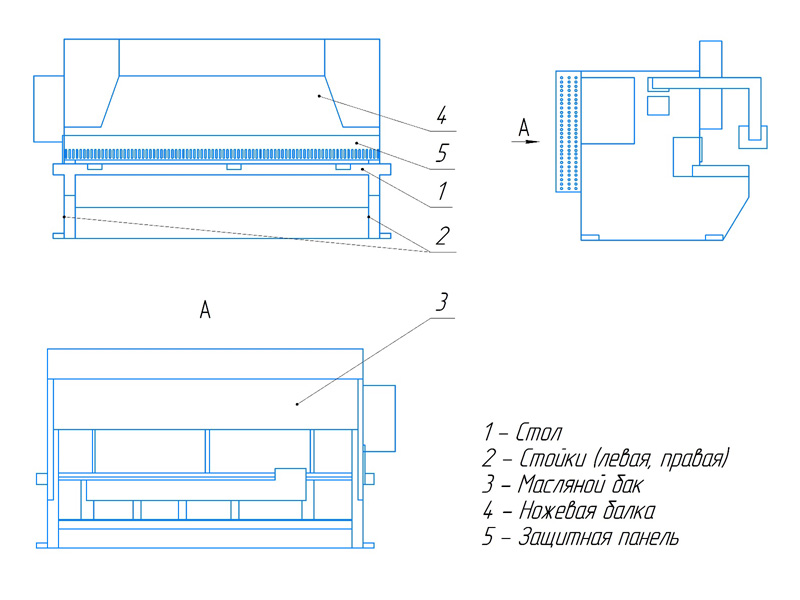
Рис. Общий вид
Станина
Машина изготовлена из стальных пластин, соединённых между собой сваркой, что обеспечивает высокую жёсткость и устойчивость. Она состоит из защитной панели, рабочего стола, масляного бака и двух стоек, расположенных слева и справа. Это основные части машины. Два цилиндра установлены на опорной плите, где левая и правая стойки соединяются с внешней плитой.
Ножевая балка
Сварная конструкция из треугольных пластин, оснащенная направляющей пластиной, кромкой лезвия, задним упором и т. д. Он перемещается вперёд и назад для выполнения резки.
Привод ножниц
Ножницы гильотинные гидравлические используют гидравлический привод для перемещения ножевой балки и электромеханический привод с ШВП для перемещения заднего упора.
В главном приводе используется два гидравлических цилиндра, главный двигатель, гидравлический насос, блок клапанов, масляный бак, трубопровод и т.д.
Механизм прижима
Прижим заготовки состоит из 13 масляных цилиндров, установленных на опорной плите в передней части станины. При работе прижима его гидроцилиндр преодолевает силу натяжения пружины и плотно прижимает пластину. Под действием силы натяжения прижим возвращается в исходное положение. Усилие прессования увеличивается по мере увеличения толщины разрезаемого листа.
Устройство регулировки зазора между ножами
Устройство для регулировки зазора между ножами состоит из электропривода, винта и маховика с механический индикацией. Величина зазора между ножами регулируется кнопками установленными на торце электрошкафа расположенного на левой стойке станины ножниц. Устанавливайте зазор в зависимости от толщины разрезаемого материала согласно схеме установленной на левой стойке станины ножниц.
Гидравлическая система
Гидравлическая система машины имеет продуманную конструкцию и усовершенствованную структуру. Она выполняет функции главного привода и регулировки угла наклона ножевой балки.
Электрооборудование
Основные электрические компоненты машины — это электрошкаф, пульт и педаль управления.
Питание подается от трансформатора. Ножницы работают от трехфазной сети 380 В, 50 Гц. Система управления работает от переменного тока 24 В. Двигатель заднего упора и лампа освещения зоны реза работают от 220 В.
СИСТЕМА СМАЗКИ
Масляный бак
Масляный бак заполняется гидравлическим маслом HLP-46 (в объеме, указанном в "Руководстве по эксплуатации NGH-2508). Заливайте масло до центральной линии масляного стакана и периодически заменяйте его на новое. Не рекомендуется работать при низкой температуре масла. (-ниже 0°). Для нормальной работы системы температура масла не должна превышать 60°.
Первую замену масла следует произвести через 6 месяцев с даты ввода оборудования в эксплуатацию, последующие замены каждые 12 месяцев. При условии односменной эксплуатации.
