Ножницы кривошипные листовые OVTO MNG-13
Пневматические гильотинные ножницы MNG-13 с наклонным ножом предназначены для резки листового материала с временным сопротивлением до 500 кгс/мм². Это мощное оборудование, способное справляться с металлом толщиной до 13 мм и шириной до 2000 мм, обеспечивая высокую точность и производительность резки.
Особенности и преимущества
- Высокая производительность. Поперечная резка листов толщиной до 13 мм выполняется за один ход ножевой балки, что значительно ускоряет обработку. Продольная резка длинных листов осуществляется за несколько последовательных проходов с точным позиционированием.
- Универсальность. Разрезание может выполняться как по предварительной разметке, так и с использованием заднего упора для упрощения работы и повышения точности.
- Прочность и долговечность. Надёжная конструкция ножниц рассчитана на долгосрочную эксплуатацию в условиях высокой нагрузки.
- Эффективность. Пневматический привод обеспечивает плавность работы и позволяет оптимизировать энергозатраты.
Область применения
Гильотинные ножницы MNG-13 идеально подходят для использования на складах и в цехах промышленных предприятий, где требуется качественный раскрой листовой стали. Они широко применяются в заготовительных цехах, на производственных площадках металлургической и машиностроительной отрасли.
| Толщина разрезаемых листов с временным сопротивлением σвр=450 МПа, мм | 13 |
| Ширина разрезаемого листа, мм | 2000 |
| Максимальная длина листа отрезаемого по упору, мм | 500 |
| Ход ножа, мм | 105 |
| Частота ходов ножа в мин | 60 |
| Угол наклона подвижного ножа | 2 10' |
| Система управления | Соло-3 |
| Мощность двигателя главного привода, кВт | 18,5 |
| Расстояние между стойками в свету, мм | 2250 |
| Расстояние от уровня пола до верхней кромки нижнего ножа, мм | 805 |
| Габариты (ДxШxВ), мм | 3240x2000x2150 |
| Масса, кг | 6100 |
Стандартная комплектация
- Ножницы гильотинные в сборе - 1 шт.
Установлено на ножницах:
- Светодиодная линия освещения зоны реза - 1 к-т
- Заднее ограждение для сбора заготовок - 1 шт.
- Задний упор - 1 шт.
- Боковой упор для резки под прямым углом - 1 шт.
- Пульт управления - 1 шт.
- Комплект пневмооборудования - 1 к-т
- Электрошкаф с системой управления "Соло-3" - 1 шт.
- Комплект ножей - 1 к-т
Принадлежности:
- Педаль управления электрическая выносная с клавишей аварийного останова - 1 шт.
- Шприц плунжерный - 1 шт.
Документация:
- Руководство по эксплуатации - 1 шт.
- Паспорт - 1 шт.
- Комплект документации на приобретенные комплектующие - 1 к-т
Доп. опции:
- Сортовая секция*
- Комплект сменных ножей
- Лазерный указатель линии реза
- Угловой упор
- Механизированный задний упор
- Рольганг подающий
- Тележка откатная
* - используется для резки прутка, уголка и швеллера
Стандартная комплектация
- Ножницы гильотинные в сборе - 1 шт.
Установлено на ножницах:
- Светодиодная линия освещения зоны реза - 1 к-т
- Заднее ограждение для сбора заготовок - 1 шт.
- Задний упор - 1 шт.
- Боковой упор для резки под прямым углом - 1 шт.
- Пульт управления - 1 шт.
- Комплект пневмооборудования - 1 к-т
- Электрошкаф с системой управления "Соло-3" - 1 шт.
- Комплект ножей - 1 к-т
Принадлежности:
- Педаль управления электрическая выносная с клавишей аварийного останова - 1 шт.
- Шприц плунжерный - 1 шт.
Документация:
- Руководство по эксплуатации - 1 шт.
- Паспорт - 1 шт.
