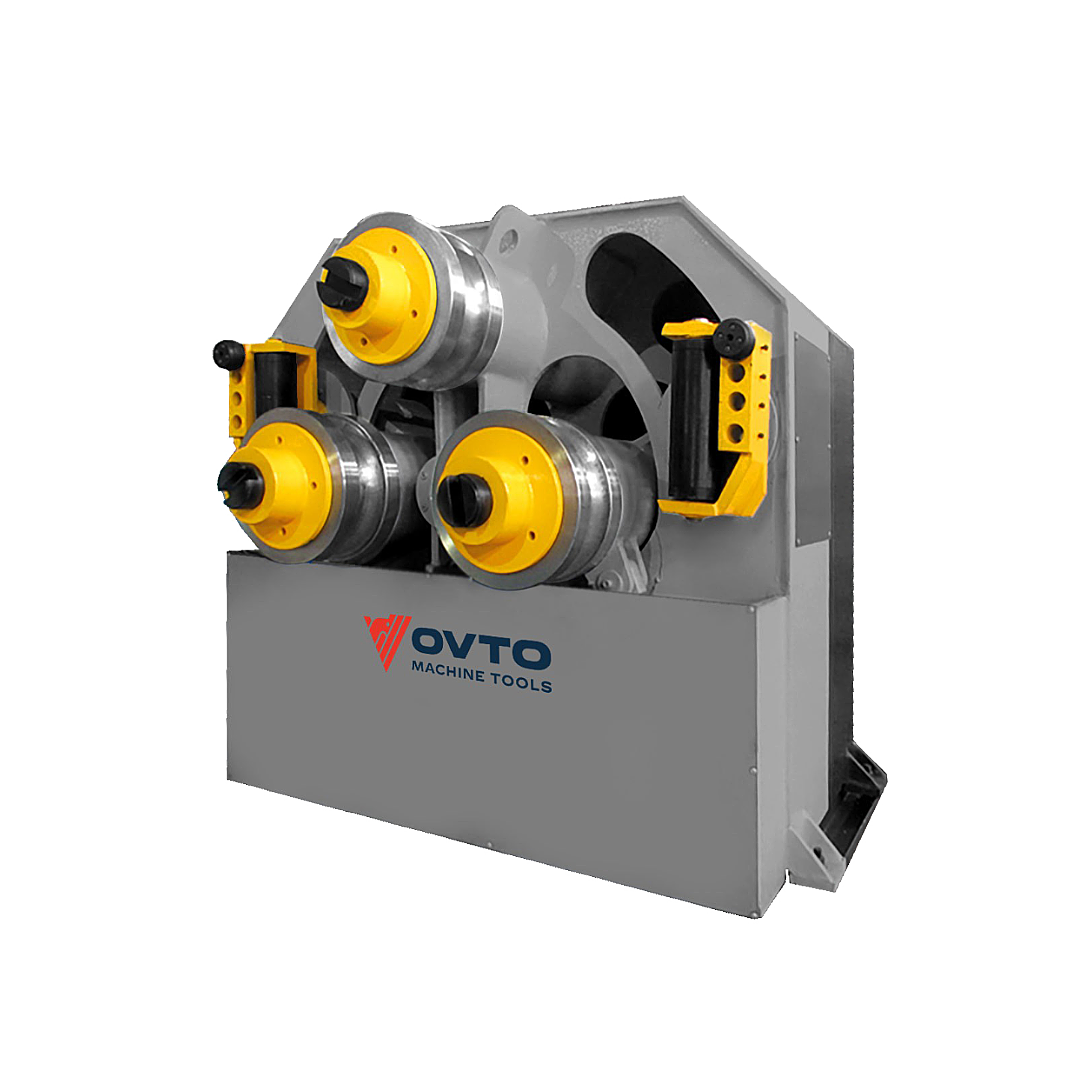
Машина листогибочная электромеханическая трехвалковая симметричная OVTO SBM-2219-02
Вальцы трехвалковые симметричные серии SBM-22 — это современная модель с двойным прижимом, разработанная с учетом производственных потребностей. Обеспечивает высокую точность гибки, прочность конструкции и удобство эксплуатации.
Особенности:
- Высокая точность гибки — SBM2219-02 является одной из самых точных трехвалковых листогибочных машин в своей категории.
- Прочная и надежная конструкция обеспечивает долговечность и стабильную работу в условиях высокой нагрузки.
- Система подшипников с 4 независимыми подшипниками на каждый валок увеличивает надежность, снижает вибрации и повышает способность поглощать нагрузку.
- Расширенный диапазон наклона боковых валков делает возможной прокатку конусов, увеличивая универсальность станка.
