Гидравлические комбинированные пресс-ножницы OVTO NVG-5222
Пресс ножницы комбинированные NVG-5222 с гидравлическим приводом предназначены для обработки металлических заготовок различных типов: уголков, швеллеров, двутавров, полос и других профилей. Оборудование позволяет выполнять резку, пробивку отверстий, штамповку и высечку без необходимости частой переналадки, так как оснащено несколькими рабочими узлами.
Особенности и преимущества:
- Прочная станина имеет рабочие механизмы, которые позволяют использовать пресс ножницы, как дыропробивной пресс, листовые ножницы, зарубочное устройство и сортовые ножницы по металлу;
- Оборудование имеет две независимые рабочие зоны и две ножные педали управления, с помощью которых можно независимо работать с двух сторон.
- Пресс ножницы оснащены централизованной системой смазки, что снижает износ;
Комбинированные гидравлические пресс-ножницы NVG5222 станут отличным приобретением для любого производственного участка, где требуется выполнение широкого ряда операций: штамповки, резки, протачивания, высечки и рубки под углом металлоизделий различных форм.
| Номинальное усилие пресса, кН | 600 |
| Предел текучести материала, МПа | ≤ 450 |
| Макс. режущая способность (листового проката, полосы) | 16x250 |
| Толщина х ширина, мм (листового проката, полосы) | 8x400 |
| Квадратный, мм | 40 |
| Круглый, мм | 45 |
| С-образный, мм | 126 |
| Двутавр, мм | 126 |
| Срез под углом 90°, мм (сортовой прокат) | 120x12 |
| Срез под углом 45°, мм (сортовой прокат) | 70x8 |
| Мощность двигателя, кВт | 4 |
| Габариты (ДxШxВ), мм | 1650x800x1780 |
| Масса, кг | 1800 |
Стандартная комплектация:
- Пресс ножницы гидравлические комбинированные NVG-5222 в сборе - 1 шт.
- Выносная педаль управления - 2 шт.
На машине установлено:
- Гидравлическая система
- Электрооборудование
- Автоматическая система централизованной смазки
- Защитные ограждения
Комплект ЗИП:
- Болты фундаментные
- Шприц рычажно-плунжерный
- Базовый комплект инструмента
- Ключ от электрошкафа
Документация:
- Руководство по эксплуатации
- Паспорт
- Декларация о соответствии
Дополнительные опции:
- Дополнительный комплект инструмента по требованиям заказчика
Стандартная комплектация:
- Пресс ножницы гидравлические комбинированные NVG-5222 в сборе - 1 шт.
- Выносная педаль управления - 2 шт.
На машине установлено:
- Гидравлическая система
- Электрооборудование
- Автоматическая система централизованной смазки
- Защитные ограждения
Комплект ЗИП:
- Болты фундаментные
- Шприц рычажно-плунжерный
- Базовый комплект инструмента
- Ключ от электрошкафа
Документация:
- Руководство по эксплуатации
- Паспорт
- Декларация о соответствии
Дополнительные опции:
- Дополнительный комплект инструмента по требованиям заказчика
СОСТАВ ОБОРУДОВАНИЯ
Перечень основных составных частей пресс ножниц:
- Станина
- Секция пробивки
- Отрезная секция
- Секция резки уголков
- Секция профильной резки
- Секция вырубки
- Гидрооборудование
- Электрооборудование
Станина
Станина является главной частью машины, на которой установлены основные рабочие узлы. За защитным кожухом расположены кабели подключения, электрошкаф управления, гидрооборудование и бак, служащий резервуаром для масла.
