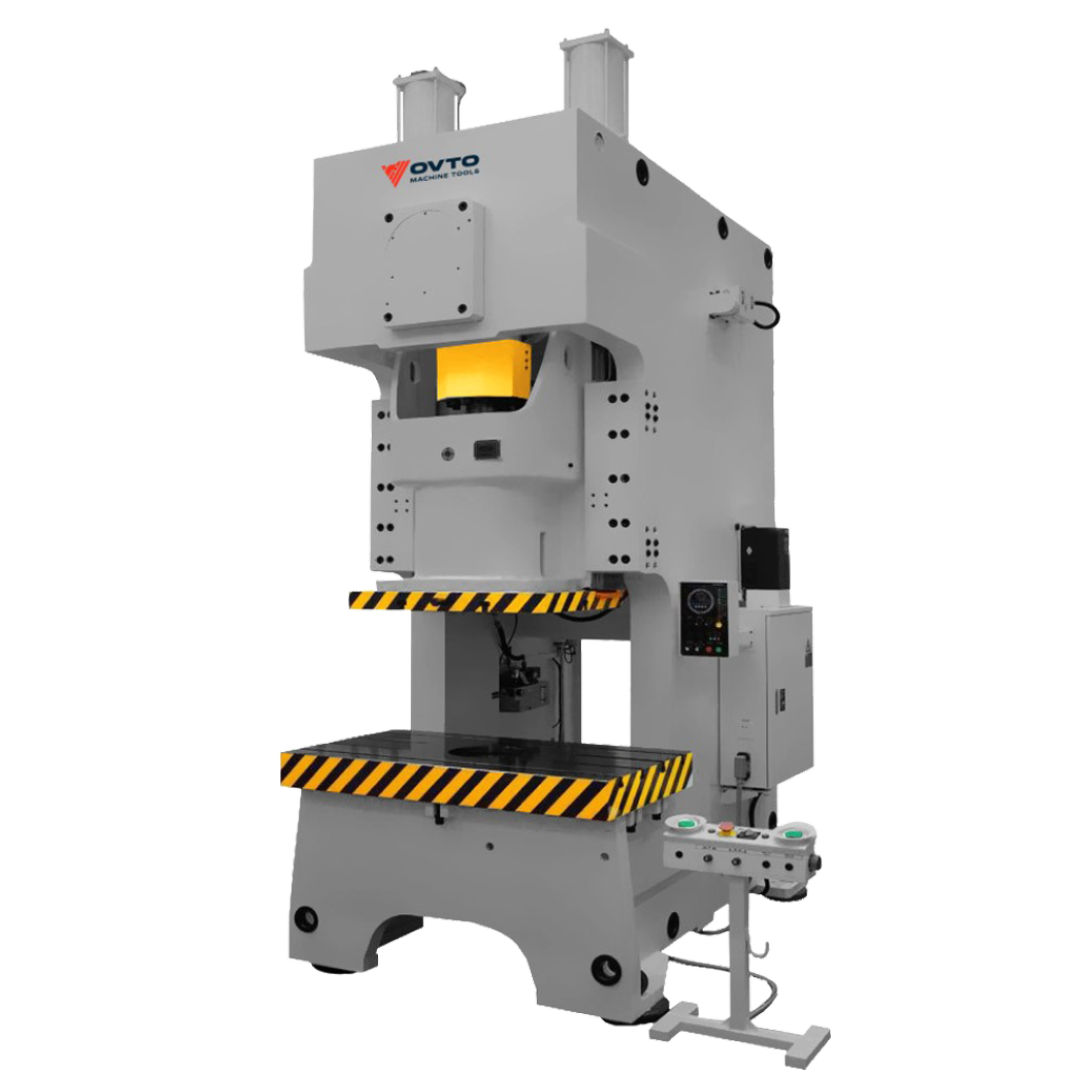
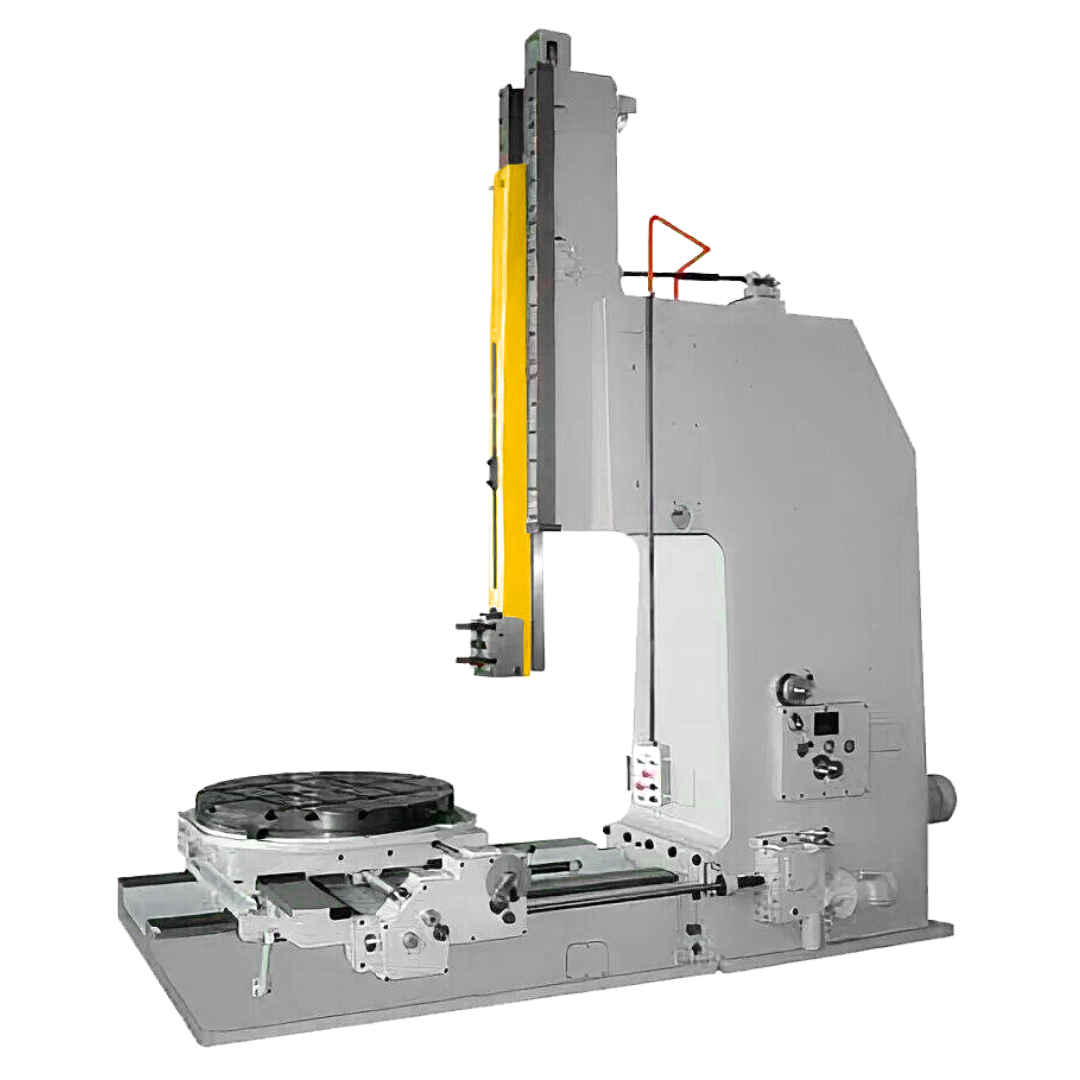
Кривошипный открытый пресс OVTO c наклоняемой станиной PK-2329
Однокривошипный механический пресс серии PK23 предназначен для выполнения различных операций холодной штамповки, таких как пробивка, вырубка, формовка и гибка.
Особенности:
- Механическая кулачковая муфта с простой и надежной конструкцией и механический ленточный тормоз обеспечивают эффективную и безопасную работу.
- Горизонтально расположенный коленчатый вал и чугунная станина эффективно поглощают вибрации, повышая устойчивость станка.
- Автоматическая система смазки (опционально) продлевает срок службы оборудования, снижая потребность в обслуживании.
- С-образная открытая конструкция станины обеспечивает удобный доступ к рабочему столу с трех сторон, упрощая погрузку и разгрузку изделий, а также позволяя механизировать производственный процесс.
Пресс PK23 сочетает в себе надежность, удобство эксплуатации и долговечность, что делает его оптимальным решением для производственных задач.
| Номинальное усилие пресса, кН | 800 |
| Ход при номинальном усилии, мм | 9 |
| Ход ползуна, мм | 130 |
| Число ходов в минуту | 45 |
| Открытая высота, мм | 290 |
| Регулировка открытой высоты, мм | 100 |
| Вылет, мм | 270 |
| Подштамповая плита, мм | 520x860 |
| Толщина подштамповой плиты, мм | 100 |
| Размеры отверстия в подштамповой плите (∅ х спереди-назад х слева-направо), мм | ∅250x200x340 |
| Размеры ползуна, мм | 280x380 |
| Размер отверстия под хвостик, мм | ∅60x75 |
| Максимальный угол наклона станины, мм | 20° |
| Расстояние между колоннами, мм | 410 |
| Мощность двигателя, кВт | 5.5 |
| Габариты (ДxШxВ), мм | 1810x1410x2790 |
| Масса, кг | 4790 |
Стандартная комплектация:
- Пресс однокривошипный наклоняемый PK-2329 в сборе
- Комплект ЗИП
- Документация
На прессе установлено:
- Электрошкаф управления
- Выносная электрическая педаль управления
- Централизованная ручная система жидкой смазки
- LED-лампа освещения рабочей зоны
- Защитные ограждения
Комплект ЗИП:
- Срезная шайба
- Ловушка муфты включения
- Шпонка муфты включения
- Тормозная лента
- Приводные ремни - 1 к-т
- Ключи электрошкафа - 2 шт.
