Машина трубогибочная электромеханическая PB-108M
Машина трубогибочная электромеханическая с ручным зажимом трубы, предназначена для холодной гибки труб с оправкой и без оправки методом наматывания трубы на инструмент.
Может использоваться в котлостроительной и судостроительной промышленности, на заводах монтажных заготовок, при монтаже водопроводов и газопроводов, а также на строительных и монтажных площадках промышленного и гражданского строительства.
| Диаметр изгибаемой трубы, мм | 40 - 108 |
| Максимальная толщина стенки изгибаемой трубы, мм | 5 |
| Наибольший внутренний радиус гибочного инструмента, мм | 500 |
| Наименьший внутренний радиус гибочного инструмента, мм | 1,5D/2,0D |
| Наибольший угол поворота гибочного инструмента, град. | 210 |
| Частота вращения гибочного инструмента, об/мин | 2 |
| Расстояние от оси центра гибочного инструмента до места крепления конца оправки, мм | 3000 (6000*) |
| Высота оси гиба над уровнем пола, мм | 960 |
| Мощность двигателя главного привода, кВт | 15 |
| Габариты (ДxШxВ), мм | 3750x1950x1200 |
| Масса, кг | 2000 |
Стандартная комплектация
- Машина трубогибочная PB-108M в сборе
- Комплект ЗИП
- Документация
ЗИП:
- Ролик 1 ¼
- Шприц рычажно-плунжерный
- Комплект ключей к электрошкафу
Документация:
- Руководство по эксплуатации
- Паспорт
Дополнительные опции
- Ролик 1¼
- Ролик 1½
- Ролик 2
- Ролик 2½
- Ролик 3
- Ролик 3½
- Дополнительный комплект инструмента - для изготовления потребуется от заказчика: диаметр трубы, толщина стенки трубы, средний радиус гиба трубы.
Стандартная комплектация
- Машина трубогибочная PB-108M в сборе
- Комплект ЗИП
- Документация
ЗИП:
- Ролик 1 ¼
- Шприц рычажно-плунжерный
- Комплект ключей к электрошкафу
Документация:
- Руководство по эксплуатации
- Паспорт
Дополнительные опции
- Ролик 1¼
- Ролик 1½
- Ролик 2
- Ролик 2½
- Ролик 3
- Ролик 3½
- Дополнительный комплект инструмента - для изготовления потребуется от заказчика: диаметр трубы, толщина стенки трубы, средний радиус гиба трубы.
УСТРОЙСТВО МАШИНЫ ТРУБОГИБОЧНОЙ PB-108M С МЕХАНИЧЕСКИМ ПРИВОДОМ.
СОСТАВ МАШИНЫ
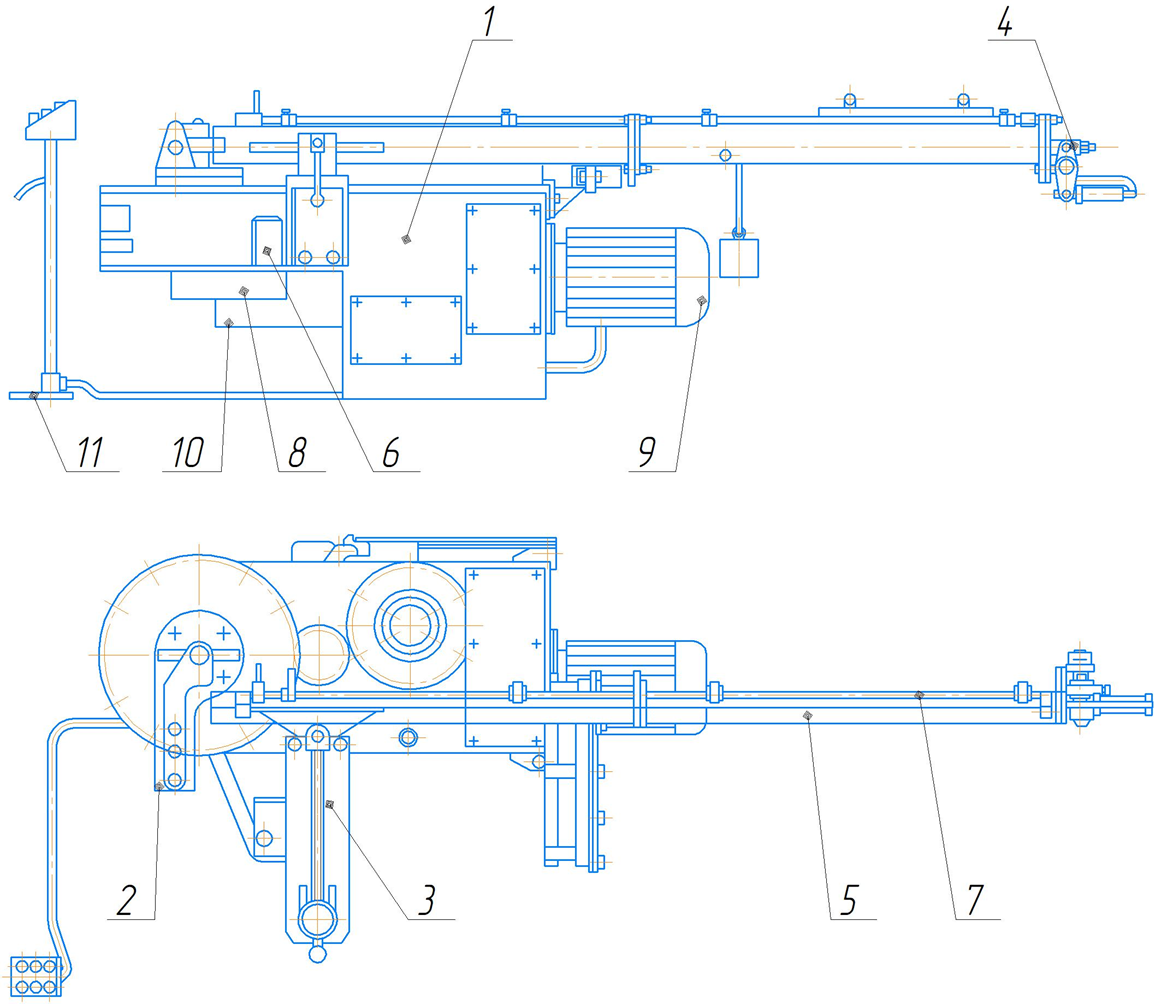
1. Редуктор
2. Механизм зажима
3. Механизм поджима
4. Механизм выдергивания дорна
5. Штанга
6. Прибор отсчета угла поворота гибочного сектора
7. Штанга разметочная
8. Ограждение
9. Электрооборудование
10.Электрошкаф
11.Пульт управления
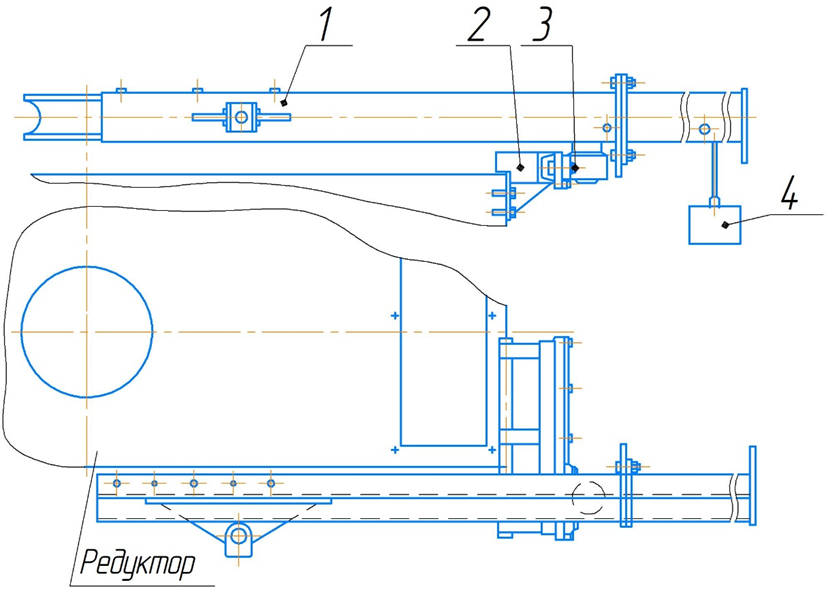
Рама
Рама представляет собой конструкцию, состоящую из двух балок и сварной стойки, соединенных между собой болтами. Стойка имеет направляющие, по которым может перемещаться механизм выдергивания дорна. Рама крепится к корпусу редуктора болтами и стяжками.