Трехвалковый листогибочный станок SBM 2219-02 сочетает точность, универсальность и надежность, что делает его отличным выбором для гибки листового металла.
| Наибольшая толщина изгибаемого листа, мм | 8 |
| Рабочая длина, мм | 3000 |
| Диаметр верхнего валка, мм | 240 |
| Диаметр боковых валков, мм | 180 |
| Мощность двигателя главного привода, кВт | 7.5 |
Стандартная комплектация SBM-2219-02
- Машина листогибочная 3-х валковая в сборе
- Выносной пульт управления
- Паспорт и руководство по эксплуатации
- Комплект ЗиП
Дополнительные опции SBM2219.02
- инструмент для гибки сортового проката
- приспособление для гибки конусных обечаек
- приемный стол
- подающий стол
- механизм съема изделия
- механизм поддержки обечайки
Стандартная комплектация SBM-2219-02
- Машина листогибочная 3-х валковая в сборе
- Выносной пульт управления
- Паспорт и руководство по эксплуатации
- Комплект ЗиП
Дополнительные опции SBM2219.02
- инструмент для гибки сортового проката
- приспособление для гибки конусных обечаек
- приемный стол
- подающий стол
- механизм съема изделия
- механизм поддержки обечайки
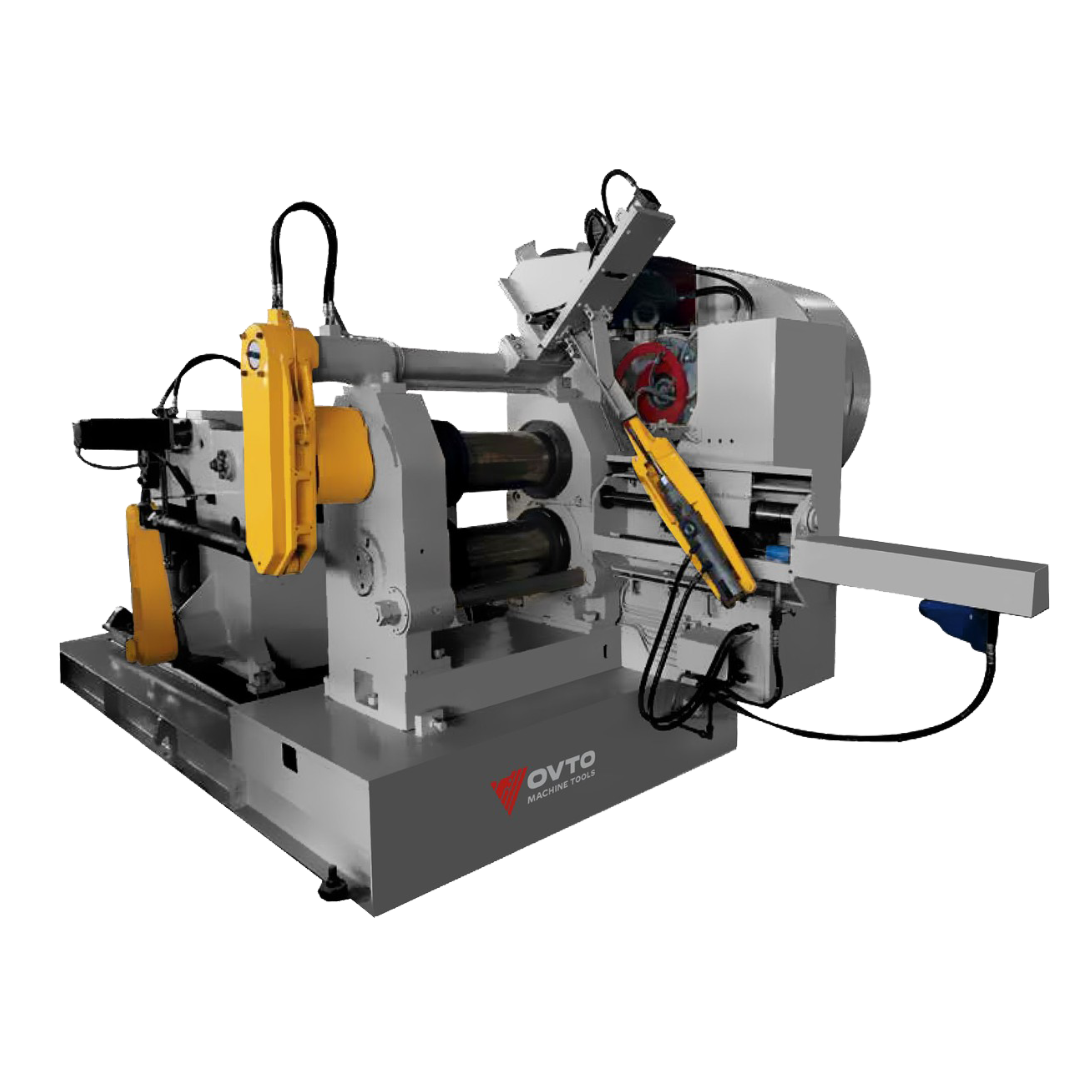
УСТРОЙСТВО ЛИСТОГИБОЧНОЙ МАШИНЫ SBM-2219

Машина листогибочная SBM-2219 трехвалковая состоит из следующих узлов и механизмов:
- Станина;
- Привод машины;
- Механизм перемещения верхнего валка;
- Механизм откидной опоры;
- Механизм отключения правого редуктора.
