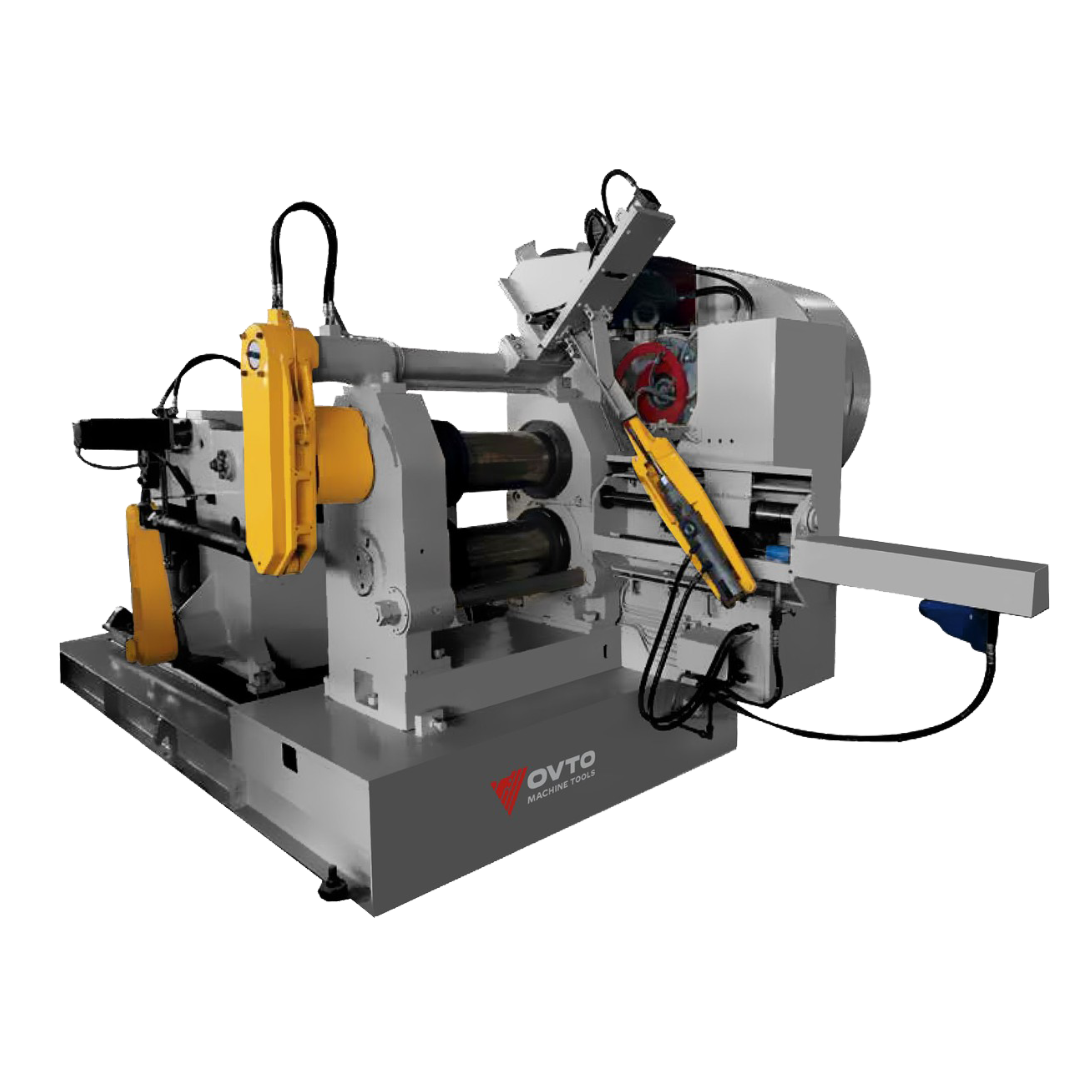
Машина листогибочная электромеханическая трехвалковая симметричная OVTO SBM-2221-01
Вальцы трехвалковые симметричные серии SBM-22 — это современная модель с двойным прижимом, разработанная с учетом производственных потребностей. Обеспечивает высокую точность гибки, прочность конструкции и удобство эксплуатации.