- Комплект документации на приобретенные комплектующие - 1 к-т
Доп. опции:
- Сортовая секция*
- Комплект сменных ножей
- Лазерный указатель линии реза
- Угловой упор
- Механизированный задний упор
- Рольганг подающий
- Тележка откатная
* - используется для резки прутка, уголка и швеллера
УСТРОЙСТВО И РАБОТА НОЖНИЦ
СОСТАВ НОЖНИЦ
%20.png)
1 - Станина
2 - Ножевая балка
3 - Прижимная балка
4 - Привод
5 - Валы приводные
6 - Редуктор цилиндрический
7 - Задний упор
8 - Уравновешиватель
9 - Установка ВПК
10 - Ограждение
11 - Воздухопровод
12 - Ограждение зоны реза
Перечень органов управления:
I - Пульт управления
II - Автомат вводной
III - Педаль управления электрическая с клавишей аварийного останова
IV - Панель управления «Соло 3»
Станина
Станина является базовым узлом, на котором крепятся все остальные узлы ножниц. Станина представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому болтами крепятся нижние ножи. Регулировка ножа по высоте производится путём установки компенсаторов, расположенных под ножами.
Привод и валы приводные
Привод ножниц осуществляется от электродвигателя через клиноременную передачу на маховик, через зубчатые колеса и пневматическую муфту на коленчатый вал. Электродвигатель крепится на подмоторной плите, шарнирно укрепленной на станине.
Балка ножевая
Ножевая балка представляет собой сварную конструкцию Г образной формы, усиленную ребрами. К ножевой балке крепится задний упор.
Усилие от коленвала на нож передается двумя шатунами. В верхнем положении балка удерживается пневмоцилиндрами, шарнирно - соединенного с балкой, а при ремонте фиксируется в верхнем положении двумя штырями диаметром 25мм, вставленными в отверстия направляющих ножевой балки.
Прижим и ограждение зоны реза
Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой. При движении ножевой балки вниз прижимная балка под действием пружин опускается и прижимает лист, причем вначале осуществляется прижим листа, а затем начинается рез.
Подъем прижима осуществляется упорами ножевой балки, упирающимися в платики прижима. Регулировки усилия прижима осуществляется гайками, сжимающими пружину прижимной балки.
К направляющим планкам прижима жестко закреплено ограждение зоны реза, предохраняющее руки рабочего от попадания под прижим.
Упор задний
Задний упор устанавливается с тыльной стороны ножевой балки и служит упором для листа при поперечной резке. Задний упор состоит из упорной линейки и двух цилиндрических реек, перемещаемых вручную маховичками, сидящими на валах шестерен, находящихся в зацеплении с рейками. При резке полосы длиной более 500 мм задний упор снимается с помощью вращения маховичков.
Уравновешиватель
Уравновешиватель служит для компенсации веса ножевой балки, снижения динамических нагрузок при работе ножниц.
Ограждение ножниц
Для безопасности оператора ножницы оснащены ограждением зоны реза и вращающихся механизмов.
Ограждение ножниц сварной конструкции выполнено из тонколистовой стали. Состоит из четырех кожухов, которые закрывают шкив мотора, маховик, клиноременную передачу шестерни и зубчатые колеса. Все ограждения крепиться к станине болтами.
ПНЕВМООБОРУДОВАНИЕ
Пневмосистема ножниц состоит из воздухопровода и накопителя.
Воздухопровод с ресивером обеспечивает подачу сжатого воздуха в пневмокамеру муфты-тормоз.
Описание работы
Давление воздуха, поступающего из общезаводской магистрали должно быть 0,45-0,5 МПа.
Сжатый воздух из общей магистрали через запорный вентиль поступает в ресивер. В случае падения давления ниже допустимого срабатывает реле давления, размыкая электрическую цепь управления и замыкая цепь контрольной лампы.
Из ресивера воздух поступает через блок кондиционирования и пневмораспределитель сдвоенный трехлинейный к муфте-тормозу.