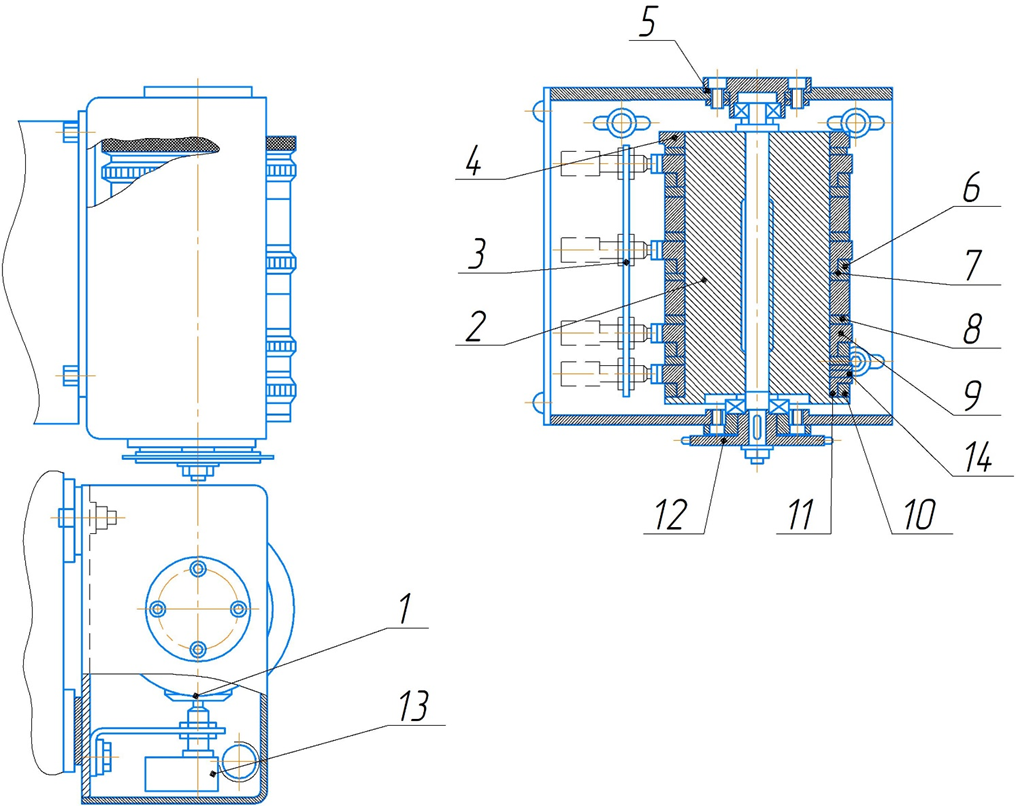
Редуктор
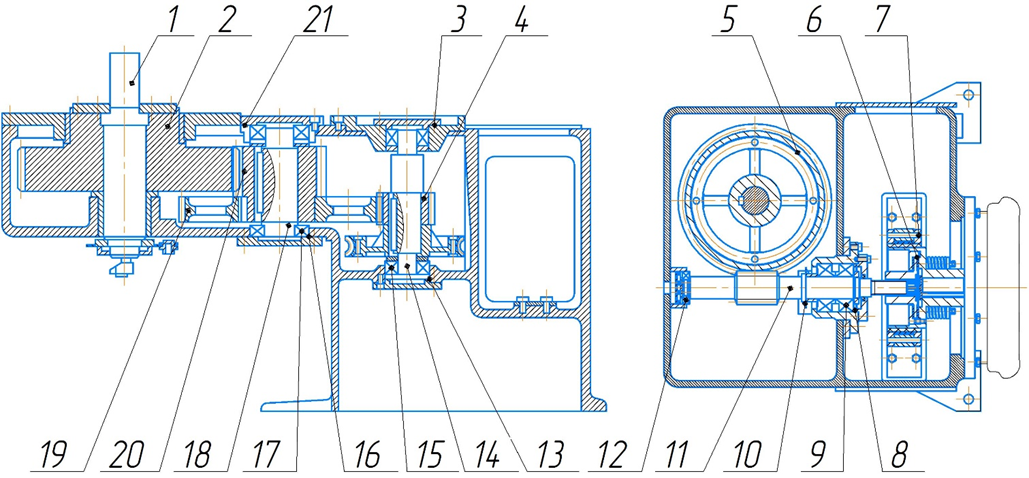
Редуктор машины трехступенчатый червячно-цилиндрический. Крутящий момент от электродвигателя через предохранительную моментную муфту 6 предается на червяк 11, вращающийся в подшипниках качения 9, 12. Регулировка Зазоров в подшипниках 9 производится за счет кольца 8. На червяке 2 установлена крыльчатка 10, создающая масляный туман для смазки вращающихся частей в верхней части редуктора. Червяк 11 зацепляется с червячным колесом 5, расположенным на валу 14, вращающемся в конических роликоподшипниках 15. Регулировка зазоров в подшипниках обеспечивается набором прокладок 13, 3. Шестерня 4 входит в зацепление с шестерней 19, расположенной на валу 18, вращающемся в конических роликоподшипниках 17. Регулировка зазоров в подшипниках обеспечивается набором прокладок 21, 16. Шестерня 20 зацепляется с колесом 2, находящемся на валу 1, передающем крутящий момент через механизм зажима на гибочный ролик.
Для гашения инерции вращающихся масс, после выключения электродвигателя, на быстроходном валу редуктора смонтирован колодочный тормоз 7, тип ТГ-200 с электрогидравлическим толкателем.