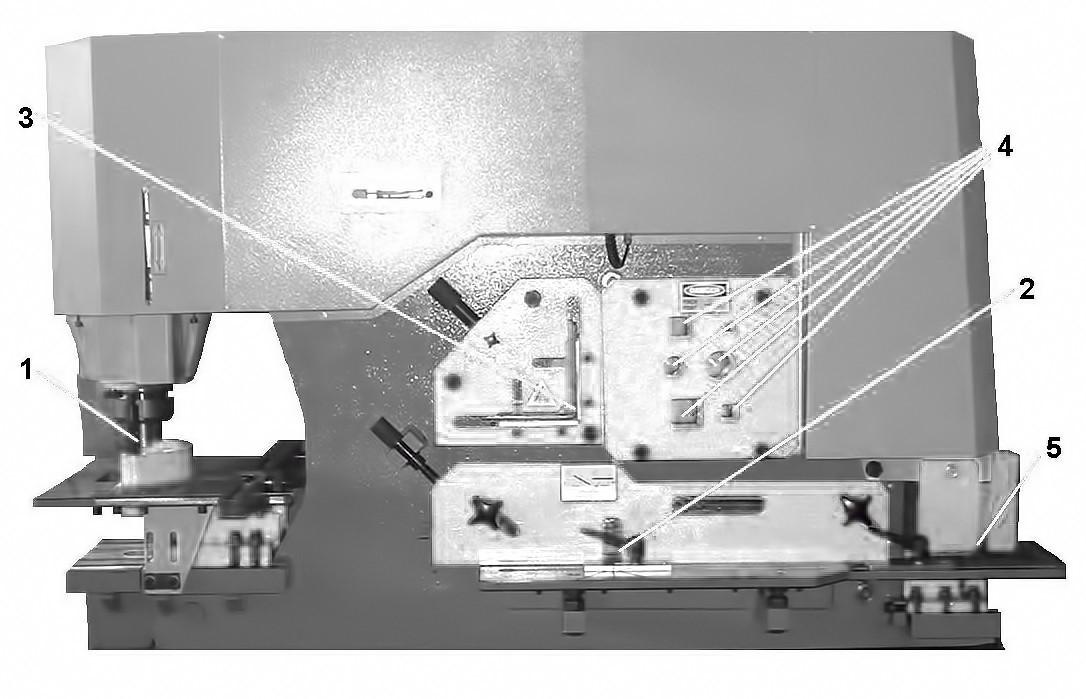
Рис.1 Расположение рабочих секций на NVG-5222
Секция пробивки (1)
Все пробивные операции выполняются посредством гидравлической системы, позволяющей выполнять пробивку очень эффективно и тихо. Оборудование может использоваться как для пробивки толстых материалов, так и тонких материалов, сложенных в несколько слоев. Операции пробивки тихи, сильны, эффективны.
Пробивная секция состоит из двух частей:
– пробивной инструмент.
- держатель - устройство, которое удерживает материал после пробивки, чтобы он не вернулся вместе с инструментом.
Отрезная секция (2)
Отрезная секция оборудована прочным устройством фиксации, которое может быть настроено под любые толщины в рамках мощности машины.
Отрезные ножи, могут использоваться с двух сторон (у верхнего ножа 2 режущие кромки, у нижнего - 4 кромки), и гарантируют чистый рез с минимальной деформацией.
Секция резки уголков (3)
Секция позволяет выполнять резку под углом от 90° до 45°. Для резки под углом 45°, углы должны быть сначала отрезаны по длине. Устройство фиксации поддерживает материал, чтобы обеспечить правильную резку.
Секция профильной резки (4)
В базовом исполнении машина оборудована ножами для резки круглого и квадратного прутка. Используя дополнительное оборудование, можно также выполнять резку U-, I-, Т-образных профилей. Ножи удерживаются простыми обжимными кулачками, которые гарантируют легкую фиксацию, без детальной регулировки.
Секция вырубки (5)
Секция вырубки в стандарте оснащена устройством прямоугольной вырубки, имеющим регулируемые держатели, которые позволяют выполнять повторное позиционирование. Возможны также дополнительные устройства для узких полос или V-образных заготовок под углом 45°.
Гидравлическая система
Гидравлическая система пресс ножниц состоит из двигателя, гидравлического насоса, цилиндров, клапанов и масляного бака.