Основными рабочими органами листогибочной машины SBM-2219 являются три валка. Валки установлены в двух стойках, закрепленных на общем основании. Два нижних валка являются приводными, верхний валок перемещается по высоте, создавая условия гибки.
Правый конец верхнего валка покоится в откидной опоре, левый конец подпирается упором. Откидывание правой опоры необходимо для снятия с валка согнутой обечайки. Подъем и опускание верхнего валка производятся с помощью червячно-винтовых передач, перемещение верхнего валка ограничивается концевыми выключателями.
Управление машиной кнопочное с переносного пульта, расположенного на правой и левой стойках машины.Механизм перемещения верхнего валка имеет блокировку с помощью путевых переключателей, которые ограничивают ход валка вверх и вниз.
Станина

Станина сварная, состоит из основания 1 и двух стоек 2. К основанию станины с помощью болтов крепятся стойки, редуктор, электродвигатели.
Нижние боковые валки 4 и верхний валок 3 крепятся к стойкам. Левый подшипник скольжения верхнего валка запрессован в опоре 5, а правый покоится в специальной обойме 6, которая поддерживается откидной опорой и фиксируется стопорным пальцем. С помощью упора 7 подпирают верхний валок при откинутой откидной опоре.
Привод машины листогибочной SBM-2219

От электродвигателя 1 с помощью упругой муфты 2, вращение передается на редуктор 3, на выходном валу которого установлена шестерня 4.
Электродвигатель установлен на подмоторной плите , которая крепится к раме при помощи болтов. В упругой муфте установлены фторопластовые пальцы, предупреждающие поломку машины при перегрузках.
Механизм перемещения верхнего валка SBM-2219

Механизм перемещения верхнего валка состоит из электродвигателя, редуктора 1,муфт 2, кулачковой муфты 5, двух червячных редукторов 4 с общим карданным валом 3 и ручного механизма отключения правого червячного редуктора
Электродвигатель и редуктор крепятся на плите, которая крепится болтами к основанию станины. В случае гибки конусных обечаек отключают правый червячный редуктор поворотом ручки механизма отключения кулачковой муфты, установленной на общем карданном валу червячных редукторов.
Смазка червячных редукторов производится маслом, залитым в корпус редуктора, а уровень контролируется щупом.
Механизм ручного отключения правого редуктора SBM-2219

Механизм ручного отключения правого редуктора состоит из вилки 1, кронштейна 5, эксцентриковой оси 4 и рукоятки включения 7. Фиксация в крайних положения вилки 1 осуществляется за счет пружины 2 и шарика 3. При перемещение рукоятки 7 влево происходит перемещение кулачковой муфты и отключение правого редуктора.
Механизм откидной опоры листогибочной машины SBM-2219

Механизм состоит из откидной опоры 1, передвигающих ее винта 9 и направляющей 11, которые приводятся в движение от электродвигателя 7 через червячный редуктор 6. На валу редуктора монтируется муфта 8. Редуктор и электродвигатель крепятся к подмоторной плите. Подмоторная плита 5 крепится к кронштейну 4,установленом на основании 3.
В откидной опоре закрепляется стопорный палец 10, фиксирующая положение опоры относительно верхнего валка. Наконечник 12 и ось 13 перемещаются по пазу направляющей откидной опоры.
Эксплуатация машины листогибочной SBM-2219 разрешается после установки ограждения откидной опоры.
Кинематическая схема листогибочной машины SBM-2219

- Электродвигатель главного привода
- Упругая муфта главного привода
- Редуктор
- Шестерня редуктора
- Шестерня валков
- Винтовой упор верхнего валка
- Опора верхнего валка
- Муфта
- Червячно-винтовая передача верхнего валка
- Рукоятка включения кулачковой муфты
- Электродвигатель привода верхнего валка
- Кулачковая муфта отключения правого редуктора верхнего валка
- Электродвигатель механизма откидной опоры
- Карданный вал
- Червячный редуктор механизма откидной опоры
- Червячно-винтовая передача верхнего валка
- Откидная опора
- Винт откидной опоры
СИСТЕМА СМАЗКИ
На трёхвалковой листогибочной машине SBM-2219 смазка трущихся поверхностей осуществляется следующими способами:
- шприцеванием ручным шприцем через пресс-масленки;
- ручной закладкой;
- заливкой в корпуса редукторов.