- Шприц рычажно-плунжерный
Документация:
- Руководство по эксплуатации PK-2329
- Паспорт PK-2329
- Декларация о соответствии требованиям ТР ТС
Дополнительные опции:
- Выносная электрическая педаль управления с кнопкой аварийной остановки
- Централизованная автоматическая станция жидкой смазки
- Комплект виброопор
- Фотозащита рабочей зоны
- Система пневмообдува для очистки рабочей зоны
- Система ЧПУ на базе ПЛК Optimus Drive
Стандартная комплектация:
- Пресс однокривошипный наклоняемый PK-2329 в сборе
- Комплект ЗИП
- Документация
На прессе установлено:
- Электрошкаф управления
- Выносная электрическая педаль управления
- Централизованная ручная система жидкой смазки
- LED-лампа освещения рабочей зоны
- Защитные ограждения
Комплект ЗИП:
- Срезная шайба
- Ловушка муфты включения
- Шпонка муфты включения
- Тормозная лента
- Приводные ремни - 1 к-т
- Ключи электрошкафа - 2 шт.
- Шприц рычажно-плунжерный
Документация:
- Руководство по эксплуатации PK-2329
- Паспорт PK-2329
- Декларация о соответствии требованиям ТР ТС
Дополнительные опции:
- Выносная электрическая педаль управления с кнопкой аварийной остановки
- Централизованная автоматическая станция жидкой смазки
- Комплект виброопор
- Фотозащита рабочей зоны
- Система пневмообдува для очистки рабочей зоны
- Система ЧПУ на базе ПЛК Optimus Drive
СОСТАВ ПРЕССА
Пресс однокривошипный наклоняемый PK-2329 - предназначен для выполнения различных операций холодной штамповки: вырубка, гибка, обрезка, пробивка, неглубокая вытяжка и некоторых других операций, имеет возможность наклона станины при удалении штампуемых изделий или отходов в просвет между стойками пресса.
Пресс состоит из следующих основных узлов: станины, привода, механической муфты, вала эксцентрикового, ползуна.
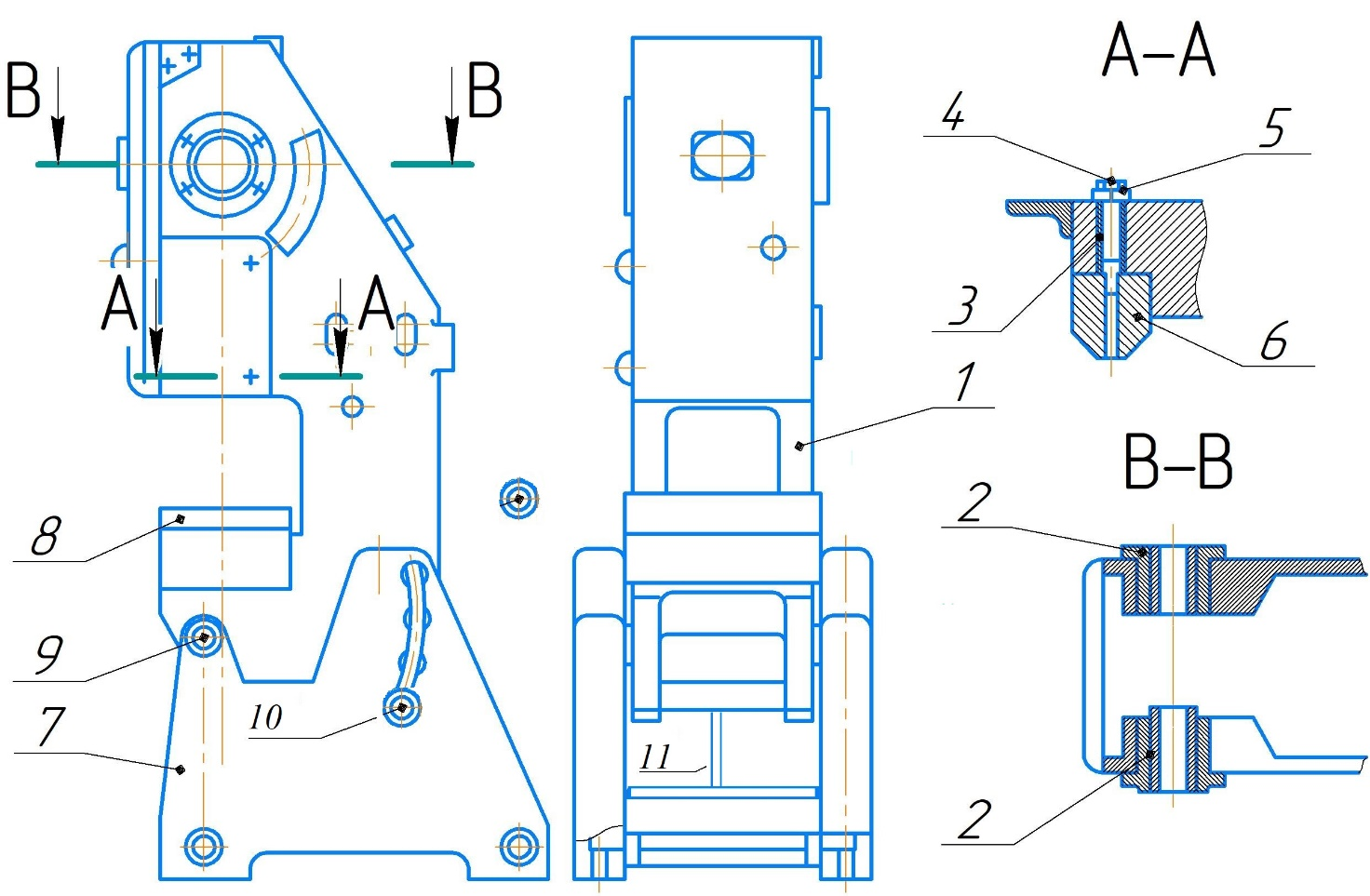
Рис. Общий вид наклоняемого пресса PK-2329
1. станина; 2. буксы; 3. втулка; 4. болт; 5. гайка; 6. направляющая; 7. стойка; 8. подштамповая плита; 9. гайка; 10. гайка, 11. винт регулировки наклона станины.
Станина
Станина пресса литая, обеспечивает снижение величины упругих деформации при нагрузке и хорошее поглощение вибраций при эксплуатации пресса - является основной частью пресса, на которой крепятся все рабочие узлы.
Станина пресса наклоняемая - используется при удалении штампуемых изделий или отходов в просвет между стойками пресса.

Рис. Наклоняемая станина пресса PK-2329
В верхней части станины в буксах 2 запрессованы бронзовые втулки, служащие опорой для эксцентрикового вала.
С левой стороны станины имеется увеличенный диаметр буксы для удобства монтажа и демонтажа эксцентрикового вала, сзади станины. платик для подмоторной плиты, на которой устанавливается электродвигатель.
Спереди, на специально обработанных местах станины крепятся призматические направляющие ползуна 6.
Регулировка направляющих осуществляется винтами с помощью резьбового соединения 3, 4, 5.
На рабочей плоскости стола закреплена подштамповая плита 8. Для крепления штампов на плите имеются Т-образные пазы.
Для работы на провал в столе и плите предусмотрены отверстия.
Наклон станины наклоняемых прессов осуществляется механизмом наклона. при помощи винта-11 с ручным приводом.
Привод
Пресс оснащен клиноременным приводом. То есть двигатель приводит в движение маховик через клиновой ремень и заставляет ползун совершать возвратно-поступательное движение через муфту включения и коленчатый вал. Двигатель закреплен на подмоторной плите.
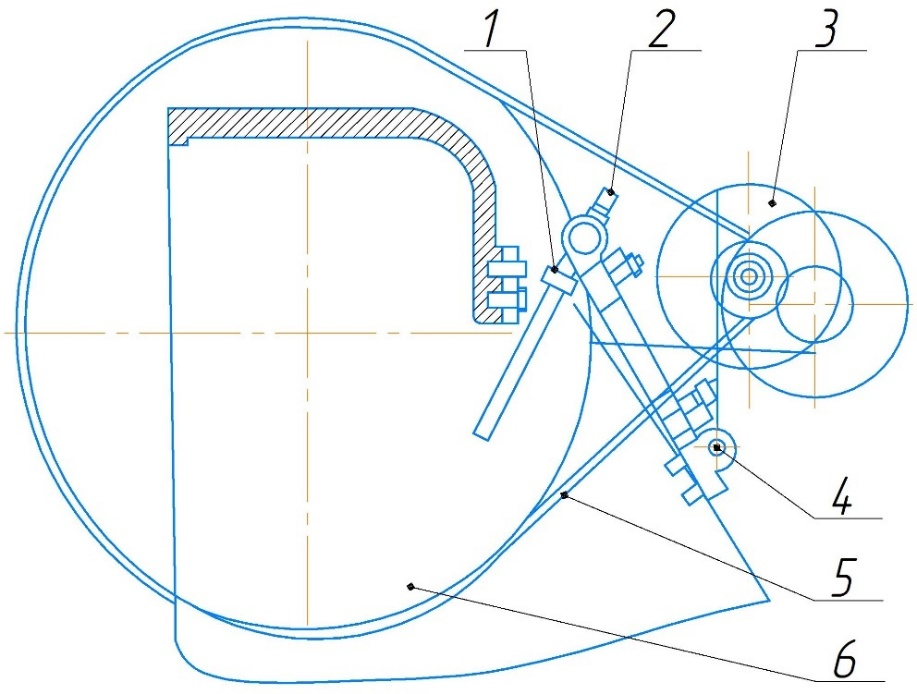
Рис. Привод пресса PK-2329
1. гайка; 2. винт; 3. электродвигатель; 4. подмоторная плита; 5. клиноременная передача; 6. маховик.
Вы можете отрегулировать плиту с помощью регулировочного болта таким образом, чтобы центр двигателя смещался относительно центра маховика. Это позволяет регулировать степень натяжения клинового ремня. Затяните стопорные гайки после регулировки клинового ремня, чтобы избежать несчастных случаев.
Ручей маховика и малого колеса должны быть расположен на одной оси. При замене клинового ремня следует заменить их все.