Пневматическая муфта-тормоз
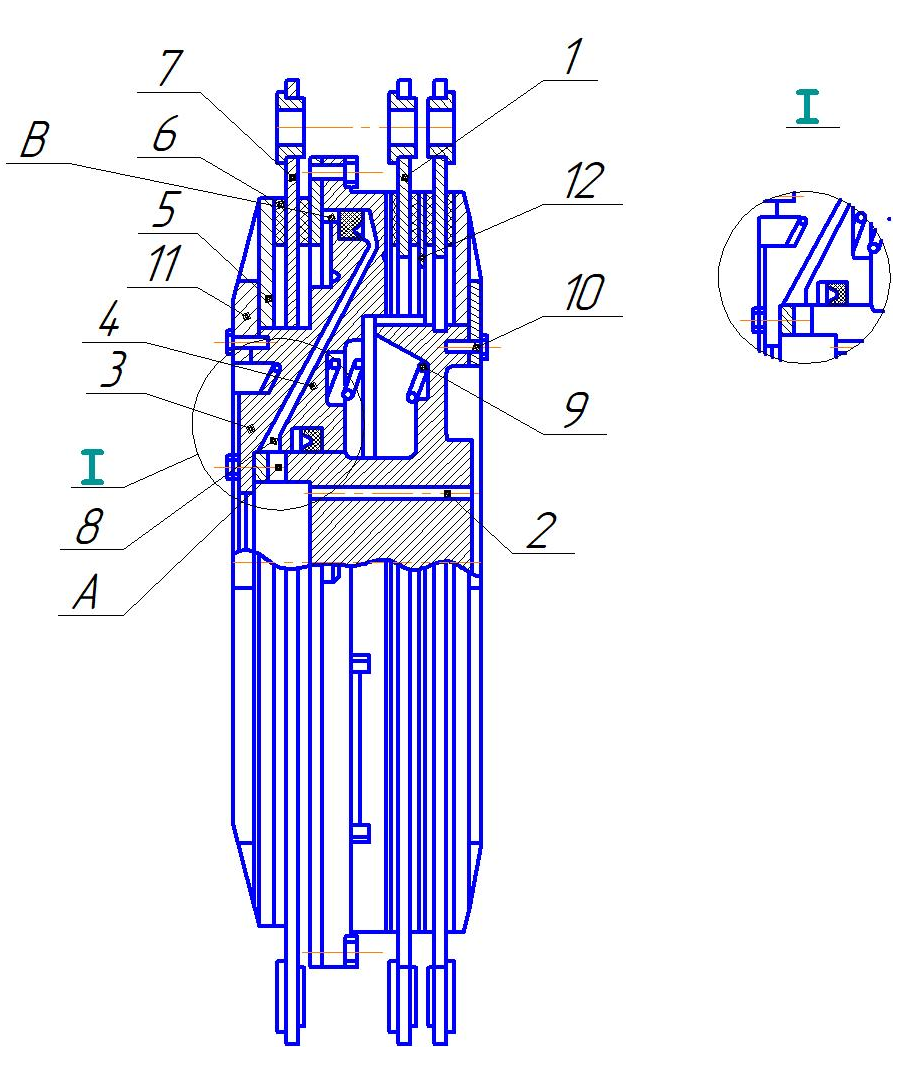
Устанавливается на левом конце приводного вала.
Муфта-тормоз, жестко сблокированная многодисковая фрикционная с пневматическим включением и состоит из следующих частей:
- Ведущей - ведущих дисков 1 муфты с фрикционными накладками;
- Ведомой - ступицы 2 с неподвижно присоединенным поршнем 3;
- Цилиндра, перемещающегося вдоль оси, опорных дисков 5 муфты и тормоза, установленных на резьбе ступицы 2 и поршня нажимного диска тормоза, установленного жестко на цилиндре 4 промежуточного диска 12 муфты;
- Тормозной - тормозного диска 7 с фрикционными накладками.
Работа муфты-тормоза заключается в следующем:
Сжатый воздух через отверстия «А» в поршне 3 поступает в пневмокамеру 8. Под воздействием сжатого воздуха цилиндр 4 перемещается вдоль оси вала в сторону муфты и зажимает ведущие диски 1 муфты, связанные с маховиком через пальцы, обеспечивая номинальный крутящийся момент. Вращение через ступицу 2 передается на вал.
При выпуске сжатого воздуха из пневмокамеры 8 под действием пружин 9 цилиндр 4 возвращается в сторону тормоза и зажимает тормозной диск 7, связанным подвижно в осевом и неподвижно в радиальном направлениях, с неподвижной частью машины, производя торможение ведомых частей.
ЭЛЕКТРООБОРУДОВАНИЕ
Род тока питающий сеть - Переменный
Частота тока, Гц - 50
Рабочее напряжение, В - 380
Напряжения цепи управления, освещения и сигнализации, В - 24
На ножницах установлен трехфазный асинхронный электродвигатель 18,5 кВт, 1500 об/мин.