Принципиальная схема смазочной системы машины листогибочной SBM-2219

Объекты смазки и точки смазки
№ | Наименование | Смазочный материал | Периодичность смазки |
1 | Подшипники скольжения боковых валков | Циацим-203 | 1 раз в смену |
2 | Подшипники скольжения верхнего валка | '' | '' |
3 | Редуктор перемещения верхнего валка | И-40 | 3 месяца |
4 | Шестерни боковых валков | Циацим-203 | 1 раз в смену |
5 | Редукторы подъема верхнего валка | '' | 1 раз в неделю |
6 | Редуктор главного привода | И-40 | 3 месяца |
7 | Редуктор откидной опоры | И-40 | 3 месяцев |
8 | Винт откидной опоры | Циацим-203 | 1 раз в смену |
9 | Эксцентриковая ось механизма отключения правого редуктора | ''
| 2 раза в месяц |
10 | Откидная опора | '' | 1 раз в неделю |
11 | Шестерня главного привода | '' | 1 раз в смену |
12 | Винты подъема верхнего валка | '' | 1 раз в неделю |
- Для смазки редукторов применяется масло И-40. Смазка осуществляется разбрызгиванием. Смазка подшипников скольжения, винтов подъема, производится от пресс-масленок при помощи шприца – ЦИАТИМ-203.
- Замену масла в редукторе главного привода и червячном редукторе производить через 3 месяца. Масло в редуктора доливать по мере необходимости.
ПОРЯДОК УСТАНОВКИ
ВНИМАНИЕ! Погрузку, разгрузку и установку станка производить при помощи траверсы за такелажные крюки, расположенные на раме станка. При отсутствии траверсы допускается производить погрузку, разгрузку и установку станка при полностью снятых ограждениях во избежание их деформации.
Снятие антикоррозийных покрытий
Антикоррозийные покрытия, нанесенные перед упаковкой на необработанные некрашеные поверхности, удаляются с помощью бензина.
Транспортирование трёхвалковой листогибочной машины SBM-2219
Транспортировку машины следует производить согласно схеме

Установка листогибочной машины SBM-2219
Точность работы листогибочной машины SBM-2219 зависит от правильности ее установки. Машину необходимо установить на фундамент и выверить в двух плоскостях при помощи уровней, установленных на поверхности боковых валков. Отклонение не должно превышать 0,5 мм на длине 1000 мм. Глубина заложения фундамента принимается в зависимости от грунта.
ХАРАКТЕРИСТИКА ЭЛЕКТРООБОРУДОВАНИЯ ЛИСТОГИБОЧНОЙ МАШИНЫ SBM-2219
Параметры сети | ~3Ф, 380В, 50Гц, 63А |
Напряжение цепи управления | 24В |
Электродвигатель вращения боковых валков: | 7,5 кВт 1000 об/мин |
Электродвигатель подъема верхнего валка: | 3,0 кВт 750 об/мин |
Электродвигатель откидной опоры: | 1.1 кВт 1000 об/мин |
Электрооборудование подключается к сети вводным автоматическим выключателем, который находится на стенке электрошкафа. По окончании работы, а так же при осмотре и ремонте машины, вводный автоматический выключатель должен быть обязательно выключен. После включения вводного автомата подается напряжение и на пульте управления загорается сигнальная лампа. Электросхема предусматривает реверсивное управление всеми тремя электродвигателями машины, причем кнопки управления двигателя верхнего валка и откидной опоры работают в толчковом режиме.
Движение верхнего валка вверх/вниз производится при помощи тумблера. Ограничение движений верхнего валка в конечных положениях, осуществляется конечными выключателями.
Ограничение положения откидной опоры осуществляется концевыми выключателями в верхнем и нижнем положениях.
Механизмы машины могут быть остановлены в любой момент нажатием кнопки «Аварийный стоп».
Защита электрооборудования от перегрузки и токов короткого замыкания осуществляется автоматическими выключателями.
Органы управления листогибочной машиной SBM-2219

- Тумблер управления вращением боковых валков вперед/назад.
- Тумблер управления перемещением верхнего валка вверх/вниз.
- Общий стоп
- Тумблер управления перемещением откидной опоры вверх/вниз.
- Тумблер управления механизмом съема изделия
- Тумблер управления механизмом поддержки обечайки
- Лампа сигнальная «Сеть»
- Лампа сигнальная «Вращение валков»
Первоначальный пуск
- Корпуса электрошкафа и машины должны быть надежно заземлены. Работа на незаземленной машине КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ.
- Проверить надежность заземления всего электрооборудования и качество монтажа. Включить вводной выключатель, установленный на борту электрошкафа.
- При помощи кнопок, установленных на пульте управления, проверить правильность срабатывания магнитных пускателей, блокировок и поверить правильность вращения электродвигателей.