Механизм гибки и зажима
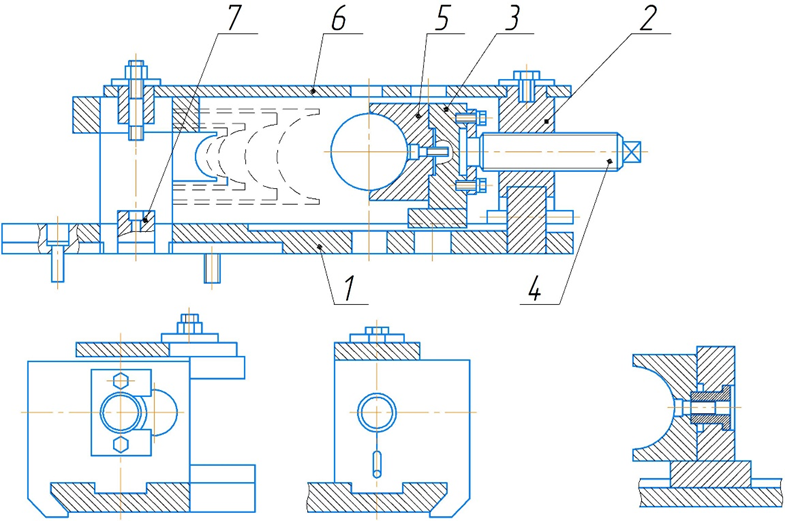
Механизм предназначен для зажима трубы и установки гибочного ролика. Состоит из щек 1, 6 между которыми расположена гайка 2 с винтом 3, перемещающему кронштейн 4 с зажимной губкой 5. Щека 1 жестко закреплена на выходной шестерне редуктора с помощью шпонок и винтов.
Крутящий момент на гибочной ролик предается с помощью шпонок. В зависимости от диаметра гибочного ролика гайка 2 с винтом 3 и кронштейна 4 переставляются в отверстиях щек
Механизм поджима
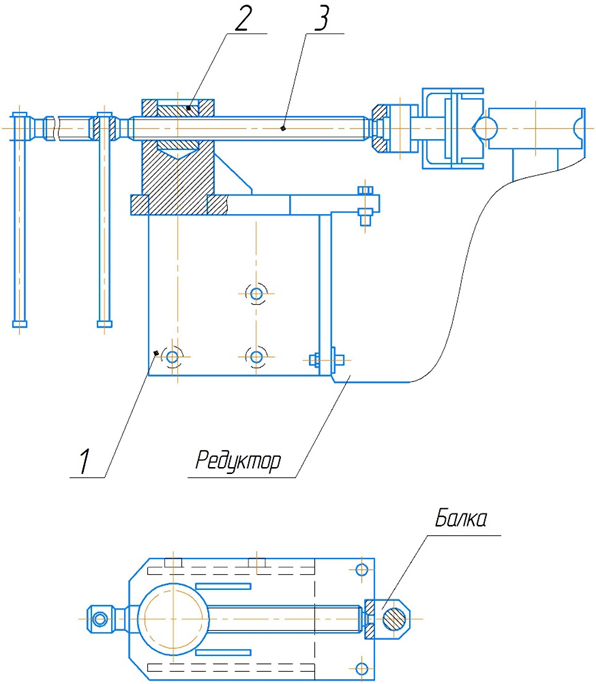
Механизм поджима обеспечивает подвод и отвод противоупора (штанги) при гибке трубы. В сварном кронштейне I размещается гайка 2 с винтом 3, шарнирно соединенный со штангой. На боковой поверхности кронштейна устанавливается прибор отсчета угла поворота гибочного сектора.
Механизм выдергивания дорна
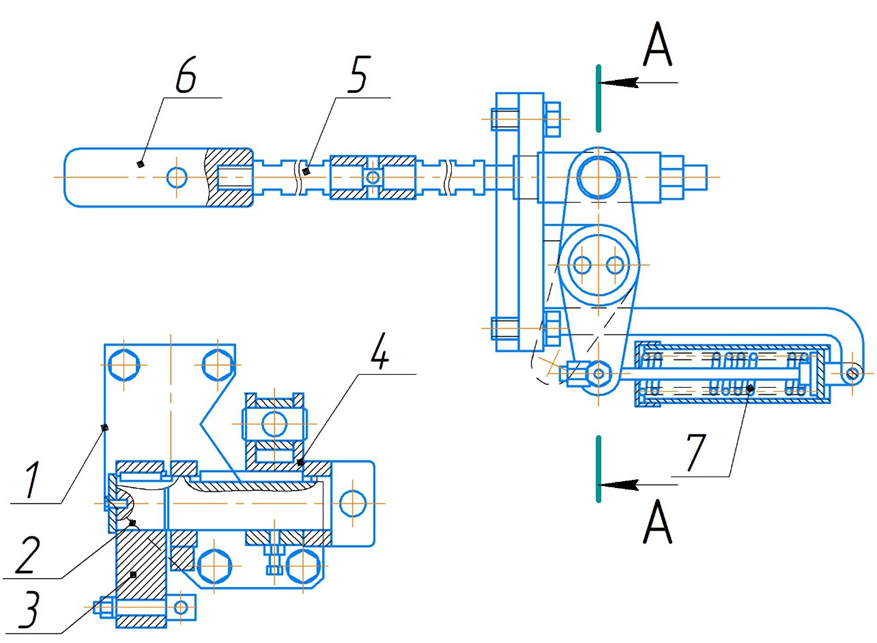
Механизм выдергивания дорна предназначен для удержания дорна во время гибки и для выдергивания его из трубы в случае защемления.
В сварном кронштейне I на оси 2 установлены на шпонках рычаги 3, 4. В рычаге 4 шарнирно закреплена тяга дорна 5, на которой крепится дорн 6. Выдергивание дорна производится с помощью рычага вставляемого в отверстие оси 2, возврат дорна в исходное положение производится пружиной 7. Устанавливается механизм выдергивания дорна на заднем конце штанги.
Штанга
Штанга служит противоупором при гибке трубы. Сварная балка 1 служит противоупором при гибке трубы. Сварная балка 1, установленная на сварном кронштейне 2, может поворачиваться вокруг цапфы 3 и в зависимости от диаметра гибочного ролика может перемещаться по кронштейну 2. В балке устанавливается призматическая колодка, перемещающаяся по балке совместно с трубой. В исходное положение колодка возвращается под действием груза 4.
Поджимается балка с помощью винта механизма поджима, шарнирно соединенного с балкой. Для удобства транспортирования балка выполнена из 2-х частей.
Прибор отсчета угла поворота гибочного ролика
Прибор отсчета угла поворота гибочного ролика представляет собой барабан 2, вращающийся на двух шарикоподшипниках 5. Вращение передается цепью от вала главного привода через звездочку 12. На барабане 2 свободно посажены диски 9 с кулачками 1, воздействующими на микропереключатели 13. Между дисками 9 помещены диски 8, связанные с барабаном шпонками. На дисках 9 винтами 6 стопорятся лимбы 7 с делениями от 00 до 2200. На дисках 8 нанесены риски, соответствующие исходному положению механизмов гибки. После расстановки дисков 9 в положения, соответствующие углам гиба, весь пакет сжимается гайкой 4.