Применение схемы управления муфтой в сочетании с дублированием таких элементов, как электропневматические вентили и конечные выключатели обеспечивает высокую надежность работы и безопасность обслуживания.
Управление работой ножниц осуществляется с пульта управления и панели переключателей. На пульте управления установлены кнопки управления главным приводом и муфтой, выключатель цепи освещения линии реза и кнопки «Общий Стоп».
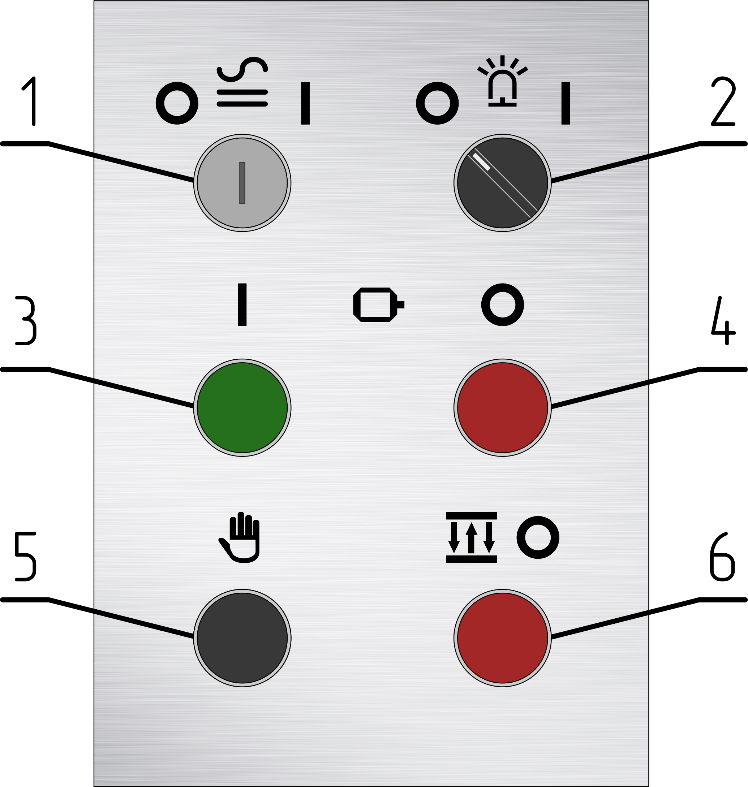
- Включение схемы
- Освещение рабочей зоны
- Пуск двигателя
- Стоп двигателя
- Пуск реза
- Стоп непрерывных ходов
От силовой цепи питается электродвигатель главного привода.
Цепи управления и сигнализации питаются от вторичных обмоток трансформатора.
Аппаратура защиты и управления установлена в запираемом электрошкафе.
Режимы работы.
Машина оснащена системой управления «Соло 3» и работает в следующих режимах:
- Одиночный ход
- Непрерывный ход
- Толчок
- Ручной проворот
Выбор режима происходит с панели управления «Соло-3». Запуск режима осуществляется с пульта управления.
Режим «Одиночный ход»
Предназначен для выполнения одиночных резов в ручном режиме, управление осуществляется от кнопки на пульте управления или педали.
Режим «Непрерывный ход»
Предназначен для работы в полуавтоматическом режиме для выполнения множественных резов, управление осуществляется только от кнопки на пульте управления. Для останова данного режима необходимо нажать кнопку «стоп множественный ход».
Режим «Толчок»
Данный режим преднозначен для опускания ножевой балки на необходимое расстояние, для настройки ножевого аппарата. В режиме «Толчок» предусмотрено только кнопочное управление. Продолжительность включения муфты определяется временем нажатия кнопки. Благодаря этому ножевая балка может быть остановлена в нужном положении.
Режим «Ручной проворот»
При переходе на данный режим работы необходимо убедиться в полной остановке маховика. Преднозначен для более точного подвода ножевой балки на необходимое расстояние, для настройки ножевого аппарата.
Включение режима осуществляется от кнопки с пульта управления, для блокировки муфты-тормоза. Далее проворот маховика осуществляется в ручную.
Освещение зоны реза
Переключателем с пульта управления осуществляется включение освещение зоны реза, что позволяет производить работу, связанную с разметкой листа.
Защита
Для безопасности оператора ножницы оснащены ограждением зоны реза и вращающихся механизмов, в связке с концевыми выключателями.