Электродвигатель приводит в движение гидравлический насос, который снабжает маслом рабочие цилиндры на каждой стороне станка через регулировочные клапаны. Цилиндр пробивки непосредственно связан с устройством пробивки, когда цилиндр резки связан с поворотным рычагом.
Оборудование снабжено системой гидравлических запорных клапанов, чтобы уменьшить
избыточное давление при перегрузке машины, таким образом предотвращая серьезное
повреждение машины и оператора.
Электрооборудование
Электрошкаф и вся коммутационная аппаратура смонтированы внутри станины оборудования.
Органы управления
К органам управления относятся электрошкаф, панель управления и две выносные педали управления.
Наличие двух педалей управления позволяет двум операторам работать на пресс ножницах одновременно.
Примечание: Подробное описание гидравлической, электрической схемы пресс ножниц и органов управления приведено в "Руководстве по эксплуатации".
Защита
На панели управления и станине расположены кнопки аварийной остановки.
Ограждения служат для защиты электро- и гидрооборудования машины.
СИСТЕМА СМАЗКИ
Машина оборудована насосом централизованной смазки под давлением, система должна быть отрегулирована под давлением 1-3 Атм.
Ежедневно проверяйте уровень масла в резервуаре насоса, запускайте насос 2/3 раза в день.
Перечень рекомендуемых смазочных материалов и масел к применению
Перечень применяемых смазочных материалов:
- Castrol Magna DR220
- Shell Tomma T220
- B.P. Energol GHI 220
- Mobil Vactra oil No. 4
- Esso Febis K220
Перечень применяемых гидравлических масел:
- минеральное масло 32 (DIN 51524)
- минеральное масло 46 (DIN 51524)
ПОРЯДОК УСТАНОВКИ
Распаковка
При распаковке необходимо следить за тем, чтобы не повредить машину инструментом.
Транспортирование
Транспортирование ножниц выполняется краном. Зачаливание производить за транспортировочные рым-болты.
Расконсервация
Перед установкой пресс ножницы необходимо очистить от антикоррозионных покрытий, нанесенных на металлические поверхности (кроме поверхностей, имеющих лакокрасочное покрытие), и покрыть тонким слоем эксплуатационной смазки. Для этого обезжирить законсервированные поверхности уайт-спиритом или бензином, а затем протереть ветошью или просушить сухим теплым воздухом.
Монтаж
Пресс ножницы устанавливаются на фундамент. Глубина заложения фундамента определяется в зависимости от грунта, но должна быть не менее 600мм.
Пресс ножницы крепится к фундаменту болтами. При установке на фундамент машина выверяется в обоих плоскостях при помощи уровня.
После установки на фундамент, пресс ножницы должны быть заземлены. Для этого на станине имеется узел заземления.
ПОДГОТОВКА К ПУСКУ
При первоначальном пуске пресс ножниц прежде всего проверьте внешним осмотром надежность заземления и качество монтажа электрооборудования. Схема соединений, расположенных на электропанели, приведена в "Руководстве по эксплуатации".
Подключите пресс ножницы к электросети. Проверьте работу всех механизмов пресс ножниц, блокирующих и сигнализирующих устройств, электрооборудования.
- Нажмите зеленую кнопку "СТАРТ", чтобы запустить машину. Удостоверьтесь, что красная кнопка ("СТОП") вращается по часовой стрелке (или непосредственно вытянута).
- Удостоверьтесь, что пуансоны и ножи безопасно зафиксированы.
- На панели управления переключитесь с рабочего режима в режим наладки.
- Удостоверьтесь, что ограничитель хода позволяет выполнять максимальный ход. Нажимайте на педаль, чтобы установить пуансон в рабочее положение.
- На панели управления переключитесь с режима наладки в режим работы. Теперь машина автоматически вернется назад в исходное положение.