Смазка ножниц
Для нормальной работы станка необходима хорошая смазка, которая защищает его и продлевает срок службы. Условия должны соответствовать техническим нормам.
Смазку следуют производить согласно схеме смазки.
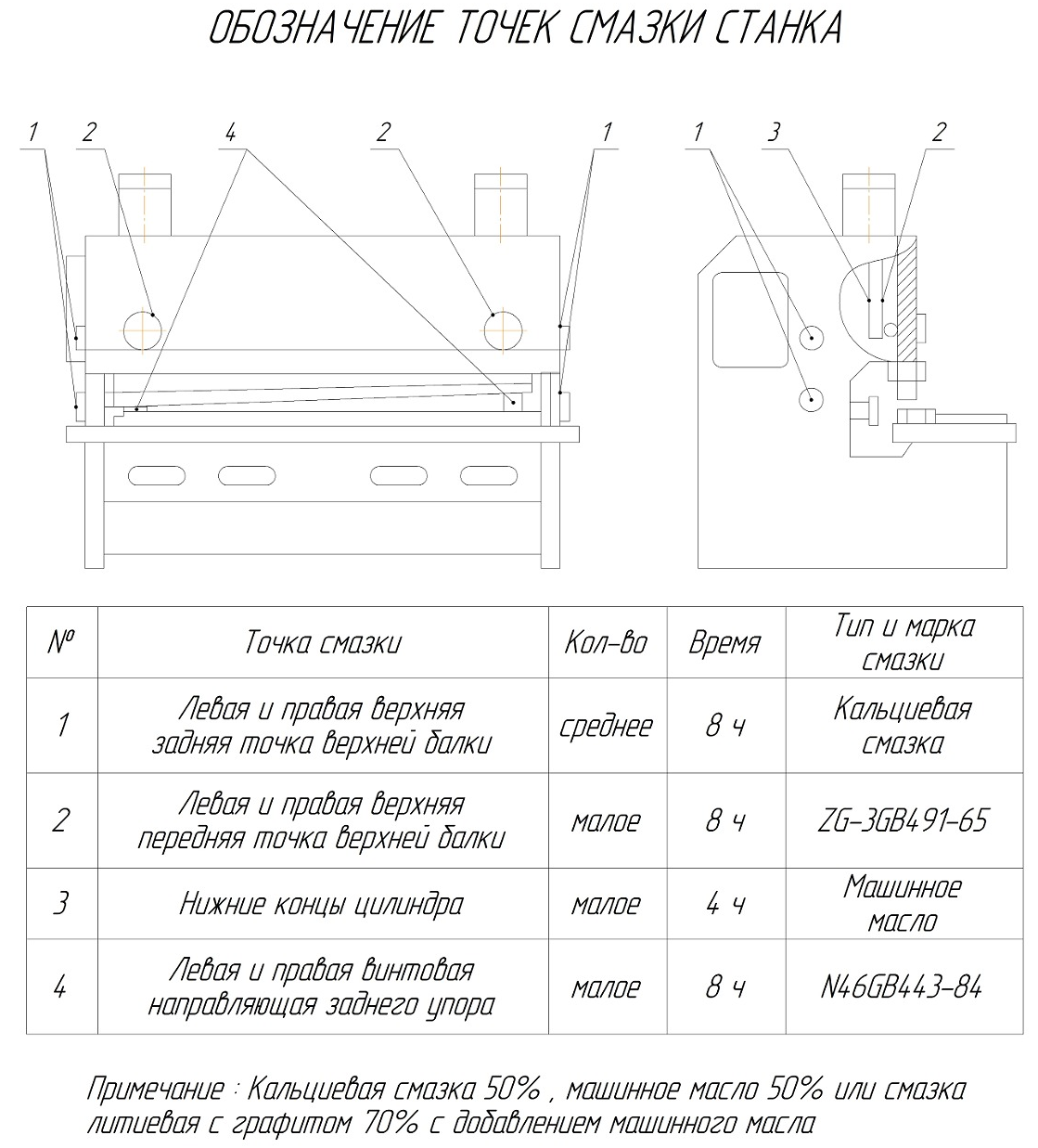
Рис. Карта смазки
ПОРЯДОК УСТАНОВКИ
Распаковка
Все прилагаемые к ножницам принадлежности упаковываются в отдельный деревянный ящик.