Штанга разметочная
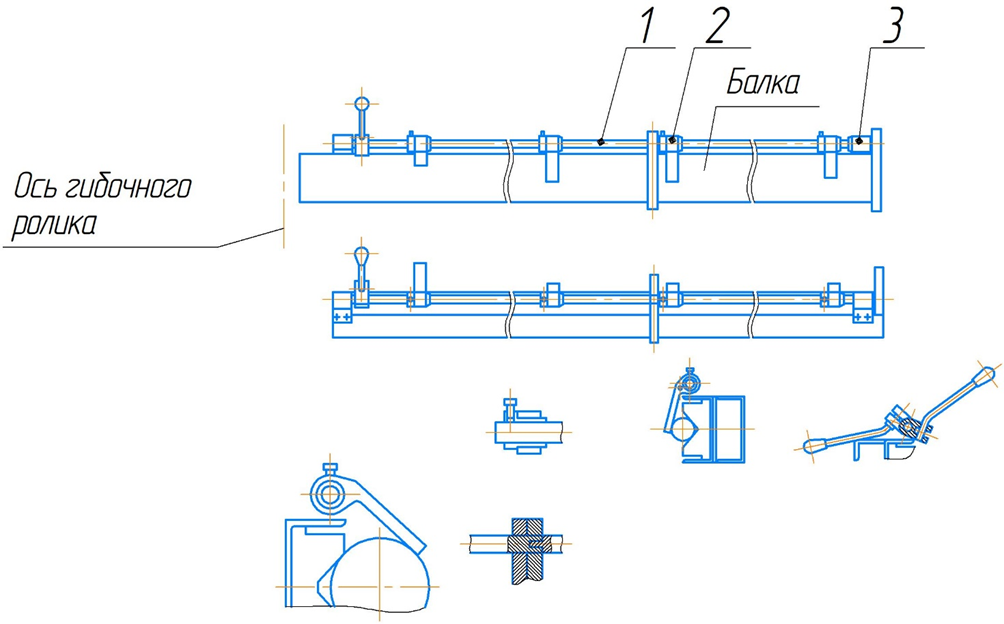
Узел предназначен для гибки труб без предварительной разметки, состоит из штанги 1 с упорами 2, закрепленными на ней. Штанга установлена в опорах 3, закрепленными на балке штаги.
Упоры состоят из флажка и клеммы. Флажок может поворачиваться относительно клеммы, что позволяет флажку опускаться на тягу дорна при стягивании трубы с дорна. При загрузке трубы и при гибке по разметке упоры за ручку откидываются в верхнее положение.
Инструмент
Инструмент для гибки состоит из гибочного ролика, дорна и зажимной губки.
По заказу потребителя машина может комплектоваться набором инструмента для гибки водогазопроводных труб 1 ¼” … 3 ½”.
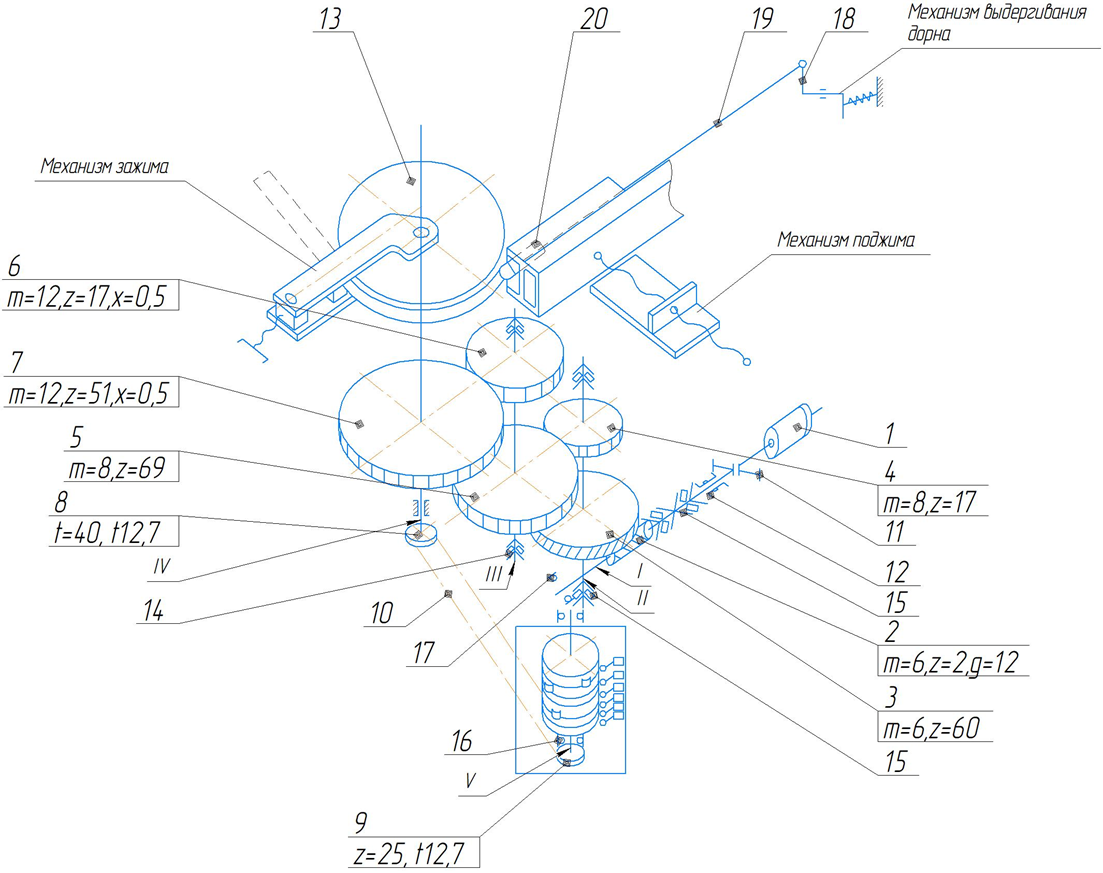
ПРИНЦИП РАБОТЫ МАШИНЫ
Вращение гибочного сектора 13 осуществляется от электродвигателя I через муфту 12 на вал, вращающийся в конических роликоподшипниках 15 и шарикоподшипнике 17. Червяк 2, расположенный на валу I через червячное колесо 3 передает вращение на вал II, установленный в конических роликоподшипниках 15 и шестерне 4. Зубчатой передачей шестерен 4 и 5 вращение передается на вал III, вращающийся в конических роликоподшипниках 14 и шестерне 6. Шестерня 6 передает движение шестерне 7 и жестко связанный с ней гибочный ролик 13.
На валу IV расположена звездочка 8, передающая вращение на прибор отсчета угла поворота гибочного ролика.
Для уменьшения действия сил инерции при отключении электродвигателя предусмотрен тормоз колодочный П с электрогидравлическим толкателем.