Эксплуатация и обслуживание электрооборудование машины листогибочной SBM-2219 должны производится в соответствии с действующими «Правилами эксплуатации электроустановок потребителей»
ПОРЯДОК РАБОТЫ НА ЛИСТОГИБОЧНОЙ МАШИНЕ SBM-2219
Гибка цилиндрических обечаек на листогибе SBM-2219
- До начала работы проверяется следующее:
- Упор левого конца верхнего валка должен быть максимально поднят, чтобы, во время работы исключалось касание верхнего валка.
- Стопорный палец откидной опоры, должен быть зафиксирован в корпусе откидной опоры.
- Необходима строгая параллельность верхнего валка относительно нижних валков. Необходимая регулировка производится при помощи механизма подъема и опускания валка и устройства для отключения правого червячного редуктора. По окончании регулировки валка можно приступить к работе. Перед началом работ окалину с листовых заготовок следует удалить. Очищение от окалины листа обеспечивает необходимое скольжение между валками.
- Листы, подлежащие гибке, вставляются в вальцы , верхний валок опускается в соответствии с диаметром изгибаемой обечайки, опускание верхнего валка производится как до начала гибки, так и в процессе ее.
- По окончании гибки обечайки привод машины листогибочной SBM-2219 выключается, верхний валок поднимается до упора верхнего валка, снимается стопорный палец откидной опоры, включается привод откидывании опоры верхнего валка и производится съем согнутой обечайки при помощи грузоподъемных механизмов.
- После съема обечайки закрыть откидную опору, вставить стопорный палец, опустить наконечник винта откидной опоры до упора оси винта в крайнее нижнее положение паза направляющей откидной опоры, после чего можно повторить цикл.
Гибка конических обечаек на листогибе SBM-2219
Приспособление для гибки конических обечаек:

- корпус верхний
- корпус нижний
- упор
- пресс-масленка
Порядок гибки:
- Гибка конических обечаек листогибочной машиной SBM-2219 производится с наклонным верхним валком. Уклон валка должен быть обязательно в сторону откидной опоры и осуществляется следующим образом: механизмом перемещения поднимают верхний валок на нужную высоту, затем отключают правый редуктор и, продолжая работать механизмом перемещения, поднимают левый конец верхнего валка в необходимое наклонное положение.
- Заготовленная из листа развертка с предварительно подогнутыми кромками вводится между валками и производится гибка обечайки с необходимой подрегулировкой положения верхнего валка в процессе гибки, предварительно настроив упор таким образом, чтобы он своим верхним концом зашел в проточку откидной опоры.
- Съем согнутой обечайки производится также как цилиндрической.
Гибка на SBM-2219 двутавров и швеллеров до №14
Приспособление для гибки швеллера и двутавра:

- Гибка двутавров и швеллеров до №14 и уголков до №5 до 7,5 (прихваченных попарно в виде швеллера):
- Гибка двутавров и крупных швеллеров по оси У-У производится между валками машины. Швеллера гнутся в обечайки полками наружу или внутрь.
- Для гибки двутавров и швеллеров на середине нижних валков закрепляются специальные кольца из комплекта сменных деталей вальцов. Расстояние между кольцами должно соответствовать номеру сгибаемого двутавра или швеллера.
- Сгибаемый двутавр или швеллер (полками вверх или вниз) укладывается предварительно обогнутым концом на нижние валки между кольцами. Сам процесс гибки и съем производится аналогично описанного в разделе А.
Гибка уголков и швеллеров №16-20 и уголков до №5 (прихваченных попарно в виде швеллера)
- Гибка производится между специальными роликами из комплекта сменных деталей машины SBM-2219. Гибка обечаек выполняется полками наружу или внутрь при одной и той же установке роликов.
- Ролики закрепляются при помощи болтов валка.
- Швеллера и уголки, прихваченные попарно в виде швеллера укладываются предварительно подогнутыми концами на профильные ролики с гайками, закрепленные на валках. Расстояние между выступами ролика и гайки должно соответствовать номеру изгибаемого швеллера или сумме номеров двух уголков.
- Опускание верхнего валка с закрепленным на его конус гладким роликом производится в соответствии с диаметром гибки как до начала гибки, так и в процессе ее.
- По окончании гибки верхний валок несколько приподнимается, согнутый швеллер или уголки удерживаются захватным приспособлением грузоподъемного механизма или поддерживается рабочим (в зависимости от веса) и производится снятие готовой детали.
Гибка полосовой стали
- Гибка полосовой стали производится на ребро между специальными роликами из комплекта сменных деталей машины.
- Крепление нижних прижимных роликов с гайками и верхнего гладкого ролика, так же как и в процессе гибки и снятия готовой детали аналогично описанному процессу
Расстояние между профильным роликом и гайкой устанавливается в зависимости от толщины полосовой стали.
УСТРОЙСТВО ЛИСТОГИБОЧНОЙ МАШИНЫ SBM-2219
Машина листогибочная SBM-2219 трехвалковая состоит из следующих узлов и механизмов:
- Станина;
- Привод машины;
- Механизм перемещения верхнего валка;
- Механизм откидной опоры;
- Механизм отключения правого редуктора.