Документы, прилагаемые к ножницам, вкладываются в непромокаемый пакет и упаковываются вместе с принадлежностями.
При получении ножниц проверить сохранность и отсутствие дефектов.
Транспортирование
В станине в верхней части предусмотрены отверстия для подъема ножниц. При транспортировании необходимо учитывать массу ножниц и выбирать соответствующее подъемное оборудование и тросы.
Несоблюдение стандартов может привести к несчастным случаям с людьми и оборудованием при подъеме
Рис. Схема транспортирования
Установка
Ножницы должны быть установлены на фундамент, жестко смонтированы. Глубина заложения фундамента принимается в зависимости от грунта. Точность установки ножниц на фундаменте в поперечном и продольном направлениях должна быть выдержана в пределах до 0,2 мм на длине 1000 мм, в двух направлениях по столу ножниц.
ПОДГОТОВКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ
- Очистите оборудования от консервации, на защищенные детали покройте тонким слоем масла И-40А или аналогичным.
- Заправьте масляный бак гидравлическим маслом -HLP46, примерный объем 220 л.
- Подключите подачу воздуха для работы устройства поддержки листа.
- На заводе-изготовителе различные клапаны гидросистемы уже отрегулированы для нормальной работы оборудования. Последующая регулировка гидросистемы производится после согласования с поставщиком.
- Изучите руководство по эксплуатации, в т.ч. раздел "Электрооборудование", подключите заземление и источник питания.
- Нажмите кнопку SB3, чтобы включить электрооборудование, запустите основное электрооборудование, проверьте двигатель и направление вращения. Если что-то не так, произведите переподключение, а после получения стабильных результатов продолжайте настройку.
- Отрегулировав зазор между ножами, сделайте пробный рез, в случае если качество реза недостаточно, отрегулируйте угол наклона ножевой балки.
ПОРЯДОК РАБОТЫ
Наладка
- Регулировка положения заднего упора производится на главном экране системы управления. Реализована возможность задания компенсации, для точной настройки заднего упора.
- Регулировка времени хода ножевой балки, на панели управления, обеспечивает настройку ширины разрезаемого листа, при резке узкой полосы настройте время хода обеспечивающее достаточное перекрытие ножей.
- Выбор режима работы одиночный/непрерывный, установка количества непрерывных резов
- Угол наклона ножевой балки можно регулируется в меню настроек, для подбора оптимального качества реза.
- Шариковые опоры на рабочем столе, уменьшают количество царапин на листе и обеспечивает его плавное перемещение.
- Пневматическая поддержка активируется в меню настройки, обеспечивает резку тонкого листа по заднему упору без провисания, используйте поддержку только при резке тонкого листа (не более 2,5 мм). Реализована возможность регулировки времени задержки опускания механизма поддержки.
- Регулировка зазора между ножами напрямую влияет на качество резки и срок службы ножей. Устанавливайте зазор в зависимости от толщины разрезаемого материала согласно схеме установленной на левой стойке станины ножниц. При регулировке зазора будьте внимательны, ошибка в установке зазора может привести к перегрузке и преждевременному выходу оборудования из строя.
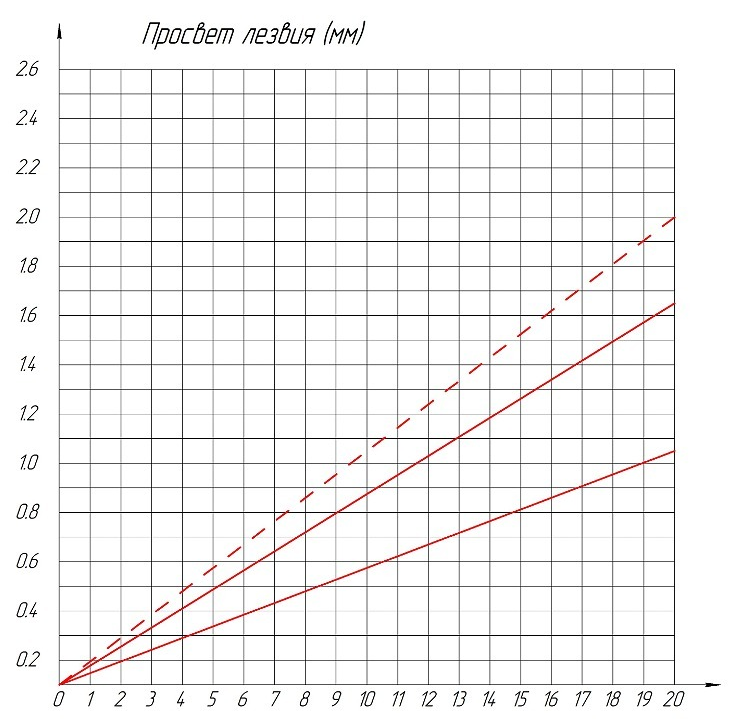
Рис. Диаграмма зазоров между ножами
Режимы работы
В зависимости от необходимости выберите режим работы: одиночный или непрерывный.