Зажим трубы на гибочном ролике и поджим колодки к трубе осуществляется винтами.
Рычагом 18 через тягу 19 дорн 20 выдергивается из зоны защемления.
| № | Наименование |
| 1. | Электродвигатель |
| 2. | Червяк |
| 3. | Колесо червячное |
| 4. | Шестерня |
| 5. | Колесо |
| 6. | Шестерня |
| 7. | Колесо зубчатое |
| 8. | Звездочка |
| 9. | Звездочка |
| 10. | Цепь ПР-12,7-900 |
| 11. | Муфта |
| 12. | Тормоз колодочный |
| 13. | Ролик гибочный |
| 14. | Подшипник №7518 |
| 15. | Подшипник №7611 |
| 16. | Подшипник №60202 |
| 17. | Подшипник №208 |
| 18. | Рычаг |
| 19. | Тяга дорна |
| 20. | Дорн |
СИСТЕМА СМАЗКИ
| Механизм подлежащий смазке | Смазываемые места | Кол-во смазываемых точек | Смазывающий материал | Способ смазки | Периодичность смазки |
| Редуктор | Червячная пара, шестерни, подшипники | 1 | И-30А | Заливка через отверстие корпуса. Контроль уровня масла по маслоуказателю | Масло менять 1 раз в 6 месяцев. Доливать по мере необходимости |
| Опора вала гибочного сектора | 1 | ЦИАТИМ-203 | Нагнетание смазки при помощи шприца | 1 раз в смену | |
| Верхние подшипники промежуточных валов | 2 | Закладка смазки в подшипники | При профилактике и ремонте | ||
| Механизм поджима | Направляющие ползуна | 8 | Смазывание поверхности | 1 раз в смену | |
| Механизм выдергивания дорна | Вал рычагов | 1 | Нагнетание смазки при помощи шприца | 1 раз в смену | |
| Прибор отсчета гиба | Опорные подшипники вала | 2 | Закладка смазки в подшипники | При профилактике и ремонте | |
| Цепь и звездочки цепной передачи | 2 | И-30А | Смазывание поверхностей | 1 раз в смену |
Смазка механизмов машины индивидуальная ручная. Периодическая. Контроль визуальный. В редуктор залить масло «Индустриальное И-30» ГОСТ 20799-88 в объеме 15дм3.
Смену масло в редукторе производить один раз в шесть месяцев.
Смазка пар трения осуществляется смазкой ЦИАТИМ -203 ГОСТ 8773-73. Смазку машины производить согласно карте смазки.
Электрогидравлический толкатель заполнен маслом трансформаторным ГОСТ 382-80, объем масла 1,6 дм3
Смену масла в толкателе рекомендуется производить не реже одного раза в 6 месяцев
ТРАНСПОРТИРОВАНИЕ И УСТАНОВКА
Распаковка
Вскрыть заводскую упаковку.
После вскрытия упаковки осмотреть машину и проверить комплектность согласно упаковочной документации.
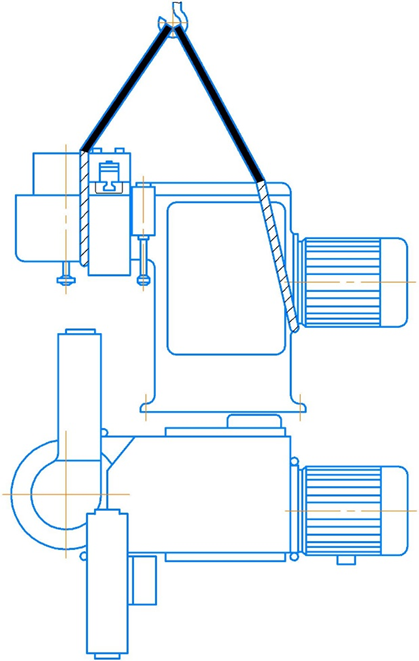
Транспортирование
Зачаливание машины для подъема производится согласно схеме:
Расконсервация
Снять антикоррозийное покрытие не металлическим скребком, затем обтирочным материалом, смоченным жидкостью, растворяющей минеральные масла (бензин, уайт-спирит и другие).
Очищенные места покрыть тонким слоем жидкого индустриального масла.
Установка
Машина устанавливается на фундамент согласно схеме:
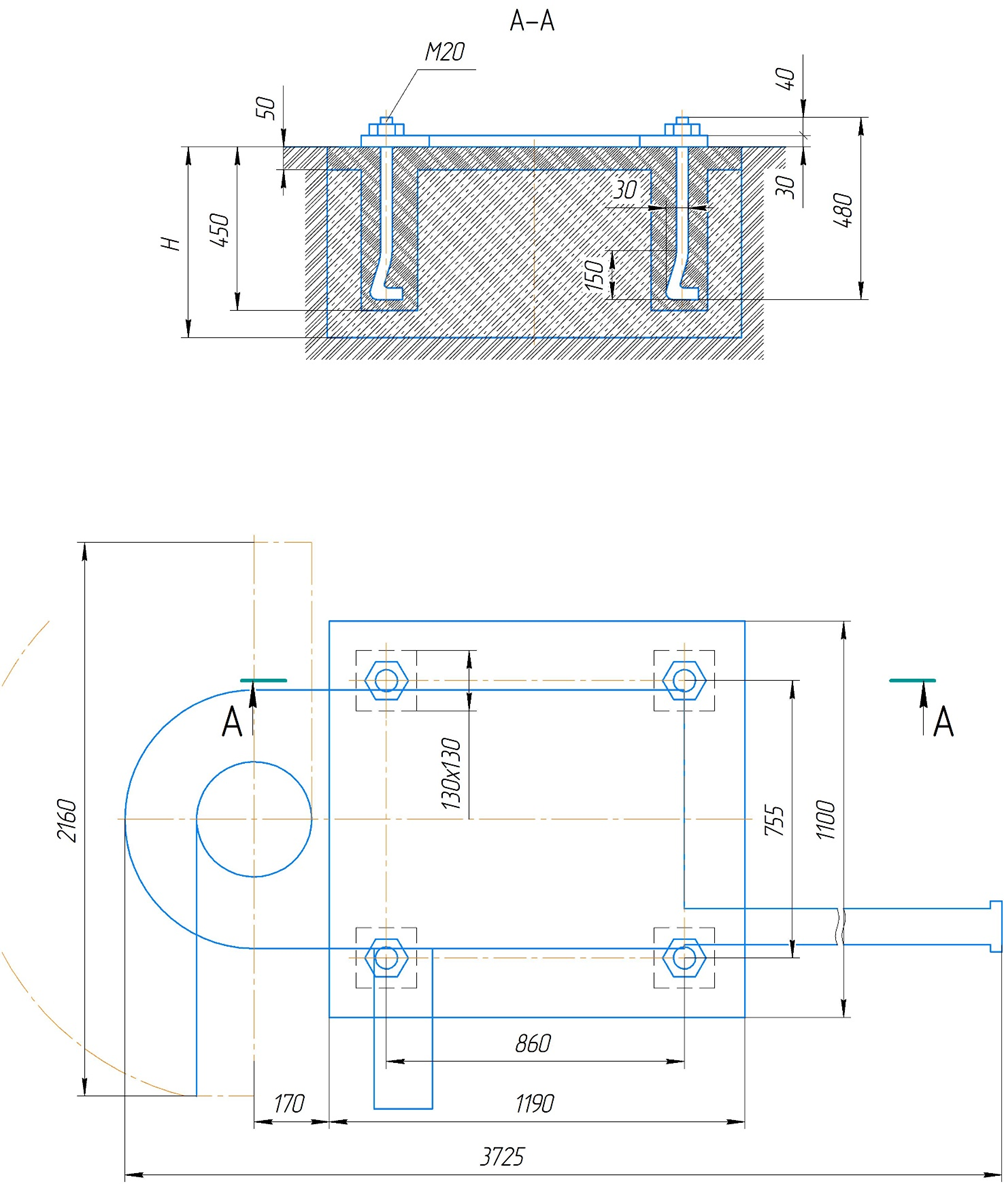
На фундаменте машина проверяется по уровню, устанавливаемому на верхней плоскости корпуса редуктора. Отклонение от горизонтальности до 3-х мм на длине 1000мм в продольном и поперечном направлениях.