Особенности:
- Высокая точность гибки — SBM2221-01 является одной из самых точных трехвалковых листогибочных машин в своей категории.
- Прочная и надежная конструкция обеспечивает долговечность и стабильную работу в условиях высокой нагрузки.
- Система подшипников с 4 независимыми подшипниками на каждый валок увеличивает надежность, снижает вибрации и повышает способность поглощать нагрузку.
- Расширенный диапазон наклона боковых валков делает возможной прокатку конусов, увеличивая универсальность станка.
Трехвалковый листогибочный станок SBM 2221-01 сочетает точность, универсальность и надежность, что делает его отличным выбором для гибки листового металла.
| Макс. толщина изгибаемого листа, мм | 12 |
| Макс. ширина изгибаемого листа, мм | 2500 |
| Предел текучести материала, Н/мм² | 245 |
| Диаметр верхнего валка, мм | 260 |
| Мощность двигателя главного привода, кВт | 7.5 |
| Габариты (ДxШxВ), мм | 4700х1250х1500 |
Стандартная комплектация:
- Машина листогибочная 3-х валковая SBM-2221-01 в сборе
На машине установлено:
- Электрошкаф управления
- Электрическая откидная опора верхнего вала
Упаковано отдельно:
- Выносной пульт управления
- Выносная педаль управления
- Комплект ЗиП
Документация:
- Паспорт
- Руководство по эксплуатации
- Комплект документации на приобретенное оборудование
Дополнительные опции:
- инструмент для гибки сортового проката
- устройство и упор для гибки конусных обечаек
- приемный стол
- подающий стол
- механизм съема изделия
- механизм поддержки обечайки
СОСТАВ МАШИНЫ
Машина листогибочная трехвалковая симметричная SBM-2221-01 состоит из следующих узлов и механизмов:
- Станина;
- Привод машины;
- Механизм перемещения верхнего валка;
- Система смазки;
- Ограждение.
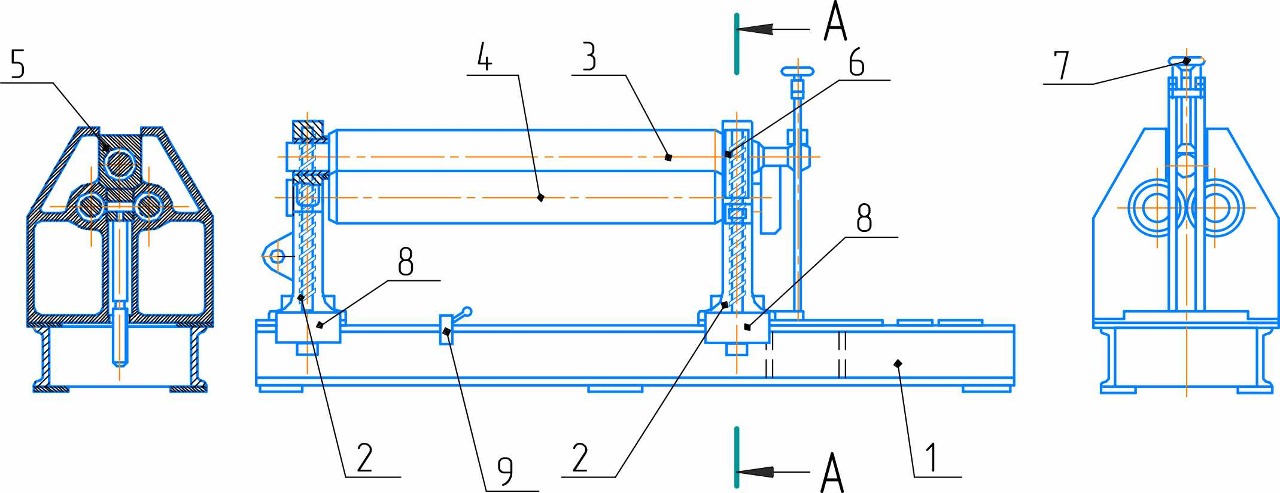
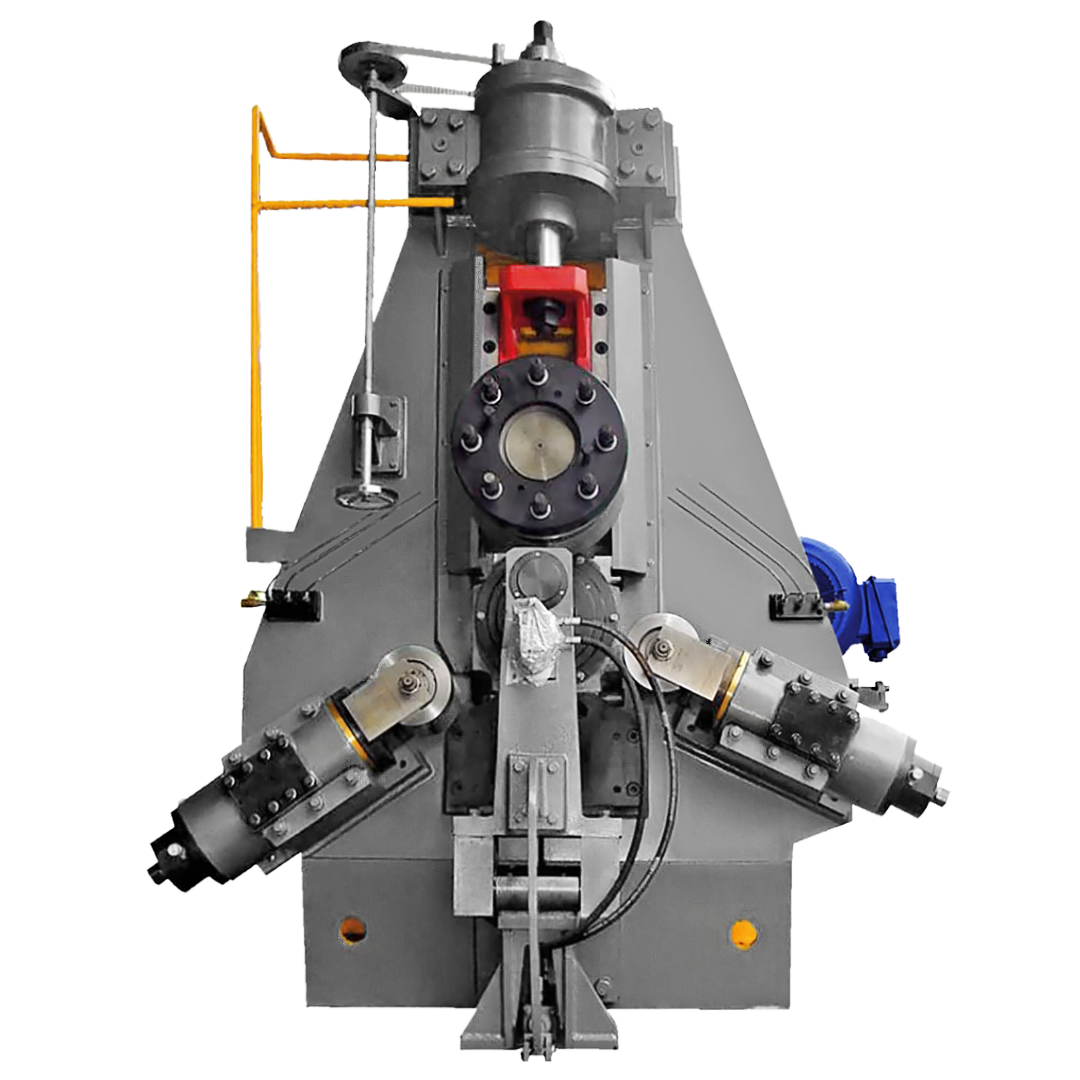
Рис. Общий вид листогибочной машины SBM-2221-01 с обозначением составных частей:
1. станина
2. стойки
3. верхний валок
4. боковые валки
5. качающаяся опора
6. обойма
7. штурвал регулировки поддержки верхнего валка
8. червячные редукторы (левый и правый)
9. ручка механизма отключения кулачковой муфты левого редуктора.
Станина
Станина сварная, состоит из основания 1 и двух стоек 2. К основанию станины с помощью болтов крепятся стойки, редуктор, электродвигатели.