При одиночном режиме для каждого реза необходимо один раз нажать на педаль.
Для работы в непрерывном режиме необходимо перевести переключатель SA3 в соответствующее положение, после чего при нажатии на педаль резы будут выполнятся непрерывно, вплоть до отмены.
При возникновении неисправности или необходимости выключения нажмите красную кнопку аварийной остановки.
ВНИМАНИЕ Устройство поддержки допустимо использовать при резке листа толщиной не более 2,5 мм.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Система технического обслуживания ножниц определяет порядок, содержание и периодичность осмотра и обслуживания ножниц в процессе эксплуатации.
Предусматриваются следующие виды технического обслуживания:
- ТО – 1 – ежедневное;
- ТО – 2 – каждые три месяца;
- ТО – 3 – ежегодное.
Работы, предусмотренные ТО-1 – ТО-3 охватывают проверку и обслуживание основных механизмов, определяющих надежность работы ножниц.
СТРОГОЕ ВЫПОЛНЕНИЕ ЭТИХ РАБОТ ЯВЛЯЕТСЯ ОБЯЗАТЕЛЬНЫМ
ТО – 1 (проводится ежедневно):
Перед началом работы проверить и убедиться в исправности всех узлов ножниц и правильности из взаимодействия:
- Произвести смазку всех точек ножниц согласно схеме смазки.
- Проверить сигнальные лампы «Напряжение подано» и «Привод включен».
- Очистить оборудования от грязи и других отходов производства.
- Проверить соединения трубопроводной арматуры, при наличии подтеканий подтянуть.
ТО – 2 (проводится один раз в три месяца):
- Проверить и при необходимости подтянуть крепления всех узлов ножниц, защитных кожухов и защитной решетки, а также гайки фундаментных болтов.
- Проверить надежность и сохранность заземления ножниц.
- Проверить педаль и пульт управления, его крепление, крепление кнопок, переключателей, и сигнальной арматуры на панелях пультов.
- Проверить сохранность сигнальных ламп местного освещения.
- Разобрать и промыть бензином маслопроводящие канавки, маслопроводные отверстия, масленки; после чего продуть сжатым воздухом и вновь заполнить смазкой.
ТО – 3 (проводится один раз в год):
- Проверить величину зазоров в направляющих ножевой балки, при необходимости заменить планки.
- Продуть сжатым воздухом электродвигатель, педаль, пульт управления, электрошкаф.
- Проверить крепление всех аппаратов в электрошкафу и состояние их контактов. При необходимости промыть и зачистить контактные поверхности.
В процессе эксплуатации ножниц, начиная с ее пуска в эксплуатацию, необходимо вести журнал, в котором должно быть зафиксировано каждое техническое обслуживание (кроме ТО - 1) с указанием: даты обслуживания, проверенных механизмов, выявленных отклонений, работ по устранению отклонений, проверенных регулировок, а также замены деталей, материалов (масла) и т.п.
Отсутствие эксплуатационного журнала, а также невыполнение требований, относящихся к порядку, содержанию и периодичности технического обслуживания, является грубым нарушением, правил эксплуатации и освобождает завод – изготовитель от гарантийных обязательств.
Работы, предусмотренные ТО – 1, ТО-2 и ТО – 3, не исключают проведения плановых ремонтных работ, обусловленных «Единой системой ППР».
При проведении различных ТО, строго соблюдать указания по мерам безопасности.
МЕРЫ БЕЗОПАСНОСТИ
На ножницах разрешается работать только после ознакомления с их устройством.
Подход к ножницам должен быть свободен со всех сторон, при загроможденных подходах работа на ножницах запрещается.
Перед началом работы производить внешний осмотр.