Подводку проводов от электрошкафа к распределительной коробке машины выполнить в металлической трубе.
Заземление машины и шкафа выполнить через специальные болты (винты) на корпусах в соответствии с действующими правилами.
Подводки к сети электрошкафа выполнить проводом сечением не менее 6 мм2.
Залить масло в редуктор 15 дм3.
Проверить полностью ли заполнен толкатель тормоза маслом: при необходимости долить масло трансформаторное (заливка неэлектроизоляционного масла не допускается) в следующем порядке:
- Вынуть ось соединяющую шток толкателя с рычагом тормоза и выдвинуть шток:
- Вывернуть пробку из отверстия для заливки масла:
- Через отверстие залить в толкатель масло до заполнения:
- Закрыв отверстие для заливки, вручную прокачать штоком масло в толкатель для удаления воздуха из под поршня и электродвигателя: при прокачивании уровень масла понижается, поэтому необходимо производить доливку масла до тех пор, пока оно не начнет выливаться из отверстия.
Опробовать на холостом ходу работу всех механизмов машины.
ПОРЯДОК РАБОТЫ
Настройка машины
Настройку машины производить в следующем порядке:
- Установить гибочный ролик, соответствующий диаметру трубы.
- Перемещением ползушки, установить балку в положение, соответствующему радиусу гибки, т.е. в положение, когда труба прижата призматической колодкой к ручью гибочного ролика, а балка располагается параллельно оси машины. Ползушку закрепить болтами.
- Установить соответствующий дорн так, чтобы начало скругления головки дорна совпало с началом гибки трубы.
- Расставить упоры разметочной штанги на требуемые расстояния от оси гибочного ролика.
- Установить на приборе отсчета углов гиба требуемые углы с учетом пружинения трубы.
- Одеть трубу на дорн до упора. зажать трубу с помощью винта механизма зажима.
- Поджать трубу колодкой при помощи винта, не допуская пережима.
- Включить кнопкой на пульте или педалью рабочий ход машины, при достижении заданного угла машина автоматически останавливается.
- Отвести колодку от трубы, выдернуть дорн из зоны зажима.
- Отжать трубу и передвинуть трубу для следующего гиба или снять ее при одном гибе. При гибке труб большого диаметра перед отвертыванием винта механизма зажима трубы рекомендуется кратковременное включение (толчок) обратного хода машины, что снизит усилие необходимое для отвертывания винта механизма зажима.
- Включить обратный ход машины, гибочный ролик остановится в исходное положении.
При появлении большой овальности и гофр на изогнутом участке дорн необходимо выдвинуть вперед. При правильной настройке овальность трубы в изогнутой зоне не должна превышать 15%.
При отклонении по углу гиба произвести корректировку угла на приборе отсчета углов гиба.
Регулирование машины
Регулировка прибора отсчета углов гиба производить в следующем порядке:
- для регулировки микропереключателей 13 относительно кулачков 1 необходимо ослабить гайку 4, установить кулачки против роликов микропереключателей и перемещать при помощи гаек микропереключатели до их срабатывания. Момент срабатывания определяется с помощью омметра или на слух «по щелчку».
- для регулировки исходного положения лимбов 7 установить диски 9 так, чтобы кулачки 1 включили микропереключатели, затем ослабить винты 6, повернуть лимбы до совмещения нулевых рисок лимбов с рисками на неподвижных дисках 9, винты 6 затянуть.
- для регулировки исходного остановки гибочного ролика в исходном положении при ходе назад необходимо ослабить стопорный винт диска II и поворачивая диск против часовой стрелки, установить его так, чтобы кулачок перешел 10-12 мм за положение включения микропереключателя. Стопорный винт затянуть, включить рабочий ход. Если гибочный ролик не дойдет до исходного положения, то диск II необходимо повернуть в обратную сторону на угол, соответствующий неточности останова.
По мере износа тормозных накладок необходимо производить регулировку тормоза.
Регулировка тормоза заключается в регулировке нормального хода поршня толкателя, величины сжатия пружины и равномерности отхода колодок.
Для установки нормального хода поршня толкателя необходимо поставить шток толкателя в крайнее верхнее положение, затем опустив его на 22мм (полный ход штока 32мм) и в этом положении при помощи гаек на стяжке рычагов прижать колодки к тормозному шкиву. Установка равномерного отхода колодок производится регулировочным винтом в рычаге. Длина пружины устанавливается равной 165мм.
Вследствие износа фрикционных накладок возможно пробуксовывание предохранительной муфты.
Регулирование муфты производится при гибке трубы ø100х5 при радиусе гиба 160мм. Гайки поджима пружины муфты отвернуть на 3 оборота от полностью затянутого положения и начать гибку. Делая пробные гибы, подтягивать равномерно гайки до устранения пробуксовки.
Регулировка натяжения цепи привода прибора отсчета угла поворота осуществляется перемещением корпуса прибора на овальных пазах.
УСТРОЙСТВО МАШИНЫ ТРУБОГИБОЧНОЙ PB-108M С МЕХАНИЧЕСКИМ ПРИВОДОМ.
СОСТАВ МАШИНЫ
1. Редуктор
2. Механизм зажима
3. Механизм поджима
4. Механизм выдергивания дорна
5. Штанга
6. Прибор отсчета угла поворота гибочного сектора
7. Штанга разметочная
8. Ограждение
9. Электрооборудование
10.Электрошкаф
11.Пульт управления
Рама
Рама представляет собой конструкцию, состоящую из двух балок и сварной стойки, соединенных между собой болтами. Стойка имеет направляющие, по которым может перемещаться механизм выдергивания дорна. Рама крепится к корпусу редуктора болтами и стяжками.