Вал эксцентриковый
Для регулировки хода ползуна требует подложить подкладку под ползун обеспечив отсутствие его хода вниз. Ослабив винт 11, вращением гайки 5 выводим из зацепления эксцентрик 4, вращением эксцентрика настраивается необходимый ход ползуна, после чего обратным вращением гайки 5 обеспечивается ее зацепление с эксцентриком 4 и затягивается винт 11.
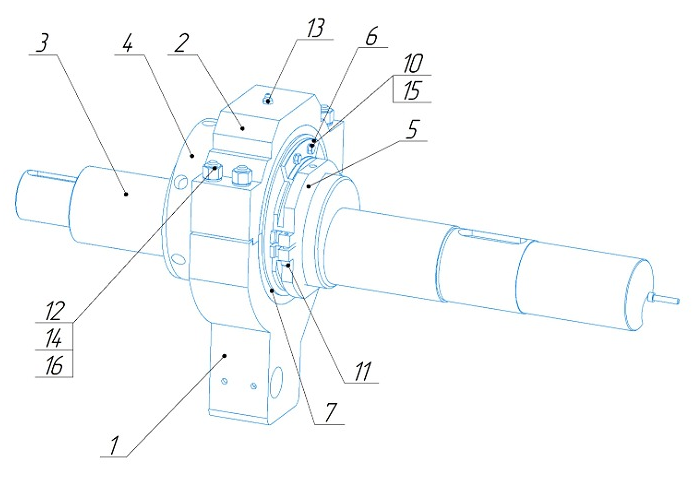
Рис. Вал эксцентриковый пресса PK-2329
1. шатун; 2. крышка шатуна; 3. вал; 4. эксцентрик; 5. гайка; 6. стопор; 7. вкладыш шатуна; 10. болт; 11. винт; 12. гайка; 13. масленка; 14. шпилька; 15. шайба 6; 16. шайба 12.
Ползун
Ползун является рабочим органом пресса, к которому крепится верхняя часть штампа.
Ползун 16 пресса изготовлен из высокопрочного чугуна, коробчатой формы и призматическими двухсторонними направляющими.
Крепление ползуна на эксцентриковом валу осуществляется посредством разъемного шатуна 8, между корпусом и крышкой 7 которых установлены бронзовые вкладыши 6 подшипника, охватывающие эксцентриковую втулку.
Крышка шатуна крепится шпильками 5. Шаровая головка заключена между опорой 14 и вкладышем 12 поджимаемым крышкой 11.
В нижней части ползуна расположены отверстия для крепления верхней плиты штампа.
Крепление штампа за хвостовик осуществляется прижимом 17 посредством двух шпилек с гайками 19.
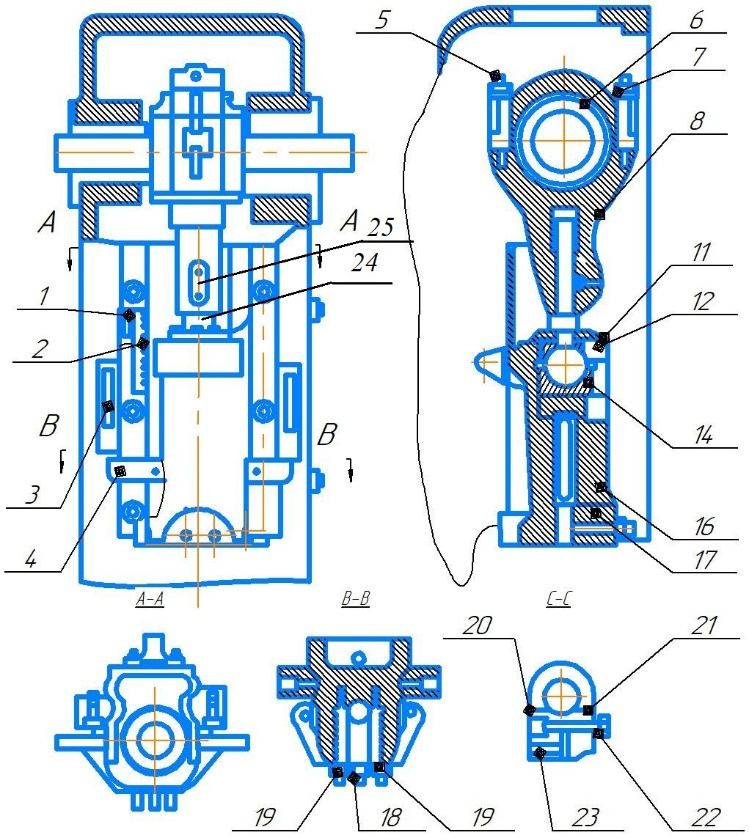
Рис. Ползун пресса PK-2329
1. указатель; 2. линейка; 3. регулируемые упоры; 4. планка выталкивателя; 5. шпилька; 6. вкладыш; 7. крышка; 8. шатун; 11. крышка; 12. вкладыш; 14. опора; 16. ползун; 17. прижим; 18. винт; 19. шпильки с гайками; 20. стопорная втулка; 21. стопорная втулка; 22. стягивающий винт; 23. винт; 24. винт ползуна; 25. фиксатор винта ползуна.
Для регулировки расстояния между столом и ползуном необходимо открутить стягивающий винт 22 и вынуть стопорные втулки 20 и 21, вращением винта 24 настраивается необходимое расстояние, после чего в обратном порядке устанавливаются на мест стопорные втулки и закручивается стягивающий винт.
ВНИМАНИЕ! При настройке на минимальное расстояние между столом и ползуном убедитесь что все витки резьбы шатуна фиксируются стопорными втулками, зацепление малым количеством витков может привести к поломке узла и оборудования.
В пазу ползуна расположена планка выталкивателя 4. Упором для планки выталкивателя служат два регулируемых упора 3, закрепленных в станине. При сборке узла ползуна стопорные втулки 20 и 21 и стягивающий винт 22 собираются отдельно как это показано на разрезе С-С, после чего вставляются в гнездо ползуна и фиксируются от радиального проворота предварительно поставленной винтами 23.
Электрооборудование
Пресс оснащен трехфазным асинхронным двигателем. Электрошкаф и линия управления защищены автоматическим выключателем. Электрошкаф установлен на левой стороне станины.
Краткая характериситика:
- Род тока переменный
- Рабочее напряжение - 380В
- Частота - 50Гц
- Напряжения цепи управления - 220В
- Напряжения цепи местного освещения - 24В
- Напряжения цепи сигнализации - 24В
Подробные сведения о элементах электрической схемы и описание её работы приведены в руководстве по эксплуатации пресса.
Органы управления
Управление прессом осуществляется с помощью электрошкафа управления, смонтированным сбоку станины и ножной педали, расположенной внизу на одной из стоек.
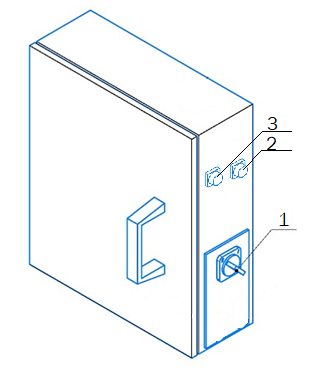
Рис. Электрошкаф управления PK-2329
1. Переключатель режима; 2. Индикатор работы привода; 3 - Индикатор сети.
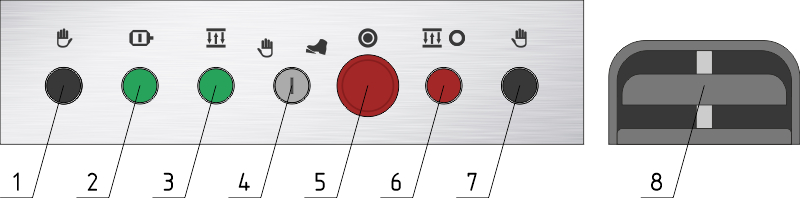
Рис. Пульт и педаль управления PK-2329
1,7. Кнопки "Пуск" Одиночного хода; 2. Кнопка "Пуск" двигателя; 3. Кнопка "Пуск" непрерывного хода; 4. Переключатель режима управления; 5. Кнопка "Аварийной остановки"; 6. Кнопка "Стоп" непрерывного хода; 8. Педаль "Пуск" хода.
СИСТЕМА СМАЗКИ
В прессе используется густая и жидкая смазка. Отсутствие смазки является причиной отказа в гарантийном обслуживании.
- Машина должна быть достаточно смазана.
- Чистите машину каждые шесть месяцев.
- Смазка должна быть чистой.
- Запрещено работать муфте при отсутствии масла.
- После запуска машины проверьте состояние смазки в каждом узле.
Перечень применяемых смазочных материалов:
- ГОСТ 8773-73 ЦИАТИМ-201/203
- ГОСТ 20799-88 Масло Индустриальное "И-40А", либо "И-50А" для стран с тропическим климатом
Карта смазки
Справа на станине закреплена табличка со схемой смазки, на которой отмечены смазываемые точки, вид используемой смазки и периодичность:
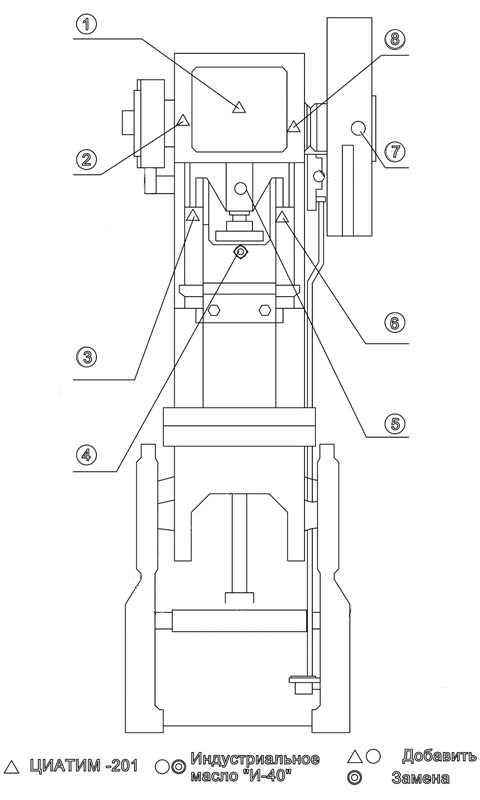
Рис. Карта смазки пресса PK-2329
1 - Шейка шатуна (3 раза в смену)
2 - Левый подшипник коленчатого вала (3 раза в смену)
3 - Левая направляющая ползуна (3 раза в смену)
4 - Шаринр ползуна (замена раз в 3 месяца)
5 - Винт шатуна (при регулировке штампа)
6 - Правая направляющая ползуна (3 раза в смену)
7 - Муфта (2 раза в смену)
8 - Правый подшипник коленчатого вала (3 раза в смену)
ПОРЯДОК УСТАНОВКИ
Пресс поставляется в собранном виде, упакованный со всеми комплектующими деталями и узлами в одном месте.