Защита электрооборудования от токов короткого замыкания осуществляется автоматическим выключателями и предохранителями.
Защита электродвигателя от перегрузки осуществляется тепловым реле.
СИСТЕМА СМАЗКИ
Смазка ножниц производится от установленных пресс-масленок. Через все установленные на ножницах индивидуальные масленки смазка производится при помощи ручного шприца. Шестерни привода смазываются путем закладывания смазки соответственно на зубья шестерен.
В процессе работы ножницы необходимо смазывать так, чтобы смазка выступала с боковых мест расположения подшипников скольжения. Выступающая из зазоров смазка удаляется.
Необходимо периодически проверять состояние масленок и маслопроводящих отверстий. не реже одного раза в три месяца смазочные отверстия следует промывать чистым керосином.
.png)
Смазочный материал ЦИАТИМ 203
Шприцеванием раз в смену:
1-2 - Опоры силового вала
3-4 - Шатунные шейки
5-6 - Пальцы шатуна
7-8 - Направляющие ножевой балки
9-10 - Направляющие прижимной балки
11 - Подшипники маховика
12 - Подшипники головки воздухоподводящей
13-14 - Валы приводной и промежуточный
Кистью раз в смену:
15-16 - Рейки заднего упора
17-18 - Венцы зубчатых колес
ПОРЯДОК УСТАНОВКИ
Распаковка
Ножницы поставляются в собранном виде упакованные в деревянные ящики или местной (частной) упаковке в зависимости от требований поставщика.
Транспортирование
Транспортировку ножниц в распакованном виде следует производить согласно схеме (стропы крепятся за технологические отверстия, которые находятся в верхней части стенок станины).
%20.png)
Установка
Фундамент ножниц выполняется согласно чертежу. Глубина фундамента принимается в зависимости от грунта, но не менее 800 мм. После установки ножниц на фундаменте необходимо смонтировать все элементы, снятые перед установкой.
Точность установки ножниц в поперечном и продольном направлении должны быть выдержаны в пределах 0,2 мм на длине 1000 мм.
После установки ножницы необходимо очистить от антикоррозийных покрытий, нанесенных на механически обработанные поверхности и, во избежание коррозии, покрыть тонким слоем масла «Индустриальное 30»
УСТРОЙСТВО И РАБОТА НОЖНИЦ
СОСТАВ НОЖНИЦ
1 - Станина
2 - Ножевая балка
3 - Прижимная балка
4 - Привод
5 - Валы приводные
6 - Редуктор цилиндрический
7 - Задний упор
8 - Уравновешиватель
9 - Установка ВПК
10 - Ограждение
11 - Воздухопровод
12 - Ограждение зоны реза
Перечень органов управления:
I - Пульт управления
II - Автомат вводной
III - Педаль управления электрическая с клавишей аварийного останова
IV - Панель управления «Соло 3»
Станина
Станина является базовым узлом, на котором крепятся все остальные узлы ножниц. Станина представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому болтами крепятся нижние ножи. Регулировка ножа по высоте производится путём установки компенсаторов, расположенных под ножами.
Привод и валы приводные
Привод ножниц осуществляется от электродвигателя через клиноременную передачу на маховик, через зубчатые колеса и пневматическую муфту на коленчатый вал. Электродвигатель крепится на подмоторной плите, шарнирно укрепленной на станине.
Балка ножевая
Ножевая балка представляет собой сварную конструкцию Г образной формы, усиленную ребрами. К ножевой балке крепится задний упор.
Усилие от коленвала на нож передается двумя шатунами. В верхнем положении балка удерживается пневмоцилиндрами, шарнирно - соединенного с балкой, а при ремонте фиксируется в верхнем положении двумя штырями диаметром 25мм, вставленными в отверстия направляющих ножевой балки.
Прижим и ограждение зоны реза
Во время работы ножниц разрезаемый лист прижимается к столу прижимной балкой. При движении ножевой балки вниз прижимная балка под действием пружин опускается и прижимает лист, причем вначале осуществляется прижим листа, а затем начинается рез.
Подъем прижима осуществляется упорами ножевой балки, упирающимися в платики прижима. Регулировки усилия прижима осуществляется гайками, сжимающими пружину прижимной балки.
К направляющим планкам прижима жестко закреплено ограждение зоны реза, предохраняющее руки рабочего от попадания под прижим.