Редуктор
Редуктор машины трехступенчатый червячно-цилиндрический. Крутящий момент от электродвигателя через предохранительную моментную муфту 6 предается на червяк 11, вращающийся в подшипниках качения 9, 12. Регулировка Зазоров в подшипниках 9 производится за счет кольца 8. На червяке 2 установлена крыльчатка 10, создающая масляный туман для смазки вращающихся частей в верхней части редуктора. Червяк 11 зацепляется с червячным колесом 5, расположенным на валу 14, вращающемся в конических роликоподшипниках 15. Регулировка зазоров в подшипниках обеспечивается набором прокладок 13, 3. Шестерня 4 входит в зацепление с шестерней 19, расположенной на валу 18, вращающемся в конических роликоподшипниках 17. Регулировка зазоров в подшипниках обеспечивается набором прокладок 21, 16. Шестерня 20 зацепляется с колесом 2, находящемся на валу 1, передающем крутящий момент через механизм зажима на гибочный ролик.
Для гашения инерции вращающихся масс, после выключения электродвигателя, на быстроходном валу редуктора смонтирован колодочный тормоз 7, тип ТГ-200 с электрогидравлическим толкателем.
Механизм гибки и зажима
Механизм предназначен для зажима трубы и установки гибочного ролика. Состоит из щек 1, 6 между которыми расположена гайка 2 с винтом 3, перемещающему кронштейн 4 с зажимной губкой 5. Щека 1 жестко закреплена на выходной шестерне редуктора с помощью шпонок и винтов.
Крутящий момент на гибочной ролик предается с помощью шпонок. В зависимости от диаметра гибочного ролика гайка 2 с винтом 3 и кронштейна 4 переставляются в отверстиях щек
Механизм поджима
Механизм поджима обеспечивает подвод и отвод противоупора (штанги) при гибке трубы. В сварном кронштейне I размещается гайка 2 с винтом 3, шарнирно соединенный со штангой. На боковой поверхности кронштейна устанавливается прибор отсчета угла поворота гибочного сектора.
Механизм выдергивания дорна
Механизм выдергивания дорна предназначен для удержания дорна во время гибки и для выдергивания его из трубы в случае защемления.
В сварном кронштейне I на оси 2 установлены на шпонках рычаги 3, 4. В рычаге 4 шарнирно закреплена тяга дорна 5, на которой крепится дорн 6. Выдергивание дорна производится с помощью рычага вставляемого в отверстие оси 2, возврат дорна в исходное положение производится пружиной 7. Устанавливается механизм выдергивания дорна на заднем конце штанги.
Штанга
Штанга служит противоупором при гибке трубы. Сварная балка 1 служит противоупором при гибке трубы. Сварная балка 1, установленная на сварном кронштейне 2, может поворачиваться вокруг цапфы 3 и в зависимости от диаметра гибочного ролика может перемещаться по кронштейну 2. В балке устанавливается призматическая колодка, перемещающаяся по балке совместно с трубой. В исходное положение колодка возвращается под действием груза 4.
Поджимается балка с помощью винта механизма поджима, шарнирно соединенного с балкой. Для удобства транспортирования балка выполнена из 2-х частей.
Прибор отсчета угла поворота гибочного ролика
Прибор отсчета угла поворота гибочного ролика представляет собой барабан 2, вращающийся на двух шарикоподшипниках 5. Вращение передается цепью от вала главного привода через звездочку 12. На барабане 2 свободно посажены диски 9 с кулачками 1, воздействующими на микропереключатели 13. Между дисками 9 помещены диски 8, связанные с барабаном шпонками. На дисках 9 винтами 6 стопорятся лимбы 7 с делениями от 00 до 2200. На дисках 8 нанесены риски, соответствующие исходному положению механизмов гибки. После расстановки дисков 9 в положения, соответствующие углам гиба, весь пакет сжимается гайкой 4.
Штанга разметочная
Узел предназначен для гибки труб без предварительной разметки, состоит из штанги 1 с упорами 2, закрепленными на ней. Штанга установлена в опорах 3, закрепленными на балке штаги.
Упоры состоят из флажка и клеммы. Флажок может поворачиваться относительно клеммы, что позволяет флажку опускаться на тягу дорна при стягивании трубы с дорна. При загрузке трубы и при гибке по разметке упоры за ручку откидываются в верхнее положение.
Инструмент
Инструмент для гибки состоит из гибочного ролика, дорна и зажимной губки.
По заказу потребителя машина может комплектоваться набором инструмента для гибки водогазопроводных труб 1 ¼” … 3 ½”.
ПРИНЦИП РАБОТЫ МАШИНЫ
Вращение гибочного сектора 13 осуществляется от электродвигателя I через муфту 12 на вал, вращающийся в конических роликоподшипниках 15 и шарикоподшипнике 17. Червяк 2, расположенный на валу I через червячное колесо 3 передает вращение на вал II, установленный в конических роликоподшипниках 15 и шестерне 4. Зубчатой передачей шестерен 4 и 5 вращение передается на вал III, вращающийся в конических роликоподшипниках 14 и шестерне 6. Шестерня 6 передает движение шестерне 7 и жестко связанный с ней гибочный ролик 13.
На валу IV расположена звездочка 8, передающая вращение на прибор отсчета угла поворота гибочного ролика.
Для уменьшения действия сил инерции при отключении электродвигателя предусмотрен тормоз колодочный П с электрогидравлическим толкателем.
Зажим трубы на гибочном ролике и поджим колодки к трубе осуществляется винтами.
Рычагом 18 через тягу 19 дорн 20 выдергивается из зоны защемления.
| № | Наименование |
| 1. | Электродвигатель |
| 2. | Червяк |
| 3. | Колесо червячное |
| 4. | Шестерня |
| 5. | Колесо |
| 6. | Шестерня |
| 7. | Колесо зубчатое |
| 8. | Звездочка |
| 9. | Звездочка |
| 10. | Цепь ПР-12,7-900 |
| 11. | Муфта |
| 12. | Тормоз колодочный |
| 13. | Ролик гибочный |
| 14. | Подшипник №7518 |
| 15. | Подшипник №7611 |
| 16. | Подшипник №60202 |
| 17. | Подшипник №208 |
| 18. | Рычаг |
| 19. | Тяга дорна |
| 20. | Дорн |
СИСТЕМА СМАЗКИ
| Механизм подлежащий смазке | Смазываемые места | Кол-во смазываемых точек | Смазывающий материал | Способ смазки | Периодичность смазки |
| Редуктор | Червячная пара, шестерни, подшипники | 1 | И-30А | Заливка через отверстие корпуса. Контроль уровня масла по маслоуказателю | Масло менять 1 раз в 6 месяцев. Доливать по мере необходимости |
| Опора вала гибочного сектора | 1 | ЦИАТИМ-203 | Нагнетание смазки при помощи шприца | 1 раз в смену | |
| Верхние подшипники промежуточных валов | 2 | Закладка смазки в подшипники | При профилактике и ремонте | ||
| Механизм поджима | Направляющие ползуна | 8 | Смазывание поверхности | 1 раз в смену | |
| Механизм выдергивания дорна | Вал рычагов | 1 | Нагнетание смазки при помощи шприца | 1 раз в смену | |
| Прибор отсчета гиба | Опорные подшипники вала | 2 | Закладка смазки в подшипники | При профилактике и ремонте | |
| Цепь и звездочки цепной передачи | 2 | И-30А | Смазывание поверхностей | 1 раз в смену |
Смазка механизмов машины индивидуальная ручная. Периодическая. Контроль визуальный. В редуктор залить масло «Индустриальное И-30» ГОСТ 20799-88 в объеме 15дм3.