- Проверьте, выполняет ли цилиндр полный ход. Удостоверьтесь, что в конце хода нет гидравлического давления. Чтобы убедиться, что в гидравлической системе нет воздуха, повторите процесс несколько раз (воздух мог попасть сюда во время транспортировки).
- Проверьте все трубы, соединения шлангов, основной и запасной бак на возможную утечку масла.
- Проверьте уровень масла в гидросистеме. Уровень масла гидравлической системы должен быть не ниже верхнего уровня смотрового стекла. Также проверьте наличие масла в насосе смазки.
- Снова зафиксируйте все защитные части и удалите все оставленные предметы из рабочей зоны машины.
Машина готова к пуску.
НАЛАДКА
В процессе эксплуатации пресс ножниц возникает необходимость в регулировании отдельных узлов для восстановления их нормальной работы.
Регулировка рычагов ножа
Регулировка рычагов ножа должны быть выполнена перед регулировкой самого ножа, как показано на рисунке:
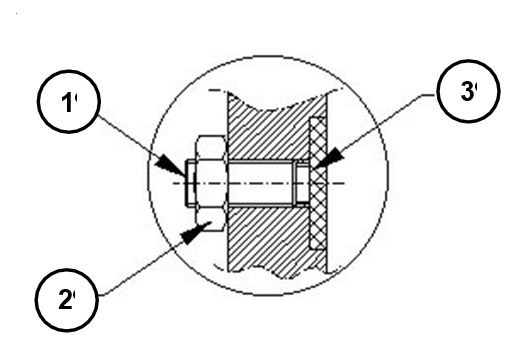
Рис.2 Регулировка рычагов ножа на NVG-5222
1. Регулировочный винт; 2. Предохранительная гайка; 3. Бронзовая проставка.
Регулировка ножей
Чтобы отрегулировать ножи, используйте рычаг до полного совмещения подвижного и фиксированного ножа. Теперь отключите машину. Отрегулируйте подвижный нож таким образом, чтобы остался зазор 0.1 мм (для регулировки используются втулки с резьбой 4). Для фиксации зазора затяните болты № 5.
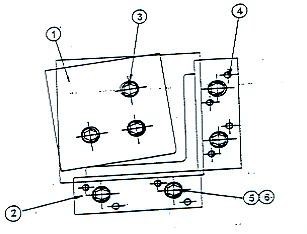
Рис.3 Регулировка ножей на NVG-5222
Замена ножей
Во время установки новых ножей обратите внимание на то, чтобы подвижные ножи полностью достигли рычага. Пока машина отключена от питания, полностью совместите ножи с болтами с внутренним шестигранником (3) на корпусе машины, без втулок с резьбой (4) нажмите на нож.
Регулировка пуансона
Отцентрируйте пуансон таким образом, чтобы при его вращении получить зазор равный 5% от толщины материала. Никогда не пробивайте материал толще, чем диаметр пуансона.
Пошаговая инструкция смены пуансона и матрицы
- Чтобы вынуть матрицу, переместите машину в положение, чтобы было достаточно места
- Отключите питание станка
- Откройте съемник, ослабьте соединительную гайку, фиксирующие винты держателя матрицы и винты M12, которые держат саму матрицу. Удалите соединительную гайку вместе с пуансоном и адаптером. Вытащите матрицу.
- Установите необходимый комплект пробивных инструментов. Удостоверьтесь, что пуансон и матрица правильно зафиксированы.
- Включите машину и функцию “настройка”.
- Перемещайте медленно пуансон в направлении матрицы. Выравнивайте держатель матрицы вручную, чтобы совместить пуансон и матрицу.
- Отрегулируйте держатель матрицы таким образом, чтобы расстояние, которое остается между пуансоном и матрицей было равным, и закрепите держатель в этом положении.
- Проверьте, не было ли смещения держателя при фиксации. Если произошло смещение, необходимо повторить п.8. Как только держатель будет зафиксирован, а расстояние постоянным, переключите машину в положение “нормальный”.
- Установите съемник на место, отрегулируйте расстояние между съемником и матрицей согласно обрабатываемой толщине материала.