Нижние боковые валки 4 и расположены в стойках, на бронзовых втулках. Левый подшипник верхнего валка запрессован в качающейся опоре 5, а правый покоится в специальной обойме 6. Левая сторона вала поддерживается откидной опорой и фиксируется шпонкой. С помощью штурвала 7 поддерживает верхний валок при откинутой левой опоре.
Механизм перемещения верхнего валка
Механизм перемещения верхнего валка состоит из электродвигателя клиноременной передачи, кулачковой муфты, двух червячных редукторов 8 с общим карданным валом и ручного механизма отключения левого червячного редуктора.
Электродвигатель крепится на плите, которая прижимается сухарями к основанию станины. В случае гибки конусных обечаек отключают левый червячный редуктор поворотом ручки 9 механизма отключения кулачковой муфты, установленной на общем карданном валу червячных редукторов. (опция)
В маховике встроена фрикционная предохранительная муфта, с помощью винта осуществляется регулировка натяжения ремней. Смазка червячных редукторов производится маслом, залитым в корпус редуктора, а уровень контролируется щупом.
Привод машины
Электродвигатель установлен на плите 5.

Рис. Привод листогибочной машины SBM-2221-01
От электродвигателя 1 через муфту 2, вращение передается на редуктор 3, на выходном валу которого установлена шестерня 4.
Механизм поддержки обечайки
Механизм предназначен для поддержки заготовки в процессе работы. Привод осуществляется от эл. двигателя 1, который передает вращение на ходовой винт 2, вращаясь винт перемещает каретку 3, по направляющим 4. На каретке 3 жёстко закреплен упор 5, который необходимо установить на нужной высоте, для поддержки заготовки в процессе гиба. Тяга 6 обеспечивает жесткость конструкции.
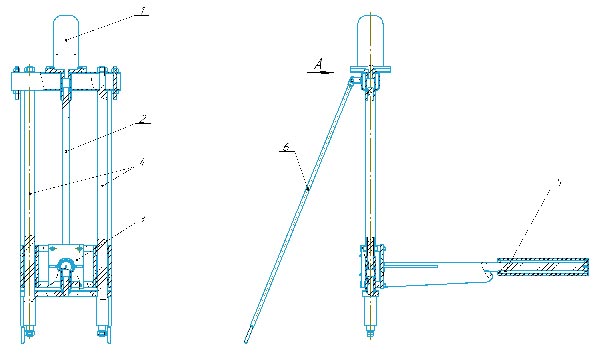
Рис. Механизм поддержки обечайки листогибочной машины SBM-2221-01
Электрооборудование
Машина оснащена двумя 3-фазными двигателями переменного тока. Один предназначен для приведения в движение нижних роликов, другой - для опускания и подъема верхнего ролика.
Машина содержит низковольтную систему управления.
Подробное описание электрооборудования представлено в руководстве по эксплуатации.
ПРИНЦИП РАБОТЫ МАШИНЫ
Ввиду простоты кинематических цепей главного движения и вспомогательных механизмов порядок передачи вращения к исполнительным органам ясен из кинематической схемы.
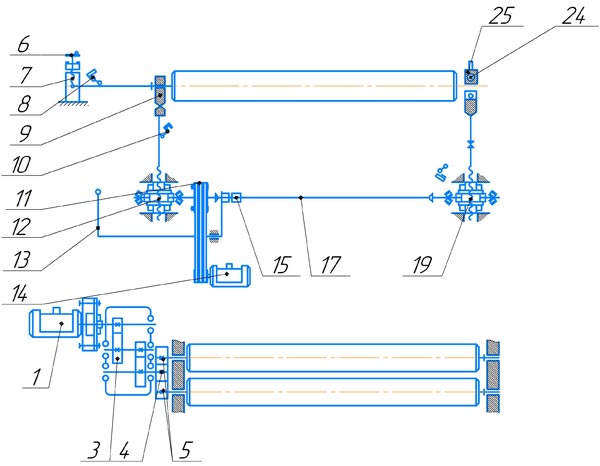
Рис. Схема кинематическая листогибочной машины SBM-2221-01
1 Электродвигатель главного привода;
2 Муфта;
3 Редуктор;
4 Шестерня редуктора;
5 Шестерня валков;
6 Маховичок винтового упора верхнего валка;
7 Винтовой упор левого конца верхнего валка;
8 Конечный выключатель упора левого конца верхнего валка;
9 Поворотная опора верхнего валка;
10 Конечные выключатели крайних положений верхнего валка;
11 Клиноременная передача;
12 Червячно-винтовая передача верхнего валка;
13 Рукоятка включения кулачковой муфты;
14 Электродвигатель механизма перемещения верхнего валка;
15 Кулачковая муфта выключения правого червяка;
17 Промежуточный вал;
19 Червячно-винтовая передача перемещения верхнего валка;
25 Опора откидная
Основными рабочими органами являются три валка. Валки установлены в двух стойках, закрепленных на общем основании. Два нижних валка являются приводными, верхний валок перемещается по высоте, создавая условия гибки.