Не допускается нахождение оператора или обслуживающего персонала в зоне реза и зоне работы заднего упора при включенном приводе.
Устранение неполадок производить только при выключенном вводном выключателе. Включать и выключать вводной выключатель под нагрузкой запрещается.
Особое внимание следует обратить на исправность заземления ножниц.
При ремонте ножниц, смене и переустановке ножей, ножевая балка устанавливается в верхнее положение и жестко фиксируется с торца пальцем.
По окончании ремонта и наладочных работ необходимо расфиксировать балку.
В Н И М А Н И Е !
Категорически запрещается работать с откинутым или снятым ограждением зоны прижима и реза.
Не допускается при работе ножниц вносить руки в зону прижима и реза.
В Н И М А Н И Е !
После каждой смены ножей и регулировки зазора между ножами во избежание аварий первый ход ножевой балки необходимо осуществлять вхолостую на наладочном режиме, следя при этом, чтобы не произошло набегание верхнего ножа на нижний.
В Н И М А Н И Е !
Категорически запрещается во время работы ножниц:
- вести наладку, регулировку, чистку;
- производить шприцом смазку ножниц;
- находиться в зоне выгрузки отрезанных заготовок;
- резать материал, не соответствующий технической характеристике ножниц.
СОСТАВ НОЖНИЦ
Рис. Общий вид
Станина
Машина изготовлена из стальных пластин, соединённых между собой сваркой, что обеспечивает высокую жёсткость и устойчивость. Она состоит из защитной панели, рабочего стола, масляного бака и двух стоек, расположенных слева и справа. Это основные части машины. Два цилиндра установлены на опорной плите, где левая и правая стойки соединяются с внешней плитой.
Ножевая балка
Сварная конструкция из треугольных пластин, оснащенная направляющей пластиной, кромкой лезвия, задним упором и т. д. Он перемещается вперёд и назад для выполнения резки.
Привод ножниц
Ножницы гильотинные гидравлические используют гидравлический привод для перемещения ножевой балки и электромеханический привод с ШВП для перемещения заднего упора.
В главном приводе используется два гидравлических цилиндра, главный двигатель, гидравлический насос, блок клапанов, масляный бак, трубопровод и т.д.
Механизм прижима
Прижим заготовки состоит из 13 масляных цилиндров, установленных на опорной плите в передней части станины. При работе прижима его гидроцилиндр преодолевает силу натяжения пружины и плотно прижимает пластину. Под действием силы натяжения прижим возвращается в исходное положение. Усилие прессования увеличивается по мере увеличения толщины разрезаемого листа.
Устройство регулировки зазора между ножами
Устройство для регулировки зазора между ножами состоит из электропривода, винта и маховика с механический индикацией. Величина зазора между ножами регулируется кнопками установленными на торце электрошкафа расположенного на левой стойке станины ножниц. Устанавливайте зазор в зависимости от толщины разрезаемого материала согласно схеме установленной на левой стойке станины ножниц.
Гидравлическая система
Гидравлическая система машины имеет продуманную конструкцию и усовершенствованную структуру. Она выполняет функции главного привода и регулировки угла наклона ножевой балки.
Электрооборудование
Основные электрические компоненты машины — это электрошкаф, пульт и педаль управления.
Питание подается от трансформатора. Ножницы работают от трехфазной сети 380 В, 50 Гц. Система управления работает от переменного тока 24 В. Двигатель заднего упора и лампа освещения зоны реза работают от 220 В.
СИСТЕМА СМАЗКИ
Масляный бак
Масляный бак заполняется гидравлическим маслом HLP-46 (в объеме, указанном в "Руководстве по эксплуатации NGH-2508). Заливайте масло до центральной линии масляного стакана и периодически заменяйте его на новое. Не рекомендуется работать при низкой температуре масла. (-ниже 0°). Для нормальной работы системы температура масла не должна превышать 60°.
Первую замену масла следует произвести через 6 месяцев с даты ввода оборудования в эксплуатацию, последующие замены каждые 12 месяцев. При условии односменной эксплуатации.
Смазка ножниц
Для нормальной работы станка необходима хорошая смазка, которая защищает его и продлевает срок службы. Условия должны соответствовать техническим нормам.
Смазку следуют производить согласно схеме смазки.
Рис. Карта смазки
ПОРЯДОК УСТАНОВКИ
Распаковка
Все прилагаемые к ножницам принадлежности упаковываются в отдельный деревянный ящик.