Основными рабочими органами листогибочной машины SBM-2219 являются три валка. Валки установлены в двух стойках, закрепленных на общем основании. Два нижних валка являются приводными, верхний валок перемещается по высоте, создавая условия гибки.
Правый конец верхнего валка покоится в откидной опоре, левый конец подпирается упором. Откидывание правой опоры необходимо для снятия с валка согнутой обечайки. Подъем и опускание верхнего валка производятся с помощью червячно-винтовых передач, перемещение верхнего валка ограничивается концевыми выключателями.
Управление машиной кнопочное с переносного пульта, расположенного на правой и левой стойках машины.Механизм перемещения верхнего валка имеет блокировку с помощью путевых переключателей, которые ограничивают ход валка вверх и вниз.
Станина
Станина сварная, состоит из основания 1 и двух стоек 2. К основанию станины с помощью болтов крепятся стойки, редуктор, электродвигатели.
Нижние боковые валки 4 и верхний валок 3 крепятся к стойкам. Левый подшипник скольжения верхнего валка запрессован в опоре 5, а правый покоится в специальной обойме 6, которая поддерживается откидной опорой и фиксируется стопорным пальцем. С помощью упора 7 подпирают верхний валок при откинутой откидной опоре.
Привод машины листогибочной SBM-2219
От электродвигателя 1 с помощью упругой муфты 2, вращение передается на редуктор 3, на выходном валу которого установлена шестерня 4.
Электродвигатель установлен на подмоторной плите , которая крепится к раме при помощи болтов. В упругой муфте установлены фторопластовые пальцы, предупреждающие поломку машины при перегрузках.
Механизм перемещения верхнего валка SBM-2219
Механизм перемещения верхнего валка состоит из электродвигателя, редуктора 1,муфт 2, кулачковой муфты 5, двух червячных редукторов 4 с общим карданным валом 3 и ручного механизма отключения правого червячного редуктора
Электродвигатель и редуктор крепятся на плите, которая крепится болтами к основанию станины. В случае гибки конусных обечаек отключают правый червячный редуктор поворотом ручки механизма отключения кулачковой муфты, установленной на общем карданном валу червячных редукторов.
Смазка червячных редукторов производится маслом, залитым в корпус редуктора, а уровень контролируется щупом.
Механизм ручного отключения правого редуктора SBM-2219
Механизм ручного отключения правого редуктора состоит из вилки 1, кронштейна 5, эксцентриковой оси 4 и рукоятки включения 7. Фиксация в крайних положения вилки 1 осуществляется за счет пружины 2 и шарика 3. При перемещение рукоятки 7 влево происходит перемещение кулачковой муфты и отключение правого редуктора.
Механизм откидной опоры листогибочной машины SBM-2219
Механизм состоит из откидной опоры 1, передвигающих ее винта 9 и направляющей 11, которые приводятся в движение от электродвигателя 7 через червячный редуктор 6. На валу редуктора монтируется муфта 8. Редуктор и электродвигатель крепятся к подмоторной плите. Подмоторная плита 5 крепится к кронштейну 4,установленом на основании 3.
В откидной опоре закрепляется стопорный палец 10, фиксирующая положение опоры относительно верхнего валка. Наконечник 12 и ось 13 перемещаются по пазу направляющей откидной опоры.
Эксплуатация машины листогибочной SBM-2219 разрешается после установки ограждения откидной опоры.
Кинематическая схема листогибочной машины SBM-2219
- Электродвигатель главного привода
- Упругая муфта главного привода
- Редуктор
- Шестерня редуктора
- Шестерня валков
- Винтовой упор верхнего валка
- Опора верхнего валка
- Муфта
- Червячно-винтовая передача верхнего валка
- Рукоятка включения кулачковой муфты
- Электродвигатель привода верхнего валка
- Кулачковая муфта отключения правого редуктора верхнего валка
- Электродвигатель механизма откидной опоры
- Карданный вал
- Червячный редуктор механизма откидной опоры
- Червячно-винтовая передача верхнего валка
- Откидная опора
- Винт откидной опоры
СИСТЕМА СМАЗКИ
На трёхвалковой листогибочной машине SBM-2219 смазка трущихся поверхностей осуществляется следующими способами:
- шприцеванием ручным шприцем через пресс-масленки;
- ручной закладкой;
- заливкой в корпуса редукторов.