Правый конец верхнего валка покоится в откидной опоре, левы конец может подпираться упором. Откидывание правой опоры необходимо для снятия с валка согнутой обечайки. Подъем и опускание верхнего валка производятся с помощью червячно-винтовых передач, а контролируются по указателю положения верхнего валка.
Управление машиной кнопочное с пульта, расположенного на правой стойке машины.
Механизм перемещения верхнего валка имеет блокировку с помощью путевых переключателей, которые ограничивают ход валка вверх и вниз. Для предохранения от перегрузок главного привода, привода откидывания опоры и привода механизма подъема верхнего валка в механизмы вмонтированы фрикционные предохранительные муфты.
ОРГАНЫ УПРАВЛЕНИЯ
Управление трехвалковой листогибочной машиной осуществляется с помощью пульта управления и педали.
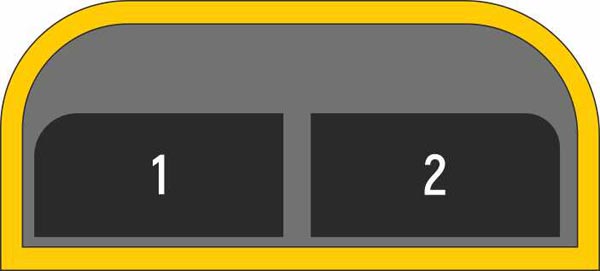
Общий вид панели пульта управления приведен на рисунке:

1 - Поддержка обечайки вверх
2 - Индикация сети
3 - Верхний валок вверх
4 - Поддержка обечайки вниз
5 - Общий стоп
6 - Верхний валок вниз
Общий вид педали управления приведен на рисунке:
1 - Вращение верхнего вала против часовой стрелки
2 - Вращение верхнего вала по часовой стрелке
СИСТЕМА СМАЗКИ
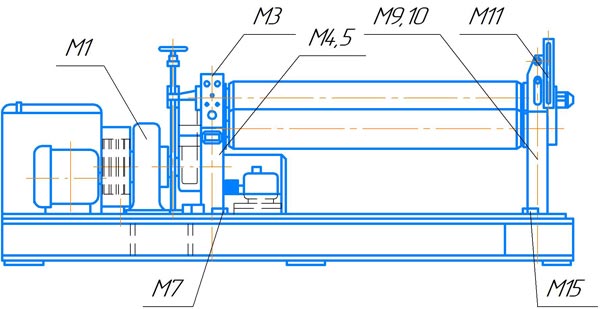
Рис. Принципиальная схема смазочной системы машины SBM-2221-01
Редуктор главного привода и червячный редуктор: М1
Подшипники скольжения верхнего валка: М3, М11
Подшипники скольжения боковых валков: М4, М5, М9, М10
Подшипники скольжения винтов подъема верхнего валка: М7, М15
Для смазки редукторов применяется масло И-40. Смазка осуществляется разбрызгиванием. Смазка подшипников скольжения, винтов подъема, вала рычагов производится от пресс-масленок при помощи шприца – ЦИАТИМ-203.
Замену масла в редукторах подъема верхнего валка производить через 300ч. Замену масла в редукторе главного привода и червячном редукторе производить через 6 месяцев. Смазку подшипников через 3 часа работы.
ПОРЯДОК УСТАНОВКИ
Транспортирование
Транспортировку машины следует производить согласно схеме. Погрузку и разгрузку производить за такелажные бобышки, расположенные на стойках станка.