Документы, прилагаемые к ножницам, вкладываются в непромокаемый пакет и упаковываются вместе с принадлежностями.
При получении ножниц проверить сохранность и отсутствие дефектов.
Транспортирование
В станине в верхней части предусмотрены отверстия для подъема ножниц. При транспортировании необходимо учитывать массу ножниц и выбирать соответствующее подъемное оборудование и тросы.
Несоблюдение стандартов может привести к несчастным случаям с людьми и оборудованием при подъеме
Рис. Схема транспортирования
Установка
Ножницы должны быть установлены на фундамент, жестко смонтированы. Глубина заложения фундамента принимается в зависимости от грунта. Точность установки ножниц на фундаменте в поперечном и продольном направлениях должна быть выдержана в пределах до 0,2 мм на длине 1000 мм, в двух направлениях по столу ножниц.
ПОДГОТОВКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ
- Очистите оборудования от консервации, на защищенные детали покройте тонким слоем масла И-40А или аналогичным.
- Заправьте масляный бак гидравлическим маслом -HLP46, примерный объем 220 л.
- Подключите подачу воздуха для работы устройства поддержки листа.
- На заводе-изготовителе различные клапаны гидросистемы уже отрегулированы для нормальной работы оборудования. Последующая регулировка гидросистемы производится после согласования с поставщиком.
- Изучите руководство по эксплуатации, в т.ч. раздел "Электрооборудование", подключите заземление и источник питания.
- Нажмите кнопку SB3, чтобы включить электрооборудование, запустите основное электрооборудование, проверьте двигатель и направление вращения. Если что-то не так, произведите переподключение, а после получения стабильных результатов продолжайте настройку.
- Отрегулировав зазор между ножами, сделайте пробный рез, в случае если качество реза недостаточно, отрегулируйте угол наклона ножевой балки.
ПОРЯДОК РАБОТЫ
Наладка
- Регулировка положения заднего упора производится на главном экране системы управления. Реализована возможность задания компенсации, для точной настройки заднего упора.
- Регулировка времени хода ножевой балки, на панели управления, обеспечивает настройку ширины разрезаемого листа, при резке узкой полосы настройте время хода обеспечивающее достаточное перекрытие ножей.
- Выбор режима работы одиночный/непрерывный, установка количества непрерывных резов
- Угол наклона ножевой балки можно регулируется в меню настроек, для подбора оптимального качества реза.
- Шариковые опоры на рабочем столе, уменьшают количество царапин на листе и обеспечивает его плавное перемещение.
- Пневматическая поддержка активируется в меню настройки, обеспечивает резку тонкого листа по заднему упору без провисания, используйте поддержку только при резке тонкого листа (не более 2,5 мм). Реализована возможность регулировки времени задержки опускания механизма поддержки.
- Регулировка зазора между ножами напрямую влияет на качество резки и срок службы ножей. Устанавливайте зазор в зависимости от толщины разрезаемого материала согласно схеме установленной на левой стойке станины ножниц. При регулировке зазора будьте внимательны, ошибка в установке зазора может привести к перегрузке и преждевременному выходу оборудования из строя.
Рис. Диаграмма зазоров между ножами
Режимы работы
В зависимости от необходимости выберите режим работы: одиночный или непрерывный.
При одиночном режиме для каждого реза необходимо один раз нажать на педаль.
Для работы в непрерывном режиме необходимо перевести переключатель SA3 в соответствующее положение, после чего при нажатии на педаль резы будут выполнятся непрерывно, вплоть до отмены.
При возникновении неисправности или необходимости выключения нажмите красную кнопку аварийной остановки.
ВНИМАНИЕ Устройство поддержки допустимо использовать при резке листа толщиной не более 2,5 мм.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Система технического обслуживания ножниц определяет порядок, содержание и периодичность осмотра и обслуживания ножниц в процессе эксплуатации.
Предусматриваются следующие виды технического обслуживания:
- ТО – 1 – ежедневное;
- ТО – 2 – каждые три месяца;
- ТО – 3 – ежегодное.
Работы, предусмотренные ТО-1 – ТО-3 охватывают проверку и обслуживание основных механизмов, определяющих надежность работы ножниц.