Принципиальная схема смазочной системы машины листогибочной SBM-2219
Объекты смазки и точки смазки
№ | Наименование | Смазочный материал | Периодичность смазки |
1 | Подшипники скольжения боковых валков | Циацим-203 | 1 раз в смену |
2 | Подшипники скольжения верхнего валка | '' | '' |
3 | Редуктор перемещения верхнего валка | И-40 | 3 месяца |
4 | Шестерни боковых валков | Циацим-203 | 1 раз в смену |
5 | Редукторы подъема верхнего валка | '' | 1 раз в неделю |
6 | Редуктор главного привода | И-40 | 3 месяца |
7 | Редуктор откидной опоры | И-40 | 3 месяцев |
8 | Винт откидной опоры | Циацим-203 | 1 раз в смену |
9 | Эксцентриковая ось механизма отключения правого редуктора | ''
| 2 раза в месяц |
10 | Откидная опора | '' | 1 раз в неделю |
11 | Шестерня главного привода | '' | 1 раз в смену |
12 | Винты подъема верхнего валка | '' | 1 раз в неделю |
- Для смазки редукторов применяется масло И-40. Смазка осуществляется разбрызгиванием. Смазка подшипников скольжения, винтов подъема, производится от пресс-масленок при помощи шприца – ЦИАТИМ-203.
- Замену масла в редукторе главного привода и червячном редукторе производить через 3 месяца. Масло в редуктора доливать по мере необходимости.
ПОРЯДОК УСТАНОВКИ
ВНИМАНИЕ! Погрузку, разгрузку и установку станка производить при помощи траверсы за такелажные крюки, расположенные на раме станка. При отсутствии траверсы допускается производить погрузку, разгрузку и установку станка при полностью снятых ограждениях во избежание их деформации.
Снятие антикоррозийных покрытий
Антикоррозийные покрытия, нанесенные перед упаковкой на необработанные некрашеные поверхности, удаляются с помощью бензина.
Транспортирование трёхвалковой листогибочной машины SBM-2219
Транспортировку машины следует производить согласно схеме
Установка листогибочной машины SBM-2219
Точность работы листогибочной машины SBM-2219 зависит от правильности ее установки. Машину необходимо установить на фундамент и выверить в двух плоскостях при помощи уровней, установленных на поверхности боковых валков. Отклонение не должно превышать 0,5 мм на длине 1000 мм. Глубина заложения фундамента принимается в зависимости от грунта.
ХАРАКТЕРИСТИКА ЭЛЕКТРООБОРУДОВАНИЯ ЛИСТОГИБОЧНОЙ МАШИНЫ SBM-2219
Параметры сети | ~3Ф, 380В, 50Гц, 63А |
Напряжение цепи управления | 24В |
Электродвигатель вращения боковых валков: | 7,5 кВт 1000 об/мин |
Электродвигатель подъема верхнего валка: | 3,0 кВт 750 об/мин |
Электродвигатель откидной опоры: | 1.1 кВт 1000 об/мин |
Электрооборудование подключается к сети вводным автоматическим выключателем, который находится на стенке электрошкафа. По окончании работы, а так же при осмотре и ремонте машины, вводный автоматический выключатель должен быть обязательно выключен. После включения вводного автомата подается напряжение и на пульте управления загорается сигнальная лампа. Электросхема предусматривает реверсивное управление всеми тремя электродвигателями машины, причем кнопки управления двигателя верхнего валка и откидной опоры работают в толчковом режиме.
Движение верхнего валка вверх/вниз производится при помощи тумблера. Ограничение движений верхнего валка в конечных положениях, осуществляется конечными выключателями.
Ограничение положения откидной опоры осуществляется концевыми выключателями в верхнем и нижнем положениях.
Механизмы машины могут быть остановлены в любой момент нажатием кнопки «Аварийный стоп».
Защита электрооборудования от перегрузки и токов короткого замыкания осуществляется автоматическими выключателями.
Органы управления листогибочной машиной SBM-2219
- Тумблер управления вращением боковых валков вперед/назад.
- Тумблер управления перемещением верхнего валка вверх/вниз.
- Общий стоп
- Тумблер управления перемещением откидной опоры вверх/вниз.
- Тумблер управления механизмом съема изделия
- Тумблер управления механизмом поддержки обечайки
- Лампа сигнальная «Сеть»
- Лампа сигнальная «Вращение валков»
Первоначальный пуск
- Корпуса электрошкафа и машины должны быть надежно заземлены. Работа на незаземленной машине КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ.
- Проверить надежность заземления всего электрооборудования и качество монтажа. Включить вводной выключатель, установленный на борту электрошкафа.
- При помощи кнопок, установленных на пульте управления, проверить правильность срабатывания магнитных пускателей, блокировок и поверить правильность вращения электродвигателей.
Эксплуатация и обслуживание электрооборудование машины листогибочной SBM-2219 должны производится в соответствии с действующими «Правилами эксплуатации электроустановок потребителей»
ПОРЯДОК РАБОТЫ НА ЛИСТОГИБОЧНОЙ МАШИНЕ SBM-2219
Гибка цилиндрических обечаек на листогибе SBM-2219
- До начала работы проверяется следующее:
- Упор левого конца верхнего валка должен быть максимально поднят, чтобы, во время работы исключалось касание верхнего валка.