- Отрегулируйте ход.
- Проверьте устройства безопасности, прежде чем Вы начнете работать.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Ежедневно перед работой необходимо:
- осмотреть и вытереть пресс ножницы;
- проверить надежность крепления инструмента;
- проверить состояние режущих кромок инструмента, работать выкрошенными и затупившимися ножами запрещается, так как это может привести к поломке инструмента и травмам, а также к перегрузкам;
- убедиться в надлежащей смазке всех узлов;
- проверять уровень масла.
Один раз в неделю необходимо продувать сжатым воздухом внутреннюю полость станины под сортолистовым ползуном для удаления накопившейся окалины.
Ежегодно проводить испытание изоляции электрооборудования коммутационной проводки и испытание защитного заземления, ремонтировать электрооборудование и заземление.
МЕРЫ БЕЗОПАСНОСТИ
Следующие инструкции предназначаются для оператора машины, - обязанность Конечного пользователя удостовериться, что оператор прочитал и понял Руководство Пользователя для безопасной работы.
- Прочитайте руководство Пользователя прежде, чем работать на машине.
- Никогда не касайтесь вращающихся или движущихся частей.
- Всегда сообщайте об электрических ошибках электрикам.
- Держите свою рабочую одежду или длинные волосы, украшения и т.д. далеко от вращающихся деталей.
- Удостоверьтесь, что Вы знаете размещение Кнопок Аварийной Остановки на машине.
- Выключайте машину, если не эксплуатируете ее.
- Осмотрите оборудование системы безопасности прежде, чем начать работу и, убедитесь, что оно работает должным образом.
- См. и поймите надписи безопасности на машине.
- Выполняйте периодическое техническое обслуживание.
- НЕ перегружайте машину.
- Если Вы видите неправильное поведение машины, остановите ее и немедленно сообщите Вашему начальству.
- Будьте осторожны за поведение других людей во время рабочей операции.
- Никогда не видоизменяйте электрические узлы.
- Никогда не удаляйте механическое или электронное оборудование системы безопасности из машины.
- Будьте чрезвычайно осторожны во время транспортировки, или перемещении машины, и следуйте транспортным инструкциям в руководстве.
Опасные зоны
Мы рекомендуем Вам использовать все перечисленные правила – они помогут Вам избежать несчастного случая на производстве.
На рисунке ниже показаны опасные зоны:
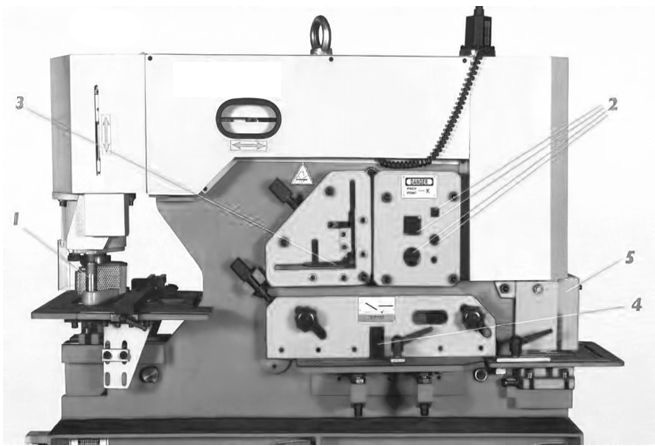
Рис.4 Опасные зоны NVG-5222
СОСТАВ ОБОРУДОВАНИЯ
Перечень основных составных частей пресс ножниц:
- Станина
- Секция пробивки
- Отрезная секция
- Секция резки уголков
- Секция профильной резки
- Секция вырубки
- Гидрооборудование
- Электрооборудование
Станина
Станина является главной частью машины, на которой установлены основные рабочие узлы. За защитным кожухом расположены кабели подключения, электрошкаф управления, гидрооборудование и бак, служащий резервуаром для масла.