Распаковка
После распаковки следует осмотреть пресс и проверить комплектность поставки, руководствуясь упаковочной ведомостью.
Транспортирование
При подъеме пресса с салазок необходимо иметь и виду, что центр тяжести пресса смещен относительно оси пресса в сторону маховика.
Зачаливание пресса необходимо производить за рым-болт в верхней части станины. Транспортировку пресса в распакованном виде следует производить согласно схеме:
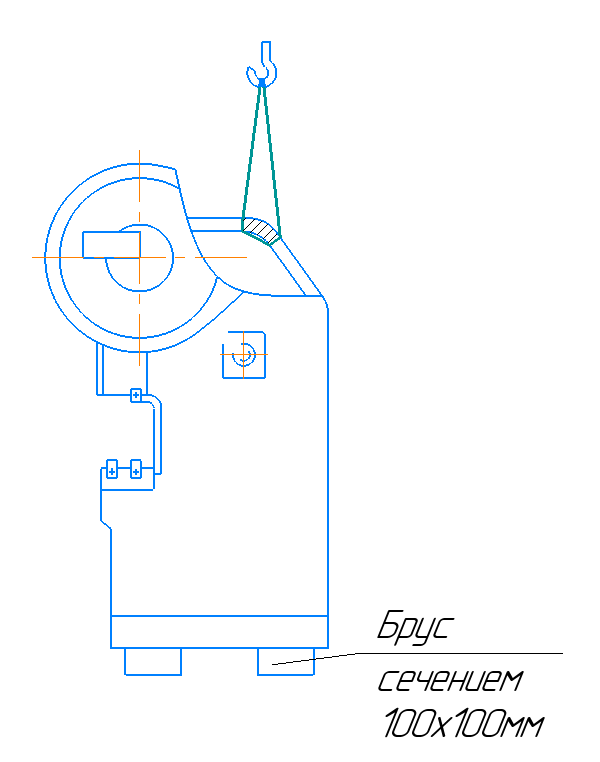
Рис. Схема транспортировки пресса PK-2329
Монтаж
Установка пресса производится на фундамент.
Пресс выверяют по плоскости стола в продольном и поперечном направлениях.
Отклонение плоскости стола от горизонтального положения не должно превышать 0,1 мм на длине 300 мм в обоих направлениях.
Под выведенный по уровню пресс подливают бетон. После затвердевания бетона окончательно затягивают гайки фундаментных болтов, при этом проверяется горизонтальность плоскости стола.
Проводку электропроводов следует выполнять в трубах, исходя из местных условий предусмотрен в фундаменте соответствующие углубления.
Расконсервация
Консервацию, нанесенную заводом перед упаковкой пресса на обработанные поверхности, надо удалить при помощи ветоши, смоченной бензином, керосином или уайт-спиритом, а затем обработанные поверхности следует покрыть тонким слоем смазки.
ПОДГОТОВКА К РАБОТЕ
Подготовка к первоначальному пуску
При подключении прессов к электросети необходимо обеспечить вращение ротора электродвигателя (в направлении против часовой стрелки), как это показано на ограждении привода. Для исключения поломки муфты включения, проверку вращения требуется проводить при демонтированных ремнях привода.
До пробного пуска обслуживающий персонал должен изучить руководство по монтажу и эксплуатация, паспорт пресса, инструкцию по технике безопасности.
ВНИМАНИЕ! ПЕРЕД ПУСКОМ ПРЕССА НЕОБХОДИМО ЗАЛИТЬ И ЗАПОЛНИТЬ СМАЗКОЙ ВСЕ ТОЧКИ СМАЗКИ ПРЕССА СОГЛАСНО СХЕМЕ СМАЗКИ.
Первоначальный пуск
При пробном пуске пресса необходимо:
- Проверить, снято ли консервационное покрытие с обработанных деталей и нанесен ли тонкий слой смазки.
- Проверить натяжение клиновых ремней.
- Проверить затяжку всех болтов и гаек и их стопорение.
- Провернуть вручную вал пресса и проверить вращение маховика.
- Проверить заземление пресса, электродвигателя, разветвительной коробки и остальной аппаратуры.
- Выполнить все указания, относящиеся к первоначальному пуску пресса, изложенные в руководстве «Электрооборудование».
- Осмотреть электрооборудование, убедиться в его исправности и подключении к цеховой сети,
- Включением автоматического выключателя в электрошкафу, подать напряжение на силовые цепи и на управление прессом, при этом должен загореться сигнал «Напряжение подано».
Если сигнал не зажигается, необходимо проверить наличие напряжения в сети, согласно правилам технической эксплуатации, т.к. отсутствие сигнала еще не свидетельствует об отсутствии напряжения. - Включить электродвигатель нажатием кнопки «Пуск привода», и после того, как маховик наберет полное число оборотов, проверить вращение маховика в течение 5-10 минут.
- Установить режим «Одиночный ход».
- Проверить работу механической муфты.
- Убедиться в соответствии пресса нормам точности (см. свидетельство о приемке).
- При необходимости отрегулировать зазоры.
- Проверить работу пресса в режиме непрерывных ходов.
ВНИМАНИЕ! ЧТОБЫ ВСЕ ЧАСТИ ПРЕССА ПРИРАБОТАЛИСЬ, РЕКОМЕНДУЕТСЯ В ТЕЧЕНИЕ ПЕРВЫХ ВОСЬМИ-ДЕСЯТИ СМЕН НЕ ЗАГРУЖАТЬ ПРЕСС МАКСИМАЛЬНЫМ ПРЕССУЮЩИМ УСИЛИЕМ.
НАЛАДКА И РЕГУЛИРОВКА
Установка штампа
- Опустить ползун пресса в крайнее нижнее положение.
- Убедиться, что штамповое пространство пресса может вместить штамп с учетом толщины заготовки штампуемого изделия.
- Снять прижим 17 хвостовика штампа.
- Штамп установить на стол пресса так, чтобы хвостовик штампа вошел в отверстие ползуна.
- Отпустить стопорные втулки 20, 21 винта шатуна 10.
- Вращая винт шатуна 10, отрегулировать глубину опускания пуансона в матрицу, при этом следует обеспечить проталкивание изделий через матрицу в вырубках штампов или нормальную величину вертикального зазора в других типах штампов.
- Закрепить верхнюю половину штампа и проверить прилегание ее к ползуну, зазор не должен превышать 0,03 мм на длине 300 мм.
- При необходимости закрепить верхнюю плиту штампа болтами.
- Отрегулировать зазор между матрицей и пуансоном по периметру штампа. Зазор должен быть равномерным и выбран в зависимости от марки и толщины материала.
- Проверить правильность установки нижней половины штампа (в случае необходимости отрегулировать).
- Закрепить нижнюю половину штампа винтами в Т-образных пазах и проверить зазор между его плитой и столом. Зазор не должен превышать 0,03 мм на длине 300 мм.
- Затянуть стопорные сухари винта шатуна.
- Отрегулировать положение упоров планки выталкивателя при верхнем положении ползуна (в случае штамповки в штампе с верхним выталкивателем).
При этом нужно следить, чтобы упоры 3 не мешали ползуну занять крайнее верхнее положение. Для настройки выталкивателя необходимо ручным проворотом за маховик поднять ползун в крайнее верхнее положение и затем отпустить винты крепления упорных планок, подвести последние к планке выталкивателя в размер, обеспечив необходимый зазор и затем закрепить упорные планки винтами. - Отрегулировать необходимую величину хода ползуна.
Регулировка величины хода ползуна производится следующим образом:- отвернуть гайку 10
- вращая гайку 5 ломиком выводим эксцентриковую втулку 4 из зацепления с эксцентриковым валом 3
- вращая ломиком эксцентриковую втулку устанавливаем необходимую величину хода ползуна, совмещая деление необходимой величины хода на планке 6 с риской М на эксцентриковом валу 3.
- после этого вращением гайки 5 ввести в зацепление эксцентриковую втулку с валом и затянуть стопорный болт 9.
- После установки необходимой величины хода, положения в верхней мертвой точке и положения упорных планок выталкивателя, необходимо вручную провернуть маховик для проверки правильности наладки пресса, а затем уже включить электродвигатель и сделать несколько холостых ходов в режиме «Одиночный ход».
- Установить необходимый угол наклона станины для наклоняемых прессов.
Перед наклоном станины следует отпустить гайки, вывести гайки и контргайки из пазов стоек и вращением винта механизма наклона опустить станину в необходимое положение.
После установки необходимого угла наклона станины, затягиваются болты, гайки и контргайки.
Регулировка зазоров в направляющих ползуна и станины
Зазоры между направляющими ползуна и станины регулируются следующим образом: отпускаются болты направляющей, затем вращением втулки и гайки регулируется зазор в направляющих.
Суммарный зазор должен быть в пределах 0,1-0,15 мм. После регулировки зазора затянуть болты, сделать несколько холостых и рабочих ходов и вновь проверить зазоры.
Регулировка зазоров в шаровой опоре ползуна
Регулировка зазора в шаровом соединении нижней опоры шатуна достигается вращением гайки 11 (рис. 6), для чего необходимо:
- подпереть снизу ползун 16;
- вывернуть винт 13 на 1-2 оборота;
- завернуть гайку 11 до упора кольца в паровую поверхность регулировочного винта 10;
- гайку 11 отвернуть на 80-100, что обеспечивает зазор в шаровом соединении 0,04-0,10 мм;
- зафиксировать положение гайки 11 винтом 13.