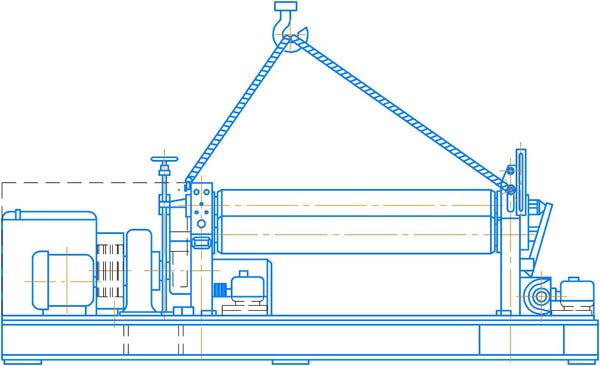
Рис. Схема транспортирования машины SBM-2221-01
Монтаж
Точность работы машины зависит от правильности ее установки. Машину устанавливается на фундамент и выверяется в двух плоскостях при помощи уровней, установленных на поверхности в левой и правой его частях. Отклонение не должно превышать ±1мм на длине 1000 мм. Глубина заложения фундамента принимается в зависимости от грунта.
ПОДГОТОВКА К РАБОТЕ
Перед пуском необходимо выполнить указания, относящиеся к пуску в разделе «Электрооборудование».
Эксплуатация и обслуживание электрооборудование машины должны производиться в соответствии с действующими «Правилами эксплуатации электроустановок потребителей»
Обслуживание электрооборудование должно производиться электротехническим персоналом, закрепленным за данной машиной.
Корпуса электрошкафа и машины должны быть надежно заземлены. Работа на незаземленной машине КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ.
Проверить надежность заземления всего электрооборудования и качество монтажа. Включить вводной выключатель, установленный на борту электрошкафа.
При помощи кнопок, установленных на пульте управления, проверить правильность срабатывания магнитных пускателей, блокировок и поверить правильность вращения электродвигателей.
Для предварительного детального ознакомления с машиной рекомендуется обкатать ее на холостом ходу и усвоить назначение и действие органов управления.
ПОРЯДОК РАБОТЫ
Оборудование должно эксплуатироваться в режиме односменной работы (не более 8 рабочих часов в сутки). Несоблюдение данного правила эксплуатации является причиной преждевременного износа и выхода оборудования из строя.
А. Гибка цилиндрических обечаек
- До начала работы проверяется следующее:
- Нажимной винт левого конца верхнего валка должен быть максимально вывернут, чтобы, во время работы исключалось касание винтом хвостовика верхнего валка.
- Рукоятка, фиксирующая шпонку откидной опоры, должна быть повернута вниз.
- Необходима строгая параллельность верхнего валка относительно нижних валков. Необходимая регулировка производится при помощи механизма подъема и опускания валка и устройства для отключения правого червячного редуктора. По окончании выверки редуктор остается включенным в работу.
- Листы, подлежащие гибке, вставляются в вальцы с предварительно подогнутыми кромками, верхний валок опускается в соответствии с диаметром изгибаемой обечайки, опускание верхнего валка производится как до начала гибки, так и в процессе ее.
- По окончании гибки обечайки привод машины выключается, верхний валок несколько поднимается, нажимной винт опускается до упора в хвостовик верхнего валка. Затем, изменив положение поворотной шпонки, включают привод откидывании опоры верхнего валка, и производится съем согнутой обечайки при помощи грузоподъемных механизмов.
Б. Гибка конических обечаек
- Гибка конических обечаек производится с наклонным верхним валком. Уклон валка должен быть обязательно в сторону откидной опоры и осуществляется следующим образом. Механизмом перемещения поднимают верхний валок на нужную высоту, затем отключают правый редуктор и, продолжая работать механизмом перемещения, поднимают левый конец верхнего валка в необходимое наклонное положение.
- Заготовленная из листа развертка с предварительно подогнутыми кромками вводится между валками и производится гибка обечайки с необходимой подрегулировкой положения верхнего валка в процессе гибки, предварительно настроив упор таким образом, чтобы он своим верхним концом зашел в проточку верхнего валка.
- Съем согнутой обечайки производится также как цилиндрической.