- Стопорный палец откидной опоры, должен быть зафиксирован в корпусе откидной опоры.
- Необходима строгая параллельность верхнего валка относительно нижних валков. Необходимая регулировка производится при помощи механизма подъема и опускания валка и устройства для отключения правого червячного редуктора. По окончании регулировки валка можно приступить к работе. Перед началом работ окалину с листовых заготовок следует удалить. Очищение от окалины листа обеспечивает необходимое скольжение между валками.
- Листы, подлежащие гибке, вставляются в вальцы , верхний валок опускается в соответствии с диаметром изгибаемой обечайки, опускание верхнего валка производится как до начала гибки, так и в процессе ее.
- По окончании гибки обечайки привод машины листогибочной SBM-2219 выключается, верхний валок поднимается до упора верхнего валка, снимается стопорный палец откидной опоры, включается привод откидывании опоры верхнего валка и производится съем согнутой обечайки при помощи грузоподъемных механизмов.
- После съема обечайки закрыть откидную опору, вставить стопорный палец, опустить наконечник винта откидной опоры до упора оси винта в крайнее нижнее положение паза направляющей откидной опоры, после чего можно повторить цикл.
Гибка конических обечаек на листогибе SBM-2219
Приспособление для гибки конических обечаек:
- корпус верхний
- корпус нижний
- упор
- пресс-масленка
Порядок гибки:
- Гибка конических обечаек листогибочной машиной SBM-2219 производится с наклонным верхним валком. Уклон валка должен быть обязательно в сторону откидной опоры и осуществляется следующим образом: механизмом перемещения поднимают верхний валок на нужную высоту, затем отключают правый редуктор и, продолжая работать механизмом перемещения, поднимают левый конец верхнего валка в необходимое наклонное положение.
- Заготовленная из листа развертка с предварительно подогнутыми кромками вводится между валками и производится гибка обечайки с необходимой подрегулировкой положения верхнего валка в процессе гибки, предварительно настроив упор таким образом, чтобы он своим верхним концом зашел в проточку откидной опоры.
- Съем согнутой обечайки производится также как цилиндрической.
Гибка на SBM-2219 двутавров и швеллеров до №14
Приспособление для гибки швеллера и двутавра:
- Гибка двутавров и швеллеров до №14 и уголков до №5 до 7,5 (прихваченных попарно в виде швеллера):
- Гибка двутавров и крупных швеллеров по оси У-У производится между валками машины. Швеллера гнутся в обечайки полками наружу или внутрь.
- Для гибки двутавров и швеллеров на середине нижних валков закрепляются специальные кольца из комплекта сменных деталей вальцов. Расстояние между кольцами должно соответствовать номеру сгибаемого двутавра или швеллера.
- Сгибаемый двутавр или швеллер (полками вверх или вниз) укладывается предварительно обогнутым концом на нижние валки между кольцами. Сам процесс гибки и съем производится аналогично описанного в разделе А.
Гибка уголков и швеллеров №16-20 и уголков до №5 (прихваченных попарно в виде швеллера)
- Гибка производится между специальными роликами из комплекта сменных деталей машины SBM-2219. Гибка обечаек выполняется полками наружу или внутрь при одной и той же установке роликов.
- Ролики закрепляются при помощи болтов валка.
- Швеллера и уголки, прихваченные попарно в виде швеллера укладываются предварительно подогнутыми концами на профильные ролики с гайками, закрепленные на валках. Расстояние между выступами ролика и гайки должно соответствовать номеру изгибаемого швеллера или сумме номеров двух уголков.
- Опускание верхнего валка с закрепленным на его конус гладким роликом производится в соответствии с диаметром гибки как до начала гибки, так и в процессе ее.
- По окончании гибки верхний валок несколько приподнимается, согнутый швеллер или уголки удерживаются захватным приспособлением грузоподъемного механизма или поддерживается рабочим (в зависимости от веса) и производится снятие готовой детали.
Гибка полосовой стали
- Гибка полосовой стали производится на ребро между специальными роликами из комплекта сменных деталей машины.
- Крепление нижних прижимных роликов с гайками и верхнего гладкого ролика, так же как и в процессе гибки и снятия готовой детали аналогично описанному процессу
Расстояние между профильным роликом и гайкой устанавливается в зависимости от толщины полосовой стали.
Безналичный расчет — перевод денежных средств на счет.
Стоимость вальцов симметричных SBM-2219-02 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить листогибочную трехвалковую машину SBM2219.02 можно, связавшись с нами на сайте или по телефону +7 (495) 970-76-52.
Безналичный расчет — перевод денежных средств на счет.
Стоимость вальцов симметричных SBM-2219-02 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить листогибочную трехвалковую машину SBM2219.02 можно, связавшись с нами на сайте или по телефону +7 (495) 970-76-52.