СТРОГОЕ ВЫПОЛНЕНИЕ ЭТИХ РАБОТ ЯВЛЯЕТСЯ ОБЯЗАТЕЛЬНЫМ
ТО – 1 (проводится ежедневно):
Перед началом работы проверить и убедиться в исправности всех узлов ножниц и правильности из взаимодействия:
- Произвести смазку всех точек ножниц согласно схеме смазки.
- Проверить сигнальные лампы «Напряжение подано» и «Привод включен».
- Очистить оборудования от грязи и других отходов производства.
- Проверить соединения трубопроводной арматуры, при наличии подтеканий подтянуть.
ТО – 2 (проводится один раз в три месяца):
- Проверить и при необходимости подтянуть крепления всех узлов ножниц, защитных кожухов и защитной решетки, а также гайки фундаментных болтов.
- Проверить надежность и сохранность заземления ножниц.
- Проверить педаль и пульт управления, его крепление, крепление кнопок, переключателей, и сигнальной арматуры на панелях пультов.
- Проверить сохранность сигнальных ламп местного освещения.
- Разобрать и промыть бензином маслопроводящие канавки, маслопроводные отверстия, масленки; после чего продуть сжатым воздухом и вновь заполнить смазкой.
ТО – 3 (проводится один раз в год):
- Проверить величину зазоров в направляющих ножевой балки, при необходимости заменить планки.
- Продуть сжатым воздухом электродвигатель, педаль, пульт управления, электрошкаф.
- Проверить крепление всех аппаратов в электрошкафу и состояние их контактов. При необходимости промыть и зачистить контактные поверхности.
В процессе эксплуатации ножниц, начиная с ее пуска в эксплуатацию, необходимо вести журнал, в котором должно быть зафиксировано каждое техническое обслуживание (кроме ТО - 1) с указанием: даты обслуживания, проверенных механизмов, выявленных отклонений, работ по устранению отклонений, проверенных регулировок, а также замены деталей, материалов (масла) и т.п.
Отсутствие эксплуатационного журнала, а также невыполнение требований, относящихся к порядку, содержанию и периодичности технического обслуживания, является грубым нарушением, правил эксплуатации и освобождает завод – изготовитель от гарантийных обязательств.
Работы, предусмотренные ТО – 1, ТО-2 и ТО – 3, не исключают проведения плановых ремонтных работ, обусловленных «Единой системой ППР».
При проведении различных ТО, строго соблюдать указания по мерам безопасности.
МЕРЫ БЕЗОПАСНОСТИ
На ножницах разрешается работать только после ознакомления с их устройством.
Подход к ножницам должен быть свободен со всех сторон, при загроможденных подходах работа на ножницах запрещается.
Перед началом работы производить внешний осмотр.
Не допускается нахождение оператора или обслуживающего персонала в зоне реза и зоне работы заднего упора при включенном приводе.
Устранение неполадок производить только при выключенном вводном выключателе. Включать и выключать вводной выключатель под нагрузкой запрещается.
Особое внимание следует обратить на исправность заземления ножниц.
При ремонте ножниц, смене и переустановке ножей, ножевая балка устанавливается в верхнее положение и жестко фиксируется с торца пальцем.
По окончании ремонта и наладочных работ необходимо расфиксировать балку.
В Н И М А Н И Е !
Категорически запрещается работать с откинутым или снятым ограждением зоны прижима и реза.
Не допускается при работе ножниц вносить руки в зону прижима и реза.
В Н И М А Н И Е !
После каждой смены ножей и регулировки зазора между ножами во избежание аварий первый ход ножевой балки необходимо осуществлять вхолостую на наладочном режиме, следя при этом, чтобы не произошло набегание верхнего ножа на нижний.
В Н И М А Н И Е !
Категорически запрещается во время работы ножниц:
- вести наладку, регулировку, чистку;
- производить шприцом смазку ножниц;
- находиться в зоне выгрузки отрезанных заготовок;
- резать материал, не соответствующий технической характеристике ножниц.
Безналичный расчет — перевод денежных средств на счет.
Стоимость гильотины NGH-2508 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить гидравлические гильотинные ножницы NGH 2508 можно, связавшись с нами на сайте или по телефону:
+7 (495) 970-76-52.
Безналичный расчет — перевод денежных средств на счет.
Стоимость гильотины NGH-2508 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить гидравлические гильотинные ножницы NGH 2508 можно, связавшись с нами на сайте или по телефону:
+7 (495) 970-76-52.