В. Гибка двутавров и швеллеров (прихваченных попарно в виде швеллера)
- Гибка двутавров и крупных швеллеров по оси У-У производится между валками машины. Швеллера гнутся в обечайки полками наружу или внутрь.
- Для гибки двутавров и швеллеров на середине нижних валков закрепляются специальные кольца из комплекта сменных деталей вальцов. Расстояние между кольцами должно соответствовать номеру сгибаемого двутавра или швеллера.
- Сгибаемый двутавр или швеллер (полками вверх или вниз) укладывается предварительно обогнутым концом на нижние валки между кольцами. Сам процесс гибки и съем производится аналогично описанного в разделе А.
Г. Гибка уголков (прихваченных попарно в виде швеллера)
- Гибка производится между специальными роликами из комплекта сменных деталей машины. Гибка обечаек выполняется полками наружу или внутрь при одной и той же установке роликов.
- Ролики закрепляются при помощи болтов валка.
- Швеллеры и уголки, прихваченные попарно в виде швеллера укладываются предварительно подогнутыми концами на профильные ролики с гайками, закрепленные на валках. Расстояние между выступами ролика и гайки должно соответствовать номеру изгибаемого швеллера или сумме номеров двух уголков.
- Опускание верхнего валка с закрепленным на его конус гладким роликом производится в соответствии с диаметром гибки как до начала гибки, так и в процессе ее.
- По окончании гибки верхний валок несколько приподнимается, согнутый швеллер или уголки удерживаются захватным приспособлением грузоподъемного механизма или поддерживается рабочим (в зависимости от веса) и производится снятие готовой детали.
Д. Гибка полосовой стали
- Гибка полосовой стали производится на ребро между специальными роликами из комплекта сменных деталей машины.
- Крепление нижних прижимных роликов с гайками и верхнего гладкого ролика, так же как и в процессе гибки и снятия готовой детали аналогично описанному процессу в разделе Г. Расстояние между профильным роликом и гайкой устанавливается в зависимости от толщины полосовой стали.
Е. Гибка труб
Гибка труб производится между фасонными роликами, закрепленными на концах валков. Каждый ролик имеет по 2 желобка и рассчитан на 2 типоразмера труб.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Система технического обслуживания определяет порядок, содержание и периодичность осмотра и обслуживания оборудования в процессе эксплуатации.
К проведению ТО допускаются только следующие сотрудники:
- прошедшие обучение эксплуатации оборудования;
- прошедшие инструктаж по технике безопасности.
Предусматриваются следующие виды технического обслуживания:
- ТО-1 – ежедневное;
- ТО-2 – ежемесячное;
- ТО-3 – ежегодное;
Работы, предусмотренные ТО-1 – ТО-3 охватывают проверку и обслуживание основных механизмов, определяющих надежность работы оборудования, выполнять в соответствие с ГОСТ 18322-76. СТРОГОЕ ВЫПОЛНЕНИЕ ЭТИХ РАБОТ ЯВЛЯЕТСЯ ОБЯЗАТЕЛЬНЫМ:
ТО-1 (проводится ежедневно):
Перед началом работы проверить и убедиться в исправности всех узлов оборудования и правильности из взаимодействия:
- Провести проверку всех узлов, требующих смазки на предмет наличия смазочного материала в нужном количестве (в случае необходимости произвести смазку узла).
- Произвести смазку всех точек оборудования в соответствии с указанной периодичностью.
- Проверить сигнальную арматуру и прочие элементы электрошкафа и пульта управления (при их наличии).
- Проверить надежность и сохранность заземления оборудования.
- Провести проверку затяжки болтовых и гаечных соединений, при необходимости произвести подтяжку.
- Визуальный осмотр всех узлов оборудования.
В случае выявления неисправностей эксплуатация оборудования запрещена до выявления причины и полного устранения неисправности.
По окончанию работ необходимо провести тщательную уборку рабочего места в радиусе 1 метра и очистить все рабочие узлы оборудования.
ТО-2 (проводится один раз в месяц):
- Проверить и при необходимости подтянуть крепления всех узлов оборудования, защитных кожухов, а также гайки фундаментных болтов.
- Проверить натяжение клиновых ремней. Стрела прогиба ремня под нагрузкой 80 Н не должна превышать 10 мм. При выходе из строя одного ремня необходимо менять весь комплект. Комплектовать новые ремни с бывшими в употреблении недопустимо.