ВНИМАНИЕ! НЕ ДОПУСКАТЬ УВЕЛИЧЕНИЯ ЗАЗОРА БОЛЕЕ 0,15 ММ.
Клиноременная передача
- Ремни на шкивы должны надеваться вручную без применения каких-либо инструментов.
- Натяжение ремней при эксплуатации пресса необходимо периодически контролировать и регулировать.
ОСОБЕННО ТЩАТЕЛЬНО НЕОБХОДИМО СЛЕДИТЬ ЗА НАТЯЖЕНИЕМ РЕМНЕЙ ПЕРВЫЕ 48 ЧАСОВ РАБОТЫ. - Для устранения ослабления ремней вследствие их растяжения, следует отпустить гайку, стопорящую винт и вращением последнего подтянуть ремни. После этого гайкой застопорить винт.
Во избежание повышенного скольжения или чрезмерного натяжения, снижающего долговечность ремней, натяжение каждой ветви ремня следует контролировать пружинным, динамометром или грузом по величине прогиба ветви ремня. - При выходе из строя одного из ремней, необходимо снимать весь комплект. Комплектовать новые ремни с ремнями, бывшими в употреблении, недопустимо. Ремни, бывшие в употреблении, следует подбирать в отдельные комплекты.
ПОРЯДОК РАБОТЫ
Правила эксплуатации
Оборудование должно эксплуатироваться в режиме односменной работы (не более 8 рабочих часов в сутки). Несоблюдение данного правила эксплуатации является причиной преждевременного износа и выхода оборудования из строя.
Запуск пресса
Включите автоматический выключатель. Нажмите кнопку "Пуск", чтобы запустить двигатель. Обратите внимание на направление вращения маховика и проверьте, соответствует ли оно указанию стрелки. Нажмите кнопку "стоп", двигатель перестанет работать.
Режимы работы
В зависимости от характера выполняемых работ и от средств механизации в управлении прессами предусмотрены следующие режимы работы:
- Непрерывные хода
- Штамповка при наличии автоматизации подачи заготовок в штамп и удалении деталей за пределы опасной зоны.
- Одиночный ход
- Штамповка из листа, полосы или крупногабаритных заготовок, которые в процессе опускания ползуна не требуется удерживать руками.
- Штамповка из штучных заготовок при наличии защитных устройств, исключающих нахождение рук в опасной зоне в период опускания ползуна.
Опускание и подъем ползуна происходит независимо от длительности воздействия на педаль. моментный пуск.
Режим работы устанавливается путем перестановки тяги механической педали на механизме муфты включения.
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
В процессе эксплуатации могут возникнуть различные неполадки в работе пресса и его узлов. Ниже приведены возможные неисправности и способы их устранения.
Неисправности узла ползуна
- Букса кривошипа греется, в выступающей смазке находятся частицы бронзы:
- Малый зазор между валом и вкладышами - пришабрить вкладыши;
- Отсутствие смазки - проверить поступление смазки от насоса;
- Засоренность смазочных каналов - разобрать, промыть и вновь смазать вкладыши чистым маслом.
- Самоотвинчивание винта шатуна:
- Ослабла затяжка сухарей в шатуне - Подтянуть винт, стягивающий сухари.
- Стук в шаровой опоре винта шатуна:
- Срезана предохранительная шайба - заменить предохранительную шайбу;
- Износились шаровые поверхности вкладыша, винта шатун и опоры - подтянуть гайку или, при значительном износе, проверить сферическую поверхность винта шатуна, а опору и вкладыш заменить.
- Тугое скольжение ползуна, греются направляющие:
- Пережаты направляющие - отпустить регулировочные винты и отрегулировать зазоры в направляющих;
- Отсутствует смазка - проверить поступление смазки, при отсутствие ее разобрать направляющие, пришабрить призмы, смазать и вновь собрать.
- Прогнулась планка выталкивателя:
- Неправильная установка по высоте выталкивателей - выправить планку и отрегулировать положение упорных планок и проверить их положение проворотом вручную.
Неисправности тормоза пресса
- Ползун останавливается не в верхней мертвой точке:
- Неправильно оттарированы пружины или имеются лопнувшие - проверить правильность тарировки пружин. Лопнувшие пружины заменить;
- Повышенный зазор между диском и вкладышем - отрегулировать зазор в пределах 1-1,5мм;
- В полость тормоза попало масло - разобрать и промыть детали тормоза.
- Произвольное опускание ползуна:
- Разрегулирован тормоз - отрегулировать тормоз;
Неисправности электрооборудования
- При нажатии педали включение не происходит:
- Неполадки в механическом приводе педали - Проверить привод педали, при наличии поломки устранить;
- Неполадки в механической муфте включения - Проверить муфту включения, при наличии поломки заменить изношенные детали.
- При нажатии кнопки «Стоп» пресс не выключается:
- Неисправность электропроводки, электрооборудования - Проверить по электросхеме.
- Электродвигатель не набирает обороты и сильно гудит:
- Неправильное соединение обмоток отдельных фаз - Проверить и устранить.
- Электродвигатель при пуске не вращается или вращается не развивая полных оборотов:
- Заклинивание ползуна - проверить и устранить;
- Нагрузка свыше нормы - проверить и устранить;
- Обрыв в питающей сети, в пусковой аппаратуре - проверить по электросхеме;
- Внутренний обрыв в одной фазе обмотки статора - проверить по электросхеме.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Система технического обслуживания прессов определяет порядок, содержание и периодичность осмотра и обслуживания прессов в процессе их эксплуатации ГОСТ 28.001-83. Система технического обслуживания и ремонта техники. Основные положения.
Для обеспечения надежной безаварийной работы прессов в течение длительного времени и содержания их в исправном состоянии необходимо проводить своевременный и правильный уход и обслуживание в процессе эксплуатации.
Своевременное и полное выполнение этих работ является строго обязательным.
Система межремонтного технического обслуживания пресса определяет порядок, содержание и периодичность своевременного осмотра и обслуживания пресса и процесса его эксплуатации.
Обслуживание выполняется во время перерыва в работе пресса, без нарушения процесса производства рабочими, эксплуатирующими пресс (штамповщиками), и дежурным персоналом ремонтной службы цеха (слесари, электрики, смазчики и др.).
Работы, предусмотренные ТО, охватывают проверку и обслуживание узлов пресса, определяющих надежность его работы.
Завод-изготовитель предусматривает следующие виды технического обслуживания:
- ТОсм ‒ ежесменное;
- ТОед ‒ ежедневное заявочное;
- ТО1 ‒ еженедельное;
- ТО2 ‒ ежемесячное;
- ТО3 ‒ осмотр.
ВНИМАНИЕ! К работе на прессе допускаются только рабочие, прошедшие техническое обучение и имеющие удостоверение на право самостоятельной работы.
В процессе эксплуатации прессов, начиная с их пуска, должен вестись журнал, в котором фиксируются данные о техническом обслуживании с указанием:
- даты обслуживания;
- выявленных отклонений;
- работ по устранению отклонений;
- проведенных регулировок.
Отсутствие журнала является причиной для отказа в гарантийном обслуживании.
МЕРЫ БЕЗОПАСНОСТИ
Безопасность работы на прессах обслуживающего персонала обеспечивается:
- Установкой ограждения вращающихся частей привода.
- Установкой боковых ограждений штампового пространства.
- Установкой ограждения подвижных частей кривошипно-шатунного механизма.
- Предохранителем от перегрузки (механический в ползуне).
Для полной гарантии безопасности на прессах КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ:
- Допускать к работе на прессах лиц, не имеющих необходимой квалификации и не прошедших инструктаж по технике безопасности.
- Выполнять на прессе технологические операции, усилие и работа которых превышает силовые и технологические возможности пресса, или операции с неизвестным усилием. работой.
- Работа в режиме непрерывных ходов без средств механизации для подачи материала в рабочую зону пресса.
- Работать на неисправном прессе.
- Работать на прессе со снятыми ограждениями.
- Устанавливать и налаживать штампы при включенном электродвигателе и вращающемся маховике.
- Очищать и обтирать пресс во время работы.
- Поправлять положения заготовки после нажатия педали.
- Работать на неисправном штампе.
ВНИМАНИЕ! НА КАЖДОМ ПРЕССЕ ДОЛЖНЫ БЫТЬ ВЫВЕШЕНЫ НА ВИДНОМ МЕСТЕ КРАТКИЕ ПРАВИЛА БЕЗОПАСНОСТИ:
- Не приближайте рук к штампу на ходу пресса.
- Следите за тем, чтобы рабочее место было свободно от посторонних предметов.
- Во время работы занимайте удобное положение.
- Во время работы не отвлекайтесь, выполняйте только операции, указанные в технологической карте.
- Не производите уборку, протирку пресса во время его работы.
- При малейшей неисправности вызывайте наладчика или мастера.
- Ремонт и смену штампов, а также переключение режимов, производите только при выключенном электродвигателе и остановившемся маховике.
Правила безопасности во время работы на прессе
Работая на прессе, выполняйте инструкцию по технике безопасности, указания администрации по безопасному ведению работы и соблюдайте следующие правила:
- Приступая к работе:
- Наденьте полагающуюся исправную спец. одежду.
- Наденьте нарукавники или завяжите рукава у кистей.
- Уберите волосы под головной убор.
- Перед пуском пресса узнайте у наладчика о готовности пресса к работе.
- Проверьте крепление штампа.
- Проверьте наличие ограждений.
- Включайте муфту только после того, как маховик разовьет полное число оборотов.
- Сделайте несколько холостых ходов, убедитесь, что пресс работает исправно.
- Во время работы:
- Для регулирования пресса вызывайте наладчика или мастера.
- Не допускайте к прессу посторонних лиц.
- Работая на просечном штампе, регулярно очищайте его от обрезков.
- При разрушении предохранителя от перегрузки, для его замены вызывайте наладчика или мастера.
- Обнаружив брак штампуемых изделий, остановите пресс, выключите электродвигатель и сообщите об этом мастеру.