Упор задний
Задний упор устанавливается с тыльной стороны ножевой балки и служит упором для листа при поперечной резке. Задний упор состоит из упорной линейки и двух цилиндрических реек, перемещаемых вручную маховичками, сидящими на валах шестерен, находящихся в зацеплении с рейками. При резке полосы длиной более 500 мм задний упор снимается с помощью вращения маховичков.
Уравновешиватель
Уравновешиватель служит для компенсации веса ножевой балки, снижения динамических нагрузок при работе ножниц.
Ограждение ножниц
Для безопасности оператора ножницы оснащены ограждением зоны реза и вращающихся механизмов.
Ограждение ножниц сварной конструкции выполнено из тонколистовой стали. Состоит из четырех кожухов, которые закрывают шкив мотора, маховик, клиноременную передачу шестерни и зубчатые колеса. Все ограждения крепиться к станине болтами.
ПНЕВМООБОРУДОВАНИЕ
Пневмосистема ножниц состоит из воздухопровода и накопителя.
Воздухопровод с ресивером обеспечивает подачу сжатого воздуха в пневмокамеру муфты-тормоз.
Описание работы
Давление воздуха, поступающего из общезаводской магистрали должно быть 0,45-0,5 МПа.
Сжатый воздух из общей магистрали через запорный вентиль поступает в ресивер. В случае падения давления ниже допустимого срабатывает реле давления, размыкая электрическую цепь управления и замыкая цепь контрольной лампы.
Из ресивера воздух поступает через блок кондиционирования и пневмораспределитель сдвоенный трехлинейный к муфте-тормозу.
Пневматическая муфта-тормоз
Устанавливается на левом конце приводного вала.
Муфта-тормоз, жестко сблокированная многодисковая фрикционная с пневматическим включением и состоит из следующих частей:
- Ведущей - ведущих дисков 1 муфты с фрикционными накладками;
- Ведомой - ступицы 2 с неподвижно присоединенным поршнем 3;
- Цилиндра, перемещающегося вдоль оси, опорных дисков 5 муфты и тормоза, установленных на резьбе ступицы 2 и поршня нажимного диска тормоза, установленного жестко на цилиндре 4 промежуточного диска 12 муфты;
- Тормозной - тормозного диска 7 с фрикционными накладками.
Работа муфты-тормоза заключается в следующем:
Сжатый воздух через отверстия «А» в поршне 3 поступает в пневмокамеру 8. Под воздействием сжатого воздуха цилиндр 4 перемещается вдоль оси вала в сторону муфты и зажимает ведущие диски 1 муфты, связанные с маховиком через пальцы, обеспечивая номинальный крутящийся момент. Вращение через ступицу 2 передается на вал.
При выпуске сжатого воздуха из пневмокамеры 8 под действием пружин 9 цилиндр 4 возвращается в сторону тормоза и зажимает тормозной диск 7, связанным подвижно в осевом и неподвижно в радиальном направлениях, с неподвижной частью машины, производя торможение ведомых частей.
ЭЛЕКТРООБОРУДОВАНИЕ
Род тока питающий сеть - Переменный
Частота тока, Гц - 50
Рабочее напряжение, В - 380
Напряжения цепи управления, освещения и сигнализации, В - 24
На ножницах установлен трехфазный асинхронный электродвигатель 18,5 кВт, 1500 об/мин.
Применение схемы управления муфтой в сочетании с дублированием таких элементов, как электропневматические вентили и конечные выключатели обеспечивает высокую надежность работы и безопасность обслуживания.
Управление работой ножниц осуществляется с пульта управления и панели переключателей. На пульте управления установлены кнопки управления главным приводом и муфтой, выключатель цепи освещения линии реза и кнопки «Общий Стоп».
- Включение схемы
- Освещение рабочей зоны
- Пуск двигателя
- Стоп двигателя
- Пуск реза
- Стоп непрерывных ходов
От силовой цепи питается электродвигатель главного привода.
Цепи управления и сигнализации питаются от вторичных обмоток трансформатора.
Аппаратура защиты и управления установлена в запираемом электрошкафе.
Режимы работы.
Машина оснащена системой управления «Соло 3» и работает в следующих режимах:
- Одиночный ход
- Непрерывный ход
- Толчок
- Ручной проворот
Выбор режима происходит с панели управления «Соло-3». Запуск режима осуществляется с пульта управления.