- Проверить характеристики оборудования.
- Проверить пульт управления, его крепление, крепление кнопок, переключателей, и сигнальной арматуры на панелях пультов.
- Отключить питание оборудования, протянуть все детали электрошкафа.
ТО-3 (проводится один раз в год):
- Проверить характеристики оборудования на точность согласно ГОСТ, при необходимости - отрегулировать.
- Продуть сжатым воздухом электродвигатель, пульт управления, электрошкаф.
- Проверить крепление всех аппаратов в электрошкафу и состояние их контактов. При необходимости промыть и зачистить контактные поверхности.
В процессе эксплуатации оборудования, начиная с его пуска в эксплуатацию, необходимо вести журнал, в котором должно быть зафиксировано каждое техническое обслуживание с указанием: даты обслуживания, ответственного, проверенных механизмов, выявленных отклонений, работ по устранению отклонений, проверенных регулировок, а также замены деталей, материалов (масла) и т.п.
При загрузке оборудования более чем в одну смену, сократить межинтервальные периоды обслуживания в части смазки кратно рабочим сменам за сутки за соответствующий период ТО, за исключением узлов, которые смазываются ежесменно и смазка которых производится в режиме цикла.
Работы, предусмотренные ТО-1 и ТО-3, не исключают проведения плановых ремонтных работ, обусловленных «Единой системой ППР».
При проведении различных ТО строго соблюдать указания по мерам безопасности, изложенные в предыдущих разделах.
МЕРЫ БЕЗОПАСНОСТИ
ПРЕДУПРЕЖДЕНИЕ: НЕСОБЛЮДЕНИЕ ЭТИХ ПРАВИЛ МОЖЕТ ПРИВЕСТИ К СЕРЬЕЗНЫМ ТРАВМАМ.
Существуют определенные опасности, связанные с эксплуатацией и использованием машины.
Эта машина была спроектирована и изготовлена для обработки металлических листов. Использование данной машины не по назначению, применение инструмента и оснастки не рассчитанных на работу с данной машиной может привести к серьезным травмам.
- Подробно изучите руководство по эксплуатации, поставляемое с машиной.
- Используйте средства индивидуальной защиты. Запрещена работа в одежде или украшениях, которые могут зацепиться за движущиеся части.
- Рекомендуется использовать перчатки и обувь на резиновой подошве.
- Следите за тем, чтобы во время работы защитные ограждения всегда были установлены.
- Не используйте машину в сырых местах и помещениях с повышенной влажностью.
- Никогда не оставляйте машину включенной без присмотра. Машина должна быть обязательно выключена, когда она не работает, либо при отсутствии оператора на рабочем месте.
- При проведениии планового ТО, замене принадлежностей и ремонте машину обязательно следует обесточить.
- Машина должна быть прочно смонтирована согласно требованиям, изложенным в руководстве по эксплуатации.
- Для обеспечения безопасности до начала работ необходимо убедиться в правильной настройке машины и надлежайшей смазке всех узлов.
- Будьте бдительны. Следите за тем, что вы делаете. Держите руки в поле зрения и подальше от всех движущихся частей машины.
- Запрещено нахождение посторонних, в т.ч. детей в рабочей зоне. Не позволяйте им прикасаться к машине, инструменту или кабелям подключения.
Общие меры предосторожности по электрооборудованию:
- Машина должна быть подключена в соответствии с нормами и указаниями, представленными в руководстве по эксплуатации.
- Машина должна быть заземлена, чтобы защитить пользователя от поражения электрическим током.
- Работу по подключению должен выполнять квалифицированный электрик.
Видеообзор на примере OVTO SBM-2222:
Безналичный расчет — перевод денежных средств на счет.
Стоимость вальцов симметричных SBM-2221-01 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить листогибочную трехвалковую машину SBM2221.01 можно, связавшись с нами на сайте или по телефону +7 (495) 970-76-52.
Безналичный расчет — перевод денежных средств на счет.
Стоимость вальцов симметричных SBM-2221-01 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить листогибочную трехвалковую машину SBM2221.01 можно, связавшись с нами на сайте или по телефону +7 (495) 970-76-52.