- При работе на вытяжном штампе, следите за чистотой материала, обтирайте его и смазывайте.
- Оберегайте штамп от попадания пыли и окалины, периодически смазывайте его кисточкой.
- После нажатия педали не пытайтесь поправлять положение заготовки в штампе.
- Заметив неисправность в работе пресса или штампа, немедленно выключите электродвигатель и сообщите о неполадках наладчику или мастеру.
- Не снимайте предохранительных ограждений с пресса и штампа.
- При отсутствии электроэнергии, выключите кнопку «Стоп» автоматического выключателя на электрошкафу пресса.
- По окончании работы:
- Окончив работу, выключите электродвигатель.
- Выключите вводной выключатель на электрошкафу пресса.
- Очистите рабочее место, оботрите пресс тряпкой, уберите инструмент и слегка смажьте все обработанные части пресса смазкой.
- Сообщите сменщику о всех замеченных неполадках.
Правила безопасности при обслуживании пресса
ПРИ РЕМОНТЕ, НАЛАДКЕ ИЛИ УСТАНОВКЕ ШТАМПА НА ВИДНЫХ МЕСТАХ ДОЛЖНЫ ВЫВЕШИВАТЬСЯ ПРИДУПРЕДИТЕЛЬНЫЕ И ЗАПРЕЩАЮЩИЕ ТАБЛИЦЫ.
Штампы, устанавливаемые на прессе должны быть выполнены в соответствии с «Техническими условиями безопасности и конструкции штампов холодной штамповки».
Для обеспечения удобных и безопасных условий работы следует соблюдать также все требования, изложенные в разделах руководства по эксплуатации.
Лица, обслуживающие однокривошипные открытые прессы, должны быть ознакомлены с данным руководством, а также пройти инструктаж в соответствии с инструкцией по технике безопасности при работе на механических прессах, разработанной заводом и утвержденной главным инженером завода.
СОСТАВ ПРЕССА
Пресс однокривошипный наклоняемый PK-2329 - предназначен для выполнения различных операций холодной штамповки: вырубка, гибка, обрезка, пробивка, неглубокая вытяжка и некоторых других операций, имеет возможность наклона станины при удалении штампуемых изделий или отходов в просвет между стойками пресса.
Пресс состоит из следующих основных узлов: станины, привода, механической муфты, вала эксцентрикового, ползуна.
Рис. Общий вид наклоняемого пресса PK-2329
1. станина; 2. буксы; 3. втулка; 4. болт; 5. гайка; 6. направляющая; 7. стойка; 8. подштамповая плита; 9. гайка; 10. гайка, 11. винт регулировки наклона станины.
Станина
Станина пресса литая, обеспечивает снижение величины упругих деформации при нагрузке и хорошее поглощение вибраций при эксплуатации пресса - является основной частью пресса, на которой крепятся все рабочие узлы.
Станина пресса наклоняемая - используется при удалении штампуемых изделий или отходов в просвет между стойками пресса.
Рис. Наклоняемая станина пресса PK-2329
В верхней части станины в буксах 2 запрессованы бронзовые втулки, служащие опорой для эксцентрикового вала.
С левой стороны станины имеется увеличенный диаметр буксы для удобства монтажа и демонтажа эксцентрикового вала, сзади станины. платик для подмоторной плиты, на которой устанавливается электродвигатель.
Спереди, на специально обработанных местах станины крепятся призматические направляющие ползуна 6.
Регулировка направляющих осуществляется винтами с помощью резьбового соединения 3, 4, 5.
На рабочей плоскости стола закреплена подштамповая плита 8. Для крепления штампов на плите имеются Т-образные пазы.
Для работы на провал в столе и плите предусмотрены отверстия.
Наклон станины наклоняемых прессов осуществляется механизмом наклона. при помощи винта-11 с ручным приводом.
Привод
Пресс оснащен клиноременным приводом. То есть двигатель приводит в движение маховик через клиновой ремень и заставляет ползун совершать возвратно-поступательное движение через муфту включения и коленчатый вал. Двигатель закреплен на подмоторной плите.
Рис. Привод пресса PK-2329
1. гайка; 2. винт; 3. электродвигатель; 4. подмоторная плита; 5. клиноременная передача; 6. маховик.
Вы можете отрегулировать плиту с помощью регулировочного болта таким образом, чтобы центр двигателя смещался относительно центра маховика. Это позволяет регулировать степень натяжения клинового ремня. Затяните стопорные гайки после регулировки клинового ремня, чтобы избежать несчастных случаев.
Ручей маховика и малого колеса должны быть расположен на одной оси. При замене клинового ремня следует заменить их все.
Вал эксцентриковый
Для регулировки хода ползуна требует подложить подкладку под ползун обеспечив отсутствие его хода вниз. Ослабив винт 11, вращением гайки 5 выводим из зацепления эксцентрик 4, вращением эксцентрика настраивается необходимый ход ползуна, после чего обратным вращением гайки 5 обеспечивается ее зацепление с эксцентриком 4 и затягивается винт 11.
Рис. Вал эксцентриковый пресса PK-2329
1. шатун; 2. крышка шатуна; 3. вал; 4. эксцентрик; 5. гайка; 6. стопор; 7. вкладыш шатуна; 10. болт; 11. винт; 12. гайка; 13. масленка; 14. шпилька; 15. шайба 6; 16. шайба 12.
Ползун
Ползун является рабочим органом пресса, к которому крепится верхняя часть штампа.
Ползун 16 пресса изготовлен из высокопрочного чугуна, коробчатой формы и призматическими двухсторонними направляющими.
Крепление ползуна на эксцентриковом валу осуществляется посредством разъемного шатуна 8, между корпусом и крышкой 7 которых установлены бронзовые вкладыши 6 подшипника, охватывающие эксцентриковую втулку.
Крышка шатуна крепится шпильками 5. Шаровая головка заключена между опорой 14 и вкладышем 12 поджимаемым крышкой 11.
В нижней части ползуна расположены отверстия для крепления верхней плиты штампа.
Крепление штампа за хвостовик осуществляется прижимом 17 посредством двух шпилек с гайками 19.
Рис. Ползун пресса PK-2329
1. указатель; 2. линейка; 3. регулируемые упоры; 4. планка выталкивателя; 5. шпилька; 6. вкладыш; 7. крышка; 8. шатун; 11. крышка; 12. вкладыш; 14. опора; 16. ползун; 17. прижим; 18. винт; 19. шпильки с гайками; 20. стопорная втулка; 21. стопорная втулка; 22. стягивающий винт; 23. винт; 24. винт ползуна; 25. фиксатор винта ползуна.
Для регулировки расстояния между столом и ползуном необходимо открутить стягивающий винт 22 и вынуть стопорные втулки 20 и 21, вращением винта 24 настраивается необходимое расстояние, после чего в обратном порядке устанавливаются на мест стопорные втулки и закручивается стягивающий винт.
ВНИМАНИЕ! При настройке на минимальное расстояние между столом и ползуном убедитесь что все витки резьбы шатуна фиксируются стопорными втулками, зацепление малым количеством витков может привести к поломке узла и оборудования.
В пазу ползуна расположена планка выталкивателя 4. Упором для планки выталкивателя служат два регулируемых упора 3, закрепленных в станине. При сборке узла ползуна стопорные втулки 20 и 21 и стягивающий винт 22 собираются отдельно как это показано на разрезе С-С, после чего вставляются в гнездо ползуна и фиксируются от радиального проворота предварительно поставленной винтами 23.
Электрооборудование
Пресс оснащен трехфазным асинхронным двигателем. Электрошкаф и линия управления защищены автоматическим выключателем. Электрошкаф установлен на левой стороне станины.
Краткая характериситика:
- Род тока переменный
- Рабочее напряжение - 380В
- Частота - 50Гц
- Напряжения цепи управления - 220В
- Напряжения цепи местного освещения - 24В
- Напряжения цепи сигнализации - 24В
Подробные сведения о элементах электрической схемы и описание её работы приведены в руководстве по эксплуатации пресса.
Органы управления
Управление прессом осуществляется с помощью электрошкафа управления, смонтированным сбоку станины и ножной педали, расположенной внизу на одной из стоек.
Рис. Электрошкаф управления PK-2329
1. Переключатель режима; 2. Индикатор работы привода; 3 - Индикатор сети.
Рис. Пульт и педаль управления PK-2329
1,7. Кнопки "Пуск" Одиночного хода; 2. Кнопка "Пуск" двигателя; 3. Кнопка "Пуск" непрерывного хода; 4. Переключатель режима управления; 5. Кнопка "Аварийной остановки"; 6. Кнопка "Стоп" непрерывного хода; 8. Педаль "Пуск" хода.
СИСТЕМА СМАЗКИ
В прессе используется густая и жидкая смазка. Отсутствие смазки является причиной отказа в гарантийном обслуживании.
- Машина должна быть достаточно смазана.
- Чистите машину каждые шесть месяцев.
- Смазка должна быть чистой.
- Запрещено работать муфте при отсутствии масла.
- После запуска машины проверьте состояние смазки в каждом узле.
Перечень применяемых смазочных материалов:
- ГОСТ 8773-73 ЦИАТИМ-201/203
- ГОСТ 20799-88 Масло Индустриальное "И-40А", либо "И-50А" для стран с тропическим климатом
Карта смазки
Справа на станине закреплена табличка со схемой смазки, на которой отмечены смазываемые точки, вид используемой смазки и периодичность:
Рис. Карта смазки пресса PK-2329
1 - Шейка шатуна (3 раза в смену)
2 - Левый подшипник коленчатого вала (3 раза в смену)
3 - Левая направляющая ползуна (3 раза в смену)
4 - Шаринр ползуна (замена раз в 3 месяца)
5 - Винт шатуна (при регулировке штампа)
6 - Правая направляющая ползуна (3 раза в смену)
7 - Муфта (2 раза в смену)
8 - Правый подшипник коленчатого вала (3 раза в смену)
ПОРЯДОК УСТАНОВКИ
Пресс поставляется в собранном виде, упакованный со всеми комплектующими деталями и узлами в одном месте.
Распаковка
После распаковки следует осмотреть пресс и проверить комплектность поставки, руководствуясь упаковочной ведомостью.