Рис.1 Расположение рабочих секций на NVG-5222
Секция пробивки (1)
Все пробивные операции выполняются посредством гидравлической системы, позволяющей выполнять пробивку очень эффективно и тихо. Оборудование может использоваться как для пробивки толстых материалов, так и тонких материалов, сложенных в несколько слоев. Операции пробивки тихи, сильны, эффективны.
Пробивная секция состоит из двух частей:
– пробивной инструмент.
- держатель - устройство, которое удерживает материал после пробивки, чтобы он не вернулся вместе с инструментом.
Отрезная секция (2)
Отрезная секция оборудована прочным устройством фиксации, которое может быть настроено под любые толщины в рамках мощности машины.
Отрезные ножи, могут использоваться с двух сторон (у верхнего ножа 2 режущие кромки, у нижнего - 4 кромки), и гарантируют чистый рез с минимальной деформацией.
Секция резки уголков (3)
Секция позволяет выполнять резку под углом от 90° до 45°. Для резки под углом 45°, углы должны быть сначала отрезаны по длине. Устройство фиксации поддерживает материал, чтобы обеспечить правильную резку.
Секция профильной резки (4)
В базовом исполнении машина оборудована ножами для резки круглого и квадратного прутка. Используя дополнительное оборудование, можно также выполнять резку U-, I-, Т-образных профилей. Ножи удерживаются простыми обжимными кулачками, которые гарантируют легкую фиксацию, без детальной регулировки.
Секция вырубки (5)
Секция вырубки в стандарте оснащена устройством прямоугольной вырубки, имеющим регулируемые держатели, которые позволяют выполнять повторное позиционирование. Возможны также дополнительные устройства для узких полос или V-образных заготовок под углом 45°.
Гидравлическая система
Гидравлическая система пресс ножниц состоит из двигателя, гидравлического насоса, цилиндров, клапанов и масляного бака.
Электродвигатель приводит в движение гидравлический насос, который снабжает маслом рабочие цилиндры на каждой стороне станка через регулировочные клапаны. Цилиндр пробивки непосредственно связан с устройством пробивки, когда цилиндр резки связан с поворотным рычагом.
Оборудование снабжено системой гидравлических запорных клапанов, чтобы уменьшить
избыточное давление при перегрузке машины, таким образом предотвращая серьезное
повреждение машины и оператора.
Электрооборудование
Электрошкаф и вся коммутационная аппаратура смонтированы внутри станины оборудования.
Органы управления
К органам управления относятся электрошкаф, панель управления и две выносные педали управления.
Наличие двух педалей управления позволяет двум операторам работать на пресс ножницах одновременно.
Примечание: Подробное описание гидравлической, электрической схемы пресс ножниц и органов управления приведено в "Руководстве по эксплуатации".
Защита
На панели управления и станине расположены кнопки аварийной остановки.
Ограждения служат для защиты электро- и гидрооборудования машины.
СИСТЕМА СМАЗКИ
Машина оборудована насосом централизованной смазки под давлением, система должна быть отрегулирована под давлением 1-3 Атм.
Ежедневно проверяйте уровень масла в резервуаре насоса, запускайте насос 2/3 раза в день.
Перечень рекомендуемых смазочных материалов и масел к применению
Перечень применяемых смазочных материалов:
- Castrol Magna DR220
- Shell Tomma T220
- B.P. Energol GHI 220
- Mobil Vactra oil No. 4
- Esso Febis K220
Перечень применяемых гидравлических масел:
- минеральное масло 32 (DIN 51524)
- минеральное масло 46 (DIN 51524)
ПОРЯДОК УСТАНОВКИ
Распаковка
При распаковке необходимо следить за тем, чтобы не повредить машину инструментом.
Транспортирование
Транспортирование ножниц выполняется краном. Зачаливание производить за транспортировочные рым-болты.