Смену масло в редукторе производить один раз в шесть месяцев.
Смазка пар трения осуществляется смазкой ЦИАТИМ -203 ГОСТ 8773-73. Смазку машины производить согласно карте смазки.
Электрогидравлический толкатель заполнен маслом трансформаторным ГОСТ 382-80, объем масла 1,6 дм3
Смену масла в толкателе рекомендуется производить не реже одного раза в 6 месяцев
ТРАНСПОРТИРОВАНИЕ И УСТАНОВКА
Распаковка
Вскрыть заводскую упаковку.
После вскрытия упаковки осмотреть машину и проверить комплектность согласно упаковочной документации.
Транспортирование
Зачаливание машины для подъема производится согласно схеме:
Расконсервация
Снять антикоррозийное покрытие не металлическим скребком, затем обтирочным материалом, смоченным жидкостью, растворяющей минеральные масла (бензин, уайт-спирит и другие).
Очищенные места покрыть тонким слоем жидкого индустриального масла.
Установка
Машина устанавливается на фундамент согласно схеме:
На фундаменте машина проверяется по уровню, устанавливаемому на верхней плоскости корпуса редуктора. Отклонение от горизонтальности до 3-х мм на длине 1000мм в продольном и поперечном направлениях.
Подводку проводов от электрошкафа к распределительной коробке машины выполнить в металлической трубе.
Заземление машины и шкафа выполнить через специальные болты (винты) на корпусах в соответствии с действующими правилами.
Подводки к сети электрошкафа выполнить проводом сечением не менее 6 мм2.
Залить масло в редуктор 15 дм3.
Проверить полностью ли заполнен толкатель тормоза маслом: при необходимости долить масло трансформаторное (заливка неэлектроизоляционного масла не допускается) в следующем порядке:
- Вынуть ось соединяющую шток толкателя с рычагом тормоза и выдвинуть шток:
- Вывернуть пробку из отверстия для заливки масла:
- Через отверстие залить в толкатель масло до заполнения:
- Закрыв отверстие для заливки, вручную прокачать штоком масло в толкатель для удаления воздуха из под поршня и электродвигателя: при прокачивании уровень масла понижается, поэтому необходимо производить доливку масла до тех пор, пока оно не начнет выливаться из отверстия.
Опробовать на холостом ходу работу всех механизмов машины.
ПОРЯДОК РАБОТЫ
Настройка машины
Настройку машины производить в следующем порядке:
- Установить гибочный ролик, соответствующий диаметру трубы.
- Перемещением ползушки, установить балку в положение, соответствующему радиусу гибки, т.е. в положение, когда труба прижата призматической колодкой к ручью гибочного ролика, а балка располагается параллельно оси машины. Ползушку закрепить болтами.
- Установить соответствующий дорн так, чтобы начало скругления головки дорна совпало с началом гибки трубы.
- Расставить упоры разметочной штанги на требуемые расстояния от оси гибочного ролика.
- Установить на приборе отсчета углов гиба требуемые углы с учетом пружинения трубы.
- Одеть трубу на дорн до упора. зажать трубу с помощью винта механизма зажима.
- Поджать трубу колодкой при помощи винта, не допуская пережима.
- Включить кнопкой на пульте или педалью рабочий ход машины, при достижении заданного угла машина автоматически останавливается.
- Отвести колодку от трубы, выдернуть дорн из зоны зажима.
- Отжать трубу и передвинуть трубу для следующего гиба или снять ее при одном гибе. При гибке труб большого диаметра перед отвертыванием винта механизма зажима трубы рекомендуется кратковременное включение (толчок) обратного хода машины, что снизит усилие необходимое для отвертывания винта механизма зажима.
- Включить обратный ход машины, гибочный ролик остановится в исходное положении.
При появлении большой овальности и гофр на изогнутом участке дорн необходимо выдвинуть вперед. При правильной настройке овальность трубы в изогнутой зоне не должна превышать 15%.
При отклонении по углу гиба произвести корректировку угла на приборе отсчета углов гиба.
Регулирование машины
Регулировка прибора отсчета углов гиба производить в следующем порядке:
- для регулировки микропереключателей 13 относительно кулачков 1 необходимо ослабить гайку 4, установить кулачки против роликов микропереключателей и перемещать при помощи гаек микропереключатели до их срабатывания. Момент срабатывания определяется с помощью омметра или на слух «по щелчку».
- для регулировки исходного положения лимбов 7 установить диски 9 так, чтобы кулачки 1 включили микропереключатели, затем ослабить винты 6, повернуть лимбы до совмещения нулевых рисок лимбов с рисками на неподвижных дисках 9, винты 6 затянуть.
- для регулировки исходного остановки гибочного ролика в исходном положении при ходе назад необходимо ослабить стопорный винт диска II и поворачивая диск против часовой стрелки, установить его так, чтобы кулачок перешел 10-12 мм за положение включения микропереключателя. Стопорный винт затянуть, включить рабочий ход. Если гибочный ролик не дойдет до исходного положения, то диск II необходимо повернуть в обратную сторону на угол, соответствующий неточности останова.
По мере износа тормозных накладок необходимо производить регулировку тормоза.
Регулировка тормоза заключается в регулировке нормального хода поршня толкателя, величины сжатия пружины и равномерности отхода колодок.
Для установки нормального хода поршня толкателя необходимо поставить шток толкателя в крайнее верхнее положение, затем опустив его на 22мм (полный ход штока 32мм) и в этом положении при помощи гаек на стяжке рычагов прижать колодки к тормозному шкиву. Установка равномерного отхода колодок производится регулировочным винтом в рычаге. Длина пружины устанавливается равной 165мм.
Вследствие износа фрикционных накладок возможно пробуксовывание предохранительной муфты.
Регулирование муфты производится при гибке трубы ø100х5 при радиусе гиба 160мм. Гайки поджима пружины муфты отвернуть на 3 оборота от полностью затянутого положения и начать гибку. Делая пробные гибы, подтягивать равномерно гайки до устранения пробуксовки.
Регулировка натяжения цепи привода прибора отсчета угла поворота осуществляется перемещением корпуса прибора на овальных пазах.
Безналичный расчет — перевод денежных средств на счет.
Стоимость дорнового трубогиба PB-108M зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку по России и СНГ.
Купить электромеханическую трубогибочную машину PB108M можно у Компании "ОМТулс", связавшись на сайте или по телефону +7 (495) 970-76-52.
Безналичный расчет — перевод денежных средств на счет.
Стоимость дорнового трубогиба PB-108M зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку по России и СНГ.
Купить электромеханическую трубогибочную машину PB108M можно у Компании "ОМТулс", связавшись на сайте или по телефону +7 (495) 970-76-52.