Транспортирование
При подъеме пресса с салазок необходимо иметь и виду, что центр тяжести пресса смещен относительно оси пресса в сторону маховика.
Зачаливание пресса необходимо производить за рым-болт в верхней части станины. Транспортировку пресса в распакованном виде следует производить согласно схеме:
Рис. Схема транспортировки пресса PK-2329
Монтаж
Установка пресса производится на фундамент.
Пресс выверяют по плоскости стола в продольном и поперечном направлениях.
Отклонение плоскости стола от горизонтального положения не должно превышать 0,1 мм на длине 300 мм в обоих направлениях.
Под выведенный по уровню пресс подливают бетон. После затвердевания бетона окончательно затягивают гайки фундаментных болтов, при этом проверяется горизонтальность плоскости стола.
Проводку электропроводов следует выполнять в трубах, исходя из местных условий предусмотрен в фундаменте соответствующие углубления.
Расконсервация
Консервацию, нанесенную заводом перед упаковкой пресса на обработанные поверхности, надо удалить при помощи ветоши, смоченной бензином, керосином или уайт-спиритом, а затем обработанные поверхности следует покрыть тонким слоем смазки.
ПОДГОТОВКА К РАБОТЕ
Подготовка к первоначальному пуску
При подключении прессов к электросети необходимо обеспечить вращение ротора электродвигателя (в направлении против часовой стрелки), как это показано на ограждении привода. Для исключения поломки муфты включения, проверку вращения требуется проводить при демонтированных ремнях привода.
До пробного пуска обслуживающий персонал должен изучить руководство по монтажу и эксплуатация, паспорт пресса, инструкцию по технике безопасности.
ВНИМАНИЕ! ПЕРЕД ПУСКОМ ПРЕССА НЕОБХОДИМО ЗАЛИТЬ И ЗАПОЛНИТЬ СМАЗКОЙ ВСЕ ТОЧКИ СМАЗКИ ПРЕССА СОГЛАСНО СХЕМЕ СМАЗКИ.
Первоначальный пуск
При пробном пуске пресса необходимо:
- Проверить, снято ли консервационное покрытие с обработанных деталей и нанесен ли тонкий слой смазки.
- Проверить натяжение клиновых ремней.
- Проверить затяжку всех болтов и гаек и их стопорение.
- Провернуть вручную вал пресса и проверить вращение маховика.
- Проверить заземление пресса, электродвигателя, разветвительной коробки и остальной аппаратуры.
- Выполнить все указания, относящиеся к первоначальному пуску пресса, изложенные в руководстве «Электрооборудование».
- Осмотреть электрооборудование, убедиться в его исправности и подключении к цеховой сети,
- Включением автоматического выключателя в электрошкафу, подать напряжение на силовые цепи и на управление прессом, при этом должен загореться сигнал «Напряжение подано».
Если сигнал не зажигается, необходимо проверить наличие напряжения в сети, согласно правилам технической эксплуатации, т.к. отсутствие сигнала еще не свидетельствует об отсутствии напряжения. - Включить электродвигатель нажатием кнопки «Пуск привода», и после того, как маховик наберет полное число оборотов, проверить вращение маховика в течение 5-10 минут.
- Установить режим «Одиночный ход».
- Проверить работу механической муфты.
- Убедиться в соответствии пресса нормам точности (см. свидетельство о приемке).
- При необходимости отрегулировать зазоры.
- Проверить работу пресса в режиме непрерывных ходов.
ВНИМАНИЕ! ЧТОБЫ ВСЕ ЧАСТИ ПРЕССА ПРИРАБОТАЛИСЬ, РЕКОМЕНДУЕТСЯ В ТЕЧЕНИЕ ПЕРВЫХ ВОСЬМИ-ДЕСЯТИ СМЕН НЕ ЗАГРУЖАТЬ ПРЕСС МАКСИМАЛЬНЫМ ПРЕССУЮЩИМ УСИЛИЕМ.
НАЛАДКА И РЕГУЛИРОВКА
Установка штампа
- Опустить ползун пресса в крайнее нижнее положение.
- Убедиться, что штамповое пространство пресса может вместить штамп с учетом толщины заготовки штампуемого изделия.
- Снять прижим 17 хвостовика штампа.
- Штамп установить на стол пресса так, чтобы хвостовик штампа вошел в отверстие ползуна.
- Отпустить стопорные втулки 20, 21 винта шатуна 10.
- Вращая винт шатуна 10, отрегулировать глубину опускания пуансона в матрицу, при этом следует обеспечить проталкивание изделий через матрицу в вырубках штампов или нормальную величину вертикального зазора в других типах штампов.
- Закрепить верхнюю половину штампа и проверить прилегание ее к ползуну, зазор не должен превышать 0,03 мм на длине 300 мм.
- При необходимости закрепить верхнюю плиту штампа болтами.
- Отрегулировать зазор между матрицей и пуансоном по периметру штампа. Зазор должен быть равномерным и выбран в зависимости от марки и толщины материала.
- Проверить правильность установки нижней половины штампа (в случае необходимости отрегулировать).
- Закрепить нижнюю половину штампа винтами в Т-образных пазах и проверить зазор между его плитой и столом. Зазор не должен превышать 0,03 мм на длине 300 мм.
- Затянуть стопорные сухари винта шатуна.
- Отрегулировать положение упоров планки выталкивателя при верхнем положении ползуна (в случае штамповки в штампе с верхним выталкивателем).
При этом нужно следить, чтобы упоры 3 не мешали ползуну занять крайнее верхнее положение. Для настройки выталкивателя необходимо ручным проворотом за маховик поднять ползун в крайнее верхнее положение и затем отпустить винты крепления упорных планок, подвести последние к планке выталкивателя в размер, обеспечив необходимый зазор и затем закрепить упорные планки винтами. - Отрегулировать необходимую величину хода ползуна.
Регулировка величины хода ползуна производится следующим образом:- отвернуть гайку 10
- вращая гайку 5 ломиком выводим эксцентриковую втулку 4 из зацепления с эксцентриковым валом 3
- вращая ломиком эксцентриковую втулку устанавливаем необходимую величину хода ползуна, совмещая деление необходимой величины хода на планке 6 с риской М на эксцентриковом валу 3.
- после этого вращением гайки 5 ввести в зацепление эксцентриковую втулку с валом и затянуть стопорный болт 9.
- После установки необходимой величины хода, положения в верхней мертвой точке и положения упорных планок выталкивателя, необходимо вручную провернуть маховик для проверки правильности наладки пресса, а затем уже включить электродвигатель и сделать несколько холостых ходов в режиме «Одиночный ход».
- Установить необходимый угол наклона станины для наклоняемых прессов.
Перед наклоном станины следует отпустить гайки, вывести гайки и контргайки из пазов стоек и вращением винта механизма наклона опустить станину в необходимое положение.
После установки необходимого угла наклона станины, затягиваются болты, гайки и контргайки.
Регулировка зазоров в направляющих ползуна и станины
Зазоры между направляющими ползуна и станины регулируются следующим образом: отпускаются болты направляющей, затем вращением втулки и гайки регулируется зазор в направляющих.
Суммарный зазор должен быть в пределах 0,1-0,15 мм. После регулировки зазора затянуть болты, сделать несколько холостых и рабочих ходов и вновь проверить зазоры.
Регулировка зазоров в шаровой опоре ползуна
Регулировка зазора в шаровом соединении нижней опоры шатуна достигается вращением гайки 11 (рис. 6), для чего необходимо:
- подпереть снизу ползун 16;
- вывернуть винт 13 на 1-2 оборота;
- завернуть гайку 11 до упора кольца в паровую поверхность регулировочного винта 10;
- гайку 11 отвернуть на 80-100, что обеспечивает зазор в шаровом соединении 0,04-0,10 мм;
- зафиксировать положение гайки 11 винтом 13.
ВНИМАНИЕ! НЕ ДОПУСКАТЬ УВЕЛИЧЕНИЯ ЗАЗОРА БОЛЕЕ 0,15 ММ.
Клиноременная передача
- Ремни на шкивы должны надеваться вручную без применения каких-либо инструментов.
- Натяжение ремней при эксплуатации пресса необходимо периодически контролировать и регулировать.
ОСОБЕННО ТЩАТЕЛЬНО НЕОБХОДИМО СЛЕДИТЬ ЗА НАТЯЖЕНИЕМ РЕМНЕЙ ПЕРВЫЕ 48 ЧАСОВ РАБОТЫ. - Для устранения ослабления ремней вследствие их растяжения, следует отпустить гайку, стопорящую винт и вращением последнего подтянуть ремни. После этого гайкой застопорить винт.
Во избежание повышенного скольжения или чрезмерного натяжения, снижающего долговечность ремней, натяжение каждой ветви ремня следует контролировать пружинным, динамометром или грузом по величине прогиба ветви ремня. - При выходе из строя одного из ремней, необходимо снимать весь комплект. Комплектовать новые ремни с ремнями, бывшими в употреблении, недопустимо. Ремни, бывшие в употреблении, следует подбирать в отдельные комплекты.
ПОРЯДОК РАБОТЫ
Правила эксплуатации
Оборудование должно эксплуатироваться в режиме односменной работы (не более 8 рабочих часов в сутки). Несоблюдение данного правила эксплуатации является причиной преждевременного износа и выхода оборудования из строя.
Запуск пресса
Включите автоматический выключатель. Нажмите кнопку "Пуск", чтобы запустить двигатель. Обратите внимание на направление вращения маховика и проверьте, соответствует ли оно указанию стрелки. Нажмите кнопку "стоп", двигатель перестанет работать.
Режимы работы
В зависимости от характера выполняемых работ и от средств механизации в управлении прессами предусмотрены следующие режимы работы:
- Непрерывные хода
- Штамповка при наличии автоматизации подачи заготовок в штамп и удалении деталей за пределы опасной зоны.
- Одиночный ход
- Штамповка из листа, полосы или крупногабаритных заготовок, которые в процессе опускания ползуна не требуется удерживать руками.