Расконсервация
Перед установкой пресс ножницы необходимо очистить от антикоррозионных покрытий, нанесенных на металлические поверхности (кроме поверхностей, имеющих лакокрасочное покрытие), и покрыть тонким слоем эксплуатационной смазки. Для этого обезжирить законсервированные поверхности уайт-спиритом или бензином, а затем протереть ветошью или просушить сухим теплым воздухом.
Монтаж
Пресс ножницы устанавливаются на фундамент. Глубина заложения фундамента определяется в зависимости от грунта, но должна быть не менее 600мм.
Пресс ножницы крепится к фундаменту болтами. При установке на фундамент машина выверяется в обоих плоскостях при помощи уровня.
После установки на фундамент, пресс ножницы должны быть заземлены. Для этого на станине имеется узел заземления.
ПОДГОТОВКА К ПУСКУ
При первоначальном пуске пресс ножниц прежде всего проверьте внешним осмотром надежность заземления и качество монтажа электрооборудования. Схема соединений, расположенных на электропанели, приведена в "Руководстве по эксплуатации".
Подключите пресс ножницы к электросети. Проверьте работу всех механизмов пресс ножниц, блокирующих и сигнализирующих устройств, электрооборудования.
- Нажмите зеленую кнопку "СТАРТ", чтобы запустить машину. Удостоверьтесь, что красная кнопка ("СТОП") вращается по часовой стрелке (или непосредственно вытянута).
- Удостоверьтесь, что пуансоны и ножи безопасно зафиксированы.
- На панели управления переключитесь с рабочего режима в режим наладки.
- Удостоверьтесь, что ограничитель хода позволяет выполнять максимальный ход. Нажимайте на педаль, чтобы установить пуансон в рабочее положение.
- На панели управления переключитесь с режима наладки в режим работы. Теперь машина автоматически вернется назад в исходное положение.
- Проверьте, выполняет ли цилиндр полный ход. Удостоверьтесь, что в конце хода нет гидравлического давления. Чтобы убедиться, что в гидравлической системе нет воздуха, повторите процесс несколько раз (воздух мог попасть сюда во время транспортировки).
- Проверьте все трубы, соединения шлангов, основной и запасной бак на возможную утечку масла.
- Проверьте уровень масла в гидросистеме. Уровень масла гидравлической системы должен быть не ниже верхнего уровня смотрового стекла. Также проверьте наличие масла в насосе смазки.
- Снова зафиксируйте все защитные части и удалите все оставленные предметы из рабочей зоны машины.
Машина готова к пуску.
НАЛАДКА
В процессе эксплуатации пресс ножниц возникает необходимость в регулировании отдельных узлов для восстановления их нормальной работы.
Регулировка рычагов ножа
Регулировка рычагов ножа должны быть выполнена перед регулировкой самого ножа, как показано на рисунке:
Рис.2 Регулировка рычагов ножа на NVG-5222
1. Регулировочный винт; 2. Предохранительная гайка; 3. Бронзовая проставка.
Регулировка ножей
Чтобы отрегулировать ножи, используйте рычаг до полного совмещения подвижного и фиксированного ножа. Теперь отключите машину. Отрегулируйте подвижный нож таким образом, чтобы остался зазор 0.1 мм (для регулировки используются втулки с резьбой 4). Для фиксации зазора затяните болты № 5.
Рис.3 Регулировка ножей на NVG-5222
Замена ножей
Во время установки новых ножей обратите внимание на то, чтобы подвижные ножи полностью достигли рычага. Пока машина отключена от питания, полностью совместите ножи с болтами с внутренним шестигранником (3) на корпусе машины, без втулок с резьбой (4) нажмите на нож.
Регулировка пуансона
Отцентрируйте пуансон таким образом, чтобы при его вращении получить зазор равный 5% от толщины материала. Никогда не пробивайте материал толще, чем диаметр пуансона.
Пошаговая инструкция смены пуансона и матрицы
- Чтобы вынуть матрицу, переместите машину в положение, чтобы было достаточно места
- Отключите питание станка
- Откройте съемник, ослабьте соединительную гайку, фиксирующие винты держателя матрицы и винты M12, которые держат саму матрицу. Удалите соединительную гайку вместе с пуансоном и адаптером. Вытащите матрицу.