Режим «Одиночный ход»
Предназначен для выполнения одиночных резов в ручном режиме, управление осуществляется от кнопки на пульте управления или педали.
Режим «Непрерывный ход»
Предназначен для работы в полуавтоматическом режиме для выполнения множественных резов, управление осуществляется только от кнопки на пульте управления. Для останова данного режима необходимо нажать кнопку «стоп множественный ход».
Режим «Толчок»
Данный режим преднозначен для опускания ножевой балки на необходимое расстояние, для настройки ножевого аппарата. В режиме «Толчок» предусмотрено только кнопочное управление. Продолжительность включения муфты определяется временем нажатия кнопки. Благодаря этому ножевая балка может быть остановлена в нужном положении.
Режим «Ручной проворот»
При переходе на данный режим работы необходимо убедиться в полной остановке маховика. Преднозначен для более точного подвода ножевой балки на необходимое расстояние, для настройки ножевого аппарата.
Включение режима осуществляется от кнопки с пульта управления, для блокировки муфты-тормоза. Далее проворот маховика осуществляется в ручную.
Освещение зоны реза
Переключателем с пульта управления осуществляется включение освещение зоны реза, что позволяет производить работу, связанную с разметкой листа.
Защита
Для безопасности оператора ножницы оснащены ограждением зоны реза и вращающихся механизмов, в связке с концевыми выключателями.
Защита электрооборудования от токов короткого замыкания осуществляется автоматическим выключателями и предохранителями.
Защита электродвигателя от перегрузки осуществляется тепловым реле.
СИСТЕМА СМАЗКИ
Смазка ножниц производится от установленных пресс-масленок. Через все установленные на ножницах индивидуальные масленки смазка производится при помощи ручного шприца. Шестерни привода смазываются путем закладывания смазки соответственно на зубья шестерен.
В процессе работы ножницы необходимо смазывать так, чтобы смазка выступала с боковых мест расположения подшипников скольжения. Выступающая из зазоров смазка удаляется.
Необходимо периодически проверять состояние масленок и маслопроводящих отверстий. не реже одного раза в три месяца смазочные отверстия следует промывать чистым керосином.
Смазочный материал ЦИАТИМ 203
Шприцеванием раз в смену:
1-2 - Опоры силового вала
3-4 - Шатунные шейки
5-6 - Пальцы шатуна
7-8 - Направляющие ножевой балки
9-10 - Направляющие прижимной балки
11 - Подшипники маховика
12 - Подшипники головки воздухоподводящей
13-14 - Валы приводной и промежуточный
Кистью раз в смену:
15-16 - Рейки заднего упора
17-18 - Венцы зубчатых колес
ПОРЯДОК УСТАНОВКИ
Распаковка
Ножницы поставляются в собранном виде упакованные в деревянные ящики или местной (частной) упаковке в зависимости от требований поставщика.
Транспортирование
Транспортировку ножниц в распакованном виде следует производить согласно схеме (стропы крепятся за технологические отверстия, которые находятся в верхней части стенок станины).
Установка
Фундамент ножниц выполняется согласно чертежу. Глубина фундамента принимается в зависимости от грунта, но не менее 800 мм. После установки ножниц на фундаменте необходимо смонтировать все элементы, снятые перед установкой.
Точность установки ножниц в поперечном и продольном направлении должны быть выдержаны в пределах 0,2 мм на длине 1000 мм.
После установки ножницы необходимо очистить от антикоррозийных покрытий, нанесенных на механически обработанные поверхности и, во избежание коррозии, покрыть тонким слоем масла «Индустриальное 30»
Безналичный расчет — перевод денежных средств на счет.
Стоимость гильотины MNG-13 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить гильотинные ножницы MNG13 можно, связавшись с нами на сайте или по телефону:
+7 (495) 970-76-52.
Безналичный расчет — перевод денежных средств на счет.
Стоимость гильотины MNG-13 зависит от комплектации – специалист OVTO Machine Tools поможет подобрать вариант, подходящий под ваше техническое задание. Предложит оптимальное логистическое решение, организует оперативную доставку в Россию и СНГ.
Купить гильотинные ножницы MNG13 можно, связавшись с нами на сайте или по телефону:
+7 (495) 970-76-52.