- Штамповка из штучных заготовок при наличии защитных устройств, исключающих нахождение рук в опасной зоне в период опускания ползуна.
Опускание и подъем ползуна происходит независимо от длительности воздействия на педаль. моментный пуск.
Режим работы устанавливается путем перестановки тяги механической педали на механизме муфты включения.
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
В процессе эксплуатации могут возникнуть различные неполадки в работе пресса и его узлов. Ниже приведены возможные неисправности и способы их устранения.
Неисправности узла ползуна
- Букса кривошипа греется, в выступающей смазке находятся частицы бронзы:
- Малый зазор между валом и вкладышами - пришабрить вкладыши;
- Отсутствие смазки - проверить поступление смазки от насоса;
- Засоренность смазочных каналов - разобрать, промыть и вновь смазать вкладыши чистым маслом.
- Самоотвинчивание винта шатуна:
- Ослабла затяжка сухарей в шатуне - Подтянуть винт, стягивающий сухари.
- Стук в шаровой опоре винта шатуна:
- Срезана предохранительная шайба - заменить предохранительную шайбу;
- Износились шаровые поверхности вкладыша, винта шатун и опоры - подтянуть гайку или, при значительном износе, проверить сферическую поверхность винта шатуна, а опору и вкладыш заменить.
- Тугое скольжение ползуна, греются направляющие:
- Пережаты направляющие - отпустить регулировочные винты и отрегулировать зазоры в направляющих;
- Отсутствует смазка - проверить поступление смазки, при отсутствие ее разобрать направляющие, пришабрить призмы, смазать и вновь собрать.
- Прогнулась планка выталкивателя:
- Неправильная установка по высоте выталкивателей - выправить планку и отрегулировать положение упорных планок и проверить их положение проворотом вручную.
Неисправности тормоза пресса
- Ползун останавливается не в верхней мертвой точке:
- Неправильно оттарированы пружины или имеются лопнувшие - проверить правильность тарировки пружин. Лопнувшие пружины заменить;
- Повышенный зазор между диском и вкладышем - отрегулировать зазор в пределах 1-1,5мм;
- В полость тормоза попало масло - разобрать и промыть детали тормоза.
- Произвольное опускание ползуна:
- Разрегулирован тормоз - отрегулировать тормоз;
Неисправности электрооборудования
- При нажатии педали включение не происходит:
- Неполадки в механическом приводе педали - Проверить привод педали, при наличии поломки устранить;
- Неполадки в механической муфте включения - Проверить муфту включения, при наличии поломки заменить изношенные детали.
- При нажатии кнопки «Стоп» пресс не выключается:
- Неисправность электропроводки, электрооборудования - Проверить по электросхеме.
- Электродвигатель не набирает обороты и сильно гудит:
- Неправильное соединение обмоток отдельных фаз - Проверить и устранить.
- Электродвигатель при пуске не вращается или вращается не развивая полных оборотов:
- Заклинивание ползуна - проверить и устранить;
- Нагрузка свыше нормы - проверить и устранить;
- Обрыв в питающей сети, в пусковой аппаратуре - проверить по электросхеме;
- Внутренний обрыв в одной фазе обмотки статора - проверить по электросхеме.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Система технического обслуживания прессов определяет порядок, содержание и периодичность осмотра и обслуживания прессов в процессе их эксплуатации ГОСТ 28.001-83. Система технического обслуживания и ремонта техники. Основные положения.
Для обеспечения надежной безаварийной работы прессов в течение длительного времени и содержания их в исправном состоянии необходимо проводить своевременный и правильный уход и обслуживание в процессе эксплуатации.
Своевременное и полное выполнение этих работ является строго обязательным.
Система межремонтного технического обслуживания пресса определяет порядок, содержание и периодичность своевременного осмотра и обслуживания пресса и процесса его эксплуатации.
Обслуживание выполняется во время перерыва в работе пресса, без нарушения процесса производства рабочими, эксплуатирующими пресс (штамповщиками), и дежурным персоналом ремонтной службы цеха (слесари, электрики, смазчики и др.).
Работы, предусмотренные ТО, охватывают проверку и обслуживание узлов пресса, определяющих надежность его работы.
Завод-изготовитель предусматривает следующие виды технического обслуживания:
- ТОсм ‒ ежесменное;
- ТОед ‒ ежедневное заявочное;
- ТО1 ‒ еженедельное;
- ТО2 ‒ ежемесячное;
- ТО3 ‒ осмотр.
ВНИМАНИЕ! К работе на прессе допускаются только рабочие, прошедшие техническое обучение и имеющие удостоверение на право самостоятельной работы.
В процессе эксплуатации прессов, начиная с их пуска, должен вестись журнал, в котором фиксируются данные о техническом обслуживании с указанием:
- даты обслуживания;
- выявленных отклонений;
- работ по устранению отклонений;
- проведенных регулировок.
Отсутствие журнала является причиной для отказа в гарантийном обслуживании.
МЕРЫ БЕЗОПАСНОСТИ
Безопасность работы на прессах обслуживающего персонала обеспечивается:
- Установкой ограждения вращающихся частей привода.
- Установкой боковых ограждений штампового пространства.
- Установкой ограждения подвижных частей кривошипно-шатунного механизма.
- Предохранителем от перегрузки (механический в ползуне).
Для полной гарантии безопасности на прессах КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ:
- Допускать к работе на прессах лиц, не имеющих необходимой квалификации и не прошедших инструктаж по технике безопасности.
- Выполнять на прессе технологические операции, усилие и работа которых превышает силовые и технологические возможности пресса, или операции с неизвестным усилием. работой.
- Работа в режиме непрерывных ходов без средств механизации для подачи материала в рабочую зону пресса.
- Работать на неисправном прессе.
- Работать на прессе со снятыми ограждениями.
- Устанавливать и налаживать штампы при включенном электродвигателе и вращающемся маховике.
- Очищать и обтирать пресс во время работы.
- Поправлять положения заготовки после нажатия педали.
- Работать на неисправном штампе.
ВНИМАНИЕ! НА КАЖДОМ ПРЕССЕ ДОЛЖНЫ БЫТЬ ВЫВЕШЕНЫ НА ВИДНОМ МЕСТЕ КРАТКИЕ ПРАВИЛА БЕЗОПАСНОСТИ:
- Не приближайте рук к штампу на ходу пресса.
- Следите за тем, чтобы рабочее место было свободно от посторонних предметов.
- Во время работы занимайте удобное положение.
- Во время работы не отвлекайтесь, выполняйте только операции, указанные в технологической карте.
- Не производите уборку, протирку пресса во время его работы.
- При малейшей неисправности вызывайте наладчика или мастера.
- Ремонт и смену штампов, а также переключение режимов, производите только при выключенном электродвигателе и остановившемся маховике.
Правила безопасности во время работы на прессе
Работая на прессе, выполняйте инструкцию по технике безопасности, указания администрации по безопасному ведению работы и соблюдайте следующие правила:
- Приступая к работе:
- Наденьте полагающуюся исправную спец. одежду.
- Наденьте нарукавники или завяжите рукава у кистей.
- Уберите волосы под головной убор.
- Перед пуском пресса узнайте у наладчика о готовности пресса к работе.
- Проверьте крепление штампа.
- Проверьте наличие ограждений.
- Включайте муфту только после того, как маховик разовьет полное число оборотов.
- Сделайте несколько холостых ходов, убедитесь, что пресс работает исправно.
- Во время работы:
- Для регулирования пресса вызывайте наладчика или мастера.
- Не допускайте к прессу посторонних лиц.
- Работая на просечном штампе, регулярно очищайте его от обрезков.
- При разрушении предохранителя от перегрузки, для его замены вызывайте наладчика или мастера.
- Обнаружив брак штампуемых изделий, остановите пресс, выключите электродвигатель и сообщите об этом мастеру.
- При работе на вытяжном штампе, следите за чистотой материала, обтирайте его и смазывайте.
- Оберегайте штамп от попадания пыли и окалины, периодически смазывайте его кисточкой.
- После нажатия педали не пытайтесь поправлять положение заготовки в штампе.
- Заметив неисправность в работе пресса или штампа, немедленно выключите электродвигатель и сообщите о неполадках наладчику или мастеру.
- Не снимайте предохранительных ограждений с пресса и штампа.
- При отсутствии электроэнергии, выключите кнопку «Стоп» автоматического выключателя на электрошкафу пресса.
- По окончании работы:
- Окончив работу, выключите электродвигатель.
- Выключите вводной выключатель на электрошкафу пресса.
- Очистите рабочее место, оботрите пресс тряпкой, уберите инструмент и слегка смажьте все обработанные части пресса смазкой.
- Сообщите сменщику о всех замеченных неполадках.
Правила безопасности при обслуживании пресса
ПРИ РЕМОНТЕ, НАЛАДКЕ ИЛИ УСТАНОВКЕ ШТАМПА НА ВИДНЫХ МЕСТАХ ДОЛЖНЫ ВЫВЕШИВАТЬСЯ ПРИДУПРЕДИТЕЛЬНЫЕ И ЗАПРЕЩАЮЩИЕ ТАБЛИЦЫ.
Штампы, устанавливаемые на прессе должны быть выполнены в соответствии с «Техническими условиями безопасности и конструкции штампов холодной штамповки».
Для обеспечения удобных и безопасных условий работы следует соблюдать также все требования, изложенные в разделах руководства по эксплуатации.
Лица, обслуживающие однокривошипные открытые прессы, должны быть ознакомлены с данным руководством, а также пройти инструктаж в соответствии с инструкцией по технике безопасности при работе на механических прессах, разработанной заводом и утвержденной главным инженером завода.
Видео обзор на примере пресса PK-2326
Безналичный расчет — перевод денежных средств на счет.
Стоимость кривошипного пресса PK-2329 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить однокривошипный наклоняемый пресс PK2329 можно, связавшись с нами на сайте или по телефону:
+7 (495) 970-76-52.
Безналичный расчет — перевод денежных средств на счет.
Стоимость кривошипного пресса PK-2329 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить однокривошипный наклоняемый пресс PK2329 можно, связавшись с нами на сайте или по телефону:
+7 (495) 970-76-52.