- Установите необходимый комплект пробивных инструментов. Удостоверьтесь, что пуансон и матрица правильно зафиксированы.
- Включите машину и функцию “настройка”.
- Перемещайте медленно пуансон в направлении матрицы. Выравнивайте держатель матрицы вручную, чтобы совместить пуансон и матрицу.
- Отрегулируйте держатель матрицы таким образом, чтобы расстояние, которое остается между пуансоном и матрицей было равным, и закрепите держатель в этом положении.
- Проверьте, не было ли смещения держателя при фиксации. Если произошло смещение, необходимо повторить п.8. Как только держатель будет зафиксирован, а расстояние постоянным, переключите машину в положение “нормальный”.
- Установите съемник на место, отрегулируйте расстояние между съемником и матрицей согласно обрабатываемой толщине материала.
- Отрегулируйте ход.
- Проверьте устройства безопасности, прежде чем Вы начнете работать.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Ежедневно перед работой необходимо:
- осмотреть и вытереть пресс ножницы;
- проверить надежность крепления инструмента;
- проверить состояние режущих кромок инструмента, работать выкрошенными и затупившимися ножами запрещается, так как это может привести к поломке инструмента и травмам, а также к перегрузкам;
- убедиться в надлежащей смазке всех узлов;
- проверять уровень масла.
Один раз в неделю необходимо продувать сжатым воздухом внутреннюю полость станины под сортолистовым ползуном для удаления накопившейся окалины.
Ежегодно проводить испытание изоляции электрооборудования коммутационной проводки и испытание защитного заземления, ремонтировать электрооборудование и заземление.
МЕРЫ БЕЗОПАСНОСТИ
Следующие инструкции предназначаются для оператора машины, - обязанность Конечного пользователя удостовериться, что оператор прочитал и понял Руководство Пользователя для безопасной работы.
- Прочитайте руководство Пользователя прежде, чем работать на машине.
- Никогда не касайтесь вращающихся или движущихся частей.
- Всегда сообщайте об электрических ошибках электрикам.
- Держите свою рабочую одежду или длинные волосы, украшения и т.д. далеко от вращающихся деталей.
- Удостоверьтесь, что Вы знаете размещение Кнопок Аварийной Остановки на машине.
- Выключайте машину, если не эксплуатируете ее.
- Осмотрите оборудование системы безопасности прежде, чем начать работу и, убедитесь, что оно работает должным образом.
- См. и поймите надписи безопасности на машине.
- Выполняйте периодическое техническое обслуживание.
- НЕ перегружайте машину.
- Если Вы видите неправильное поведение машины, остановите ее и немедленно сообщите Вашему начальству.
- Будьте осторожны за поведение других людей во время рабочей операции.
- Никогда не видоизменяйте электрические узлы.
- Никогда не удаляйте механическое или электронное оборудование системы безопасности из машины.
- Будьте чрезвычайно осторожны во время транспортировки, или перемещении машины, и следуйте транспортным инструкциям в руководстве.
Опасные зоны
Мы рекомендуем Вам использовать все перечисленные правила – они помогут Вам избежать несчастного случая на производстве.
На рисунке ниже показаны опасные зоны:
Рис.4 Опасные зоны NVG-5222
Безналичный расчет — перевод денежных средств на счет.
Стоимость гидравлических пресс ножниц NVG-5222 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить пресс-ножницы комбинированные гидравлические NVG 5222 можно, связавшись с нами на сайте или по телефону:
+7 (495) 970-76-52.
Безналичный расчет — перевод денежных средств на счет.
Стоимость гидравлических пресс ножниц NVG-5222 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить пресс-ножницы комбинированные гидравлические NVG 5222 можно, связавшись с нами на сайте или по телефону:
+7 (495) 970-76-52.